







专利摘要
本发明提供了一种可变径旋转冷挤压强化工艺装置,包括芯棒以及可滑动地套设于芯棒上且彼此固接的衬套和固定筒,衬套由多个周向排列的扇形衬套块组成,固定筒远离衬套的另一端与电机以及管路系统连接,芯棒包括锥形圆柱体和等径圆柱体,衬套的内部形成锥形通孔,每个扇形衬套块均包括本体和凸台,本体的外表面上具有排布紧密且规则的球形凸起。本发明通过衬套的表面的紧密排布的球形凸起,有利于提高所加工的内孔的疲劳寿命;且将芯棒的形状设置为具有锥形圆柱体,避免了采用方锥形芯棒磨损所造成的对挤压精度的影响;此外,将孔挤压与铰孔工艺相结合,提高所加工的内孔表面的光洁度,保证加工的连续性,进而提高了加工的精度与加工的效率。
权利要求
1.一种可变径旋转冷挤压强化工艺装置,其包括一芯棒(1)以及可滑动地套设于芯棒(1)上的衬套(2),所述衬套(2)由多个结构一致且相对于芯棒(1)周向排列的扇形衬套块(21)组成,其特征在于,一固定筒(3)一端与所述衬套(2)的一端固接并套设于所述芯棒(1)和衬套(2)上,所述固定筒(3)远离所述衬套(2)的另一端与一电机(4)以及管路系统连接,所述芯棒(1)包括锥形圆柱体和等径圆柱体,所述衬套(2)的内部形成锥形通孔,其锥度与芯棒(1)的锥形圆柱体的锥度一致,每个扇形衬套块(21)均包括本体(211)和凸台(212),本体(211)的外表面上具有排布紧密且规则的球形凸起(215);每个凸台(212)上均设有一径向向外延伸的圆柱体(213),且所述固定筒(3)与所述衬套(2)固接的一端沿着固定筒(3)的周向分布有数量与扇形衬套块(21)一致的圆柱孔(31),用于与每个扇形衬套块(21)的圆柱体(213)配合,以将衬套(2)固定于固定筒(3)上;固定筒(3)远离衬套(2)的一端设有电机孔(32),以保证与电机(4)的连接;所述电机(4)驱动固定筒(3)旋转,使得芯棒(1)和衬套(2)在电机(4)的带动下共同旋转。
2.根据权利要求1所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述芯棒(1)的周壁上设有沿径向向外延伸的活塞(11)。
3.根据权利要求2所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述活塞(11)和所述固定筒(3)之间设有密封垫(5)。
4.根据权利要求2所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述活塞(11)的数量是两个,所述两个活塞(11)之间的圆柱体为所述等径圆柱体且两个活塞(11)尺寸相同。
5.根据权利要求1所述的可变径旋转冷挤压强化工艺装置,其特征在于,每个凸台(212)的径向外侧且沿轴向的中央位置处开有环形槽(214)。
6.根据权利要求5所述的可变径旋转冷挤压强化工艺装置,其特征在于,多个所述扇形衬套块(21)在所述环形槽(214)的位置处共同套设有一橡胶圈(6)。
7.根据权利要求1所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述衬套(2)的材质为45钢或40cr。
8.根据权利要求1所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述球形凸起(215)采用激光毛化工艺制备。
9.根据权利要求1所述的可变径旋转冷挤压强化工艺装置,其特征在于,所述锥形圆柱体和所述锥形通孔的锥度均为1:30-1:80。
说明书
技术领域
本发明涉及材料强化领域,具体涉及一种冷挤压强化工艺装置。
背景技术
紧固孔是飞机构件上典型的应力集中部位,在交变载荷的作用下极易产生疲劳裂纹,从而导致整机的安全性、可靠性和使用寿命都大大降低。因此,在设计、选材和制造中,如何尽可能减小紧固孔应力集中的影响,改善飞机结构的抗疲劳性能,延长使用寿命,确保飞机结构的可靠性和安全性,是设计和材料研究者的重要研究课题。
1881年H.R.赫兹最早研究了玻璃透镜在使它们相互接触的力作用下发生的弹性变形。他假设:①接触区发生小变形。②接触面呈椭圆形。③相接触的物体可被看作是弹性半空间,接触面上只作用有分布的垂直压力。凡满足以上假设的接触称为赫兹接触。当接触面附近的物体表面轮廓近似为二次抛物面,且接触面尺寸远比物体尺寸和表面的相对曲率半径小时,由赫兹理论可得到与实际相符的结果。在赫兹接触问题中,由于接触区附近的变形受周围介质的强烈约束,因而各点处于三向应力状态,且接触应力的分布呈高度局部性,随离接触面距离的增加而迅速衰减。此外,接触应力与外加压力呈非线性关系,并与材料的弹性模量和泊松比有关。
在工程实践中,通常对紧固孔进行表面强化处理来提高飞机的寿命。强化技术(fatiguelife enhancement methods,FLEM)是增强飞机疲劳寿命的措施的简称,它是指在不改变结构形式、材料,不增加结构重量的前提下,经过对结构重要部位和关键部位的强化工艺处理,而达到提高结构疲劳寿命的目的[钱晓明,姜银方,管海兵,等.飞机结构件紧固孔强化技术综述[J].机械强度,2011,33(5):749-753]。如今,紧固孔强化技术主要有冷挤压、干涉配合、滚压、机械喷丸和激光冲击强化。
孔挤压作为目前国际上应用最为广泛的连接孔强化手段,在工艺控制良好的情况下,可提高紧固孔疲劳寿命3倍以上[王燕礼,朱有利,曹强,等.孔挤压强化技术研究进展与展望[J].航空学报,2018(2):1-17],其原理是将一个直径大于孔径、硬度高于连接孔材料的芯棒或圆球挤过连接孔,迫使孔壁材料发生弹塑性变形,在孔壁引入大深度高幅值可控残余压应力层,改善孔结构在外载荷作用下的孔边局部应力分布状态,大幅提高连接孔疲劳强度。
目前使用最广泛的孔挤压工艺包括开缝衬套挤压和开缝芯棒挤压。
其中,开缝衬套挤压工艺对孔内表面加工后,沿板的厚度方向会产生较大的应力梯度,对内孔的疲劳寿命有较大的影响,此外,开缝衬套上具有直槽,该直槽会在孔内表面产生凸脊,凸脊处产生应力集中,造成微裂纹的萌生与扩展,因此,在进行孔挤压工艺后,还需二次加工,即对内孔铰孔,以消除凸脊的影响,两道工序的不连续性降低了加工效率。
开缝芯棒挤压工艺对孔内表面加工后,也会在内孔壁留下“十字”凸脊,凸脊处的应力集中不足以达到微裂纹萌生应力,但对内孔壁的表面光洁度及安装精度有较大的影响,为了保证较好的表面光洁度及安装精度,需要二次加工进行铰孔工艺,消除凸脊,造成了工艺的不连续性,同时,工艺的不连续性也将带来加工过程中精度的偏差,进而影响孔的圆度[Rodman G A,Creager M.Split mandrel versus split sleeve coldworking:Dualmethods for extending the fatigue life of metal structures[C]//AdvancedStructural Integrity Methods for Airframe Durability and Damage Tolerance,Part 2.Advanced Structural Integrity Methods for Airframe Durability andDamage Tolerance,Part 2,1994]。此外,在使用过程中,由于芯棒内表面与导轴外表面直接接触,易造成磨损。
因此,目前所使用的孔挤压工艺如开缝衬套挤压和开缝芯棒挤压工艺会在孔内表面产生凸起,导致微裂纹的萌生,且在进行挤压工艺后还需进行铰孔,以保证孔内表面的光洁度。同时,这两种工艺对孔内表面加工后,沿孔厚度方向会产生残余压应力梯度,进而影响内孔的疲劳寿命。
为了克服这些影响,德国慕尼黑EADS创新实验室发明了“可变挤压工具”[Reese ED,Dowson A L,Jones T G B.The Variable Expansion Process,a New Cost EfficientMethod for Cold Working Fastener Holes in Aluminium Aircraft Structures[M]//ICAF 2009,Bridging the Gap between Theory and Operational Practice.SpringerNetherlands,2009:1275-1284],“可变挤压工具”由两部分组成,一部分为方锥形芯棒,另一部分为与内孔与锥形芯棒相配合的衬套,该衬套由圆心轴线重合的4个扇形分块组成。与传统的孔挤压工艺相比,该挤压方法通过对芯棒进行轴向进给,使衬套径向膨胀,以达到孔挤压强化的效果,该工艺加工后孔内的残余应力分布更加均匀,但是,4个扇形分块之间的直槽使得加工后仍然会在孔内表面形成多条凸脊,虽然凸脊处的应力集中水平远低于裂纹萌生状态所需的应力水平,但会对孔内表面的光洁度造成影响。且衬套是由分块扇形衬套组成,一定磨损后易造成偏心,影响孔的圆度。此外,芯棒和衬套发生相对滑动时,容易造成芯棒和衬套内表面的磨损。
发明内容
本发明的目的在于提供一种可变径旋转冷挤压强化工艺装置,以提高内孔的疲劳寿命和表面光洁度,并提高加工效率。
为了实现上述目的,本发明提供了一种可变径旋转冷挤压强化工艺装置,其包括一芯棒以及可滑动地套设于芯棒上的衬套,所述衬套由多个结构一致且相对于芯棒周向排列的扇形衬套块组成,其特征在于,一固定筒一端与所述衬套的一端固接并套设于所述芯棒和衬套上,所述固定筒远离所述衬套的另一端与一电机以及管路系统连接,所述芯棒包括锥形圆柱体和等径圆柱体,所述衬套的内部形成锥形通孔,其锥度与芯棒的锥形圆柱体的锥度一致,每个扇形衬套块均包括本体和凸台,本体的外表面上具有排布紧密且规则的球形凸起。
所述芯棒的周壁上设有沿径向向外延伸的活塞。
所述活塞和所述固定筒之间设有密封垫。
所述活塞的数量是两个,所述两个活塞之间的圆柱体为所述等径圆柱体且两个活塞尺寸相同。
每个凸台上均设有一径向向外延伸的圆柱体,且所述固定筒与所述衬套固接的一端沿着固定筒的周向分布有数量与扇形衬套块一致的圆柱孔。
每个凸台的径向外侧且沿轴向的中央位置处开有环形槽。
多个所述扇形衬套块在所述环形槽的位置处共同套设有一橡胶圈。
所述衬套的材质为45钢或40cr。
所述球形凸起采用激光毛化工艺制备。
所述锥形圆柱体和所述锥形通孔的锥度均为1:30-1:80。
本发明通过衬套的表面的紧密排布的球形凸起,使得在挤压加工时衬套上的球形凸起与孔内表面形成赫兹接触,使得孔沿轴向产生残余压应力,有利于提高所加工的内孔的疲劳寿命;而且,本发明将芯棒的形状设置为具有锥形圆柱体,并将配合的衬套的通孔改为圆锥形,避免了采用方锥形芯棒所容易造成的四个棱角的磨损以及所造成的对挤压精度的影响,保证了芯棒轴向进给的精度;此外,本发明将孔挤压与铰孔工艺相结合,形成一道连续的加工工艺,当挤压强化工序结束后,在电机的带动下,衬套与芯棒进行旋转加工,衬套表面的球形凸起对孔内壁加工,消除挤压过程中衬套对孔内表面产生的凸脊的影响,以提高所加工的内孔表面的光洁度,保证加工的连续性,进而提高了加工的精度与加工的效率。
附图说明
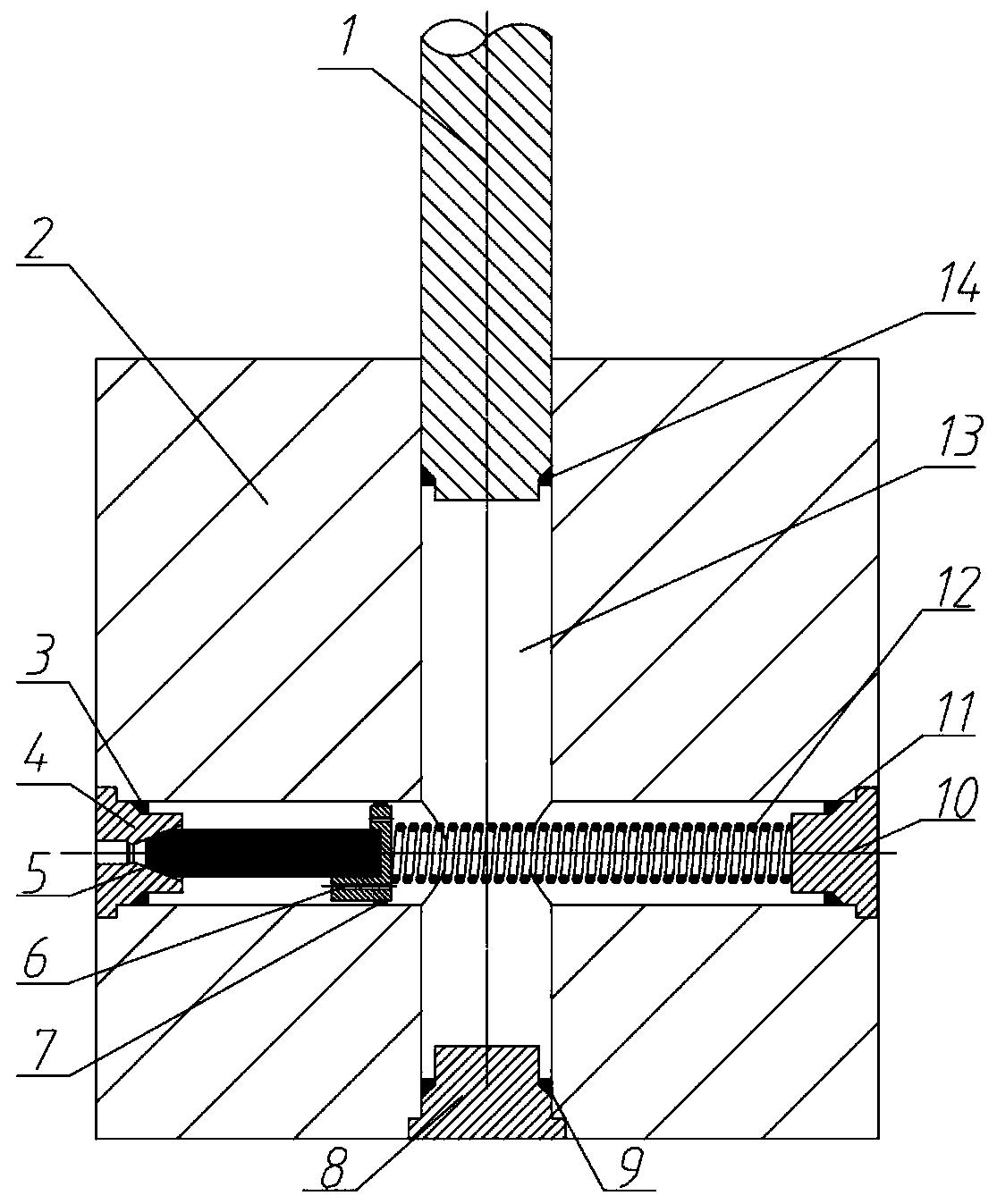
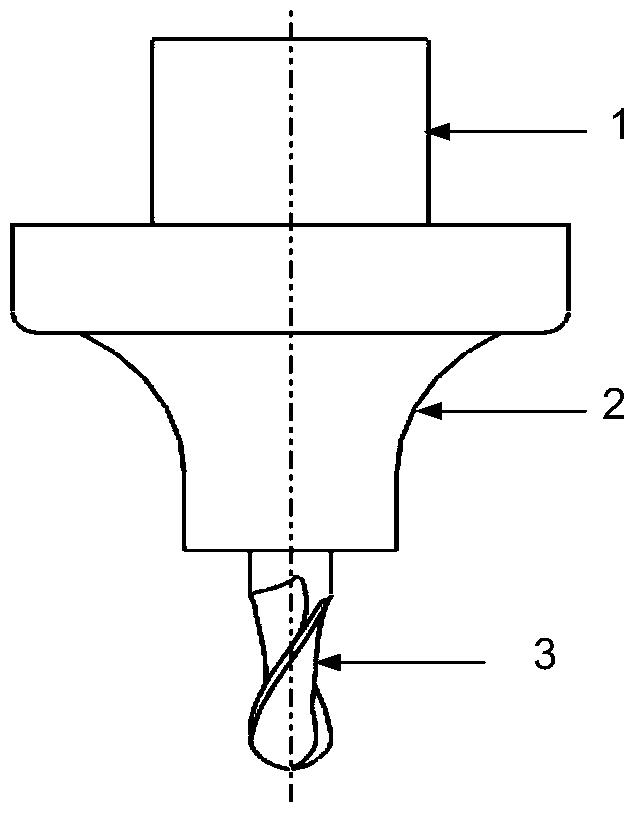
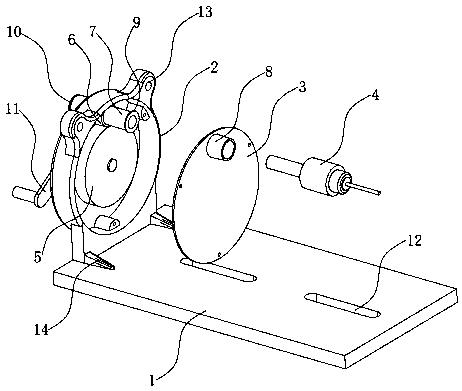
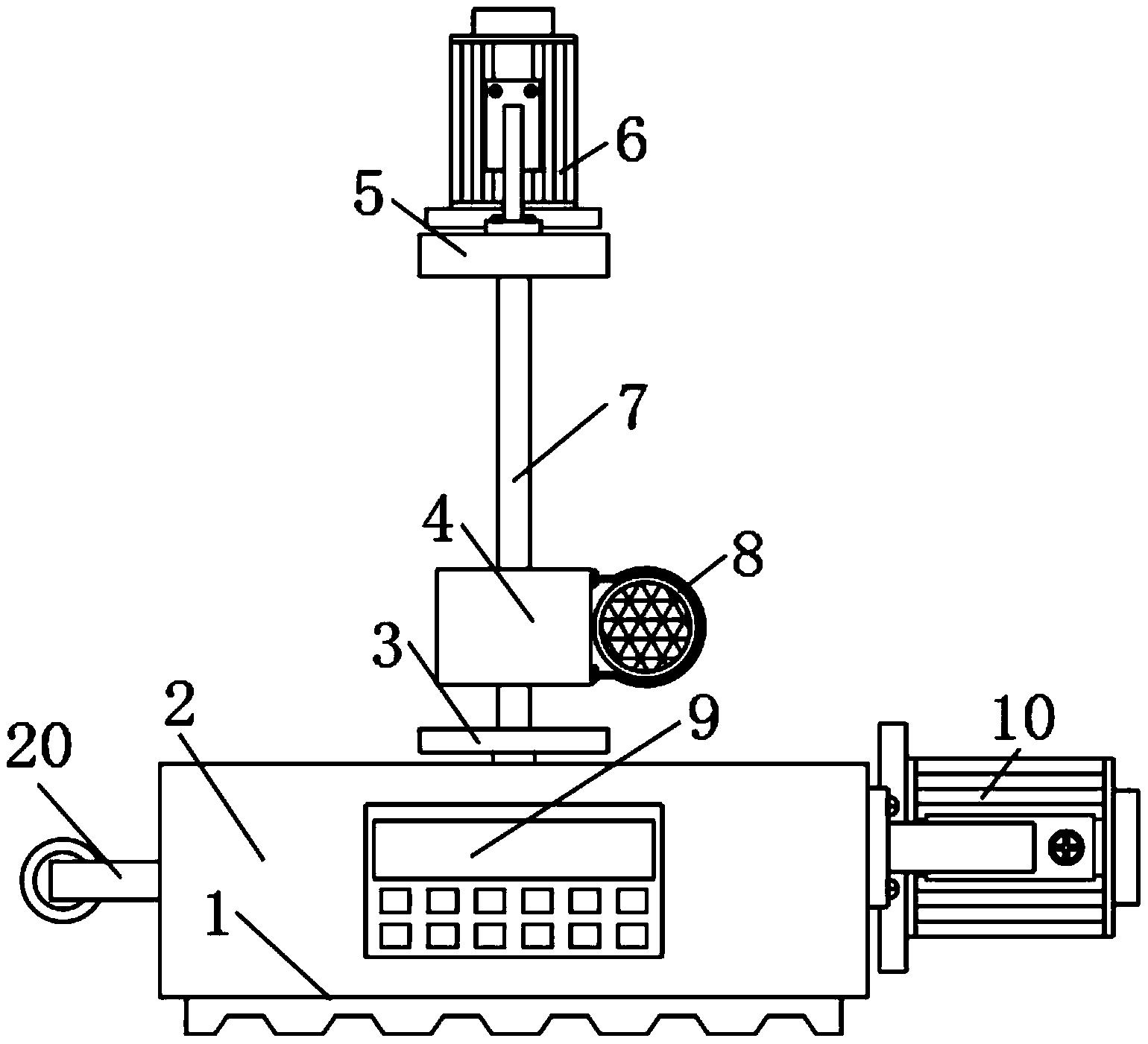
图1是根据本发明的一个实施例的可变径旋转冷挤压强化工艺装置的总体结构示意图;
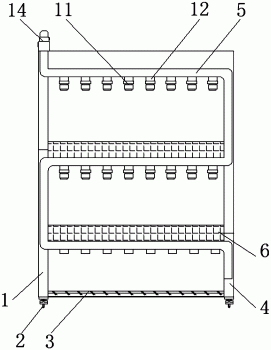
图2A是如图1所示的可变径旋转冷挤压强化工艺装置的衬套的扇形衬套块的正视图;
图2B是如图2A所示的扇形衬套块的左视图;
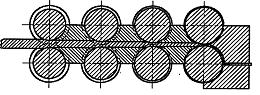
图3是图2A的I处的局部放大图;
图4是根据本发明的一个实施例的可变径旋转冷挤压强化工艺装置的固定筒的结构示意图。
具体实施方式
下面结合附图,给出本发明的较佳实施例,并予以详细描述,使能更好地理解本发明的功能、特点。
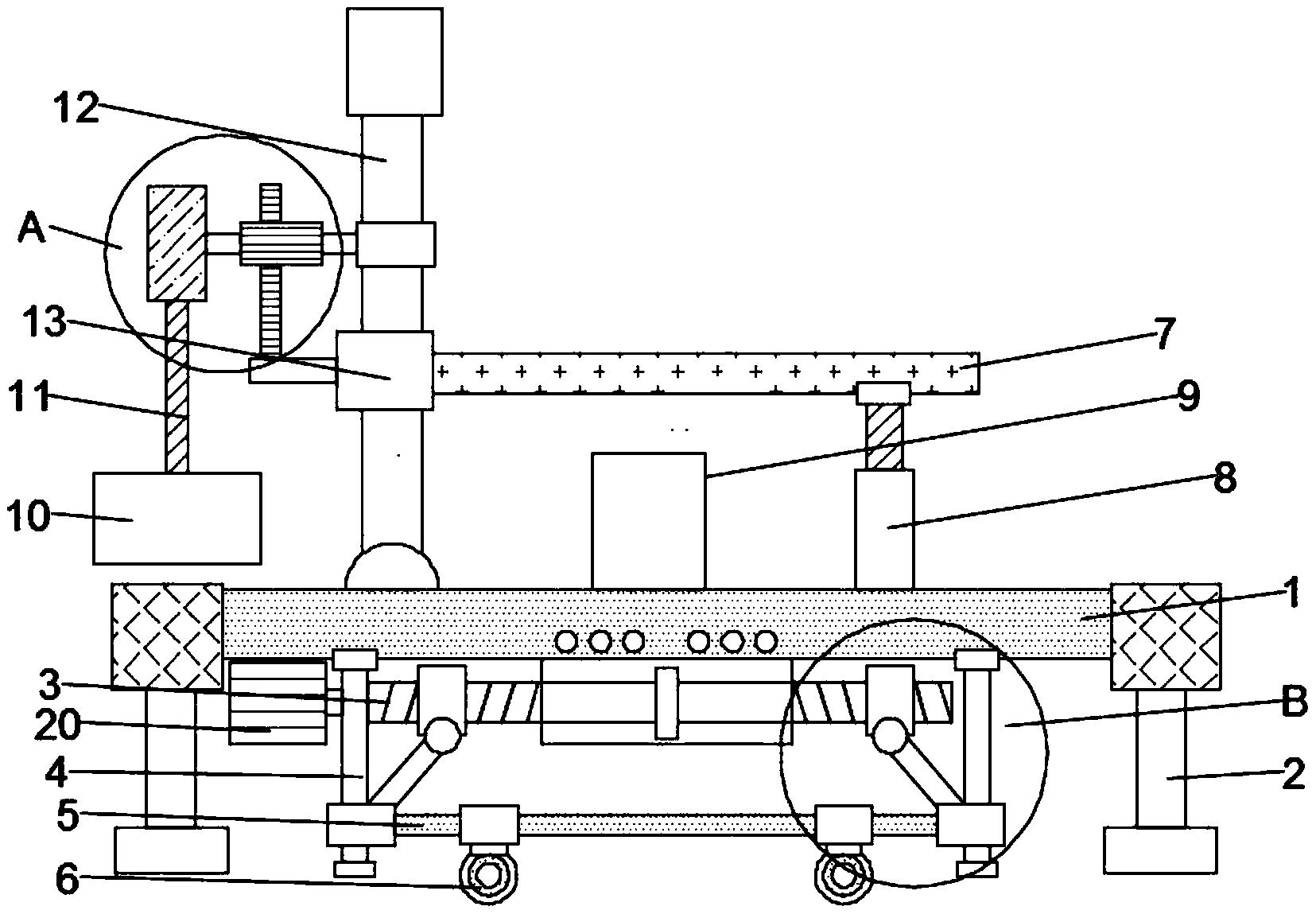
如图1所示为根据本发明的一个实施例的可变径旋转冷挤压强化工艺装置,其包括芯棒1以及可滑动地套设于芯棒1上的衬套2和固定筒3,该固定筒3的一端与衬套2的一端固接并套设于所述芯棒1和衬套2上,且固定筒3远离所述衬套2的另一端与一电机4以及管路系统连接,从而固定筒3受该电机4驱动其旋转以完成旋转加工过程,同时固定筒3内可填充有液压油。
芯棒1包括锥形圆柱体和等径圆柱体,该锥形圆柱体的锥度为1:50,芯棒1的周壁上设有沿径向向外延伸的活塞11,且活塞11和所述固定筒3之间设有密封垫5。由此,芯棒1的活塞11、固定筒3和上文所述的管路系统共同形成一液压动力装置,管路系统的液压油推动固定筒3内活塞11并相应地带动芯棒1沿轴向进给。其中,活塞11的数量是两个,整根芯棒1中,其中一个活塞11到前端这一段是有锥度的,两个活塞11之间为所述等径圆柱体且两个活塞尺寸相同,这样在保证芯棒1居中定位的同时,可以避免活塞11在运动过程中发生密封失效,保证液压油密封不产生泄露而推动芯棒1运动。同时,为保证润滑,在芯棒表面采用表面涂覆工艺,形成具有润滑性质的涂层。
如图2A和2B所示,衬套2由四个结构一致且相对于芯棒1周向排列的扇形衬套块21组成,且衬套2的内部形成锥度与芯棒1的锥形圆柱体一致的锥形通孔,以保证与芯棒1的配合,在使用时,衬套2插入带孔元件的待强化的孔中,使得芯棒1在活塞11的带动下沿轴向进给时对衬套2的内表面进行挤压,从而使衬套2沿径向张开,衬套2上与孔内表面形成赫兹接触,对孔内表面进行挤压,挤压过后,带孔元件的孔沿周向产生残余压应力,有利于提高内孔的疲劳寿命。优选地,衬套2的材料为45钢。每个扇形衬套块21均具有本体211和位于该本体211沿轴向的一端的凸台212,每个凸台212上均设有一径向向外延伸的圆柱体213,用于将衬套2固定于固定筒3上。此外,每个凸台212的径向外侧且沿轴向的中央位置处开有环形槽214,且四个扇形衬套块21在环形槽214的位置处共同套设有一橡胶圈6(如图1所示),以保证衬套2的固定,另一方面,当衬套2被挤压沿着径向变形时,橡胶圈6发生协调变形,保证挤压时的精度。
如图3所示,每个扇形衬套块21的本体211的外表面上具有排布紧密且规则的球形凸起215,用于在孔挤压过程中对孔内壁挤压。该球形凸起215采用激光毛化工艺制备,使得球形凸起215在经过激光加工后,硬度与外壁相比有了很大的提升。衬套外表面激光加工所形成的球形凸起215在挤压过程中与被加工孔内壁形成了赫兹接触,由于以前的孔挤压方式并没有采用过赫兹接触,所以本发明所采用的赫兹接触一方面实现了均匀强化,即在内孔周围产生沿周向均匀分布的残余压应力,另一方面采用赫兹接触后的方式,也有利于第二道工序中的旋转加工。
如图4所示,所述固定筒3与所述衬套2固接的一端沿着固定筒3的周向分布有数量与扇形衬套块21一致的圆柱孔31,用于与每个扇形衬套块21的圆柱体213配合,以将衬套2固定于固定筒3上。固定筒3远离衬套2的一端设有电机孔32,以保证与电机的连接。
下面结合图1说明本发明的工作原理。在工作时,将衬套2插入一带孔元件的内孔中并固定,随后进行挤压加工,即芯棒1与固定筒3配合,在液压油的作用下,芯棒1沿着固定筒3轴向进给,对衬套2的内内表面进行挤压,从而使整个衬套2的各个扇形衬套块21各自沿径向张开,扇形衬套块21上的球形凸起215与内孔的内表面形成赫兹接触,对孔内表面进行挤压,挤压过后,内孔沿周向产生残余压应力;接着进行旋转加工(即铰孔工艺),电机4带动整个装置旋转,使得芯棒1和衬套2在电机4的带动下共同旋转,对该内孔的内表面进行进一步加工,一方面消除挤压过程中衬套对孔内表面产生的凸脊的影响,保证挤压加工过后孔内表面的光洁度,另一方面,由于旋转产生大量热量,使孔内近表面材料再结晶并细化晶粒,进而提升孔内壁的抗疲劳特性,延长使用寿命。
以上所述的,仅为本发明的较佳实施例,并非用以限定本发明的范围,本发明的上述实施例还可以做出各种变化。比如锥形圆柱体的锥度还可以为1:30或者1:80,衬套的材料还可选用40cr。即凡是依据本发明申请的权利要求书及说明书内容所作的简单、等效变化与修饰,皆落入本发明专利的权利要求保护范围。本发明未详尽描述的均为常规技术内容。
可变径旋转冷挤压强化工艺装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0