

IPC分类号 : B29C53/62,B29C53/80,B29C53/82,B29C53/84,B26F3/00,B29C69/00




专利摘要
一种固体火箭发动机绝热层自动化缠绕设备及其使用方法,属于橡胶缠绕成型技术领域。其中,芯模支撑装置用于支撑缠绕芯模;横向平移导轨支撑横移中继平台沿芯模轴线方向作水平横移运动;纵移中继平台沿横移中继平台上的纵向导轨进行纵向平移;旋转电机安装在纵移中继平台上,通过圆柱齿轮与旋转平台上的弧形齿条内啮合,驱动旋转平台沿弧形导轨绕旋转轴旋转;纠偏装置安装在缠绕敷设装置上;离型膜回收装置、缠绕敷设装置、胶带加热装置、保护膜回收装置、超声波切割装置、胶带盘支撑装置均安装在旋转平台上。本发明自动化程度高,安全可靠,能够减轻工人劳动强度,满足固体火箭发动机橡胶绝热层自动化缠绕工艺要求,提高橡胶绝热层缠绕的质量和效率。
权利要求
1.一种固体火箭发动机绝热层自动化缠绕设备,其特征在于,包括芯模支撑装置(1),芯模(2),横向平移导轨(3),横移中继平台(4),纵移中继平台(5),弧形导轨(6),旋转电机(7),弧形齿条(8),旋转平台(9),旋转轴(10),离型膜回收装置(11),缠绕压辊(12),缠绕敷设装置(13),纠偏装置(14),胶带位置检测器(15),胶带加热装置(16),保护膜回收装置(17),超声波切割装置(18),胶带导向轮(19),双背衬胶带(20),胶带盘(21);
所述芯模支撑装置(1)用于支撑缠绕芯模(2),芯模支撑装置(1)具有绕X轴旋转自由度和沿X轴平移自由度,满足自动化缠绕过程芯模旋转和不同型号芯模长度要求;
所述横向平移导轨(3)支撑横移中继平台(4)沿芯模轴线方向即X向作水平横移运动;所述纵移中继平台(5)沿横移中继平台(4)上的纵向导轨进行纵向平移;
所述旋转电机(7)安装在纵移中继平台(5)上,位于纵移中继平台(5)的右侧;所述弧形齿条(8)安装在旋转平台(9)上,位于旋转平台(9)的右侧下面;所述旋转轴(10)安装在纵移中继平台(5)上,位于纵移中继平台(5)的左侧,旋转轴(10)的旋转中心位于缠绕压辊(12)中心正下方;纵移中继平台(5)的右侧沿X方向设有弧形导轨(6);旋转电机(7)通过圆柱齿轮与旋转平台(9)上的弧形齿条(8)内啮合,驱动旋转平台(9)沿弧形导轨(6)绕旋转轴(10)旋转;
所述离型膜回收装置(11)安装在旋转平台(9)上方左侧,离型膜与橡胶胶带分离后直接缠绕到离型膜回收装置(11)上,离型膜回收装置(11)由电机驱动提供缠绕张力并控制胶带速度,缠绕张力主要由离型膜承受;
所述缠绕压辊(12)安装在压辊支撑轴上,缠绕压辊(12)由缠绕敷设装置(13)中的压辊旋转机构驱动旋转并由缠绕恒压控制机构控制缠绕压力,通过缠绕压辊(12)将胶带压缠到芯模(2)上;
所述的缠绕敷设装置(13)安装在旋转平台(9)上方左侧,临近离型膜回收装置(11),缠绕敷设装置(13)内部安装压辊旋转机构与缠绕恒压控制机构,其中压辊旋转机构驱动缠绕压辊(12)绕压辊支撑轴转动,缠绕恒压控制机构控制缠绕压力并提供压力过载保护功能;
所述纠偏装置(14)安装在缠绕敷设装置(13)上,胶带位置检测器(15)安装在胶带加热装置(16)左上端部,胶带位置检测器(15)检测缠绕胶带位置信息,并由纠偏装置(14)对缠绕胶带位置进行纠偏;
所述胶带加热装置(16)安装在旋转平台(9)上方中部,临近缠绕敷设装置(13),双背衬胶带(20)经过导向轮导向进入胶带加热装置(16)内部,胶带加热装置(16)对胶带进行加热并控制加热温度,提高缠绕胶带自粘性能;
所述保护膜回收装置(17)安装在旋转平台(9)上方中部,胶带保护膜在缠绕胶带加热前与胶带剥离,由保护膜回收装置(17)回收;胶带保护膜剥离之后,胶带上表面将不再与胶带导向轮等其它构件接触,避免缠绕过程中胶带接触污染;
所述超声波切割装置(18)安装在旋转平台(9)上方右侧,超声波切割装置(18)具有两个切割刃,对缠绕胶带污染边进行切割,并保证缠绕胶带宽度;
所述胶带导向轮(19)安装在旋转平台(9)上临近超声波切割装置(18)两侧,实现缠绕胶带的导向功能;在旋转平台(9)及胶带加热装置(16)多处设有胶带导向轮(19);
所述双背衬胶带(20)由橡胶胶带、保护膜和离型膜组成,保护膜贴合在橡胶胶带上表面,离型膜贴合在橡胶胶带下表面;
所述胶带盘(21)安装在胶带盘支撑装置上,胶带盘支撑装置安装在旋转平台(9)上方最右侧,胶带盘支撑装置通过磁粉制动器控制缠绕张力。
2.采用权利要求1所述的固体火箭发动机绝热层自动化缠绕设备的使用方法,其特征在于,包括以下步骤:
第一步,安装胶带:
胶带盘(21)安装在胶带盘支撑装置上,保证胶带盘(21)轴向定位准确;双背衬胶带(20)头部增加一定的工艺辅助长度,该部分没有橡胶胶带,首先将该部分的保护膜与离型膜通过人工缠绕到保护膜回收装置(17)与离型膜回收装置(11)上,以满足自动化缠绕工艺要求,避免缠绕橡胶材料浪费;安装胶带宽度中心线与经过的所有胶带导轮宽度中心线重合;
第二步,准备缠绕:
通过缠绕敷设装置(13)中的缠绕恒压控制机构给缠绕压辊(12)施加恒定的缠绕压力,通过胶带盘支撑装置的磁粉制动器设定缠绕张力,启动加热装置(16)加热至设定温度,启动超声波切割装置(18)开始切割缠绕胶带;
第三步,开始缠绕:
1)根据缠绕轨迹控制缠绕设备运动机构,使缠绕压辊(12)移动到缠绕位置;
2)启动芯模支撑装置(1),使芯模开始缠绕转动;
3)同时启动离型膜回收装置(11)开始缠绕胶带传送,保证缠绕胶带张力达到规定值,双背衬胶带(20)绕过胶带导向轮(19),经过超声波切割装置(18)切除胶带污染边后,由加热装置(16)下方导向轮导向,胶带进入加热装置(16),同时胶带上层保护膜与缠绕胶带分离,缠绕到保护膜回收装置(17)进行回收,胶带在加热装置(16)内加热后,经过胶带位置检测器(15)、纠偏装置(14),到达缠绕压辊(12),此时离型膜与胶带分离并缠绕到离型膜回收装置(11)回收;
通过胶带位置检测器(15)检测胶带位置、胶带起胶位置,纠偏装置(14)根据胶带位置检测信息进行纠偏;当胶带起胶位置到达缠绕位置时,系统根据缠绕轨迹控制缠绕压辊位置、姿态开始缠绕;
第四步,缠绕结束:
缠绕结束后,关闭缠绕设备,由人工将橡胶胶带切断,缠绕设备复位。
说明书
技术领域
本发明涉及橡胶缠绕成型技术领域,特别涉及一种固体火箭发动机绝热层自动化缠绕设备及其使用方法。
背景技术
固体火箭发动机壳体一般采用三元乙丙橡胶绝热内层与复合材料缠绕外壳成型方法制造。目前,国内三元乙丙橡胶绝热层成型方法主要采用人工贴片方法,效率低、劳动强度大、质量稳定性差。以P120C为代表的欧洲新一代固体运载火箭发动机采用绝热层缠绕成型技术,不仅实现了绝热层自动化成型,大大提高了制造效率,而且大幅降低了绝热层密度,使绝热层质量得到了精确控制。国内固体火箭发动机绝热层自动化缠绕装备及缠绕工艺研究尚处于起步阶段,急需开展橡胶绝热层自动缠绕成型工艺与装备技术研究。
2008年,李海宁针对复合材料绝热层缠绕成型工艺的特点,研发了一种复合材料布带铺放缠绕机,提高了某型火箭筒复合材料缠绕制品质量。2009年,刘天提出了一种绝热层自动缠绕系统的设计方案,对缠绕系统的重要组成机构进行了结构分析和模态分析,并且对自动缠绕系统进行了实验验证,证明了绝热层缠绕成型工艺实现自动化的可行性。2017年,李天明等提出了一种固体火箭发动机内绝热层缠绕成型方法,这种方法应用数控缠绕技术将带有背衬纸的薄带状三元乙丙橡胶胶带加压缠绕在芯模上,实现了绝热层的多层无缝搭接和变厚度整体成型,提高了生产效率和质量可靠性,同时降低了绝热层重量和生产成本。张建宝等在专利“一种筒形构件铺带/缠绕一体化成型装置”(CN103722787A)中提出了一种用于大型复合材料筒形构件预浸带高效高质量的复合一体化成型的装置,采用自动铺带装置(用于0-60°铺层)与缠绕装置(用于90°铺层)按铺层设计交替进行,可以实现预浸带的切割、张力检测、加热、压实力控制和离型纸/膜收卷等功能。丁希仑等在专利“一种小型连续纤维缠绕/铺放一体化装置”(CN108327316A)中涉及了一种用于纤维缠绕的装置,可以实现小型凹面回转体零部件的纤维铺放,并实现缠绕张力,温度与压实力的控制。
在固体火箭发动机绝热层自动化缠绕成型过程中,不仅要满足缠绕工艺所需的缠绕压力,而且要满足自动化缠绕过程所需的缠绕张力。由于三元乙丙橡胶胶带抗拉能力差,受力产生变形甚至断裂,直接影响绝热层缠绕质量及自动化缠绕过程,因此,必须避免三元乙丙橡胶胶带直接承受自动化缠绕所需的缠绕张力。另外,固体火箭发动机绝热层三元乙丙橡胶材料一致性要求严格,必须避免缠绕胶带在成带、运输、储藏、缠绕成型过程中受到污染。此外,在固体火箭发动机绝热层缠绕成型过程中,通过加热三元乙丙橡胶胶带提高自粘性能,利用缠绕压辊提供的压力将胶带缠绕在芯模之上,因此,缠绕过程中需要相应的胶带加热装置及温度检测与控制系统。
现有的技术及方法不能满足固体火箭发动机橡胶绝热层自动化缠绕成型要求。
发明内容
本发明提供了一种固体火箭发动机绝热层自动化缠绕设备,用于完成固体火箭发动机筒段橡胶绝热层的自动化缠绕。
本发明采用的技术方案为:
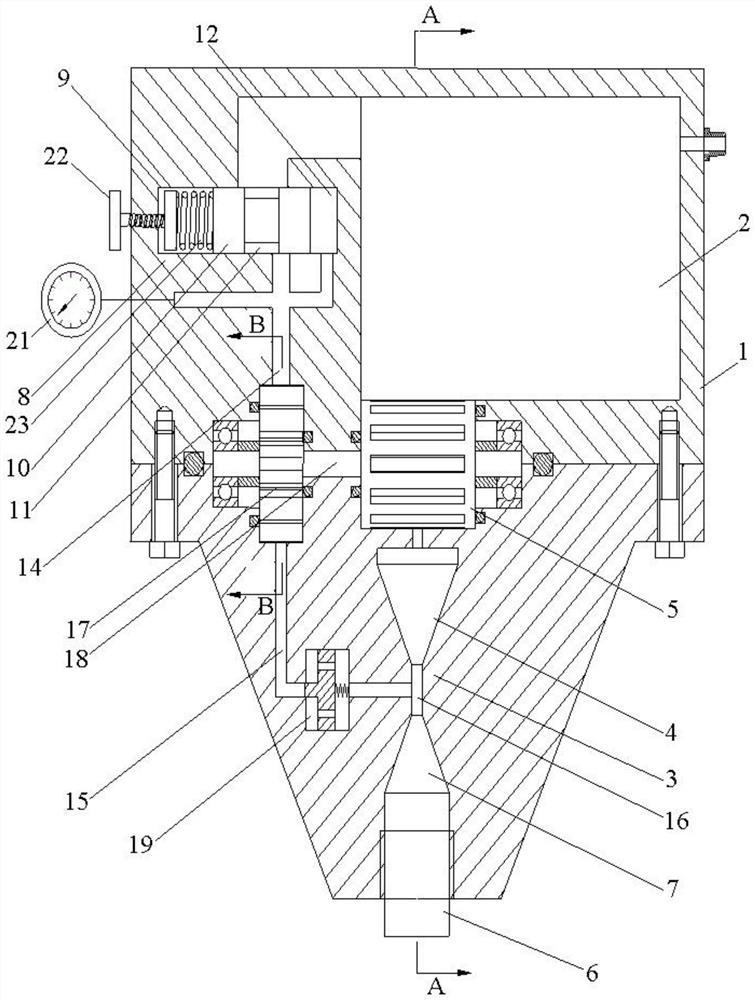
一种固体火箭发动机绝热层自动化缠绕设备,包括芯模支撑装置1,芯模2,横向(X向)平移导轨3,横移(X向)中继平台4,纵移(Y向)中继平台5,弧形导轨6,旋转电机7,弧形齿条8,旋转平台9,旋转轴10,离型膜回收装置11,缠绕压辊12,缠绕敷设装置13,纠偏装置14,胶带位置检测器15,胶带加热装置16,保护膜回收装置17,超声波切割装置18,胶带导向轮19,双背衬胶带20,胶带盘21。
所述芯模支撑装置1用于支撑缠绕芯模2,芯模支撑装置1具有绕X轴旋转自由度和沿X轴平移自由度,满足自动化缠绕过程芯模旋转和不同型号芯模长度要求。
所述横向平移导轨3支撑横移中继平台4沿芯模轴线方向(X向)作水平横移运动。所述纵移中继平台5沿横移中继平台4上的纵向导轨进行纵向平移。
所述弧形导轨6安装在纵移中继平台5上,位于旋转电机7的左侧。
所述旋转电机7安装在纵移中继平台5上,位于纵移中继平台5的右侧。所述弧形齿条8安装在旋转平台9上,位于旋转平台9的右侧下面。所述旋转轴10安装在纵移中继平台5上,位于纵移中继平台5的左侧,旋转轴10的旋转中心位于缠绕压辊12中心正下方;纵移中继平台5右侧沿X方向设有弧形导轨6。旋转电机7通过圆柱齿轮与旋转平台9上的弧形齿条8内啮合,驱动旋转平台9沿弧形导轨6绕旋转轴10旋转。
所述离型膜回收装置11安装在旋转平台9上方左侧,离型膜与橡胶胶带分离后直接缠绕到离型膜回收装置11上,离型膜回收装置11由电机驱动提供缠绕张力并控制胶带速度,缠绕张力主要由离型膜承受。
所述缠绕压辊12安装在压辊支撑轴上,缠绕压辊12由缠绕敷设装置13中的压辊旋转机构驱动旋转并由缠绕恒压控制机构控制缠绕压力,通过缠绕压辊12将胶带压缠到芯模2上。
所述的缠绕敷设装置13安装在旋转平台9上方左侧,临近离型膜回收装置11,缠绕敷设装置13内部安装有压辊旋转机构与缠绕恒压控制机构,其中压辊旋转机构驱动缠绕压辊12绕压辊支撑轴转动,缠绕恒压控制机构控制缠绕压力并提供压力过载保护功能。
所述纠偏装置14安装在缠绕敷设装置13上,胶带位置检测器15安装在胶带加热装置16左上端部,胶带位置检测器15检测缠绕胶带位置信息,并由纠偏装置14对缠绕胶带位置进行纠偏。
所述胶带加热装置16安装在旋转平台9上方中部,临近缠绕敷设装置13,双背衬胶带20经过导向轮导向进入胶带加热装置16内部,胶带加热装置16对胶带进行加热并控制加热温度,提高缠绕胶带自粘性能。
所述保护膜回收装置17安装在旋转平台9上方中部,胶带保护膜在缠绕胶带加热前与胶带剥离,由保护膜回收装置17回收。胶带保护膜剥离之后,胶带上表面将不再与胶带导向轮等其它构件接触,避免了缠绕过程中胶带接触污染。
所述超声波切割装置18安装在旋转平台9上方右侧,超声波切割装置18具有两个切割刃,对缠绕胶带污染边进行切割,并保证缠绕胶带宽度。
所述胶带导向轮19安装在旋转平台9上临近超声波切割装置18两侧,实现缠绕胶带的导向功能。在旋转平台9及胶带加热装置16多处设有胶带导向轮19。
所述双背衬胶带20由橡胶胶带、保护膜和离型膜组成,保护膜贴合在橡胶胶带上表面,离型膜贴合在橡胶胶带下表面。
所述胶带盘21安装在胶带盘支撑装置上,胶带盘支撑装置安装在旋转平台9上方最右侧,胶带盘支撑装置通过磁粉制动器控制缠绕张力。
一种固体火箭发动机绝热层自动化缠绕设备的使用方法,包括以下步骤:
第一步,安装胶带:
胶带盘21安装在胶带盘支撑装置上,保证胶带盘21轴向定位准确;双背衬胶带20头部增加一定的工艺辅助长度,该部分没有橡胶胶带,首先将该部分的保护膜与离型膜通过人工缠绕到保护膜回收装置17与离型膜回收装置11上,以满足自动化缠绕工艺要求,避免缠绕橡胶材料浪费;安装胶带宽度中心线与经过的所有胶带导轮宽度中心线重合。
第二步,准备缠绕:
通过缠绕敷设装置13中的缠绕恒压控制机构给缠绕压辊12施加恒定的缠绕压力,通过胶带盘支撑装置的磁粉制动器设定缠绕张力,启动加热装置16加热至设定温度,启动超声波切割装置18开始切割缠绕胶带。
第三步,开始缠绕:
1)根据缠绕轨迹控制缠绕设备运动机构,使缠绕压辊12移动到缠绕位置;
2)启动芯模支撑装置1,使芯模开始缠绕转动;
3)同时启动离型膜回收装置11开始缠绕胶带传送,保证缠绕胶带张力达到规定值,双背衬胶带20绕过胶带导向轮19,经过超声波切割装置18切除胶带污染边后,由加热装置16下方导向轮导向,胶带进入加热装置16,同时胶带上层保护膜与缠绕胶带分离,缠绕到保护膜回收装置17进行回收,胶带在加热装置16内加热后,经过胶带位置检测器15、纠偏装置14,到达缠绕压辊12,此时离型膜与胶带分离并缠绕到离型膜回收装置11回收。
通过胶带位置检测器15检测胶带位置、胶带起胶位置,纠偏装置14根据胶带位置检测信息进行纠偏;当胶带起胶位置到达缠绕位置时,系统根据缠绕轨迹控制缠绕压辊位置、姿态开始缠绕。
第四步,缠绕结束:
缠绕结束后,关闭缠绕设备,由人工将橡胶胶带切断,缠绕设备复位。
本发明具有如下有益效果:实现了固体火箭发动机橡胶绝热层自动化缠绕,满足橡胶绝热层自动化缠绕多自由度控制要求。具有缠绕胶带纠偏与缠绕恒压控制功能,控制胶带缠绕位置、避免缠绕压力过载。通过磁粉制动器控制缠绕张力,满足橡胶绝热层自动化缠绕要求,避免缠绕张力过大,采用离型膜承载缠绕张力,避免橡胶胶带产生变形甚至断裂。采用温度检测与控制装置进行胶带加热控制,提高缠绕橡胶胶带自粘性能。采用胶带双背衬技术,避免了胶带盘胶带层间粘连及缠绕过程中胶带接触污染,采用超声波切割技术切除缠绕胶带污染边,满足了固体火箭发动机绝热层三元乙丙橡胶材料一致性严格要求。本发明提供的固体火箭发动机绝热层自动化缠绕设备自动化程度高,安全可靠,减轻了工人的劳动强度,满足固体火箭发动机橡胶绝热层自动化缠绕工艺要求,提高了橡胶绝热层缠绕的质量和效率。
附图说明
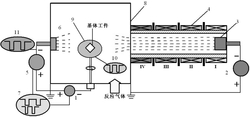
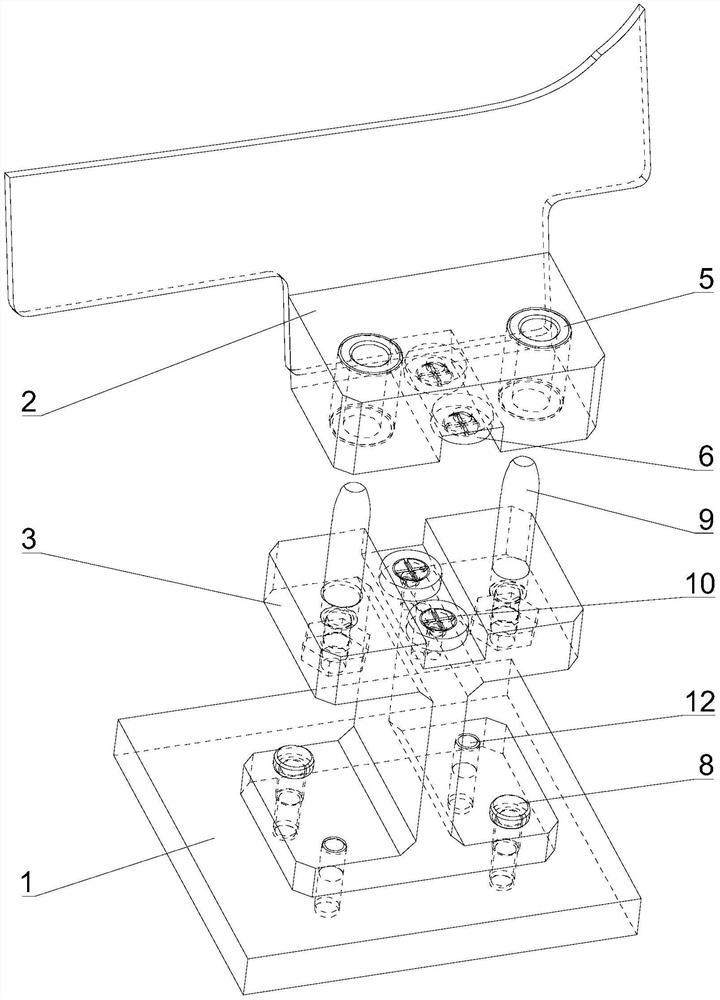
图1为固体火箭发动机绝热层自动化缠绕设备主视图。
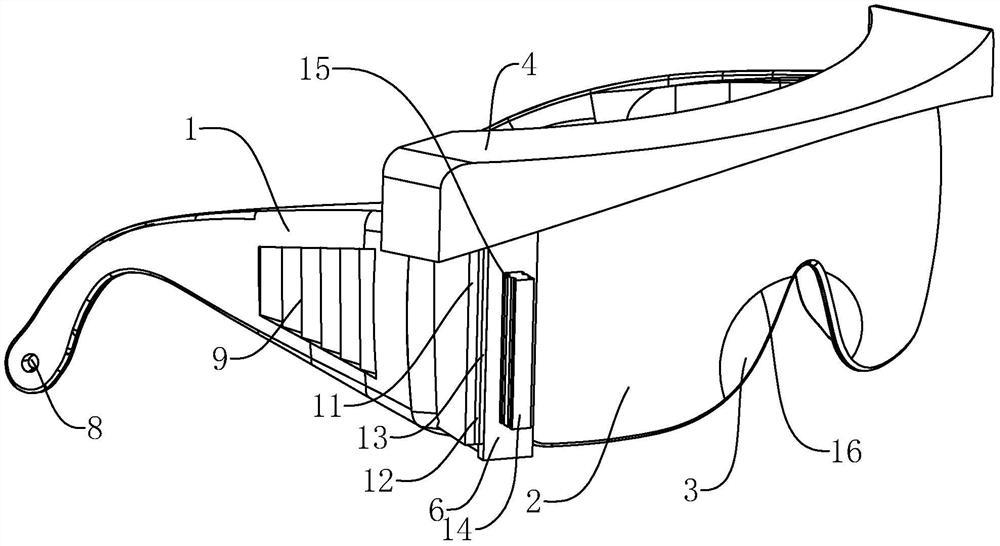
图2为固体火箭发动机绝热层自动化缠绕设备轴测图。
图3为固体火箭发动机绝热层自动化缠绕设备俯视图。
图中:1为芯模支撑装置,2为芯模,3为横向(X向)平移导轨,4为横移(X向)中继平台,5为纵移(Y向)中继平台,6为弧形导轨,7为旋转电机,8为弧形齿条,9为旋转平台,10为旋转轴,11为离型膜回收装置,12为缠绕压辊,13为缠绕敷设装置,14为纠偏装置,15为胶带位置检测器,16为胶带加热装置,17为保护膜回收装置,18为超声波切割装置,19为胶带导向轮,20为双背衬胶带,21为胶带盘。
具体实施方式
下面结合附图和实施例对本发明做进一步详细说明。
本实施例涉及一种固体火箭发动机绝热层自动化缠绕设备,如图1、2、3所示,主要包括,一种固体火箭发动机绝热层自动化缠绕设备,其特征在于,芯模支撑装置1,芯模2,横向(X向)平移导轨3,横移(X向)中继平台4,纵移(Y向)中继平台5,弧形导轨6,旋转电机7,弧形齿条8,旋转平台9,旋转轴10,离型膜回收装置11,缠绕压辊12,缠绕敷设装置13,纠偏装置14,胶带位置检测器15,胶带加热装置16,保护膜回收装置17,超声波切割装置18,胶带导向轮19,双背衬胶带20,胶带盘21。
所述芯模支撑装置1用于支撑缠绕芯模2,芯模支撑装置1具有绕X轴旋转自由度和沿X轴平移自由度,满足自动化缠绕过程芯模旋转和不同型号芯模长度要求。
所述横向平移导轨3支撑横移中继平台4沿芯模轴线方向(X向)作水平横移运动。所述纵移中继平台5沿横移中继平台4上的纵向导轨进行纵向平移。
所述弧形导轨6安装在纵移中继平台5上,位于旋转电机7的左侧。
所述旋转电机7安装在纵移中继平台5上,位于纵移中继平台5的右侧。所述弧形齿条8安装在旋转平台9上,位于旋转平台9的右侧下面。所述旋转轴10安装在纵移中继平台5上,位于纵移中继平台5的左侧,旋转轴10的旋转中心位于缠绕压辊12中心正下方;纵移中继平台5右侧沿X方向设有弧形导轨6;旋转电机7通过圆柱齿轮与旋转平台9上的弧形齿条8内啮合,驱动旋转平台9沿弧形导轨6绕旋转轴10旋转。
所述离型膜回收装置11安装在旋转平台9上方左侧,离型膜与橡胶胶带分离后直接缠绕到离型膜回收装置11上,离型膜回收装置11由电机驱动提供缠绕张力并控制胶带速度,缠绕张力主要由离型膜承受。
所述缠绕压辊12安装在压辊支撑轴上,缠绕压辊12由缠绕敷设装置13中的压辊旋转机构驱动旋转并由缠绕恒压控制机构控制缠绕压力,通过缠绕压辊12将胶带压缠到芯模2上。
所述的缠绕敷设装置13安装在旋转平台9上方左侧,临近离型膜回收装置11,缠绕敷设装置13内部安装有压辊旋转机构与缠绕恒压控制机构,其中压辊旋转机构驱动缠绕压辊12绕压辊支撑轴转动,缠绕恒压控制机构控制缠绕压力并提供压力过载保护功能。
所述纠偏装置14安装在缠绕敷设装置13上,胶带位置检测器15安装在胶带加热装置16左上端部,胶带位置检测器15检测缠绕胶带位置信息,并由纠偏装置14对缠绕胶带位置进行纠偏。
所述胶带加热装置16安装在旋转平台9上方中部,临近缠绕敷设装置13,双背衬胶带20经过导向轮导向进入胶带加热装置16内部,胶带加热装置16对胶带进行加热并控制加热温度,提高缠绕胶带自粘性能。
所述保护膜回收装置17安装在旋转平台9上方中部,胶带保护膜在缠绕胶带加热前与胶带剥离,由保护膜回收装置17回收。胶带保护膜剥离之后,胶带上表面将不再与胶带导向轮等其它构件接触,避免了缠绕过程中胶带接触污染。
所述超声波切割装置18安装在旋转平台9上方右侧,超声波切割装置18具有两个切割刃,对缠绕胶带污染边进行切割,并保证缠绕胶带宽度。
所述胶带导向轮19安装在旋转平台9上临近超声波切割装置18两侧,实现缠绕胶带的导向功能。在旋转平台9及胶带加热装置16多处设有胶带导向轮19。
所述双背衬胶带20由橡胶胶带、保护膜和离型膜组成,保护膜贴合在橡胶胶带上表面,离型膜贴合在橡胶胶带下表面。
所述胶带盘21安装在胶带盘支撑装置上,胶带盘支撑装置安装在旋转平台9上方最右侧,胶带盘支撑装置通过磁粉制动器控制缠绕张力。
固体火箭发动机橡胶绝热层自动缠绕成型过程如下:
第一步,安装胶带:
胶带盘21安装在胶带盘支撑装置上,保证胶带盘21轴向定位准确;双背衬胶带20头部增加一定的工艺辅助长度,该部分没有橡胶胶带,首先将该部分的保护膜与离型膜通过人工缠绕到保护膜回收装置17与离型膜回收装置11上,以满足自动化缠绕工艺要求,避免缠绕橡胶材料浪费;安装胶带宽度中心线与经过的所有胶带导轮宽度中心线重合。
第二步,准备缠绕:
通过缠绕敷设装置13中的缠绕恒压控制机构给缠绕压辊12施加恒定的缠绕压力,通过胶带盘支撑装置的磁粉制动器设定缠绕张力,启动加热装置16加热至设定温度,启动超声波切割装置18开始切割缠绕胶带。
第三步,开始缠绕:
1)根据缠绕轨迹控制缠绕设备运动机构,使缠绕压辊12移动到缠绕位置;
2)启动芯模支撑装置1,使芯模开始缠绕转动;
3)同时启动离型膜回收装置11开始缠绕胶带传送,保证缠绕胶带张力达到规定值,双背衬胶带20绕过胶带导向轮19,经过超声波切割装置18切除胶带污染边后,由加热装置16下方导向轮导向,胶带进入加热装置16,同时胶带上层保护膜与缠绕胶带分离,缠绕到保护膜回收装置17进行回收,胶带在加热装置16内加热后,经过胶带位置检测器15、纠偏装置14,到达缠绕压辊12,此时离型膜与胶带分离并缠绕到离型膜回收装置11回收。
通过胶带位置检测器15检测胶带位置、胶带起胶位置,纠偏装置14根据胶带位置检测信息进行纠偏;当胶带起胶位置到达缠绕位置时,系统根据缠绕轨迹控制缠绕压辊位置、姿态开始缠绕。
第四步,缠绕结束:
缠绕结束后,关闭缠绕设备,由人工将橡胶胶带切断,缠绕设备复位。
以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
一种固体火箭发动机绝热层自动化缠绕设备及其使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0