

IPC分类号 : B21B1/24,B21B13/06,B21B27/02,B21B28/00,B21B37/46,B21B37/56,B21B37/00








专利摘要
本发明提供一种用于制造不锈钢铝层状复合板的轧制装置及制备方法,属于金属复合材料技术领域。该方法包括一组用来制备不锈钢/铝/不锈钢层状复合板的具有差动耦合关系的轧辊系统,包括两套并排放置的轧辊系统,分别为轧辊系统I、轧辊系统II。轧制时,两套轧辊系统同时工作,叠放的不锈钢/铝/不锈钢板经由轧辊系统I进入轧辊系统II,连续变形后制备出不锈钢/铝/不锈钢层状复合板。轧辊系统I轧辊转速慢,轧辊系统II轧辊转速快,在轧制过程中,两套轧辊系统配合使用产生转速差,在叠放的层合板板坯上产生轧制方向的张力。利用这种方法提升了不锈钢板坯的塑性变形,达到了不锈钢和铝的有效结合,提高了板材间的结合强度。
权利要求
1.一种用于制造不锈钢铝层状复合板的轧制方法,其特征在于:其采用以下装置,包括并排设置的具有差动耦合关系的轧辊系统I和轧辊系统II,轧辊系统I和轧辊系统II通过传动装置与控制装置连接,轧辊系统I和轧辊系统II上设置有用于设置轧制压下量的调节压下装置(50);
所述的轧辊系统I包括圆柱形的上辊I(11)和下辊I(12);轧辊系统II包括圆柱形的上辊II(21)和下辊II(22);上辊I(11)、下辊I(12)、上辊II(21)和下辊II(22)安装在左立柱(31)和右立柱(32)上,左立柱(31)和右立柱(32)安装在第一底座(33)上;所述的轧辊系统I和轧辊系统II并排放置,轧辊系统I和轧辊系统II之间的距离为1.2倍辊径到5倍辊径;
所述轧辊系统I的上辊I(11)和下辊I(12)均由9Cr2Mo材料制成;所述轧辊系统II的上辊II(21)和下辊II(22)均由9Cr2Mo材料制成;
所述轧辊系统I的上辊I(11)和下辊I(12)的表面粗糙度均为Ra 1.6μm;所述轧辊系统II的上辊II(21)和下辊II(22)的表面粗糙度均为Ra 1.6μm;
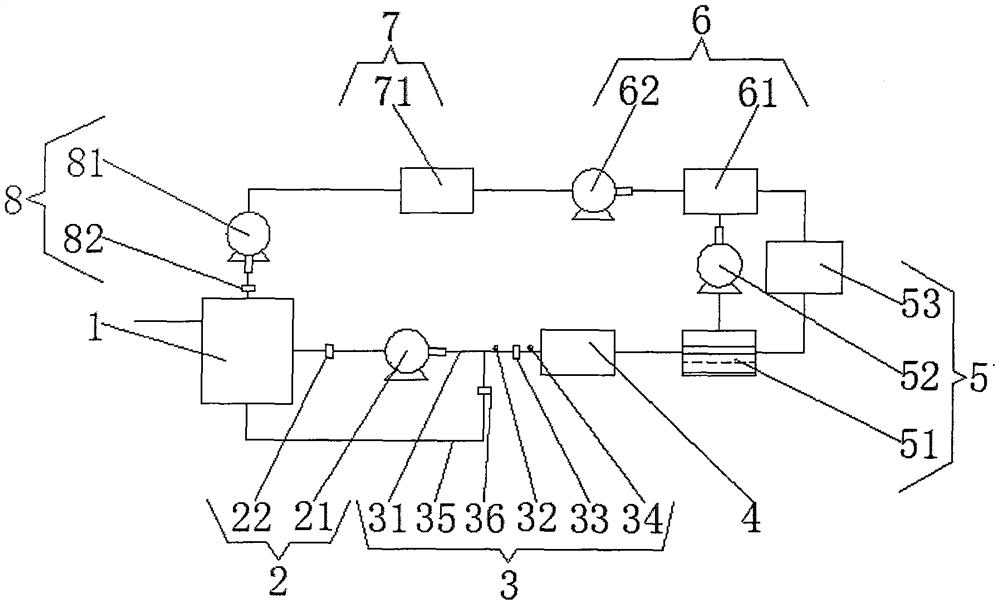
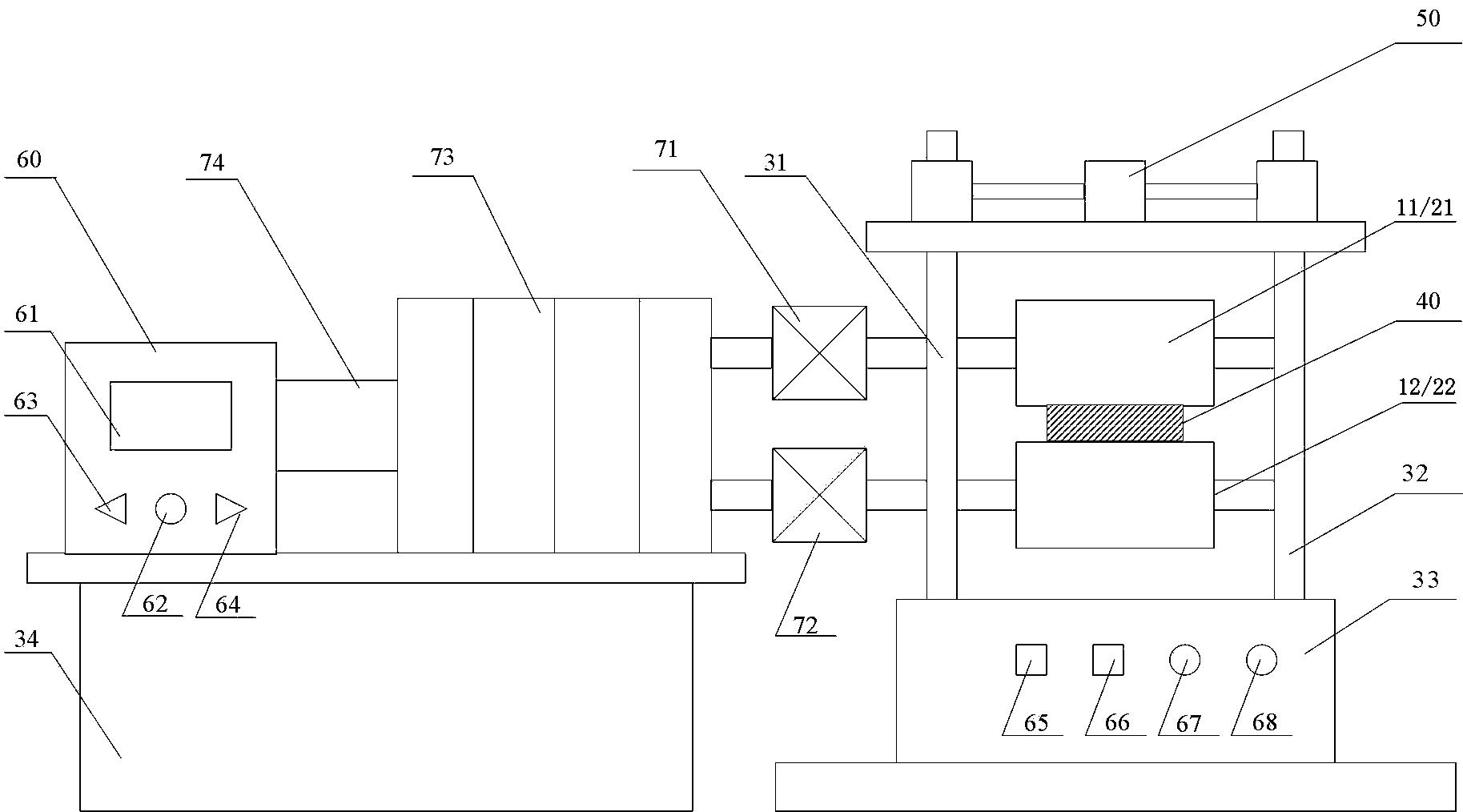
所述传动装置包括齿轮座(73)和控制箱(60),控制箱(60)与齿轮座(73)通过联轴节(74)连接,齿轮座(73)通过上联轴器(71)连接上辊I(11)或上辊II(21),齿轮座(73)通过下联轴器(72)连接下辊I(12)和下辊II(22);
所述控制装置包括控制箱(60),控制箱(60)上设有轧辊转速显示屏(61)、控制箱开关(62)、轧辊降速调节器(63)和轧辊增速调节器(64);第一底座(33)上设有轧机开启指示灯(65)、轧机停止指示灯(66)、轧机开启按钮(67)和轧机停止按钮(68);
板坯(40)经由轧辊系统I直接进入轧辊系统II,在轧制过程中,上辊I(11)和下辊I(12),上辊II(21)和下辊II(22)同时对叠层板板坯施加纵向挤压力,板坯(40)经轧辊系统I变形时的压下量为27%,经轧辊系统II变形时的压下量为37.5%,轧辊系统I和轧辊系统II工作时轧辊的转速不同,轧辊系统I的轧辊转速为1 -1.6 rad/s,轧辊系统II的轧辊线速度为轧辊系统I的1.2~1.8倍,轧辊系统I和轧辊系统II配合使用产生的转速差在叠层板板坯上产生轧制方向的张力,使得不锈钢板坯沿轧制方向延展。
说明书
技术领域
本发明属金属复合材料技术领域,具体是一种用于制造不锈钢铝层状复合板的轧制装置及制备方法。
背景技术
不锈钢具有高强韧、耐磨、耐蚀等特点,被广泛应用于交通运输、建筑、居家等领域。然而,与铝及铝合金相比,不锈钢密度大、导热性差。两者复合形成不锈钢/铝/不锈钢的层状复合板,则可兼具不锈钢表层高强韧、耐磨、耐蚀和铝及铝合金轻质、导热性好的优点。
不锈钢铝层状复合板主要通过轧制的方法批量制备。由于不锈钢与铝及铝合金材料在强度和硬度方面存在较大差异,在普通的轧制制备过程中不锈钢和铝塑性变形不同步。即使当铝或铝合金产生大的塑性变形时,不锈钢板的塑性变形很小,甚至不发生塑性变形。这样带来两方面的不利因素。一方面,普通轧制复合过程中不锈钢塑性变形很小,其表面存在的致密钝化膜严重阻隔了不锈钢和铝板的有效结合,使两种板材难以复合;另一方面,轧制复合过程中不锈钢板不能有效减薄,要减少不锈钢用量,需使用较薄的不锈钢板或薄带,使其制造成本升高。为此开发用于制备结合强度高、生产成本低的不锈钢铝层状复合板的装置及相应技术,对生产高性能、低成本的不锈钢铝层状复合材料尤为重要。
发明内容
本发明为了解决上述问题,提供一种用于制造不锈钢铝层状复合板的轧制装置及制备方法。
本发明采取以下技术方案:一种用于制造不锈钢铝层状复合板的轧制装置,包括并排设置的具有差动耦合关系的轧辊系统I和轧辊系统II,轧辊系统I的轧辊转速为1 -1.6rad/s,轧辊系统II的轧辊线速度为轧辊系统I的1.2~1.8倍,轧辊系统I和轧辊系统II通过传动装置与控制装置连接,轧辊系统I和轧辊系统II上设置有用于设置轧制压下量的调节压下装置。
进一步的,轧辊系统I包括圆柱形的上辊I和下辊I;轧辊系统II包括圆柱形的上辊II和下辊II;上辊I、下辊I、上辊II和下辊II安装在左立柱和右立柱上,左立柱和右立柱安装在底座上。
进一步的,轧辊系统I和轧辊系统II并排放置,轧辊系统I和轧辊系统II之间的距离为1.2倍辊径到5倍辊径。
进一步的,轧辊系统I的上辊I和下辊I均由9Cr2Mo材料制成;所述轧辊系统II的上辊II和下辊II均由9Cr2Mo材料制成;轧辊系统I的上辊I和下辊I的表面粗糙度均为Ra 1.6μm;所述轧辊系统II的上辊II和下辊II的表面粗糙度均为Ra 1.6μm。
进一步的,传动装置包括齿轮座和控制箱,控制箱与齿轮座通过联轴节连接,齿轮座通过上联轴器连接上辊I或上辊II,齿轮座通过下联轴器连接下辊I和下辊II。
进一步的,控制装置包括控制箱,控制箱上设有轧辊转速显示屏、控制箱开关、轧辊降速调节器和轧辊增速调节器;底座上设有轧机开启指示灯、轧机停止指示灯、轧机开启按钮和轧机停止按钮。
一种用于制造不锈钢铝层状复合板的轧制装置的制备方法,板坯经由轧辊系统I直接进入轧辊系统II,在轧制过程中,上辊I和下辊I,上辊II和下辊II同时对叠层板板坯施加纵向挤压力,板坯经轧辊系统I变形时的压下量为27%,经轧辊系统II变形时的压下量为37.5%,轧辊系统I和轧辊系统II工作时轧辊的转速不同,轧辊系统I的轧辊转速为1 -1.6rad/s,轧辊系统II的轧辊线速度为轧辊系统I的1.2~1.8倍,轧辊系统I和轧辊系统II配合使用产生的转速差在叠层板板坯上产生轧制方向的张力,使得不锈钢板坯沿轧制方向延展。
与现有技术相比,本发明针对不锈钢/铝/不锈钢层状复合板在传统轧制过程中出现的钢铝难以复合以及不锈钢用量大的问题,设计了可以提供轧向张力的具有差动耦合关系的轧辊系统。轧辊系统1轧辊转速慢,轧辊系统2轧辊转速快,在轧制过程中,两套轧辊系统配合使用产生转速差,在叠放的层合板板坯上产生轧制方向的张力。不锈钢板材在传统轧制过程中塑性变形很小,甚至不发生塑性变形,其表面存在的致密钝化膜严重阻隔了不锈钢和铝板的有效结合。另一方面,轧制复合过程中不锈钢板不能有效减薄,不锈钢用量大,制造成本高。与现有的技术相比,本发明的优势在于:通过对不锈钢板坯施加轧向张力,提高了轧制过程中不锈钢的塑性变形,破坏了不锈钢表面存在的钝化膜,实现了层合板轧制制备过程中不锈钢和铝的同步变形,从而达到了不锈钢和铝的有效结合,提高了板材间的结合强度。同时实现了不锈钢板的有效减薄,从而可以用较厚的不锈钢板作为制造层状复合板的原料,减少了不锈钢用量,降低层合板的制造成本。此方法所用差动耦合轧辊系统设计先进,结构简单,安装使用方便,便于工业化生产,与现有的轧制技术相比具有明显的先进性。
附图说明
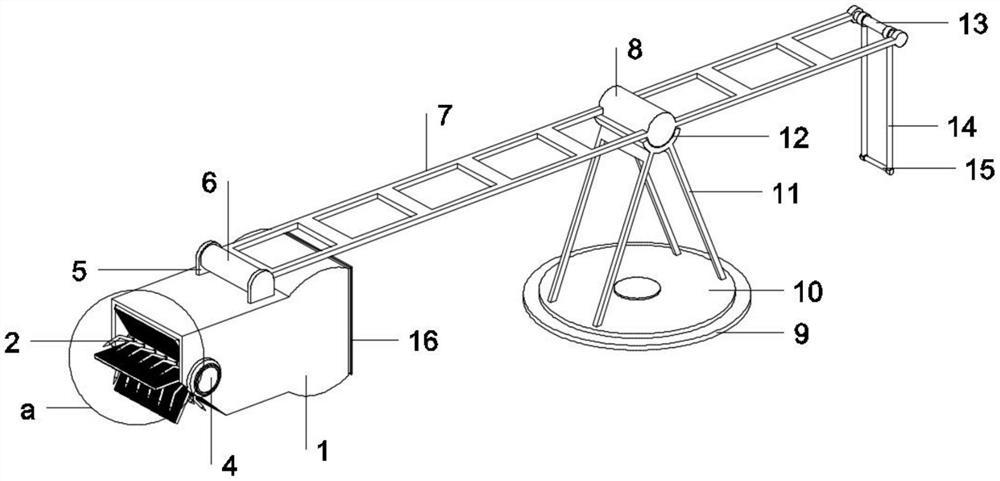
图1是本发明中轧辊系统及转动速度示意图;
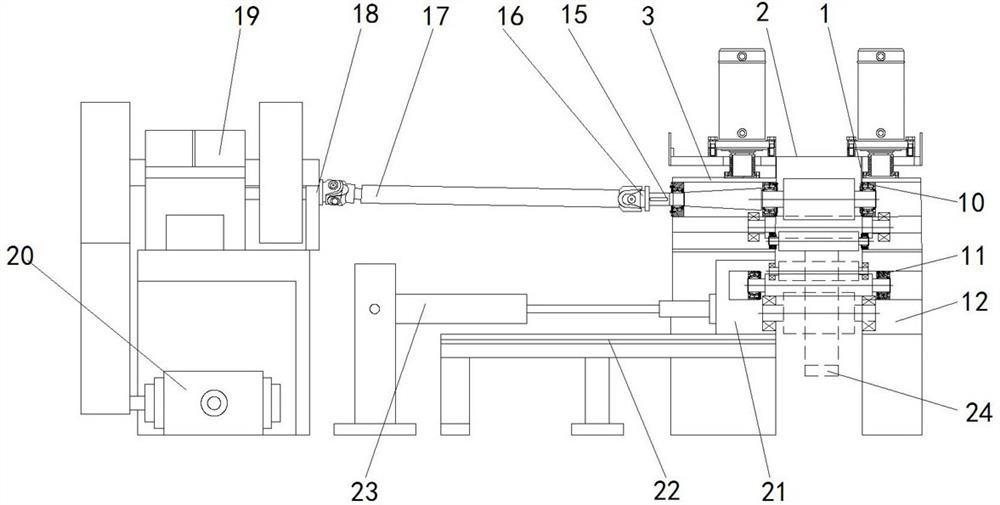
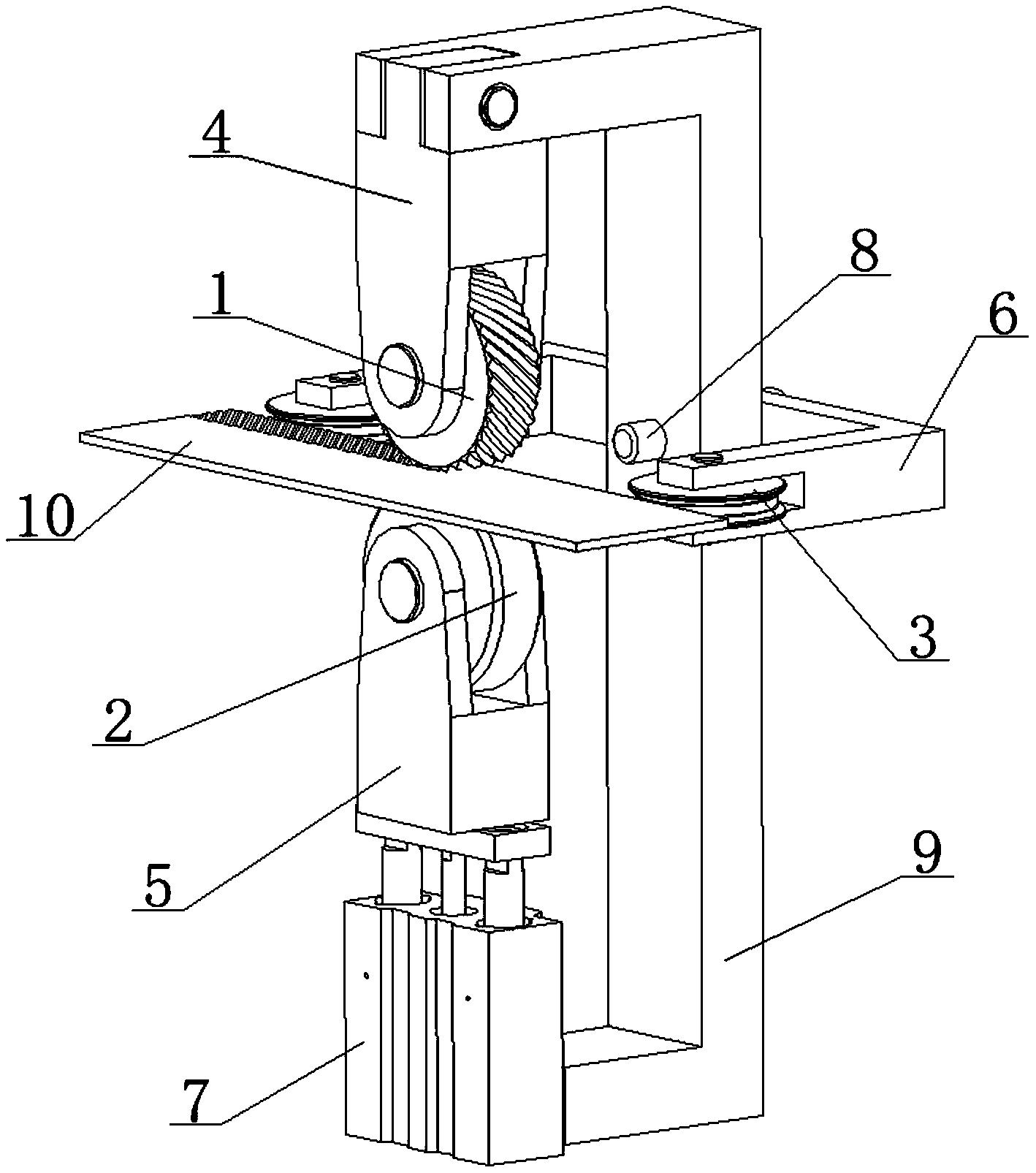
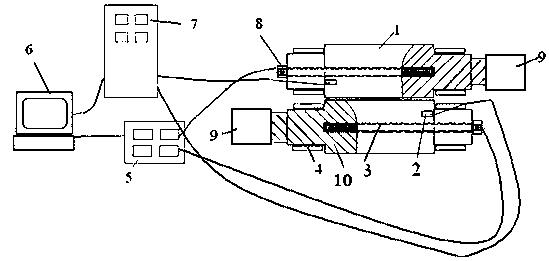
图2是本发明提供的轧机的结构示意图;
图中所示,附图标记清单如下:
11、上辊I;12、下辊I;21、上辊I;31、左立柱;32、右立柱;33、第一底座;34、第二底座;40、板坯;50、调节压下装置;60、控制箱;61、显示屏;62、控制箱开关;63、转速降低按钮;64、转速增加按钮;65、第一指示灯;66、第二指示灯;67、轧机开启按钮;68、轧机停止按钮;71、上联轴器;72、下联轴器;73、齿轮座;74、联轴节。
具体实施方式
以下结合附图对本发明做进一步说明:
本发明提供一种用于制造不锈钢铝层状复合板的轧制装置,包括两套并排放置的轧辊系统;轧辊系统I包括圆柱形的上辊I11和下辊I12;轧辊系统II包括圆柱形的上辊II21和下辊II22;两套轧辊系统之间的距离为1.2倍辊径到5倍辊径;轧制时,两套轧辊系统同时工作,轧辊系统I的轧辊转速为1 -1.6 rad/s,轧辊系统II的轧辊线速度为前者的1.2~1.8倍。层合板板坯经轧辊系统I变形时的压下量为27%,经轧辊系统II变形时的压下量为37.5%。将叠放的不锈钢/铝/不锈钢板40置于上下辊之间的轧制空间内,不锈钢板材的厚度为0.5mm,宽度为100mm。铝板的厚度为10mm,宽度为100mm。板坯40经由轧辊系统I直接进入轧辊系统II,连续变形后制备出不锈钢/铝/不锈钢层状复合板。在轧制过程中,上辊I11和下辊I12,上辊II21和下辊II22同时对叠层板板坯施加纵向挤压力,两套轧辊系统配合使用产生的转速差在叠层板板坯上产生轧制方向的张力,使得不锈钢板坯沿轧制方向延展,从而提高不锈钢板材的塑性变形,达到了不锈钢板和铝板的有效结合。
进一步地,轧辊系统I的上辊I11和下辊I12均由9Cr2Mo材料制成,上辊I11和下辊I12的表面粗糙度均为Ra 1.6μm;轧辊系统II的上辊II21和下辊II22均由9Cr2Mo材料制成,上辊II21和下辊II22的表面粗糙度均为Ra 1.6μm。
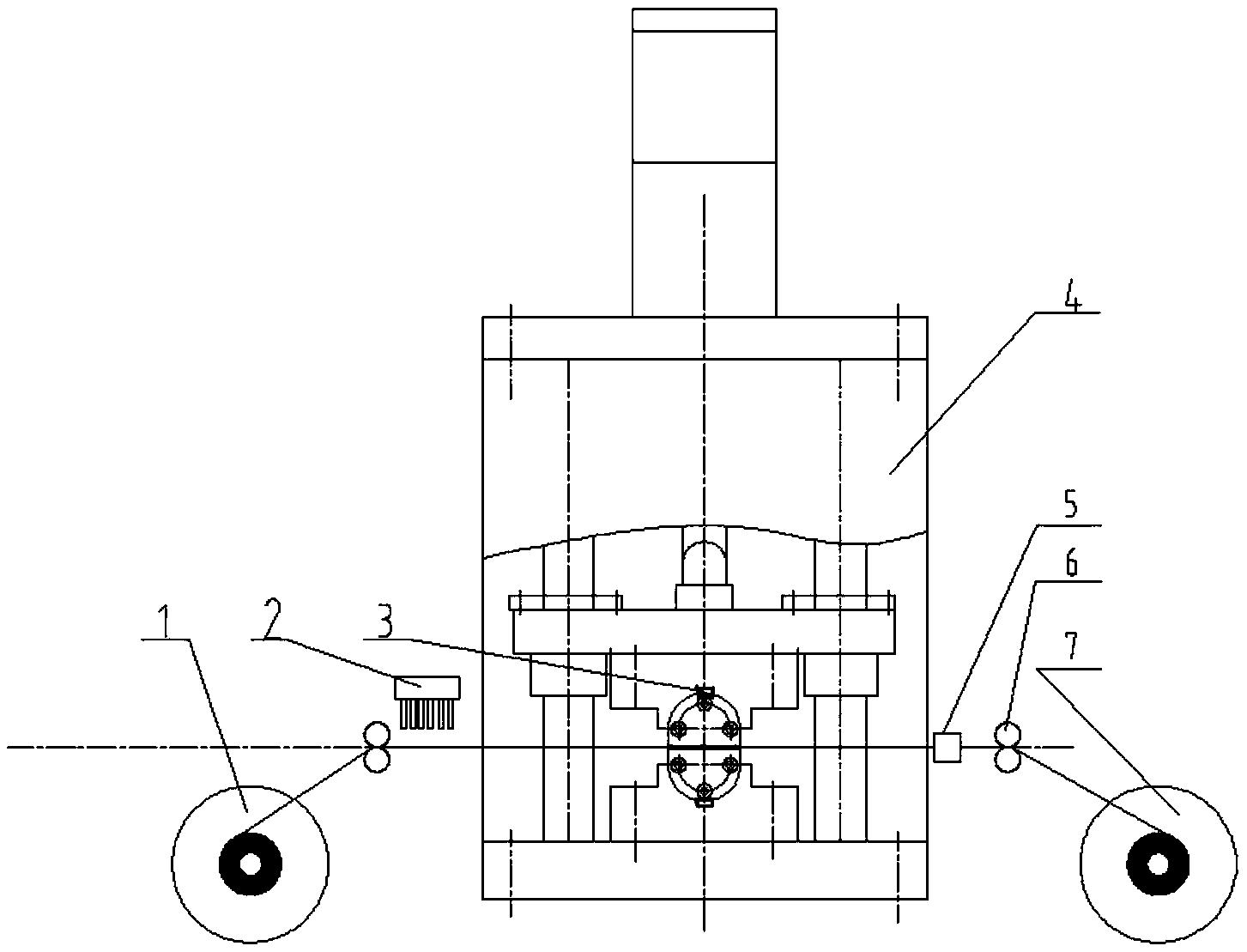
本实施例提供其中一组轧辊系统的结构示意图。每组轧辊系统包括实施例I所述的上轧辊I11、下轧辊I12、用于安装轧辊的左立柱31和右立柱32、用于支撑左立柱31和右立柱32的第一底座33、用于支撑控制装置和传动装置的第二底座34、用于设置轧制压下量的调节压下装置50、带动轧辊转动的传动装置以及控制轧辊的控制装置。控制装置包括控制箱60,控制箱60上设有轧辊转速显示屏61、控制箱开关62、轧辊降速调节器63、轧辊增速调节器64;底座33上设有轧机开启指示灯65、轧机停止指示灯66、轧机开启按钮67、轧机停止按钮68。传动装置包括齿轮座73、连接控制箱60和齿轮座73的联轴节74、连接上轧辊11和齿轮座73的上联轴器71以及连接下轧辊12和齿轮座73的下联轴器72。
用于制造不锈钢铝层状复合板的轧制装置的制备方法,板坯40经由轧辊系统I直接进入轧辊系统II,在轧制过程中,上辊I11和下辊I12,上辊II21和下辊II22同时对叠层板板坯施加纵向挤压力,板坯40经轧辊系统I变形时的压下量为27%,经轧辊系统II变形时的压下量为37.5%,轧辊系统I和轧辊系统II工作时轧辊的转速不同,轧辊系统I的轧辊转速为1 -1.6 rad/s,轧辊系统II的轧辊线速度为轧辊系统I的1.2~1.8倍,轧辊系统I和轧辊系统II配合使用产生的转速差在叠层板板坯上产生轧制方向的张力,使得不锈钢板坯沿轧制方向延展。
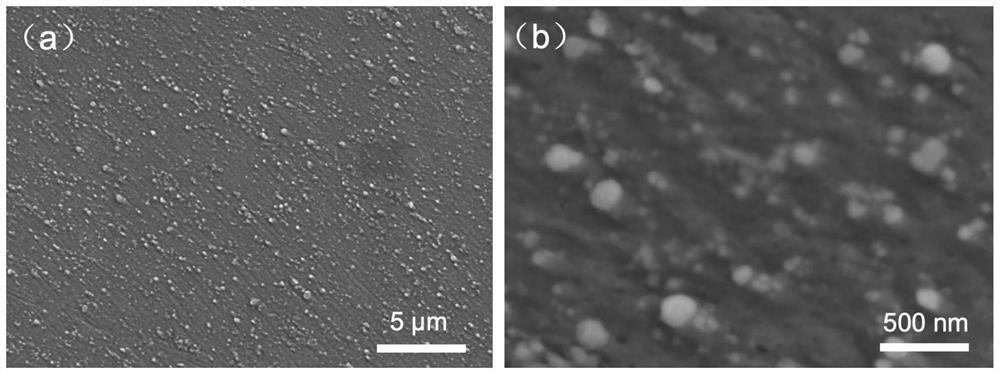
本实施例采用数值模拟的方法验证了差动耦合轧制可有效提升不锈钢板坯的塑性变形。
利用ABAQUS软件计算了不锈钢板和铝板的应力云图。对比应力云图得知:经一种具有差动耦合关系的轧辊系统变形后的不锈钢板网格被拉长,这说明轧制过程中不锈钢发生了明显的塑性变形。
以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
一种用于制造不锈钢铝层状复合板的轧制装置及制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0