









专利摘要
一种电器开关件装配专用装置,属于电气设备技术领域,结构上由支撑机构、供钉机构、安装台、V型座喂料机构、V型块喂料机构、气动机械手机构、上钉机械手机构和下料机构组成,其结构新颖;V型座喂料机构通过第二气缸和第三气缸运送V型座,V型块喂料机构通过第四气缸来运送V型块,气动机械手机构通过导轨和第五气缸、第六气缸和第七气缸运送V型块,供钉机构通过第一气缸运送销钉,上钉机械手机构通过第八气缸、回转驱动块和第九气缸来运送销钉,完成装配体的装配,V型座喂料机构通过第三气缸和第二气缸将装配体运送到下料机构。本新型工作原理清晰,弥补了传统电器开关附件装配效率低、人工成本高等缺点,实现了产品生产自动化和高效化。
权利要求
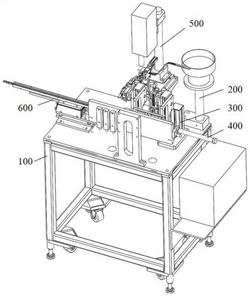
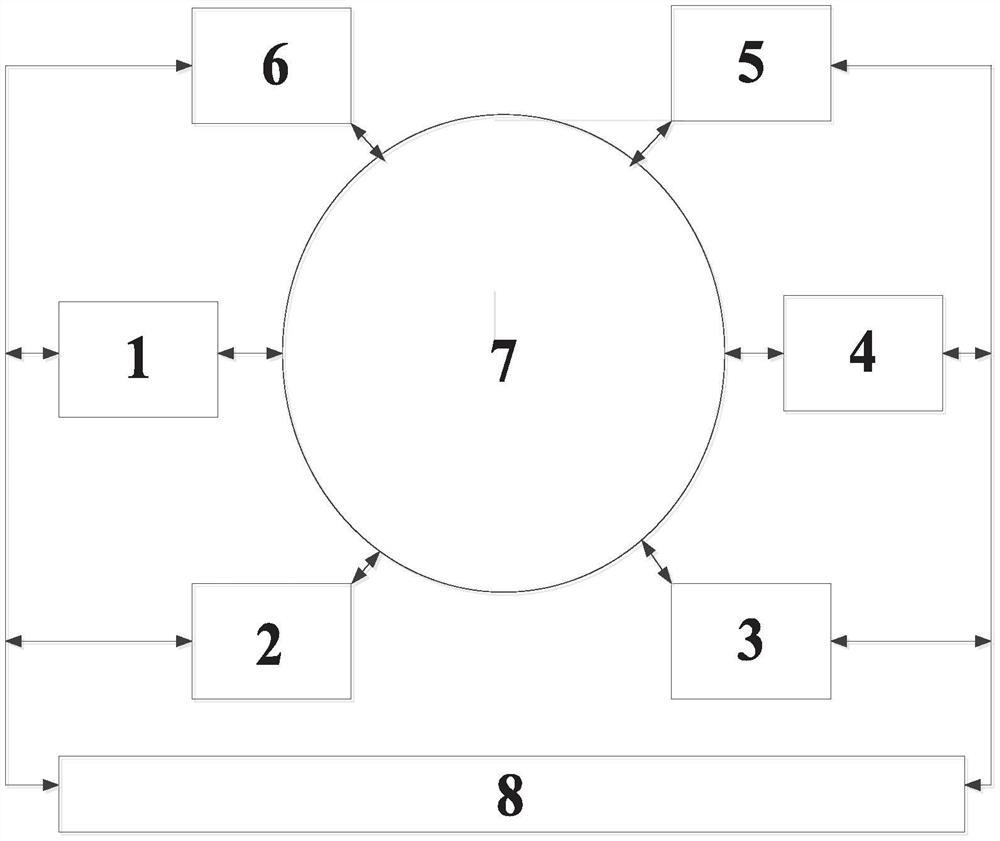
1.一种电器开关件装配专用装置,其特征在于:所述专用装置由支撑机构(100)、供钉机构(200)、安装台(300)、V型座喂料机构(400)、V型块喂料机构(500)、气动机械手机构(600)、上钉机械手机构(700)和下料机构(800)组成;
所述供钉机构(200)由L型气缸安装板(201)、导槽(202)、压板(203)、第一推料杆(204)、第一浮动接头(205)、第一气缸支架(206)、第一气缸座(207)、第一气缸(208)构成;所述供钉机构(200)的下端与所述L型气缸安装板(201)连接固定,所述L型气缸安装板(201)固定设置在所述支撑机构(100)上,所述导槽(202)设置在所述L型气缸安装板(201)上,所述压板(203)安装在所述导槽(202)上,所述第一推料杆(204)设置在所述导槽(202)上,所述第一气缸支架(206)固定设置在所述导槽(202)的前端,所述第一气缸座(207)设置在所述第一气缸支架(206)上,所述第一气缸(208)设置在所述第一气缸座(207)上,所述第一推料杆(204)后端设有放置销钉(718)的销钉孔,所述第一推料杆(204)通过第一浮动接头(205)与所述第一气缸(208)连接固定,并在第一气缸(208)的作用下前后移动,完成销钉(718)的运送;
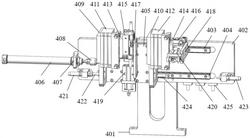
所述V型座喂料机构(400)由推块座(401)、第一限位块(402)、镶件(403)、第一光纤固定块(404)、第一盖板(405)、第二气缸支架(406)、第二浮动接头(407)、第二推料杆(408)、第二气缸座(409)、第二气缸(410)、第一支撑凸台(411)、第一振动器(412)、V型座喂料槽(413)、第二盖板(414)、第三气缸支架(415)、第三气缸座(416)、第三气缸(417)、第三浮动接头(418)、第三推料杆(419)和附件装配体(420)构成;所述推块座(401)固定设置在所述安装台(300)上,所述第一盖板(405)和第二盖板(414)固定设置在所述推块座(401)上,所述第一限位块(402)竖直固定在推块座上(401),所述第一光纤固定块(404)固定设置在推块座上(401),所述第二气缸支架(406)和第三气缸支架(415)固定设置在所述安装台(300)上,所述第二气缸座(409)和第三气缸座(416)固定设置在第二气缸支架(406)和第三气缸支架(415)上,所述第二气缸(410)和第三气缸(417)分别安装在第二气缸座(409)和第三气缸座(416)上,并分别通过与活塞杆连接的第二浮动接头(407)、第三浮动接头(418)分别与第二推料杆(408)、第三推料杆(419)连接,当第一光纤固定块(404)检测到V型座(421)时,所述第二推料杆(408)与第三推料杆(419)分别在第二气缸(410)与第三气缸(417)的作用下做直线运动,所述镶件(403)固定设置在第三推料杆(419)前,所述第一振动器(412)通过第一支撑凸台(411)固定设置在所述支撑机构(100)上,所述V型座喂料槽(413)固定设置在所述第一振动器(412)上;
所述V型块喂料机构(500)由滑轨(501)、卡板(502)、旋钮(503)、滑块(504)、导向块(505)、第二光纤固定块(506)、第二限位块(507)、进料镶块(508)、第四气缸支架(509)、第四推料杆(510)、第四浮动接头(511)、第四气缸座(512)、第四气缸(513)、第二支撑凸台(514)、第二振动器(515)和V型块喂料槽(516)构成;所述滑轨(501)固定设置在所述安装台(300)上,所述卡板(502)固定设置在所述滑轨(501)上,所述卡板(502)通过旋钮(503)与滑块(504)连接,所述导向块(505)通过滑块(504)与滑轨(501)连接并在旋钮(503)作用下做直线运动,所述第二光纤固定块(506)固定设置在所述导向块(505)上,所述第二限位块(507)固定设置在导向块(505)前端,所述进料镶块(508)固定设置在所述导向块(505)上,所述第四气缸支架(509)固定设置在所述安装台(300)上,所述第四气缸座(512)固定设置在第四气缸支架(509)上,所述第四气缸(513)固定在第四气缸座(512)上,所述第四推料杆(510)通过第四浮动接头(511)与第四气缸(513)连接,当第二光纤固定块(506)检测到V型块(517)时,所述第四推料杆(510)在第四气缸(513)的作用下做直线运动,所述第二振动器(515)通过第二支撑凸台(514)固定设置在所述支撑机构(100)上,所述V型块喂料槽(516)固定设置在所述第二振动器(515)上;
所述气动机械手机构(600)是由气动机械手支架(601)、第五气缸支架(602)、第一导轨(603)、第三限位块(604)、第五气缸座(605)、第五气缸(606)、第五浮动接头(607)、第四限位块(608)、第六气缸支架(609)、第二导轨(610)、第五限位块(611)、第六气缸座(612)、第六气缸(613)、第六浮动接头(614)、第七气缸支架(615)、第七气缸座(616)、第七气缸(617)和气爪(618)构成;所述气动机械手支架(601)固定设置在所述安装台(300)上,所述第五气缸支架(602)固定设置在气动机械手支架(601)上,所述第一导轨(603)固定设置在第五气缸支架(602)上,所述第三限位块(604)固定安装在第五气缸支架(602)左端,所述第五气缸座(605)固定设置在第五气缸支架(602)右端,所述第五气缸(606)固定设置在第五气缸座(605)上,并通过活塞杆和第五浮动接头(607)与第六气缸支架(609)连接,所述第四限位块(608)固定设置在第五气缸支架(602)上,所述第六气缸支架(609)设置在第一导轨(603)上,所述第二导轨(610)固定设置在第六气缸支架(609)上,所述第五限位块(611)固定设置在第六气缸支架(609)上,所述第六气缸座(612)固定设置在第六气缸支架(609)上,所述第六气缸(613)固定设置在第六气缸座(612)上,所述第七气缸支架(615)固定设置在第二导轨(610)上并通过活塞杆和第六浮动接头(614)与第六气缸(613)连接,所述第七气缸座(616)固定设置在第七气缸支架(615)上,所述第七气缸(617)固定设置在第七气缸座(616)上,所述气爪(618)固定设置在第七气缸(617)上,所述气爪(618)在分别在第五气缸(606)和第六气缸(613)的作用下做上下和水平直线运动,在第七气缸(617)作用下张开闭合;
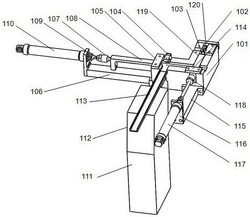
所述上钉机械手机构(700)是由第一上钉机械手固定板(701)、第二上钉机械手固定板(702)、第八气缸支架(703)、第八气缸座(704)、第一柱销(705)、第八气缸(706)、铰座(707)、回转驱动块(708)、转块(709)、第二柱销(710)、第三柱销(711)、第九气缸安装板(712)、第九气缸(713)、导杆(714)、磁铁安装板(715)、磁铁座(716)和磁铁(717)构成;所述第一上钉机械手固定板(701)固定设置在所述安装台(300)上,所述第二上钉机械手固定板(702)固定设置在第一上钉机械手固定板(701)上,所述第八气缸支架(703)固定设置在第二上钉机械手固定板(702)上,所述第八气缸座(704)固定安装在第八气缸支架(703)上,所述第八气缸(706)通过第一柱销(705)与第八气缸座(704)相连接,所述铰座(707)固定设置在第八气缸支架(703)上,所述转块(709)通过第三柱销(711)与铰座(707)相连接,所述回转驱动块(708)通过第二柱销(710)与转块(709)相连接,并与第八气缸(706)的活塞杆相接,所述第九气缸安装板(712)固定设置在所述转块(709)上,所述第九气缸(713)固定设置在第九气缸安装板(712)上,所述导杆(714)设置在第九气缸(713)内,所述磁铁安装板(715)通过导杆(714)与第九气缸(713)的活塞杆设置在第九气缸(713)上,所述磁铁座(716)固定设置在磁铁安装板(715)上,所述磁铁(717)固定设置在磁铁座(716)上,并在第八气缸(706)的作用下做90°圆周运动,在第九气缸(713)的作用下直线运动;
所述供钉机构(200)通过第一气缸(208)运送销钉(718),所述V型座喂料机构(400)通过第二气缸(410)和第三气缸(417)运送V型座(421),所述V型块喂料机构(500)通过第四气缸(513)来运送V型块(517),所述气动机械手机构(600)通过第五气缸(606)、第六气缸(613)和第七气缸(617)运送V型块(517),所述上钉机械手机构(700)通过第八气缸(706)、回转驱动块(708)和第九气缸(713)来运送销钉(718),完成装配体(420)的装配,所述V型座喂料机构(400)通过第三气缸(417)和第二气缸(410)将装配体(420)运送到下料机构(800)。
2.根据权利要求1所述的一种电器开关件装配专用装置,其特征在于:所述支撑机构(100)由机架(101)、工作台安装板(102)构成,所述工作台安装板(102)固定设置在所述机架(101)上方。
3.根据权利要求1所述的一种电器开关件装配专用装置,其特征在于:所述安装台(300)由支撑柱(301)和安装板(302)构成;所述支撑柱(301)固定设置在所述支撑机构(100)上,所述安装板(302)设置在支撑柱(301)上。
4.根据权利要求1所述的一种电器开关件装配专用装置,其特征在于:所述导向块(505)的位置通过旋钮(503)进行上下调整。
5.根据权利要求1所述的一种电器开关件装配专用装置,其特征在于:所述下料机构(800)由下料导槽(801)和下料槽(802)构成;所述下料导槽(801)固定设置在安装台(300)的上部,所述下料槽(802)固定设置在安装台(300)的下部。
说明书
技术领域
本实用新型属于电气设备技术领域,涉及一种电器开关生产装置,特别是涉及一种电器开关件自动装配专用装置。
背景技术
凡是用到电的地方,都需要用到电器附件,所以一个国家的经济发展和电器附件的发展息息相关。目前,在电器制造的过程中,电器开关附件的装配往往是通过人工来进行的,这大大降低了装配的效率,增加了装配的成本,不能满足企业的实际需要。
实用新型内容
本实用新型的目的是针对目前生产制造过程中,电器开关件的装配通常是人工进行,方法效率低下,且成本极高,不能满足企业的实际需要等问题,提出一种电器开关件装配专用装置,可实现电器开关件装配的自动化,智能化,可降低人工成本、提高效率,从而提高了企业的核心竞争力。
本实用新型的技术方案:一种电器开关件装配专用装置,其特征在于:所述专用装置由支撑机构、供钉机构、安装台、V型座喂料机构、V型块喂料机构、气动机械手机构、上钉机械手机构和下料机构组成;
所述供钉机构由L型气缸安装板、导槽、压板、第一推料杆、第一浮动接头、第一气缸支架、第一气缸座、第一气缸构成;所述供钉机构的下端与所述L型气缸安装板连接固定,所述L型气缸安装板固定设置在所述支撑机构上,所述导槽设置在所述L型气缸安装板上,所述压板安装在所述导槽上,所述第一推料杆设置在所述导槽上,所述第一气缸支架固定设置在所述导槽的前端,所述第一气缸座设置在所述第一气缸支架上,所述第一气缸设置在所述第一气缸座上,所述第一推料杆后端设有放置销钉的销钉孔,所述第一推料杆通过第一浮动接头与所述第一气缸连接固定,并在第一气缸的作用下前后移动,完成销钉的运送;
所述V型座喂料机构由推块座、第一限位块、镶件、第一光纤固定块、第一盖板、第二气缸支架、第二浮动接头、第二推料杆、第二气缸座、第二气缸、第一支撑凸台、第一振动器、V型座喂料槽、第二盖板、第三气缸支架、第三气缸座、第三气缸、第三浮动接头、第三推料杆和附件装配体构成;所述推块座固定设置在所述安装台上,所述第一盖板和第二盖板固定设置在所述推块座上,所述第一限位块竖直固定在推块座上,所述第一光纤固定块固定设置在推块座上,所述第二气缸支架和第三气缸支架固定设置在所述安装台上,所述第二气缸座和第三气缸座固定设置在第二气缸支架和第三气缸支架上,所述第二气缸和第三气缸分别安装在第二气缸座和第三气缸座上,并分别通过与活塞杆连接的第二浮动接头、第三浮动接头分别与第二推料杆、第三推料杆连接,当第一光纤固定块检测到V型座时,所述第二推料杆与第三推料杆分别在第二气缸与第三气缸的作用下做直线运动,所述镶件固定设置在第三推料杆前,所述第一振动器通过第一支撑凸台固定设置在所述支撑机构上,所述V型座喂料槽固定设置在所述第一振动器上;
所述V型块喂料机构由滑轨、卡板、旋钮、滑块、导向块、第二光纤固定块、第二限位块、进料镶块、第四气缸支架、第四推料杆、第四浮动接头、第四气缸座、第四气缸、第二支撑凸台、第二振动器和V型块喂料槽构成;所述滑轨固定设置在所述安装台上,所述卡板固定设置在所述滑轨上,所述卡板通过旋钮与滑块连接,所述导向块通过滑块与滑轨连接并在旋钮作用下做直线运动,所述第二光纤固定块固定设置在所述导向块上,所述第二限位块固定设置在导向块前端,所述进料镶块固定设置在所述导向块上,所述第四气缸支架固定设置在所述安装台上,所述第四气缸座固定设置在第四气缸支架上,所述第四气缸固定在第四气缸座上,所述第四推料杆通过第四浮动接头与第四气缸连接,当第二光纤固定块检测到V型块时,所述第四推料杆在第四气缸的作用下做直线运动,所述第二振动器通过第二支撑凸台固定设置在所述支撑机构上,所述V型块喂料槽固定设置在所述第二振动器上;
所述气动机械手机构是由气动机械手支架、第五气缸支架、第一导轨、第三限位块、第五气缸座、第五气缸、第五浮动接头、第四限位块、第六气缸支架、第二导轨、第五限位块、第六气缸座、第六气缸、第六浮动接头、第七气缸支架、第七气缸座、第七气缸和气爪构成;所述气动机械手支架固定设置在所述安装台上,所述第五气缸支架固定设置在气动机械手支架上,所述第一导轨固定设置在第五气缸支架上,所述第三限位块固定安装在第五气缸支架左端,所述第五气缸座固定设置在第五气缸支架右端,所述第五气缸固定设置在第五气缸座上,并通过活塞杆和第五浮动接头与第六气缸支架连接,所述第四限位块固定设置在第五气缸支架上,所述第六气缸支架设置在第一导轨上,所述第二导轨固定设置在第六气缸支架上,所述第五限位块固定设置在第六气缸支架上,所述第六气缸座固定设置在第六气缸支架上,所述第六气缸固定设置在第六气缸座上,所述第七气缸支架固定设置在第二导轨上并通过活塞杆和第六浮动接头与第六气缸连接,所述第七气缸座固定设置在第七气缸支架上,所述第七气缸固定设置在第七气缸座上,所述气爪固定设置在第七气缸上,所述气爪在分别在第五气缸和第六气缸的作用下做上下和水平直线运动,在第七气缸作用下张开闭合;
所述上钉机械手机构是由第一上钉机械手固定板、第二上钉机械手固定板、第八气缸支架、第八气缸座、第一柱销、第八气缸、铰座、回转驱动块、转块、第二柱销、第三柱销、第九气缸安装板、第九气缸、导杆、磁铁安装板、磁铁座和磁铁构成;所述第一上钉机械手固定板固定设置在所述安装台上,所述第二上钉机械手固定板固定设置在第一上钉机械手固定板上,所述第八气缸支架固定设置在第二上钉机械手固定板上,所述第八气缸座固定安装在第八气缸支架上,所述第八气缸通过第一柱销与第八气缸座相连接,所述铰座固定设置在第八气缸支架上,所述转块通过第三柱销与铰座相连接,所述回转驱动块通过第二柱销与转块相连接,并与第八气缸的活塞杆相接,所述第九气缸安装板固定设置在所述转块上,所述第九气缸固定设置在第九气缸安装板上,所述导杆设置在第九气缸内,所述磁铁安装板通过导杆与第九气缸的活塞杆设置在第九气缸上,所述磁铁座固定设置在磁铁安装板上,所述磁铁固定设置在磁铁座上,并在第八气缸的作用下做90°圆周运动,在第九气缸的作用下直线运动;
所述供钉机构通过第一气缸运送销钉,所述V型座喂料机构通过第二气缸和第三气缸运送V型座,所述V型块喂料机构通过第四气缸来运送V型块,所述气动机械手机构通过第五气缸、第六气缸和第七气缸运送V型块,所述上钉机械手机构通过第八气缸、回转驱动块和第九气缸来运送销钉,完成装配体的装配,所述V型座喂料机构通过第三气缸和第二气缸将装配体运送到下料机构。
所述支撑机构由机架、工作台安装板构成,所述工作台安装板固定设置在所述机架上方。
所述安装台由支撑柱和安装板构成;所述支撑柱固定设置在所述支撑机构上,所述安装板设置在支撑柱上。
所述导向块的位置通过旋钮进行上下调整。
所述下料机构由下料导槽和下料槽构成;所述下料导槽固定设置在安装台的上部,所述下料槽固定设置在安装台的下部。
本实用新型的有益效果为:本实用新型提出的一种电器开关件装配专用装置,装置整体由支撑机构、供钉机构、安装台、V型座喂料机构、V型块喂料机构、气动机械手机构、上钉机械手机构和下料机构组成,其结构新颖,供钉机构通过第一气缸运送销钉,V型座喂料机构通过第二气缸和第三气缸运送V型座,V型块喂料机构通过第四气缸来运送V型块,气动机械手机构通过第五气缸、第六气缸和第七气缸运送V型块,上钉机械手机构通过第八气缸、回转驱动块和第九气缸来运送销钉,完成装配体的装配,V型座喂料机构通过第三气缸和第二气缸将装配体运送到下料机构,本实用新型工作原理清晰,弥补了传统电器开关附件装配效率低、人工成本高等缺点,实现了产品生产自动化和高效化。
附图说明
图1 为本实用新型总体三维示意图。
图2 为本实用新型中支撑机构的结构示意图。
图3 为本实用新型中供钉机构的结构示意图。
图4 为本实用新型中安装台的结构示意图。
图5 为本实用新型中V型座喂料机构的结构示意图。
图6 为本实用新型中V型块喂料机构的结构示意图。
图7 为本实用新型中气动机械手机构的结构示意图。
图8 为本实用新型中上钉机械手机构的结构示意图。
图9 为本实用新型中下料机构的结构示意图。
图10 为本实用新型中附件装配体的结构示意图。
图中:支撑机构100、供钉机构200、安装台300、V型座喂料机构400、V型块喂料机构500、气动机械手机构600、上钉机械手机构700、下料机构800、机架101、工作台安装板102、L型气缸安装板201、导槽202、压板203、第一推料杆204、第一浮动接头205、第一气缸支架206、第一气缸座207、第一气缸208、支撑柱301、安装板302、推块座401、第一限位块402、镶件403、第一光纤固定块404、第一盖板405、第二气缸支架406、第二浮动接头407、第二推料杆408、第二气缸座409、第二气缸410、第一支撑凸台411、第一振动器412、V型座喂料槽413、第二盖板414、第三气缸支架415、第三气缸座416、第三气缸417、第三浮动接头418、第三推料杆419、附件装配体420、滑轨501、卡板502、旋钮503、滑块504、导向块505、第二光纤固定块506、第二限位块507、进料镶块508、第四气缸支架509、第四推料杆510、第四浮动接头511、第四气缸座512、第四气缸513、第二支撑凸台514、第二振动器515、V型块喂料槽516、气动机械手支架601、第五气缸支架602、第一导轨603、第三限位块604、第五气缸座605、第五气缸606、第五浮动接头607、第四限位块608、第六气缸支架609、第二导轨610、第五限位块611、第六气缸座612、第六气缸613、第六浮动接头614、第七气缸支架615、第七气缸座616、第七气缸617、气爪618、第一上钉机械手固定板701、第二上钉机械手固定板702、第八气缸支架703、第八气缸座704、第一柱销705、第八气缸706、铰座707、回转驱动块708、转块709、第二柱销710、第三柱销711、第九气缸安装板712、第九气缸713、导杆714、磁铁安装板715、磁铁座716、磁铁717、下料导槽801、下料槽802。
具体实施方式
下面结合附图对本实用新型作进一步说明:
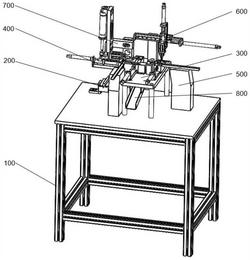
如图1所示,一种电器开关件装配专用装置,由支撑机构、供钉机构、安装台、V型座喂料机构、V型块喂料机构、气动机械手机构、上钉机械手机构和下料机构组成。
如图2所示,一种电器开关件装配专用装置,支撑机构100由机架101、工作台安装板102构成;工作台安装板102固定在机架101上方。
如图3所示,一种电器开关件装配专用装置,供钉机构200由L型气缸安装板201、导槽202、压板203、第一推料杆204、第一浮动接头205、第一气缸支架206、第一气缸座207和第一气缸208构成;供钉机构200下端固定在L型气缸安装板201上,L型气缸安装板201固定设置在支撑机构100上,导槽202设置在L型气缸安装板201上,压板203安装在导槽202上,第一推料杆204设置在导槽202上,第一气缸支架206固定设置在导槽202前端,第一气缸座207安装在第一气缸支架206上,第一气缸208安装在第一气缸座207上,第一推料杆204后端设有放置销钉718的销钉孔,第一推料杆204通过第一浮动接头205与第一气缸208连接固定,并在第一气缸208的作用下前后移动,从而完成销钉718的运送。
如图4所示,一种电器开关件装配专用装置,安装台300由支撑柱301和安装板302构成;支撑柱301固定设置在支撑机构100上,安装板302设置在支撑柱301上。
如图5所示,一种电器开关件装配专用装置,V型座喂料机构400由推块座401、第一限位块402、镶件403、第一光纤固定块404、第一盖板405、第二气缸支架406、第二浮动接头407、第二推料杆408、第二气缸座409、第二气缸410、第一支撑凸台411、第一振动器412、V型座喂料槽413、第二盖板414、第三气缸支架415、第三气缸座416、第三气缸417、第三浮动接头418、第三推料杆419和附件装配体420构成;推块座401固定设置在安装台300上,第一盖板405和第二盖板414固定设置在推块座401上,第一限位块402竖直固定在推块座上401,第一光纤固定块404固定设置在推块座上401,第二气缸支架406和第三气缸支架415固定设置在安装台300上,第二气缸座409和第三气缸座416固定设置在第二气缸支架406和第三气缸支架415上,第二气缸410和第三气缸417分别安装在第二气缸座409和第三气缸座416上,并分别通过与活塞杆连接的第二浮动接头407和第三浮动接头418与第二推料杆408和第三推料杆419连接,当第一光纤固定块404检测到V型座421时,第二推料杆408与第三推料杆419分别在第二气缸410与第三气缸417的作用下做直线运动,镶件403固定设置在第三推料杆前,第一振动器412通过第一支撑凸台411固定设置在支撑机构100上,V型座喂料槽413固定设置在第一振动器412上。
如图6所示,一种电器开关件装配专用装置,V型块喂料机构500由滑轨501、卡板502、旋钮503、滑块504、导向块505、第二光纤固定块506、第二限位块507、进料镶块508、第四气缸支架509、第四推料杆510、第四浮动接头511、第四气缸座512、第四气缸513、第二支撑凸台514、第二振动器515和V型块喂料槽516构成;滑轨501固定设置在安装台300上,卡板502固定设置在滑轨501上,并通过旋钮503与滑块504连接,所属导向块505通过滑块504与滑轨501连接并在旋钮503作用下做直线运动,第二光纤固定块506固定设置在导向块505上,第二限位块507固定设置在导向块505前端,进料镶块508固定设置在导向块505上,第四气缸支架509固定设置在安装台300上,第四气缸座512固定设置在第四气缸支架509上,第四气缸513固定在第四气缸座512上,第四推料杆510通过第四浮动接头511与第四气缸513连接,当第二光纤固定块506检测到V型块517时,第四推料杆510在第四气缸513的作用下做直线运动,第二振动器515通过第二支撑凸台514固定设置在支撑机构100上,V型块喂料槽516固定设置在第二振动器515上。
如图7所示,一种电器开关件装配专用装置,气动机械手机构600是由气动机械手支架601、第五气缸支架602、第一导轨603、第三限位块604、第五气缸座605、第五气缸606、第五浮动接头607、第四限位块608、第六气缸支架609、第二导轨610、第五限位块611、第六气缸座612、第六气缸613、第六浮动接头614、第七气缸支架615、第七气缸座616、第七气缸617和气爪618构成;气动机械手支架601固定设置在安装台300上,第五气缸支架602固定设置在气动机械手支架601上,第一导轨603固定设置在第五气缸支架602上,第三限位块604固定安装在第五气缸支架602左端,第五气缸座605固定设置在第五气缸支架602右端,第五气缸606固定设置在第五气缸座605上,并通过活塞杆和第五浮动接头607与第六气缸支架609连接,第四限位块608固定设置在第五气缸支架602上,第六气缸支架609设置在第一导轨603上,第二导轨610固定设置在第六气缸支架609上,第五限位块611固定设置在第六气缸支架609上,第六气缸座612固定设置在第六气缸支架609上,第六气缸613固定设置在第六气缸座612上,第七气缸支架615固定设置在第二导轨610上并通过活塞杆和第六浮动接头614与第六气缸613连接,第七气缸座616固定设置在第七气缸支架615上,第七气缸617固定设置在第七气缸座616上,气爪618固定设置在第七气缸617上,气爪618在分别在第五气缸606和第六气缸613的作用下做上下和水平直线运动,在第七气缸617作用下张开闭合。
如图8所示,一种电器开关件装配专用装置,上钉机械手机构700是由第一上钉机械手固定板701、第二上钉机械手固定板702、第八气缸支架703、第八气缸座704、第一柱销705、第八气缸706、铰座707、回转驱动块708、转块709、第二柱销710、第三柱销711、第九气缸安装板712、第九气缸713、导杆714、磁铁安装板715、磁铁座716和磁铁717构成;第一上钉机械手固定板701固定设置在安装台300上,第二上钉机械手固定板702固定设置在第一上钉机械手固定板701上,第八气缸支架703固定设置在第二上钉机械手固定板702上,第八气缸座704固定安装在第八气缸支架703上,第八气缸706通过第一柱销705与第八气缸座704相连接,铰座707固定设置在第八气缸支架703上,转块709通过第三柱销711与铰座707相连接,回转驱动块708通过第二柱销710与转块709相连接,并与第八气缸706的活塞杆相接,第九气缸安装板712固定设置在转块709上,第九气缸713固定设置在第九气缸安装板712上,导杆714固定设置在第九气缸714内,磁铁安装板715通过导杆714与第九气缸713的活塞杆设置在第九气缸714上,磁铁座716固定设置在磁铁安装板715上,磁铁717固定设置在磁铁座716上,并在第八气缸706的作用下做90°圆周运动,在第九气缸713的作用下直线运动。
如图9所示,一种电器开关件装配专用装置,下料机构800由下料导槽801和下料槽802构成;下料导槽801固定设置在安装台300上部,下料槽802固定设置在安装台300下部。
如图10所示,一种电器开关件装配专用装置,附件装配体420由V型座421、V型块517和销钉718构成。
如图1-10所示,一种电器开关件装配专用装置的工作原理如下:导向块505的位置可以利用旋钮503上下调整;气爪618上安装有夹取零件的夹指;供钉机构200通过第一气缸208运送销钉718,V型座喂料机构400通过第二气缸410和第三气缸417运送V型座421,V型块喂料机构500通过第四气缸513来运送V型块517,气动机械手机构600通过第五气缸606、第六气缸613和第七气缸617运送V型块517,上钉机械手机构700通过第八气缸706、回转驱动块708和第九气缸713来运送销钉718,完成装配体420的装配,V型座喂料机构400通过第三气缸417和第二气缸410将装配体420运送到下料机构800。
一种电器开关件装配专用装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0