








专利摘要
本发明公开了一种应用极坐标法的弯管加工方法及系统,涉及金属成形折弯技术领域,通过建立几何结构模型和矢量式数学模型,应用弯管极坐标算法获取公转弯管轴和自转弯管轴的旋转角度,利用运动控制器控制弯管加工系统的折弯动作执行,解决了常见折弯加工系统并不能满足企业的空间弯管加工需求的问题,达到可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿,可实现异形空间折弯,如左右折弯、左右分段折弯、旋转任意角度的空间多维度折弯,实现了高精度折弯的弯管智能化加工的目的。
权利要求
1.一种应用极坐标法的弯管加工方法,其特征在于,包括以下步骤:
步骤A,将待弯管件安装至弯管加工系统内,进给至设定长度并通过弯管夹紧模夹紧;公转弯管轴和自转弯管轴移动至起始位置,并使公转弯管轴的旋转中心处于极坐标横轴上,自转弯管轴与待弯管件相接且自转弯管轴的旋转中心处于公转弯管轴的旋转路径上;
步骤B,采集待弯管件的参数数据:设定待弯管件的折弯角度θ和折弯半径r,并获取自转弯管轴最终位置的中心线在极坐标横轴上的截距W的数值、公转弯管轴旋转中心至弯管夹紧模中心的中心距H的数值、公转弯管轴的旋转半径R的数值、自转弯管轴始终与待弯管件接触时,自转弯管轴轴心与待弯管件中心线之间的距离b的数值、自转弯管轴在初始位置与待弯管件存在间隙时,自转弯管轴轴心与待弯管件中心线之间的距离B、以及自转弯管轴由起始位置转至极坐标横轴时,公转弯管轴转过的角度β;
步骤C,基于弯管极坐标算法计算得出公式K=tanθ、
步骤D,将公转弯管轴的旋转角度Ф和自转弯管轴的旋转角度输入弯管控制系统内,使公转弯管轴带动自转弯管轴转动角度Ф且自转弯管轴转动角度θ,完成待弯管件的折弯。
2.根据权利要求1所述的一种应用极坐标法的弯管加工方法,其特征在于,在步骤D中,公转弯管轴与自转弯管轴通过联动插补完成待弯管件的折弯。
3.根据权利要求1所述的应用极坐标法的弯管加工方法,其特征在于,在步骤D中,弯管控制系统控制公转弯管轴、自转弯管轴和弯管夹紧模动作,随动模带动弯管夹紧模沿极坐标横轴方向与弯管模联动弯管过程而随动,自动补偿基于机械误差和回弹量引起的弯管角度误差。
4.根据权利要求1所述的应用极坐标法的弯管加工方法,其特征在于,在步骤D后设置有步骤E:顺逆旋转模夹持待弯管件远离起始位置的一端并带动待弯管件绕极坐标横轴旋转设定角度。
5.根据权利要求1所述的应用极坐标法的弯管加工方法,其特征在于,在步骤A至步骤D中,通过数字量输入或模拟量输入的信号经运动控制器控制折弯系统的执行机构动作,运动控制器根据执行机构反馈的信号调整待弯管件折弯的进程,并将待弯管件折弯的进程信息展示至外界。
6.一种应用如权利要求1所述的弯管加工方法的弯管加工系统,其特征在于,包括执行机构和弯管控制系统;
所述执行机构包括用于进给待弯管件的进给模、用于夹紧待弯管件的弯管夹紧模、用于折弯管件的自转弯管轴、用于带动自转弯管轴转动的公转弯管轴,所述公转弯管轴的旋转中心处于极坐标横轴上,自转弯管轴与待弯管件相接且自转弯管轴的旋转中心处于公转弯管轴的旋转路径上;
所述弯管控制系统包括数据采集模块、数据处理模块以及数据存储模块,所述数据采集模块、数据存储模块均与数据处理模块通讯连接,且所述数据存储模块内存储有所述弯管极坐标计算公式;所述数据采集模块采集所述待弯管件的参数数据并将所述参数数据上传至数据储存模块;所述数据处理模块调用分析所述参数数据和所述弯管极坐标计算公式,得出所述执行机构的控制指令并将控制指令传输至执行机构,控制执行机构执行弯管动作。
7.根据权利要求6所述的弯管加工系统,其特征在于,所述执行机构还包括与弯管夹紧模相连的随动模,所述随动模带动弯管夹紧模沿待弯管件被夹紧部分的中轴线方向与公转弯管轴联动随动。
8.根据权利要求6所述的弯管加工系统,其特征在于,所述执行机构还包括顺逆旋转模;所述顺逆旋转模沿待弯管件被夹紧部分的中轴线的周向与所述待弯管件联动旋转。
9.根据权利要求6所述的弯管加工系统,其特征在于,所述弯管控制系统基于运动控制器实现数据采集和数据处理,所述运动控制器发送控制指令至执行机构,所述执行机构反馈待弯管件折弯过程的信息数据至运动控制器,所述运动控制器基于执行机构反馈的信息数据,对执行机构的工作情况作出判断和调整。
10.根据权利要求6所述的弯管加工系统,其特征在于,所述弯管控制系统还包括数据展示模块,所述数据展示模块内设置有实现人机交互的触摸界面,所述触摸界面上展示有供用户监控和调整的待弯管件的参数数据。
说明书
技术领域
本发明涉及金属成形折弯技术领域,特别涉及一种应用极坐标法的弯管加工方法及系统。
背景技术
目前,流行三种折弯加工系统。一是直接采用数控系统:优点是编程“自由度”高,缺点是对编程人员的编程素质较高,一般不支持弯管XYZ几何坐标数据的输入。二是采用可编程控制器PLC系统:优点是可直接输入弯管加工程序,支持弯管XYZ几何坐标数据到弯管加工数据的转换,缺点是不支持复杂的异形折弯。三是采用工业计算机系统:优点是软件由可视化程序实现,支持弯管XYZ几何坐标数据的输入和二次开发,而且还增加了模拟机械干涉的功能。缺点是需配备运动控制板卡,编程与控制复杂,插补指令需二次开发,成本高,硬件的可靠性低,对环境要求,抗干扰能力差。
因此,在弯管生产运行中,经常会遇到产品的多样化与弯管加工的智能化相互间的矛盾。原有的折弯加工系统并不能满足企业的加工需求。
发明内容
本发明的目的是提供一种应用极坐标法的弯管加工方法,具有可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿,可实现任何形状复杂的异形管材折弯,如左右折弯、左右分段折弯、旋转任意角度的空间多维度折弯,实现了高精度折弯的弯管智能化加工,具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点的优点。
本发明的上述技术目的是通过以下技术方案得以实现的:一种应用极坐标法的弯管加工方法,包括以下步骤:
步骤A,将待弯管件安装至弯管加工系统内,进给至设定长度并通过弯管夹紧模夹紧;公转弯管轴和自转弯管轴移动至起始位置,并使公转弯管轴的旋转中心处于极坐标横轴上,自转弯管轴与待弯管件相接且自转弯管轴的旋转中心处于公转弯管轴的旋转路径上;
步骤B,采集待弯管件的参数数据:设定待弯管件的折弯角度θ和折弯半径r,并获取自转弯管轴最终位置的中心线在极坐标横轴上的截距W的数值、公转弯管轴旋转中心至弯管夹紧模中心的中心距H的数值、公转弯管轴的旋转半径R的数值、自转弯管轴始终与待弯管件接触时,自转弯管轴轴心与待弯管件中心线之间的距离b的数值、自转弯管轴在初始位置与待弯管件存在间隙时,自转弯管轴轴心与待弯管件中心线之间的距离B、以及自转弯管轴由起始位置转至极坐标横轴时,公转弯管轴转过的角度β;
步骤C,基于弯管极坐标算法计算得出公式K=tanθ、 并根据Ф=α+β,计算出公转弯管轴的旋转角度Ф、和自转弯管轴的旋转角度等于折弯角度θ,其中,K为折弯角度斜率,α为自转弯管轴由极坐标横轴转至最终位置时,公转弯管轴转过的角度;
步骤D,将公转弯管轴的旋转角度Ф和自转弯管轴的旋转角度输入弯管控制系统内,使公转弯管轴带动自转弯管轴转动角度Ф且自转弯管轴转动角度θ,完成待弯管件的折弯。
通过采用上述技术方案,本发明根据空间折弯的动作要求,建立了矢量式弯管的几何结构模型和矢量式数学模型,通过弯管极坐标算法获取待弯管件折弯的公转角度和自转角度等弯管加工参数,从而控制待弯管件的折弯动作,使本弯管加工方法具有精度高、易编程、可数据补偿等特点。
本发明的进一步设置,在步骤D中,公转弯管轴与自转弯管轴通过联动插补完成待弯管件的折弯。
通过采用上述技术方案,使得本发明既能拥有较高的编程自由度的优点、可直接输入弯管加工程序,支持弯管XYZ几何坐标数据到弯管加工数据转换的优点、以及软件由可视化程序实现。其次,还实现了弯管加工的参数化、智能化、可视化,具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点,有效地填补了我国在弯管机智能化加工系统中的空白,促进了弯管行业的快速发展。
基于极坐标法所获得的弯管参数计算公式可便捷地获得公转轴旋转角度Ф的数值,以便于后续的加工编程,使得拥有具有较高的编程自由度。将计算获得的使公转弯管轴旋转角度Ф带动自转弯管轴转动角度输入弯管加工系统内,使得弯管加工系统能自动地完成待弯管件的折弯。基于矢量式的弯管极坐标算法集成在控制器中,公转弯管轴与自转弯管轴通过联动插补完成待弯管件的折弯,弯管夹紧模为避免干涉和提高折弯精度而完成联动折弯的随动,可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿。实现了高精度折弯的弯管智能化加工。
本发明的进一步设置,在步骤D中,弯管控制系统控制公转弯管轴、自转弯管轴和弯管夹紧模动作,随动模带动弯管夹紧模沿极坐标横轴方向与弯管模联动弯管过程而随动,自动补偿基于机械误差和回弹量引起的弯管角度误差。
本发明的进一步设置,在步骤D后设置有步骤E:顺逆旋转模夹持待弯管件远离起始位置的一端并带动待弯管件绕极坐标横轴旋转设定角度。
通过采用上述技术方案,本弯管加工方法能实现弯曲不同口径或不同材料的弯管件,以及可弯曲任何形状复杂的弯管件,实现待弯管件可弯折空间多维度的折弯形状,如左右单折弯、左右分段折弯、旋转折弯等。弯管夹紧模可以采用不同半径的模具,实现“一管一模”、“多管一模”和“一模多半径”的复杂折弯工艺。
本发明的进一步设置,在步骤A至步骤D中,通过数字量输入或模拟量输入的信号经运动控制器控制折弯系统的执行机构动作,运动控制器根据执行机构反馈的信号调整待弯管件折弯的进程,并将待弯管件折弯的进程信息展示至外界。
通过采用上述技术方案,用户可以直观地监控整个弯管折弯系统的运行情况,折弯过程中出现的错误讯息可以直接显示,帮助用户即刻排除,通过运动控制器的配合使用,实现了弯管折弯的参数化、智能化、可视化、弯曲半径非标准化、加工精度高、性能稳定等优点。
本发明基于上述弯管加工方法,还提供了一种应用上述弯管加工方法的弯管加工系统,其技术方案如下:
一种弯管加工系统,特别地,包括执行机构和弯管控制系统;
所述执行机构包括用于进给待弯管件的进给模、用于夹紧待弯管件的弯管夹紧模、用于折弯管件的自转弯管轴、用于带动自转弯管轴转动的公转弯管轴,所述公转弯管轴的旋转中心处于极坐标横轴上,自转弯管轴与待弯管件相接且自转弯管轴的旋转中心处于公转弯管轴的旋转路径上;
所述弯管控制系统包括数据采集模块、数据处理模块以及数据存储模块,所述数据采集模块、数据存储模块均与数据处理模块通讯连接,且所述数据存储模块内存储有所述弯管极坐标计算公式;所述数据采集模块采集所述待弯管件的参数数据并将所述参数数据上传至数据储存模块;所述数据处理模块调用分析所述参数数据和所述弯管极坐标计算公式,得出所述执行机构的控制指令并将控制指令传输至执行机构,控制执行机构执行弯管动作。
本发明的进一步设置,所述执行机构还包括与弯管夹紧模相连的随动模,所述随动模带动弯管夹紧模沿待弯管件被夹紧部分的中轴线方向与公转弯管轴联动随动。
本发明的进一步设置,所述执行机构还包括顺逆旋转模;所述顺逆旋转模沿待弯管件被夹紧部分的中轴线的周向与所述待弯管件联动旋转。
本发明的进一步设置,所述弯管控制系统基于运动控制器实现数据采集和数据处理,所述运动控制器发送控制指令至执行机构,所述执行机构反馈待弯管件折弯过程的信息数据至运动控制器,所述运动控制器基于执行机构反馈的信息数据,对执行机构的工作情况作出判断和调整。
本发明的进一步设置,所述弯管控制系统还包括数据展示模块,所述数据展示模块内设置有实现人机交互的触摸界面,所述触摸界面上展示有供用户监控和调整的待弯管件的参数数据。
通过采用上述技术方案,采用对话式的操作过程,可有效地实现了高自动化程度、动作可控、自定义参数的设定等功能;其次,弯管控制系统还包括数据展示模块,还具有报警显示功能,当出现错误信息时,数据展示模块可及时地向用户展示,帮助操作者立即排除该安全隐患。其次,当完成第一步折弯工序后,折弯误差数值可直接在弯管控制系统中的数据展示模块显示,也可手工输入,数据展示模块为上位机。紧接着,运动控制器自行计算并自动补偿弯管由于回弹而引起的折弯误差,因此无需进行试弯工序,可有效地提高了折弯工序的加工效率。同时具备了参数化功能,实现折弯工序的人机交互,将监控、以及折弯工序的相关信息上传到弯管控制系统上,以便于用户及时的查看折弯工序的加工过程;还具有良好的编程直观性,使用时,直接输入弯管的尺寸即可实现自动折弯,并且通过数据存储模块,可供折弯加工程序保存与调用。
本发明的进一步设置,所述弯管控制系统包括用于夹持待弯管件的顺逆旋转模。
通过采用上述技术方案,弯管件需要进行第二次以后的折弯时,通过控制顺逆旋转模以便于待弯管件的转向调节,空间坐标体系中的多个方向驱动机构联动运动,不但能够实现进料、弯曲、旋转等基本功能,还能实现异形空间异形折弯,如左或右折弯、左或右分段折弯、顺或逆旋转的空间多维度折弯,大幅地提高了不同规格弯管加工的效率,填补了我国在智能化自定义弯管加工技术领域的空白。
综上所述,本发明具有以下有益效果:
1、可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿,实现了高精度折弯的弯管智能化加工;
2、具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点;
3、用户及时地对弯管加工工序进行调整或更改;可有效地提高弯管加工的精度和效率,还可便于提高弯管加工过程中数据的归集和管理;
4、有效地填补了我国在弯管机智能化控制系统中的空白,促进了弯管行业的快速发展。
总的来说本发明,可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿,可实现不同口径或不同材料的管材的空间多维度折弯,实现了高精度折弯的弯管智能化加工,具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点。
附图说明
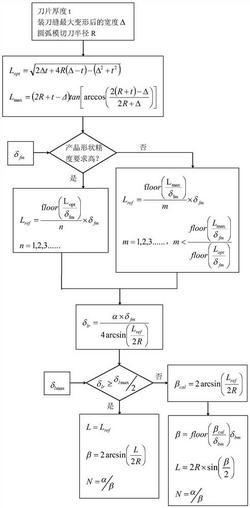
图1是本发明实施例1中矢量式极坐标法确定弯管参数的数学模型示意图;
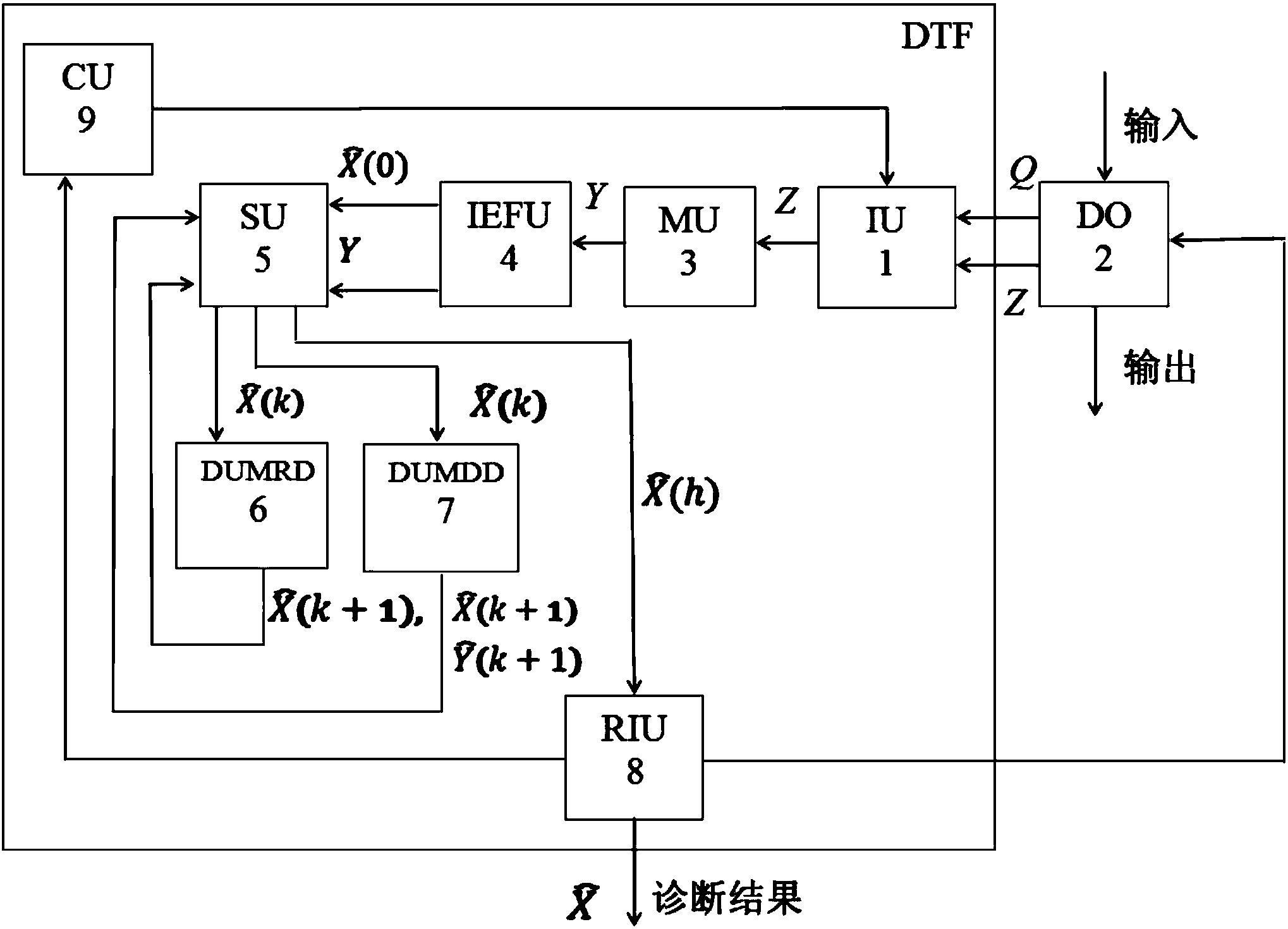
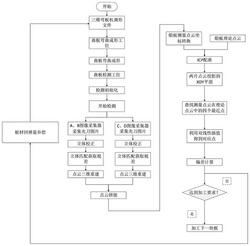
图2是本发明实施例3中弯管件工几何数据传递示意图;
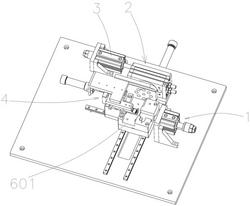
图3是本发明实施例3中弯管加工系统的界面图;
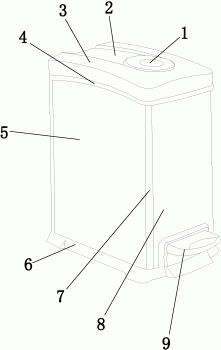
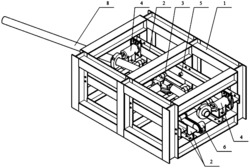
图4是本发明实施例3中弯管加工系统几何结构模型示意图。
附图标记;1、折弯系统;3、公转弯管轴;4、自转弯管轴;5、弯管夹紧模;6、起始位置;7、折弯后位置;8、极坐标原点;9、待弯管件;10、随动轴;11、直线进给轴;12、顺逆旋转模;13、送管夹紧轴;14、右弯模;15、左弯模;16、升降模;17、极坐标横轴。
具体实施方式
以下结合附图对本发明作进一步详细说明。
实施例1:
一种应用极坐标法的弯管加工方法,包括以下步骤:
步骤A,如图1所示,建立折弯系统的矢量式弯管的结构模型,令公转弯管轴3的旋转中心处于极坐标横轴上,自转弯管轴4的旋转中心处于公转弯管轴3的旋转路径上;
步骤B,采集待弯管件的参数数据:设定待弯管件的折弯角度θ和折弯半径r,并获取自转弯管轴最终位置的中心线在极坐标横轴上的截距W的数值、公转弯管轴旋转中心至弯管夹紧模中心的中心距H的数值、公转弯管轴的旋转半径R的数值、自转弯管轴始终与待弯管件接触时,自转弯管轴轴心与待弯管件中心线之间的距离b的数值、自转弯管轴在初始位置与待弯管件存在间隙时,自转弯管轴轴心与待弯管件中心线之间的距离B、以及自转弯管轴由起始位置转至极坐标横轴时,公转弯管轴转过的角度β;
步骤C,基于弯管极坐标算法计算得出公式K=tanθ、 并根据Ф=α+β,计算出公转弯管轴的旋转角度Ф、和自转弯管轴的旋转角度等于折弯角度θ,其中,K为折弯角度斜率,α为自转弯管轴由极坐标横轴转至最终位置时,公转弯管轴转过的角度;
在本实施例中,β的数值则通过公式 获得。
步骤D,将公转弯管轴的旋转角度Ф和自转弯管轴的旋转角度输入弯管控制系统内,使公转弯管轴带动自转弯管轴转动角度Ф且自转弯管轴转动角度θ,完成待弯管件的折弯。
关于本实施例中公式的获得:
根据弯管工步要求,自转弯管轴需始终与待弯管件接触以保待弯管件表面不滑伤及折弯角度,因此自转弯管轴的旋转角度应与折弯角度保持一致;同时自转弯管轴的弯管前应与待弯管件保证一定间隙以避免碰撞,则要求计算出自转弯管轴随公转弯管轴转动时自转弯管轴由初始位置到折弯后位置的公转弯管轴的旋转角度。
以公转弯管轴圆心为极坐标原点的极坐标法得出如下公式:
(1)自转弯管轴转到最终位置时的中心线斜率为:K=tanθ;
(2)由正切角度公式可得出:
(3)自转弯管轴转到最终位置时的中心线与极坐标的横轴截距为:
(4)在三角形OEF中,由正弦定理可得: 此处可求得: 为计算过渡角,仅用于演示运算过程;
(5)在三角形OEF中,根据任一外角等于不相邻两内角之和,并结合上述式子(3)可得,自转弯管轴由极坐标横轴转至最终位置时,公转弯管轴转过的角度为:
(6)由正弦定理可得,自转弯管轴由起始位置转至极坐标横轴时,公转弯管轴转过的角度β:
(7)最终得出自转弯管轴由初始位置到最终位置时,公转弯管轴的旋转角度:
步骤E,在折弯动作中,公转弯管轴3与自转弯管轴4通过联动插补完成待弯管件9的折弯;在折弯过程中,弯管控制系统控制公转弯管轴3、自转弯管轴4和弯管夹紧模5动作,自动补偿基于机械误差和回弹量引起的弯管角度误差,随动模带动弯管夹紧模5沿极坐标横轴方向与弯管模联动弯管过程而随动,完成待弯管件9的单次折弯。
通过采用上述技术方案,使得本发明既能拥有较高的编程自由度的优点、可直接输入弯管加工程序,支持弯管XYZ几何坐标数据到弯管加工数据转换的优点、以及软件由可视化程序实现。其次,还实现了弯管加工的参数化、智能化、可视化,具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点,有效地填补了我国在弯管机智能化加工系统中的空白,促进了弯管行业的快速发展。
通过采用上述技术方案,基于极坐标法所获得的弯管参数计算公式可便捷地获得公转轴旋转角度Ф的数值,以便于后续的加工编程,使得拥有具有较高的编程自由度。将计算获得的使公转弯管轴3旋转角度Ф带动自转弯管轴4转动角度输入弯管加工系统内,使得弯管加工系统能自动地完成待弯管件9的折弯。基于矢量式的弯管极坐标算法集成在控制器中,公转弯管轴3与自转弯管轴4通过联动插补完成待弯管件9的折弯,弯管夹紧模5为避免干涉和提高折弯精度而完成联动折弯的随动,可实现由于机械误差和回弹量引起的弯管角度误差的自动补偿。实现了高精度折弯的弯管智能化加工。
实施例2:
本实施例2与实施例1的不同之处在于,本实施例2中,本弯管加工方法实现的是待弯管件9的二次或二次以上折弯,在步骤E后设置有以下步骤:
步骤F,升降模16带动公转弯管轴3和自转弯管轴4复位并下行,弯管夹紧模5松开待弯管件9,直线进给模再次带动送管夹紧模前进,进而带动待弯管件9进给设定长度。随后,折弯系统内的顺逆旋转模12带动待弯管件9绕极坐标横轴旋转设定角度;
步骤G,并通过弯管夹紧模5再次夹紧待弯管件9。公转弯管轴3和自转弯管轴4通过升降模16上升至起始位置6,令自转弯管轴4与待弯管件9待折弯部分相接触;
步骤H,重复步骤C、步骤D、步骤E,完成待弯管件9的二次或二次以上的折弯。
通过采用上述技术方案,可便于支持弯管XYZ几何坐标数据的输入和二次开发,而且还增加了模拟机械干涉的功能的优点,还能实现弯曲不同口径或不同材料的弯管件,以及可弯曲任何形状复杂的弯管件。
通过采用上述技术方案,使得本发明既能拥有较高的编程自由度的优点、可直接输入弯管加工程序,支持弯管XYZ几何坐标数据到弯管加工数据转换的优点、以及软件由可视化程序实现。其次,还实现了弯管加工的参数化、智能化、可视化,具有加工精度高、效率高、性能稳定、易于编程、二次开发、产品升级等特点,有效地填补了我国在弯管机智能化加工系统中的空白,促进了弯管行业的快速发展。
实施例3:
本实施例3提供一种应用极坐标法的弯管加工系统,如图1至图4所示,本实施例还包括监控系统,监控系统包括可供用户查看的数据显示模块和触摸屏,触摸屏与运动控制器通讯连接,数据显示模块显示折弯误差数值至用户。监控系统还包括可供用户输入数据的输入宏功能模块,输入宏功能模块将用户输入的折弯误差数值发送至运动控制器,运动控制器发送插补控制指令至折弯机构1。在本实施例中,运动控制器为TRIO控制器,运动控制器可以说是运动控制与PLC逻辑控制的结合,因为多轴数字运动控制器既可以通过Servo方式或者Stepper方式控制电机的运动,也有输入/输出信号做PLC可编程逻辑控制。控制采用工业级32bit浮点运算120MHz的DSP微处理技术,其处理的速度和响应得速度以及控制的精度都比PLC运动控制的精度高很多。
在本实施例中,监控系统为电子技术领域常用的HMI触摸屏。
通过RTU nW(master)的通讯协议,将触摸的内部地址$数据区与控制器的TABLE和VR数据区联系起来,弯管复杂的数学模型公式用TrioBasic语言完成。采用对话式的操作过程,可有效地实现了高自动化程度、动作可控、自定义参数的设定等功能;其次,弯管加工系统还包括数据显示模块,还具有报警显示功能,当出现错误信息时,数据显示模块可及时地向用户展示,帮助操作者立即排除该安全隐患。其次,当完成第一步折弯工序后,折弯误差数值可直接在弯管加工系统中的数据显示模块显示,也可手工输入。紧接着,运动控制器自行计算并自动补偿弯管由于回弹而引起的折弯误差,因此无需进行试弯工序,可有效地提高了折弯工序的加工效率。同时具备了参数化功能,实现折弯工序的人机交互,将监控、以及折弯工序的相关信息上传到弯管加工系统上,以便于用户及时的查看折弯工序的加工过程;还具有良好的编程直观性,使用时,直接输入弯管的尺寸即可实现自动折弯,并且通过数据存储模块,可供折弯加工程序可保存与调用。
在本实施例中,运动控制器接收运动控制信号及参数,做出运算,把控制输出送到相应执行机构的驱动器,运动控制器根据执行机构反馈的信号调整待弯管件9折弯的进程,并将待弯管件9折弯的进程信息展示至上位机或触摸屏。弯管加工系统基于运动控制器实现数据采集和数据处理,运动控制器发送控制指令至执行机构,执行机构反馈待弯管件9折弯过程的信息数据至运动控制器,运动控制器基于执行机构反馈的信息数据,对执行机构的工作情况作出判断和调整。
执行机构包括用于进给待弯管件9的进给模、用于夹紧待弯管件9的弯管夹紧模5、用于折弯管件的自转弯管轴4、用于带动自转弯管轴4转动的公转弯管轴3,公转弯管轴3的旋转中心处于极坐标横轴上,自转弯管轴4与待弯管件9相接且自转弯管轴4的旋转中心处于公转弯管轴3的旋转路径上;
弯管加工系统包括数据采集模块、数据处理模块以及数据存储模块,所述模块作为子程序均可被弯管加工系统的执行主程序调用,且数据存储模块内存储有弯管极坐标计算公式;数据采集模块采集待弯管件9的参数数据并将参数数据上传至数据储存模块;数据处理模块调用分析参数数据和弯管极坐标计算公式,得出执行机构的控制指令并将控制指令传输至执行机构,控制执行机构执行弯管动作。数据处理模块传输关于公转弯管轴3的旋转角度Ф和自转弯管轴4的旋转角度的弯管参数数据至弯管加工系统。
如图3所示,折弯系统支持多任务开发:参数定义任务,数据处理任务,自动运行任务,折弯程序任务,监控任务,系统配置任务,初始化与复位任务等。
弯管加工系统还包括有实现人机交互的触摸界面,触摸界面上显示有供用户监控和调整的待弯管件9的参数数据。运动控制器发送控制指令至折弯系统,折弯系统反馈弯管件折弯过程的信息数据至运动控制器,运动控制器再次发送控制指令至折弯系统。采用对话式的操作过程,可有效地实现了高自动化程度、动作可控、自定义参数的设定等功能;其次,弯管加工系统还包括数据显示模块,还具有报警显示功能,当出现错误信息时,数据显示模块可及时地向用户展示,帮助操作者立即排除该安全隐患。其次,当完成第一步折弯工序后,折弯误差数值可直接在弯管加工系统中的数据显示模块显示,也可手工输入。紧接着,运动控制器自行计算并自动补偿弯管由于回弹而引起的折弯误差,因此无需进行试弯工序,可有效地提高了折弯工序的加工效率。同时具备了参数化功能,实现折弯工序的人机交互,将监控、以及折弯工序的相关信息上传到弯管加工系统上,以便于用户及时的查看折弯工序的加工过程;还具有良好的编程直观性,使用时,直接输入弯管的尺寸即可实现自动折弯,并且通过数据存储模块,可供折弯加工程序可保存与调用。
执行机构还包括顺逆旋转模12;顺逆旋转模12沿极坐标横轴的轴向与待弯管件9联动旋转。弯管件需要进行第二次折弯时,通过控制顺逆旋转模12以便于待弯管件9的转向调节,代表坐标体系中的多个方向驱动机构联动运动,不但能够实现进料、弯曲、旋转等基本功能,还能实现异形空间折弯,如左折弯,右折弯、左或右分段折弯、顺或逆旋转任意角度空间多维度折弯,大幅地提高了不同规格弯管加工的效率,填补了我国在智能化自定义弯管加工技术领域的空白。
折弯系统包括用于调节待弯管件位置的随动轴10、用于待弯管件直线进给的直线进给轴11、用于待弯管件转向调节的顺逆旋转模12、用于夹紧待弯管件的送管夹紧轴13、以及用于待弯管件升降的升降模16;随动轴10、直线进给轴11、顺逆旋转模12、送管夹紧轴13以及升降模16均为机械领域常用的传动机构。其中弯管夹紧模5包括位于同一水平面的右弯模14和左弯模15,右弯模14和左弯模15通过两者的相互靠近以将待弯管件夹紧。
工作过程:
首先,将待弯管件9安装至折弯加工系统内,进给至设定长度并通过弯管夹紧模5夹紧,使得待弯管件穿过右弯模14和左弯模15之间,弯管夹紧模5夹紧待折弯部分;然后,公转弯管轴3和自转弯管轴4移动至起始位置6,并使公转弯管轴3的旋转中心处于极坐标横轴上,自转弯管轴4与待弯管件9相接且自转弯管轴4的旋转中心处于公转弯管轴3的旋转路径上,并使得弯管夹紧模5通过驱动右弯模14和左弯模15相靠近直至夹紧待弯管件;
紧接着,用户设定待弯管件9的折弯角度θ和折弯半径r,并通过数据采集模块并获取自转弯管轴最终位置的中心线在极坐标横轴上的截距W的数值、公转弯管轴旋转中心至弯管夹紧模中心的中心距H的数值、公转弯管轴的旋转半径R的数值、自转弯管轴始终与待弯管件接触时,自转弯管轴轴心与待弯管件中心线之间的距离b的数值、自转弯管轴在初始位置与待弯管件存在间隙时,自转弯管轴轴心与待弯管件中心线之间的距离B、以及自转弯管轴由起始位置转至极坐标横轴时,公转弯管轴转过的角度β;紧接着,数据采集模块将上述待弯管件的参数数据发送至数据存储模块;
紧接着,数据处理模块基于实施例一中的公式计算出公转弯管轴3的旋转角度Ф和自转弯管轴4的旋转角度θ;
紧接着,数据处理模块分析调用数据储存模块中的待弯管件参数数据,并将该待弯管件参数数据代入步骤A至C中进行计算,最后得出公转弯管轴3的旋转角度Ф和自转弯管轴4的旋转角度θ,并输入弯管控制系统内,使公转弯管轴3带动自转弯管轴4转动角度θ;
紧接着,数据处理模块传输关于公转弯管轴3的旋转角度Ф和自转弯管轴4的旋转角度θ的弯管参数数据至弯管控制系统,公转弯管轴3与自转弯管轴4按一定速度配比同时旋转,通过联动插补完成待弯管件9的折弯;
紧接着,自转弯管轴4驱动待弯管件往靠近右弯模14的方向折弯,进而发生第一次弯曲变形,完成待弯管件9的折弯;
紧接着,弯管夹紧模5通过驱动右弯模14和左弯模15相互远离直至松开待弯管件;
紧接着,直线进给轴11继续驱动待弯管件沿着直线方向进给设定的距离,重复弯管夹紧模5夹紧待弯管件的工序;
最后,自转弯管轴4驱动待弯管件往靠近左弯模15的方向折弯,进而发生第二次弯曲变形。
在上述工作过程期间,弯管加工系统控制公转弯管轴3、自转弯管轴4和弯管夹紧模5动作,随动模带动弯管夹紧模5沿极坐标横轴方向与弯管模联动弯管过程而随动,完成折弯误差补偿。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
一种应用极坐标法的弯管加工方法及系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0