

IPC分类号 : B26D11/00,B26D1/00,B26D1/06,B26D5/08,B26D7/26,B26D7/08,B26D7/06





专利摘要
本技术公开了一种用于贴面线清边装置,包括清边工作区,清边工作区包括机架、传送装置、清边装置和集屑装置;清边装置包括横向清边刀驱动机构、横梁、横向清边刀组件和两个纵向清边刀组件,横向清边刀组件与横梁滑动连接,两个纵向清边刀组件分别连接在机架的左侧和右侧;横向清边刀组件用于清除密度板前端和后端的多余饰面纸,两个纵向清边刀组件用于分别清除密度板左端和右端的多余饰面纸;本技术清边效果好,可以对密度板四周边沿多余的饰面纸一次性切削干净,清边速度块,效率高,可以满足自动化生产线快速生产的要求。
权利要求
1.一种用于贴面线清边装置,包括等待工作区和清边工作区,所述等待工作区包括滚轮传送带,所述等待工作区的后端设置有清边工作区,其特征在于:
所述清边工作区包括机架、传送装置、清边装置和集屑装置;
所述传送装置包括压轮组件、导向组件和传送组件;
所述传送组件包括前动力辊、后动力辊、托轮组件和传送驱动机构,所述前动力辊和后动力辊分别转动连接在机架的前侧和后侧,所述传送驱动机构同时与前动力辊和后动力辊连接且传送驱动机构用于驱动前动力辊和后动力辊在机架上转动,所述前动力辊和后动力辊之间连接有多个托轮组件,相邻托轮组件之间设有间隙且平行设置;
所述导向组件有两个且对称的连接在机架的左侧和右侧,两个导向组件位于前动力辊上方,所述导向组件用于为传送组件上传送的密度板提供导向作用,所述压轮组件连接在机架上且位于传送组件上方,所述压轮组件用于压紧传送组件上传送的密度板;
所述清边装置位于所述传送组件的上方且位于前动力辊和后动力辊之间,所述清边装置包括横向清边刀驱动机构、横梁、横向清边刀组件和两个纵向清边刀组件,所述横梁位于传送组件的上方且横梁的长度延伸方向垂直于传送组件的传送方向,所述横向清边刀组件与横梁滑动连接,所述横向清边刀驱动机构连接在横梁上且用于驱动横向清边刀组件在横梁上滑动,两个所述纵向清边刀组件分别连接在机架的左侧和右侧;所述横向清边刀组件用于清除密度板前端和后端的多余饰面纸,两个所述纵向清边刀组件用于分别清除密度板左端和右端的多余饰面纸;
所述集屑装置包括集屑斗和集屑小车,所述集屑斗固定连接在机架上且位于传送组件的下方,所述集屑小车位于集屑斗的下方。
2.根据权利要求1所述的用于贴面线清边装置,其特征在于:所述横向清边刀驱动机构包括驱动电机、带轮和传送带,所述驱动电机连接在所述横梁一端部,所述横梁的两端分别转动连接有带轮且两个所述带轮之间通过传送带连接,所述驱动电机的输出轴与其中一个带轮连接且驱动电机用于通过带轮带动传送带运转,所述横向清边刀组件固定连接在传送带上。
3.根据权利要求2所述的用于贴面线清边装置,其特征在于:
所述横向清边刀组件包括滑动结构、接板和刀具组件,所述滑动结构与横梁滑动连接且滑动结构固定连接在传送带上,所述滑动结构的底部通过接板连接有刀具组件;
所述刀具组件包括前连杆、前弹簧、前横向刀体、后连杆、后弹簧和后横向刀体;
所述接板的前端转动连接有两个相互平行设置的前连杆,其中一个前连杆端部垂直固定连接有前连接轴一,且前连接轴一上套设有两个前弹簧,所述前横向刀体的一端部上的刀座套接在两个前弹簧之间的前连接轴一上,另一个前连杆端部垂直固定连接有前连接轴二,所述前横向刀体的另一端部上的刀座套接在前连接轴二上,所述前横向刀体能在前连接轴一和前连接轴二上滑动,所述接板通过前拉紧弹簧与其中一个前连杆连接;
所述接板的后端转动连接有两个相互平行设置的后连杆,其中一个后连杆端部垂直固定连接有后连接轴一,且后连接轴一上套设有两个后弹簧,所述后横向刀体的一端部上的刀座套接在两个后弹簧之间的后连接轴一上,另一个后连杆端部垂直固定连接有后连接轴二,所述后横向刀体的另一端部上的刀座套接在后连接轴二上,所述后横向刀体能在后连接轴一和后连接轴二上滑动,所述接板通过后拉紧弹簧与其中一个后连杆连接;
所述前横向刀体的切割刀刃面朝向左前方或右前方,所述后横向刀体的切割刀刃面朝向左后方或右后方,所述前横向刀体的长度延伸方向与后横向刀体的长度延伸方向平行。
4.根据权利要求3所述的用于贴面线清边装置,其特征在于:所述滑动结构包括前滚轮、前墙板、前支架、后滚轮、后墙板和后支架,所述前支架固定连接在前墙板上,所述前墙板和前支架上均转动连接有前滚轮,所述前滚轮与横梁的前侧面滚动连接,所述后支架固定连接在后墙板上,所述后墙板和后支架上均转动连接有后滚轮,所述后滚轮与横梁的后侧面滚动连接,所述前墙板和后墙板的顶部通过上连杆固定连接,所述前墙板和后墙板的底部均与接板连接,所述横梁穿插在上连杆、前墙板、后墙板和接板之间,所述接板与传送带固定连接。
5.根据权利要求4所述的用于贴面线清边装置,其特征在于:
所述纵向清边刀组件包括纵向支架、纵向拉紧弹簧、螺杆、滑块、滑轨和纵向刀体,所述纵向支架上转动连接有螺杆的一端,所述螺杆通过螺纹连接有滑块,所述纵向支架上设有滑轨,所述滑轨的长度延伸方向与螺杆的长度延伸方向平行,所述滑块与滑轨滑动连接;
所述滑块远离螺杆的一端转动连接有两根相互平行的纵向连杆,其中一个纵向连杆端部垂直固定连接有纵向连接轴一,且纵向连接轴一上套设有两个纵向弹簧,所述纵向刀体的一端部上的刀座套接在两个纵向弹簧之间的纵向连接轴一上,另一个纵向连杆端部垂直固定连接有纵向连接轴二,所述纵向刀体的另一端部上的刀座套接在纵向连接轴二上,所述纵向刀体能在纵向连接轴一和纵向连接轴二上滑动,所述滑块通过纵向拉紧弹簧与其中一个纵向连杆连接;
所述纵向刀体的长度延伸方向与传送组件的传送方向不平行,位于机架左侧的纵向清边刀组件的纵向刀体的切割刀刃面朝向右前方,位于机架右侧的纵向清边刀组件的纵向刀体的切割刀刃面朝向左前方。
6.根据权利要求1所述的用于贴面线清边装置,其特征在于:所述传送驱动机构包括传动轴、电机、链轮一、链轮二、前锥齿轮一和后锥齿轮一,所述传动轴垂直于前动力辊和后动力辊设置,所述传动轴的两端通过带座轴承转动连接在机架上且位于传送组件一侧,所述电机固定连接在支架上,所述电机的输出轴连接有链轮一,所述链轮一与传动轴上的链轮二啮合,所述传动轴上的前锥齿轮一与前动力辊端部的前锥齿轮二啮合,所述传动轴上的后锥齿轮一与后动力辊端部的后锥齿轮二啮合;
所述前动力辊和后动力辊的两端均通过带座轴承转动连接在机架上,所述前动力辊和后动力辊上设有轮体,所述轮体外端有聚氨酯外层。
7.根据权利要求6所述的用于贴面线清边装置,其特征在于:所述托轮组件包括条形角钢和转动连接在条形角钢上的多个包胶轮,所述条形角钢的一端与前动力辊固定连接,所述条形角钢的另一端与后动力辊固定连接。
8.根据权利要求7所述的用于贴面线清边装置,其特征在于:所述压轮组件有两个,且分别设置在前动力辊上方和后动力辊上方,所述压轮组件包括两个带座轴承、四个支板、转轴、气缸一、转臂一和两个压轮,所述转轴的两端分别通过带座轴承转动连接在机架上,所述气缸一的一端通过气缸支座与机架顶部转动连接,所述气缸一的伸缩杆的端部与转臂一的一端转动连接,所述转臂一的另一端与转轴的中部固定连接,所述转轴的一端部固定连接有两个支板,该两个支板通过轮轴与一个压轮转动连接,所述转轴的另一端部固定连接有两个支板,该两个支板通过轮轴与另一个压轮转动连接;
所述气缸一用于通过转臂一带动转轴旋转从而使转轴上的压轮下降或升起,所述转轴上的压轮下降时用于压紧传送组件上传送的密度板。
9.根据权利要求8所述的用于贴面线清边装置,其特征在于:所述导向组件包括导向支架、导尺和棘齿轮,所述导向支架固定连接在机架上,所述导向支架的前端固定连接有导尺,所述导向支架转动连接有导向连杆,所述导向连杆的另一端转动连接有棘齿轮,所述导向支架的后端还固定连接有缓冲弹簧,所述缓冲弹簧另一端与棘齿轮接触从而对棘齿轮施加垂直于传送方向的推力。
10.根据权利要求9所述的用于贴面线清边装置,其特征在于:所述传送装置还包括定位组件,所述定位组件有两个;
所述定位组件包括气缸二、转臂二、定位杆和定位块,所述定位杆的两端分别通过带座轴承转动连接在机架的左侧和右侧,所述定位杆与前动力辊平行设置,所述定位杆上垂直固定连接有多个定位块,所述气缸二的缸体转动连接在机架左侧或者右侧,所述气缸二的伸缩杆的端部与转臂二的一端转动连接,所述转臂二的另一端与定位杆的一端部固定连接;
一个所述定位组件的定位杆与机架的中前部转动连接,另一个所述定位组件的定位杆与机架的中后部转动连接;两个所述定位组件内的气缸二、转臂二和定位杆对称设置;
所述气缸二用于通过转臂二带动定位杆旋转从而使定位杆上的定位块升起或者下降,所述定位块升起时用于阻挡传动组件上的密度板继续前进。
说明书
技术领域
本技术属于清边机领域,具体涉及一种用于贴面线清边装置来对密度板四周多余的饰面纸进行清边处理。
背景技术
密度板生产过程中,往往需对其上表面和下表面进行贴纸处理,这样不但可以提高它的美观性,而且还可以提高它的耐磨性。而往往所贴纸的尺寸不能完全贴合密度板的尺寸,为了减少密度板的浪费,在清边工艺上都还是从切削边沿饰面纸入手。常用采用清边的方法有人工清边或者利用清边机完成工作。人工清边,劳动强度大,人工成本高,效率低。
现有密度板生产线上的清边机对密度板四周边沿多余的饰面纸难以一次性切削干净,经过清边处理的板仍然会有残留纸片,达不到一次清除的目的,且清边速度慢,工作效率低下,无法满足自动化生产线快速生产的要求。
发明内容
本技术所要解决的技术问题是针对上述现有技术的不足提供一种用于贴面线清边装置,本用于贴面线清边装置清边效果好,可以对密度板四周边沿多余的饰面纸一次性切削干净,清边速度块,效率高,可以满足自动化生产线快速生产的要求。
为实现上述技术目的,本技术采取的技术方案为:
一种用于贴面线清边装置,包括等待工作区和清边工作区,所述等待工作区包括滚轮传送带,所述等待工作区的后端设置有清边工作区,所述清边工作区包括机架、传送装置、清边装置和集屑装置;
所述传送装置包括压轮组件、导向组件和传送组件;
所述传送组件包括前动力辊、后动力辊、托轮组件和传送驱动机构,所述前动力辊和后动力辊分别转动连接在机架的前侧和后侧,所述传送驱动机构同时与前动力辊和后动力辊连接且传送驱动机构用于驱动前动力辊和后动力辊在机架上转动,所述前动力辊和后动力辊之间连接有多个托轮组件,相邻托轮组件之间设有间隙且平行设置;
所述导向组件有两个且对称的连接在机架的左侧和右侧,两个导向组件位于前动力辊上方,所述导向组件用于为传送组件上传送的密度板提供导向作用,所述压轮组件连接在机架上且位于传送组件上方,所述压轮组件用于压紧传送组件上传送的密度板;
所述清边装置位于所述传送组件的上方且位于前动力辊和后动力辊之间,所述清边装置包括横向清边刀驱动机构、横梁、横向清边刀组件和两个纵向清边刀组件,所述横梁位于传送组件的上方且横梁的长度延伸方向垂直于传送组件的传送方向,所述横向清边刀组件与横梁滑动连接,所述横向清边刀驱动机构连接在横梁上且用于驱动横向清边刀组件在横梁上滑动,两个所述纵向清边刀组件分别连接在机架的左侧和右侧;所述横向清边刀组件用于清除密度板前端和后端的多余饰面纸,两个所述纵向清边刀组件用于分别清除密度板左端和右端的多余饰面纸;
所述集屑装置包括集屑斗和集屑小车,所述集屑斗固定连接在机架上且位于传送组件的下方,所述集屑小车位于集屑斗的下方。
作为本技术进一步改进的技术方案,所述横向清边刀驱动机构包括驱动电机、带轮和传送带,所述驱动电机连接在所述横梁一端部,所述横梁的两端分别转动连接有带轮且两个所述带轮之间通过传送带连接,所述驱动电机的输出轴与其中一个带轮连接且驱动电机用于通过带轮带动传送带运转,所述横向清边刀组件固定连接在传送带上。
作为本技术进一步改进的技术方案,所述横向清边刀组件包括滑动结构、接板和刀具组件,所述滑动结构与横梁滑动连接且滑动结构固定连接在传送带上,所述滑动结构的底部通过接板连接有刀具组件;
所述刀具组件包括前连杆、前弹簧、前横向刀体、后连杆、后弹簧和后横向刀体;
所述接板的前端转动连接有两个相互平行设置的前连杆,其中一个前连杆端部垂直固定连接有前连接轴一,且前连接轴一上套设有两个前弹簧,所述前横向刀体的一端部上的刀座套接在两个前弹簧之间的前连接轴一上,另一个前连杆端部垂直固定连接有前连接轴二,所述前横向刀体的另一端部上的刀座套接在前连接轴二上,所述前横向刀体能在前连接轴一和前连接轴二上滑动,所述接板通过前拉紧弹簧与其中一个前连杆连接;
所述接板的后端转动连接有两个相互平行设置的后连杆,其中一个后连杆端部垂直固定连接有后连接轴一,且后连接轴一上套设有两个后弹簧,所述后横向刀体的一端部上的刀座套接在两个后弹簧之间的后连接轴一上,另一个后连杆端部垂直固定连接有后连接轴二,所述后横向刀体的另一端部上的刀座套接在后连接轴二上,所述后横向刀体能在后连接轴一和后连接轴二上滑动,所述接板通过后拉紧弹簧与其中一个后连杆连接;
所述前横向刀体的切割刀刃面朝向左前方或右前方,所述后横向刀体的切割刀刃面朝向左后方或右后方,所述前横向刀体的长度延伸方向与后横向刀体的长度延伸方向平行。
作为本技术进一步改进的技术方案,所述滑动结构包括前滚轮、前墙板、前支架、后滚轮、后墙板和后支架,所述前支架固定连接在前墙板上,所述前墙板和前支架上均转动连接有前滚轮,所述前滚轮与横梁的前侧面滚动连接,所述后支架固定连接在后墙板上,所述后墙板和后支架上均转动连接有后滚轮,所述后滚轮与横梁的后侧面滚动连接,所述前墙板和后墙板的顶部通过上连杆固定连接,所述前墙板和后墙板的底部均与接板连接,所述横梁穿插在上连杆、前墙板、后墙板和接板之间,所述接板与传送带固定连接。
作为本技术进一步改进的技术方案,所述纵向清边刀组件包括纵向支架、纵向拉紧弹簧、螺杆、滑块、滑轨和纵向刀体,所述纵向支架上转动连接有螺杆的一端,所述螺杆通过螺纹连接有滑块,所述纵向支架上设有滑轨,所述滑轨的长度延伸方向与螺杆的长度延伸方向平行,所述滑块与滑轨滑动连接;
所述滑块远离螺杆的一端转动连接有两根相互平行的纵向连杆,其中一个纵向连杆端部垂直固定连接有纵向连接轴一,且纵向连接轴一上套设有两个纵向弹簧,所述纵向刀体的一端部上的刀座套接在两个纵向弹簧之间的纵向连接轴一上,另一个纵向连杆端部垂直固定连接有纵向连接轴二,所述纵向刀体的另一端部上的刀座套接在纵向连接轴二上,所述纵向刀体能在纵向连接轴一和纵向连接轴二上滑动,所述滑块通过纵向拉紧弹簧与其中一个纵向连杆连接;
所述纵向刀体的长度延伸方向与传送组件的传送方向不平行,位于机架左侧的纵向清边刀组件的纵向刀体的切割刀刃面朝向右前方,位于机架右侧的纵向清边刀组件的纵向刀体的切割刀刃面朝向左前方。
作为本技术进一步改进的技术方案,所述传送驱动机构包括传动轴、电机、链轮一、链轮二、前锥齿轮一和后锥齿轮一,所述传动轴垂直于前动力辊和后动力辊设置,所述传动轴的两端通过带座轴承转动连接在机架上且位于传送组件一侧,所述电机固定连接在支架上,所述电机的输出轴连接有链轮一,所述链轮一与传动轴上的链轮二啮合,所述传动轴上的前锥齿轮一与前动力辊端部的前锥齿轮二啮合,所述传动轴上的后锥齿轮一与后动力辊端部的后锥齿轮二啮合;
所述前动力辊和后动力辊的两端均通过带座轴承转动连接在机架上,所述前动力辊和后动力辊上设有轮体,所述轮体外端有聚氨酯外层。
作为本技术进一步改进的技术方案,所述托轮组件包括条形角钢和转动连接在条形角钢上的多个包胶轮,所述条形角钢的一端与前动力辊固定连接,所述条形角钢的另一端与后动力辊固定连接。
作为本技术进一步改进的技术方案,所述压轮组件有两个,且分别设置在前动力辊上方和后动力辊上方,所述压轮组件包括两个带座轴承、四个支板、转轴、气缸一、转臂一和两个压轮,所述转轴的两端分别通过带座轴承转动连接在机架上,所述气缸一的一端通过气缸支座与机架顶部转动连接,所述气缸一的伸缩杆的端部与转臂一的一端转动连接,所述转臂一的另一端与转轴的中部固定连接,所述转轴的一端部固定连接有两个支板,该两个支板通过轮轴与一个压轮转动连接,所述转轴的另一端部固定连接有两个支板,该两个支板通过轮轴与另一个压轮转动连接;
所述气缸一用于通过转臂一带动转轴旋转从而使转轴上的压轮下降或升起,所述转轴上的压轮下降时用于压紧传送组件上传送的密度板。
作为本技术进一步改进的技术方案,所述导向组件包括导向支架、导尺和棘齿轮,所述导向支架固定连接在机架上,所述导向支架的前端固定连接有导尺,所述导向支架转动连接有导向连杆,所述导向连杆的另一端转动连接有棘齿轮,所述导向支架的后端还固定连接有缓冲弹簧,所述缓冲弹簧另一端与棘齿轮接触从而对棘齿轮施加垂直于传送方向的推力。
作为本技术进一步改进的技术方案,所述传送装置还包括定位组件,所述定位组件有两个;
所述定位组件包括气缸二、转臂二、定位杆和定位块,所述定位杆的两端分别通过带座轴承转动连接在机架的左侧和右侧,所述定位杆与前动力辊平行设置,所述定位杆上垂直固定连接有多个定位块,所述气缸二的缸体转动连接在机架左侧或者右侧,所述气缸二的伸缩杆的端部与转臂二的一端转动连接,所述转臂二的另一端与定位杆的一端部固定连接;
一个所述定位组件的定位杆与机架的中前部转动连接,另一个所述定位组件的定位杆与机架的中后部转动连接;两个所述定位组件内的气缸二、转臂二和定位杆对称设置;
所述气缸二用于通过转臂二带动定位杆旋转从而使定位杆上的定位块升起或者下降,所述定位块升起时用于阻挡传动组件上的密度板继续前进。
本技术的有益效果为:
(1)本技术的刀具选择上融入了金属切削原理的一些相关技术,刀具的硬度方面要求不高,一般达到HRC45~50即可,材料通常采用65Mn和9Si Cr等低合金工具钢。刀具选择锯片刀,这种刀具切屑比较干净,制作也相对简单,通过改善刀具的安装角度(即前后横向刀体和纵向刀体的切割刀刃面的朝向),以及通过安装前后拉紧弹簧和纵向拉紧弹簧来增大切割时的缓冲力,最终提高切削质量,可以对密度板四周边沿多余的饰面纸一次性切削干净。
(2)本技术的四把清边刀具(前横向刀体、后横向刀体、两个纵向刀体),各负责切削密度板前后以及两边的余料,每把刀具只切削一边,这样切削的同时给排屑也带来了方便。刀具倾斜一定角度(后角约2°~7°)安装,切边的切削会因重力顺着刀面下滑到集屑小车里,另外本技术的刀体呈平板状,切削也不易缠绕在刀具上,这样有效地避免了切屑阻塞现象的发生。
(3)本技术的清边装置加快了清边速度且减少了清边工序,提高了生产效率。密度板在刚贴完饰面纸时,由于热压机的加热,温度较高,不宜马上切削,但密度板在运输过程中温度会慢慢降下来,将清边装置安装在贴面工序的生产线上,这样可以做到及时切削,同时减少了单独的进板和退板工序,简化了操作流程。
(4)本技术的机架上形成有从左至右依次分布的等待工作区及清边工作区,在所述清边工作区进行清边处理,同时在所述等待工作区已经备存有待清边的密度板,在前一个密度板清边完成后,处于所述等待工作区的待清边的密度板可以迅速补充到清边工作区,进行下一个密度板的清边处理,提高了清边效率,具有较好的效果。
附图说明
图1是本实施例的等待工作区、清边工作区的结构右视图。
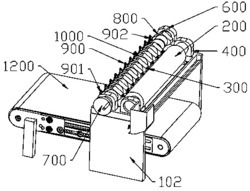
图2是本实施例的清边工作区的结构主视图。
图3是本实施例的清边工作区的结构左视图。
图4是本实施例的清边工作区的结构右视图。
图5是本实施例的清边工作区的结构俯视图。
图6是本实施例的横向清边刀组件的结构主视图。
图7是本实施例的横向清边刀组件的结构仰视图。
图8是本实施例的横向清边刀组件的结构左视图。
图9是本实施例的纵向清边刀组件的结构主视图。
图10是本实施例的纵向清边刀组件的结构俯视图。
图11是本实施例的纵向清边刀的结构主视图。
图12是本实施例的集屑装置的结构后视图。
图13是本实施例的集屑小车的结构主视图。
图14是本实施例的传送装置的结构左视图。
图15是本实施例的传送装置的结构后视图。
图16是本实施例的传送装置的结构俯视图。
图17是本实施例的动力辊的结构主视图。
图18是本实施例的拖轮组件的结构俯视图。
图19是本实施例的压轮组件的结构主视图。
图20是本实施例的压轮组件的部分结构左视图。
图21是本实施例的定位组件的结构后视图。
图22是本实施例的定位组件的部分结构左视图。
图23是本实施例的导向组件的结构主视图。
图24是本实施例的导向组件的结构俯视图。
具体实施方式
下面根据图1-图24对本技术的具体实施方式作出进一步说明:
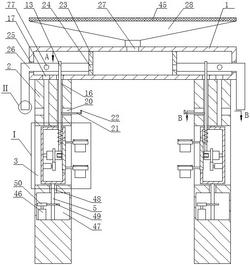
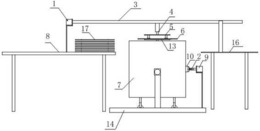
如图1所示,一种用于贴面线清边装置,包括机架1、传送装置3、清边装置2和集屑装置7。所述机架1上形成有从左至右依次分布的等待工作区4和清边工作区5;所述等待工作区4包括滚轮4-1和传送带4-2;所述清边工作区5上固定有侧门5-1,上封板5-2和下封板5-3分别固定在所述清边工作区5的进入端,两者中间留有部分空隙5-4;所述清边装置2设于所述机架1上,且位于所述清边工作区5;所述传送装置3设于所述机架1上。密度板在等待工作区4等候,待清边工作区5中的密度板完成清边后,等待工作区4的密度板在滚轮4-1和传送带4-2的传送下从清边工作区5的中间空隙5-4进入。
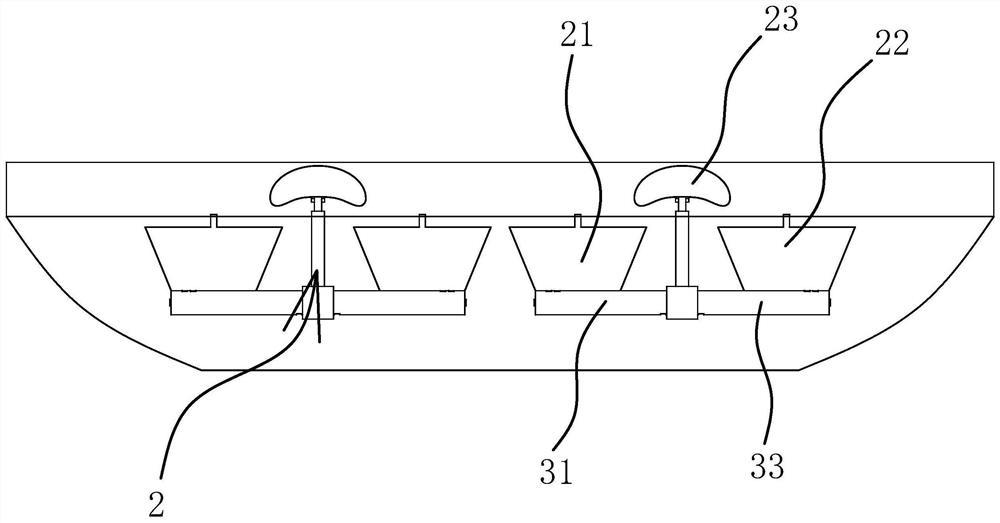
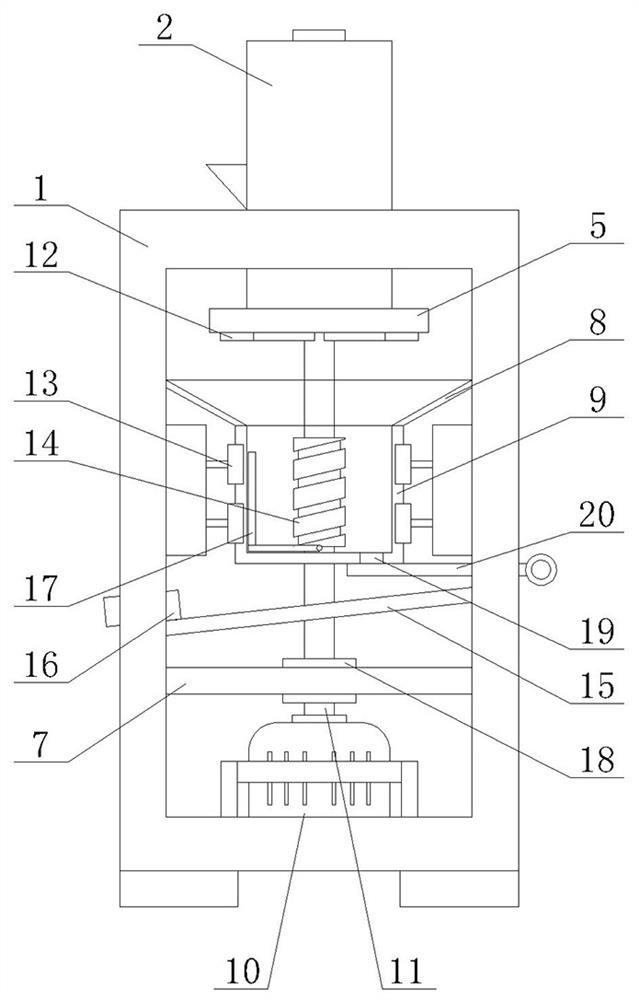
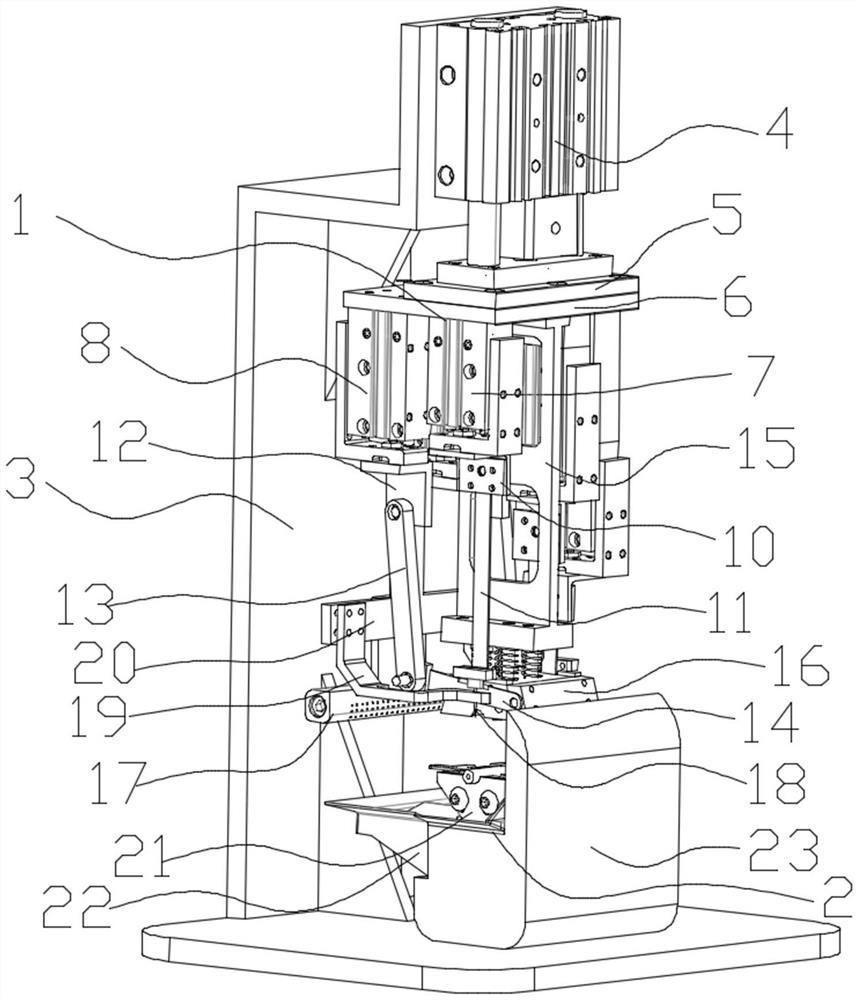
所述清边装置2位于所述传送装置3的传送组件的上方且位于传送装置3的前动力辊3-3和后动力辊3-4之间,所述清边装置2用于清除处于清边工作区5的密度板四周的多余饰面纸。如图2至图6,清边装置2包括横向清边刀驱动机构2-1、横梁2-3、横向清边刀组件2-2和两个纵向清边刀组件6。所述横梁2-3位于传送装置3的传送组件上方且横梁2-3的长度延伸方向垂直于传送组件的传送方向,如图6和图7所示,所述横向清边刀组件2-2与横梁2-3滑动连接,所述横向清边刀驱动机构连接在横梁2-3上且用于驱动横向清边刀组件2-2在横梁2-3上滑动,两个所述纵向清边刀组件6分别连接在机架1的左侧和右侧(如图5所示);所述横向清边刀组件2-2用于清除密度板前端和后端的多余饰面纸,两个所述纵向清边刀组件6用于分别清除密度板左端和右端的多余饰面纸。当密度板进入清边工作区5时,横向清边刀组件2-2在横向清边刀驱动机构的带动下,从左至右清除密度板首端的多余饰面纸,完毕后密度板在传送组件的带动下继续向前传送,传送的同时,固定在两侧的纵向清边刀清除密度板两侧的多余饰面纸,当到达输出端时,密度板停止运动,横向清边刀组件2-2在横向清边刀驱动机构的带动下,从右至左清除密度板末端的多余饰面纸,清除完毕后密度板移出清边工作区。
本实施例中,如图6至图8所示,所述横向清边刀驱动机构包括驱动电机2-1、带轮2-6和传送带2-7,所述驱动电机2-1连接在所述横梁2-3一端部,所述横梁2-3的两端分别转动连接有带轮2-6且两个所述带轮2-6之间通过传送带2-7连接,所述驱动电机2-1的输出轴与其中一个带轮2-6连接且驱动电机2-1用于通过带轮2-6带动传送带2-7运转,所述横向清边刀组件2-2固定连接在传送带2-7上。驱动电机2-1运转后,通过带轮2-6带动传送带2-7运转,传送带2-7带动横向清边刀组件2-2在横梁2-3上水平往复滑动。
本实施例中,如图6所示,所述横向清边刀组件2-2包括滑动结构2-8、接板2-9和刀具组件2-10,所述滑动结构2-8与横梁2-3滑动连接且滑动结构2-8固定连接在传送带2-7上,所述滑动结构2-8的底部通过接板2-9连接有刀具组件2-10。
如图7和图8所示,所述刀具组件2-10包括前连杆2-10-1、前弹簧2-10-6、前横向刀体2-10-5、后连杆2-10-7、后弹簧2-10-10和后横向刀体2-10-11。
如图7和图8所示,所述接板2-9的前端转动连接有两个相互平行设置的前连杆2-10-1,其中一个前连杆2-10-1端部垂直固定连接有前连接轴一2-10-2,且前连接轴一2-10-2上套设有两个前弹簧2-10-6,所述前横向刀体2-10-5的一端部上的刀座2-10-4套接在两个前弹簧2-10-6之间的前连接轴一2-10-2上;另一个前连杆2-10-1端部垂直固定连接有前连接轴二2-10-3,所述前横向刀体2-10-5的另一端部上的刀座2-10-4套接在前连接轴二2-10-3上,所述前横向刀体2-10-5能在前连接轴一2-10-2和前连接轴二2-10-3上滑动;如图7所示,所述接板2-9通过前拉紧弹簧2-10-12与其中一个前连杆2-10-1连接。前拉紧弹簧2-10-12用于对前横向刀体2-10-5提供一定的缓冲力,使得前横向刀体2-10-5在切割密度板上的多余饰面纸时,前横向刀体2-10-5能紧贴待切割的密度板且具有一定的弹力,更好的切割多余饰面纸。
如图7和图8所示,所述接板2-9的后端转动连接有两个相互平行设置的后连杆2-10-7,其中一个后连杆2-10-7端部垂直固定连接有后连接轴一2-10-9,且后连接轴一2-10-9上套设有两个后弹簧2-10-10,所述后横向刀体2-10-11的一端部上的刀座2-10-4套接在两个后弹簧2-10-10之间的后连接轴一2-10-9上;另一个后连杆2-10-7端部垂直固定连接有后连接轴二2-10-8,所述后横向刀体2-10-11的另一端部上的刀座2-10-4套接在后连接轴二2-10-8上,所述后横向刀体2-10-11能在后连接轴一2-10-9和后连接轴二2-10-8上滑动;如图7所示,所述接板2-9通过后拉紧弹簧2-10-13与其中一个后连杆2-10-7连接。后拉紧弹簧2-10-13用于对后横向刀体2-10-11提供一定的缓冲力,使得后横向刀体2-10-11在切割密度板上的多余饰面纸时,后横向刀体2-10-11能紧贴待切割的密度板且具有一定的弹力,更好的切割多余饰面纸。
如图7所示,所述前横向刀体2-10-5和后横向刀体2-10-11均倾斜一定角度设置,即前横向刀体2-10-5的切割刀刃面朝向整个装置的左前方或右前方,后横向刀体2-10-11的切割刀刃面朝向整个装置的左后方或右后方,前横向刀体2-10-5的长度延伸方向与后横向刀体2-10-11的长度延伸方向平行。
如图8所示,所述滑动结构2-8包括前滚轮2-8-3、前墙板2-8-1、前支架2-8-2、后滚轮2-8-5、后墙板2-8-7和后支架2-8-6,所述前支架2-8-2固定连接在前墙板2-8-1上,所述前墙板2-8-1和前支架2-8-2上均通过螺母转动连接有前滚轮2-8-3,所述前滚轮2-8-3与横梁2-3的前侧面滚动连接,所述后支架2-8-6固定连接在后墙板2-8-7上,所述后墙板2-8-7和后支架2-8-6上均转动连接有后滚轮2-8-5,所述后滚轮2-8-5与横梁2-3的后侧面滚动连接,所述前墙板2-8-1和后墙板2-8-7的顶部通过上连杆2-8-4固定连接,所述前墙板2-8-1和后墙板2-8-7的底部均与接板2-9连接,所述横梁2-3穿插在上连杆2-8-4、前墙板2-8-1、后墙板2-8-7和接板2-9之间,所述接板2-9与传送带2-7固定连接。如图6所示,所述横梁2-3两端还设有通过螺钉2-5固定的限位块2-4;
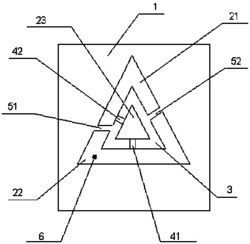
本实施例中,如图9至图11所示,所述纵向清边刀组件6包括纵向支架6-1、纵向拉紧弹簧6-5、螺杆6-2、滑块6-3、滑轨6-4和纵向刀体6-7,所述纵向支架6-1上转动连接有螺杆6-2的一端,所述螺杆6-2通过螺纹连接有滑块6-3,所述纵向支架6-1上设有滑轨6-4,所述滑轨6-4的长度延伸方向与螺杆6-2的长度延伸方向平行,所述滑块6-3与滑轨6-4滑动连接。所述滑块6-3远离螺杆6-2的一端转动连接有两根相互平行的纵向连杆6-6,其中一个纵向连杆6-6端部垂直固定连接有纵向连接轴一6-10,且纵向连接轴一6-10上套设有两个纵向弹簧6-8(同理横向清边刀组件2-2的刀具组件2-10的结构),所述纵向刀体6-7的一端部上的刀座2-10-4套接在两个纵向弹簧6-8之间的纵向连接轴一6-10上;另一个纵向连杆6-6端部垂直固定连接有纵向连接轴二6-9,所述纵向刀体6-7的另一端部上的刀座2-10-4套接在纵向连接轴二6-9上,所述纵向刀体6-7能在纵向连接轴一6-10和纵向连接轴二6-9上滑动,所述滑块6-3通过纵向拉紧弹簧6-5与其中一个纵向连杆6-6连接。纵向拉紧弹簧6-5用于对纵向连杆6-6提供一定的缓冲力,使得纵向刀体6-7在切割密度板上的多余饰面纸时,纵向刀体6-7能紧贴待切割的密度板且具有一定的弹力,更好的切割多余饰面纸。
所述纵向刀体6-7的长度延伸方向与传送组件的传送方向不平行,如图5所示,位于机架1左侧的纵向清边刀组件6的纵向刀体6-7的切割刀刃面朝向整个装置的右前方,位于机架1右侧的纵向清边刀组件6的纵向刀体6-7的切割刀刃面朝向整个装置的左前方。如图11所示,纵向刀体6-7通过底板6-11固定在刀座2-10-4上。纵向刀体6-7倾斜一定角度,两个纵向清边刀组件6的纵向刀体6-7之间的距离由进入端到输出端逐渐变窄,清除密度板两侧的多余饰面纸。
如图12所示,所述集屑装置7包括集屑斗7-1和集屑小车7-2,所述集屑斗7-1固定连接在机架1上且位于传送组件的下方,所述集屑小车7-2位于集屑斗7-1的下方。集屑斗7-1焊接在清边工作区5的下方,集屑小车7-2固定在集屑斗7-1的下方。如图13所示,所述集屑小车7-2包括车箱7-2-4、车架7-2-5、两个定向车脚7-2-6和两个转向车脚7-2-7。所述车箱7-2-4由铁板7-2-2和角钢7-2-3焊接而成并焊接在所述车架7-2-5上;所述车架7-2-5由拉手7-2-1、角钢和铁板焊接而成;所述两个定向车脚7-2-6对称固定在所述车架7-2-5的最前端;所述两个转向车脚7-2-7通过平机螺栓和薄螺母对称连接在所述车架7-2-5的最后端(靠近拉手7-2-1端)。
如图14和图15所示,所述传送装置3包括两个压轮组件3-1、两个定位组件3-2、两个导向组件3-5和传送组件。
如图16所示,所述传送组件包括前动力辊3-3、后动力辊3-4、托轮组件3-6和传送驱动机构3-7,所述前动力辊3-3和后动力辊3-4分别转动连接在机架1的前侧和后侧,所述传送驱动机构3-7同时与前动力辊3-3和后动力辊3-4连接且传送驱动机构3-7用于驱动前动力辊3-3和后动力辊3-4在机架1上转动,所述前动力辊3-3和后动力辊3-4之间连接有多个托轮组件3-6,相邻托轮组件3-6之间设有间隙且平行设置。
所述导向组件3-5有两个且对称的连接在机架1的左侧和右侧,两个导向组件3-5位于前动力辊3-3上方,所述导向组件3-5用于为传送组件上传送的密度板提供导向作用,所述压轮组件3-1连接在机架1上且位于传送组件上方,所述压轮组件3-1用于压紧传送组件上传送的密度板。
如图16所示,所述传送驱动机构3-7包括传动轴3-7-1、电机3-7-2、链轮一3-7-3、链轮二3-7-4、前锥齿轮一3-7-6和后锥齿轮一3-7-5,所述传动轴3-7-1垂直于前动力辊3-3和后动力辊3-4设置,且位于所述清边工作区的一侧,所述传动轴3-7-1的两端通过带座轴承转动连接在机架1上且位于传送组件一侧,所述电机3-7-2固定连接在支架上,且位于清边工作区5的输出端,并位于传动轴3-7-1的下方,所述电机3-7-2的输出轴连接有链轮一3-7-3,所述链轮一3-7-3与传动轴3-7-1上的链轮二3-7-4啮合,所述传动轴3-7-1上的前锥齿轮一3-7-6与前动力辊3-3端部的前锥齿轮二3-3-1啮合,所述传动轴3-7-1上的后锥齿轮一3-7-5与后动力辊3-4端部的后锥齿轮二3-4-1啮合。所述电机3-7-2带动所述链轮一3-7-3转动,所述链轮一3-7-3带动所述链轮二3-7-4转动,所述链轮二3-7-4带动所述传动轴3-7-1转动,所述传动轴3-7-1带动前锥齿轮一3-7-6和后锥齿轮一3-7-5转动,所述前锥齿轮一3-7-6带动所述前锥齿轮二3-3-1转动,所述前锥齿轮二3-3-1带动所述前动力辊3-3转动,所述后锥齿轮一3-7-5带动所述后锥齿轮二3-4-1转动,所述后锥齿轮二3-4-1带动所述后动力辊3-4转动。密度板从设置有导向组件3-5端进入,前动力辊3-3和后动力辊3-4上的主动轮以及托轮组件3-6上的从动轮带动密度板向前运动,直至密度板移出。
如图17所示,所述前动力辊3-3和后动力辊3-4的两端均通过带座轴承一3-3-3转动连接在机架1上,前动力辊3-3和后动力辊3-4分别位于清边工作区5的最前端和最后端,为整个传送装置3提供动力;所述前动力辊3-3和后动力辊3-4的结构相同,均包括两个轴头3-3-4、无缝管和多个轮体3-3-2,轴头安装轴承,无缝管两端与两个轴头3-3-4焊接,所述轮体3-3-2固定在无缝管上,轮体3-3-2外端有聚氨酯外层。前动力辊3-3上的前锥齿轮二3-3-1通过螺钉和键固定在前动力辊3-3的端部,后动力辊3-4上的后锥齿轮二3-4-1通过螺钉和键固定在后动力辊3-4的端部。
如图18所示,所述托轮组件3-6位于前动力辊3-3和后动力辊3-4的中间,辅助传送,包括条形角钢3-6-2和通过螺母和螺栓转动连接在条形角钢3-6-2上的多个包胶轮3-6-1,所述条形角钢3-6-2的一端与前动力辊3-3垂直固定连接,所述条形角钢3-6-2的另一端与后动力辊3-4垂直固定连接。
所述压轮组件3-1有两个,且分别设置在前动力辊3-3上方和后动力辊3-4上方,分别位于所述清边工作区5的最左端和最右端;如图19和图20所示,所述压轮组件3-1包括两个带座轴承二3-1-1、四个支板3-1-4、转轴3-1-2、气缸一3-1-3、转臂一3-1-6和两个压轮3-1-5,所述转轴3-1-2的两端分别通过带座轴承3-1-1二转动连接在机架1上,两个带座轴承二3-1-1通过螺栓和垫圈固定在所述清边工作区5的两侧,所述气缸一3-1-3缸体的一端通过Y接头和轴用卡簧与气缸支座3-1-7转动连接,气缸支座3-1-7通过螺钉和垫圈固定在所述清边工作区5上端,所述气缸一3-1-3的伸缩杆的端部与转臂一3-1-6的一端转动连接,所述转臂一3-1-6的另一端与转轴3-1-2的中部固定连接,所述转轴3-1-2一端部的轴头固定连接有两个支板3-1-4,该两个支板3-1-4通过螺母和轮轴与一个压轮3-1-5转动连接,所述转轴3-1-2另一端部的轴头固定连接有两个支板3-1-4,该两个支板3-1-4通过螺母和轮轴与另一个压轮3-1-5转动连接。所述转轴3-1-2由一对轴头和无缝管焊接而成。
所述气缸一3-1-3用于通过转臂一3-1-6带动转轴3-1-2旋转从而使转轴3-1-2上的压轮3-1-5下降或升起,所述转轴3-1-2上的压轮3-1-5下降时用于压紧传送组件上传送的密度板。
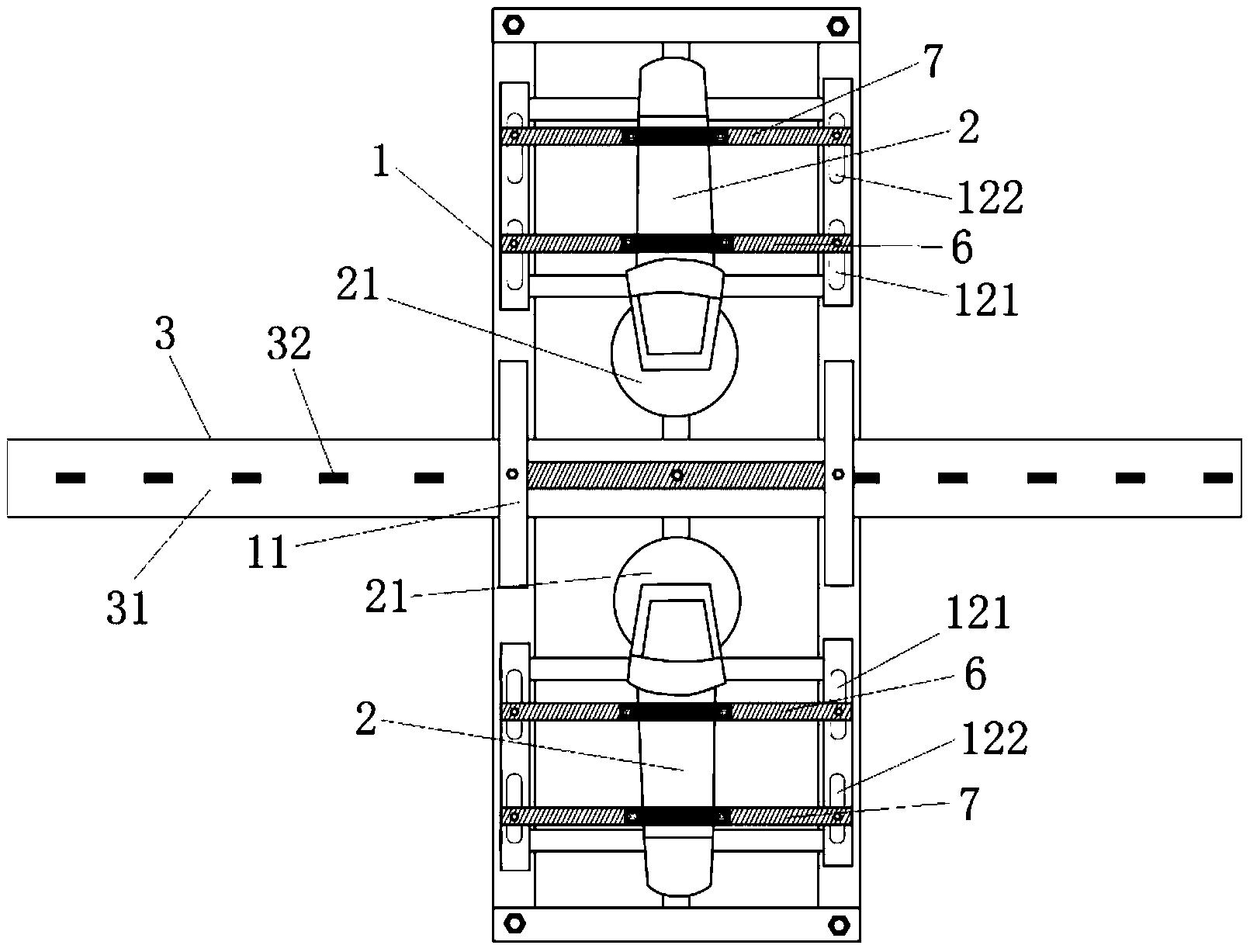
本实施例的定位组件3-2有两个;两个定位组件3-2位于清边工作区5的两侧;所述定位组件3-2包括气缸二3-2-4、转臂二3-2-5、定位杆3-2-1和定位块3-2-2,所述定位杆3-2-1的两端分别通过带座轴承三3-2-3转动连接在机架1的左侧和右侧,所述定位杆3-2-1与前动力辊3-3平行设置,所述定位杆3-2-1上通过螺钉垂直固定连接有两个定位块3-2-2,所述气缸二3-2-4的缸体中部转动连接在机架1左侧或者右侧,所述气缸二3-2-4的伸缩杆的端部与转臂二3-2-5的一端转动连接,所述转臂二3-2-5的另一端与定位杆3-2-1的一端部固定连接。其中定位杆3-2-1由无缝管和一对轴头焊接而成。
一个所述定位组件3-2的定位杆3-2-1与机架1的中前部转动连接,另一个所述定位组件3-2的定位杆3-2-1与机架1的中后部转动连接;两个所述定位组件3-2内的气缸二3-2-4、转臂二3-2-5和定位杆3-2-1对称设置;位于前侧的定位组件3-2的定位杆3-2-1上的两个定位块3-2-2之间的间距大于位于后侧的定位组件3-2的定位杆3-2-1上的两个定位块3-2-2之间的间距。
所述气缸二3-2-4用于通过转臂二3-2-5带动定位杆3-2-1旋转从而使定位杆3-2-1上的定位块3-2-2升起或者下降,所述定位块3-2-2升起时用于阻挡传动组件上的密度板继续前进。
本实施例的两个导向组件3-5分别位于清边工作区5进入端的两侧;如图23和图24所示,导向组件3-5包括导向支架3-5-1、导尺3-5-2和棘齿轮3-5-4,所述导向支架3-5-1固定连接在机架1上,导向支架3-5-1由铁板、筋板和侧板焊接而成,导向支架3-5-1通过螺杆、挡块和挡圈连接导尺3-5-2,所述导尺3-5-2由角钢和铁板焊接而成;所述导向支架3-5-1转动连接有导向连杆3-5-3,所述导向连杆3-5-3的另一端通过轴转动连接有棘齿轮3-5-4,所述导向支架3-5-1的后端还固定连接有缓冲弹簧3-5-5,所述缓冲弹簧3-5-5另一端与棘齿轮3-5-4接触从而对棘齿轮3-5-4施加垂直于传送方向的推力。
本实施例的工作过程为:本实施例的密度板进入清边工作区5内,两个导向组件3-5对密度板起到导向作用,其中导尺3-5-2对密度板进行初步导向,之后棘齿轮3-5-4对密度板进行二次导向,密度板夹紧在两个棘齿轮3-5-4之间,棘齿轮3-5-4对缓冲弹簧3-5-5具有一定的压紧作用(当密度板向前运动脱离棘齿轮3-5-4时,棘齿轮3-5-4在缓冲弹簧3-5-5的作用下复位);前动力辊3-3和后动力辊3-4驱动密度板向前运动,当运动到预设位置后,位于前侧的定位组件3-2动作,定位杆3-2-1上的定位块3-2-2升起阻挡密度板继续前进;位于前侧的压轮组件动作,气缸一3-1-3带动压轮3-1-5下降压紧密度板;之后横向清边刀驱动机构2-1开始驱动横向清边刀组件2-2在横梁2-3上从左向右滑动,位于前侧的前横向刀体2-10-5开始清除密度板前端的多余饰面纸,同时前动力辊3-3和后动力辊3-4停止运转,在前横向刀体2-10-5开始清除密度板前端的多余饰面纸的同时,位于前侧的定位组件3-2的定位杆3-2-1上的定位块3-2-2下降收回;前横向刀体2-10-5清除完成后,位于前侧的压轮组件动作,气缸一3-1-3的伸缩杆收回从而带动压轮3-1-5上升松开密度板。前动力辊3-3和后动力辊3-4驱动密度板继续向前运动,密度板经过两侧的纵向清边刀组件6时,两侧的纵向清边刀组件6的纵向刀体6-7分别清除密度板左端和右端的多余饰面纸。当密度板到达输出端时,前动力辊3-3和后动力辊3-4反向运转,带动密度板反向运动,当运动到预设位置后,位于后侧的定位组件3-2动作,定位杆3-2-1上的定位块3-2-2升起阻挡密度板继续反向运动;位于后侧的压轮组件动作,气缸一3-1-3带动压轮3-1-5下降压紧密度板;之后横向清边刀驱动机构2-1开始驱动横向清边刀组件2-2在横梁2-3上从右向左滑动,位于后侧的后横向刀体2-10-11开始清除密度板后端的多余饰面纸,同时前动力辊3-3和后动力辊3-4停止运转,后横向刀体2-10-11开始清除密度板后端的多余饰面纸的同时,位于后侧的定位组件3-2的定位杆3-2-1上的定位块3-2-2下降收回;后横向刀体2-10-11清除完成后,位于后侧的压轮组件动作,气缸一3-1-3的伸缩杆收回从而带动压轮3-1-5上升松开密度板;之后前动力辊3-3和后动力辊3-4驱动密度板继续向前运动,将密度板移出清边工作区。
本技术的保护范围包括但不限于以上实施方式,本技术的保护范围以权利要求书为准,任何对本技术做出的本领域的技术人员容易想到的替换、变形、改进均落入本技术的保护范围。
一种用于贴面线清边装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0