








专利摘要
本发明涉及一种刚度梯度拉胀材料的制备方法及用途,本发明方法是利用建模软件建模,将模型及数据导入激光切割机中,使用激光切割机切割和雕刻乳胶、聚氨酯、橡胶等弹性体,从而得到二维或三维刚度梯度均匀空隙拉胀材料。制备的刚度梯度均匀空隙结构拉胀材料可以用作鞋垫、鞋底、防弹服、人体防护垫、安全帽及头盔内衬、沙发坐垫、汽车安全座椅、枕头、包装材料、抗缓冲材料等。本发明的特点加工方便,可以一体化成型,适用原材料广。
权利要求
1.一种刚度梯度拉胀材料的制备方法,其特征在于,包括以下步骤:
步骤1、根据要求和用途不同,设计面料的材料、形状与尺寸,使面料具有拉胀结构;
步骤2、用建模软件建模,将建好的模型及数据导入激光切割机中;
步骤3、根据设计目的选择切割原材料;
步骤4、根据设计目的不同,对切割雕刻成型的材料进行后处理,得到拉胀结构材料;
所述拉胀结构在纵向上分为不同组单元,每组单元层数不同,同一组单元结构的粗细相同,不同组间单元结构的粗细不同,以致整体结构抗冲击性能更加优异;所述单元的层数范围为2-50层,所述单元的粗细范围为微米尺度,范围0.5-2000微米;所述拉胀结构材料的孔隙比例可调,范围为0%-95%;
所述拉胀结构的上层单元的细度与下层单元的细度存在差异,形成上层单元的压缩刚度与下层单元的压缩刚度不同,其在拉胀结构材料的纵向上,各层单元的压缩刚度梯度变化;所述拉胀结构上粗下细,各层单元的孔隙率相等或不同;所述拉胀结构上粗下细,各层单元的孔隙率不同指梯度变化。
2.根据权利要求1所述的一种刚度梯度拉胀材料的制备方法,其特征在于,所述拉胀结构的拉胀结构图案包括内凹蜂窝、星形网络、内凹菱形、正十二面体、三角格栅、中心旋转矩形、中心旋转三角形、手性蜂窝、中心旋转多面体、铰接六角形、铰接四边形、铰接三角形及其组合。
3.根据权利要求1所述的一种刚度梯度拉胀材料的制备方法,其特征在于,所述面料的材料为橡胶材料、乳胶材料、聚氨酯类热塑性弹性体、聚酰胺类热塑性弹性体、聚烯烃类热塑性弹性体、苯乙烯类热塑性弹性体,或上述材料组合。
4.根据权利要求1所述的一种刚度梯度拉胀材料的制备方法,其特征在于,所述拉胀结构材料可裁剪、粘结和缝制,以方便做成其它用品;所述的后处理方式包括涂层镀膜、染色、阻燃、抗菌、抗起球、抗静电、免烫、抗皱、拒水疏油。
5.根据权利要求1所述的一种刚度梯度拉胀材料的制备方法,其特征在于,使用面料的材料性能和激光切割深度的不同,材料成型形状不同,用途不同;采用片状原材料时,激光切割尺度小,得到二维面料,做普通服装用,采用大尺度立体材料时,激光切割尺度大,得到三维面料,做各种缓冲材料。
6.根据权利要求1所述的制备方法得到的刚度梯度拉胀材料的用途,其特征在于,用于服装、过滤、隔声、鞋垫、鞋底、人体防护垫、安全帽及头盔内衬、沙发坐垫、汽车安全座椅、枕头、包装材料、抗缓冲材料。
说明书
技术领域
本发明涉及一种刚度梯度拉胀材料的制备方法及用途,尤其是用于制备服用面料、产业用的缓冲减震纺织品的刚度梯度拉胀材料的制备方法,属于纺织材料与技术领域。
背景技术
梯度功能材料是1986年由日本学者首先提出来的,至今已经有了飞速的发展。目前,国外应用梯度理论进行材料设计已涉及到热、电、光、磁等领域。但从力学性能出发,应用梯度理论,探讨设计力学梯度功能结构增强复合材料方面,还未见报道。变刚度材料也是一种功能梯度材料。通过改变材料内部的组分或者结构,可以得到刚度呈梯度变化的功能梯度零件。本发明采用一次成型的方式制备刚度梯度的均匀空隙结构拉胀材料,不仅可以做服装用,还可以做各种抗缓冲材料。
王璐(王璐,苗琳莉等,CN104706443A,2015)发明了一种具有刚度梯度变化的疝修补片,该发明具有足够强度和优良弹性,补片中间主体部分孔径大、柔软、面密度小,有利于组织长入和提高腹壁顺应性,补片边缘具有加强固定部分,提高了材料与缝合线或疝钉等固定装置的固位强度,且利于手术操作中将补片展平。樊瑜波(樊瑜波,李剑,CN106983551A,2017)提供了一种刚度梯度变化的多孔复合骨板及其制备方法,骨板由刚度依次增加的贴合层、过渡层、实体层依次连接构成,各层相应的位置贯穿有定位孔,刚度较小的贴合层与原骨相接触,可降低骨板接触面的刚度,改善应力遮挡效应,刚度较大的实体层实现固定连接;贴合层与过渡层上设有多孔结构,可促进细胞的粘附生长,形成更为牢固的生物固定,有利于骨板的长期有效服役;骨板整体结构采用3D打印一体成型,可实现从贴合层、过渡层的多孔结构到实体层的实体结构的自然过渡和衔接,具有明显的各项异性力学特性。
梯度孔隙材料属于功能梯度材料,兼有低孔隙率材料强度和刚度较高和高孔隙率材料吸音效果较好的优点,而且,梯度孔隙率材料对声波的阻抗沿梯度变化方向呈梯度变化规律,研究表明,渐变阻抗的多孔材料具有最佳的宽频吸声效果,在材料与空气的界面处和材料内部不存在材料成分和声阻的突变,因此,能够减少声音的反射和避免产生应力集中。从本发明的形状上看,该发明还属于梯度孔隙率材料,即沿着某个方向材料的孔隙率呈现梯度式的变化的材料,本发明由下至上孔隙率依次变小或变大。
乔治洛德方法研究和开发液化空气有限公司(P·戴-嘉罗,D·加里等,CN102083769A,2011)申请了一种具有孔隙率梯度和催化活性相梯度的陶瓷泡沫,该材料为圆柱形,外圈致内圈、轴向材料浓度不同。黄健(黄健,熊旭峰等,CN106007524A,2016)提供了一种孔隙率梯度可控的地聚物外墙保温板材及其制备方法,保温板材内部具有气泡,并且气泡在保温板材内部随厚度呈梯度分布。其制备方法为:将碱金属氢氧化物和碱金属硅酸盐水溶液以及水混合,使碱金属氢氧化物完全溶解,然后加入粉煤灰形成地质聚合物浆体,并向地质聚合物浆体中加入发泡剂进行发泡,再加入分散剂和增稠剂,最后注模、养护、脱模即得到孔隙率梯度可控的地聚物外墙保温板材。该保温板材不仅抗压强度大,导热系数低,而且孔隙率大,气泡在保温板材内部随厚度呈梯度分布,不仅能够提高保温效果,用于建筑物墙体保温可以承受更大的负风压,可以有效避免高空坠物。
因此梯度结构材料具有优越的性能,对纺织材料赋予梯度结构及梯度刚度将具有极为优越的性能。
发明内容
本发明的目的是:针对纺织材料的服用面料和缓冲用的产业用纺织品进行梯度刚度结构设计,赋予材料压缩梯度变化,提高压缩的整体协同效应;尤其是结合负泊松比结构,实现梯度负泊松比结构的纺织材料,在结构上实现刚度变化,有效改善缓冲性能和静态下的拉伸性能差异。
为了达到上述目的,本发明的技术方案是提供了一种刚度梯度拉胀材料的制备方法,其特征在于,包括以下步骤:
步骤1、根据要求和用途不同,设计面料的材料、形状与尺寸,使面料具有拉胀结构;
步骤2、用建模软件建模,将建好的模型及数据导入激光切割机中;
步骤3、根据设计目的选择切割原材料;
步骤4、根据设计目的不同,对切割雕刻成型的材料进行后处理,得到拉胀结构材料。
优选地,所述拉胀结构的拉胀结构图案包括内凹蜂窝、星形网络、内凹菱形、正十二面体、三角格栅、中心旋转矩形、中心旋转三角形、中心旋转四面体、手性蜂窝、中心旋转多面体、铰接六角形、铰接四边形、铰接三角形及其组合。
优选地,所述拉胀结构在纵向上分为不同组单元,每组单元层数不同,同一组单元结构的粗细相同,不同组间单元结构的粗细不同,以致整体结构抗冲击性能更加优异。
优选地,所述单元的层数范围为2-50层,所述单元的粗细范围为微米尺度,范围0.5-2000微米;所述拉胀结构材料的孔隙比例可调,范围为0%-95%。
优选地,所述拉胀结构的上层单元的细度与下层单元的细度存在差异,形成上层单元的压缩刚度与下层单元的压缩刚度不同,其在拉胀结构材料的纵向上,各层单元的压缩刚度梯度变化。
优选地,所述拉胀结构上粗下细,各层单元的孔隙率或相等,或不同,或梯度变化。
优选地,所述面料的材料为橡胶材料、乳胶材料、聚氨酯类热塑性弹性体、聚酰胺类热塑性弹性体、聚烯烃类热塑性弹性体、苯乙烯类热塑性弹性体,或上述材料组合。
优选地,所述拉胀结构材料可裁剪、粘结和缝制,以方便做成其它用品;所述的后处理方式包括涂层镀膜、染色、阻燃、抗菌、抗起球、抗静电、免烫、抗皱、拒水疏油。
优选地,使用面料的材料性能和激光切割深度的不同,材料成型形状不同,用途不同;采用片状原材料时,激光切割尺度小,得到二维面料,做普通服装用,材料大尺度立体材料时,激光切割尺度大,得到三维面料,做各种缓冲材料。
本发明的另一个技术方案是提供了一种根据上述的制备方法得到的刚度梯度拉胀材料的用途,其特征在于,用于服装、过滤、隔声、鞋垫、鞋底、防弹服、人体防护垫、安全帽及头盔内衬、沙发坐垫、汽车安全座椅、枕头、包装材料、抗缓冲材料。
本发明的特点和有益效果在于:
(1)本发明制作的材料将拉胀效应和刚度梯度、孔隙刚度相结合,赋予材料更多的性能和使用用途。
(2)本发明可以快速生成刚度梯度拉胀材料,整个制作过程简便易操作,工艺简单,成本低廉,对环境友好。
(3)本发明适用范围和用途广,任何3D建模软件都可以建模,原材料可选择范围,成型产品既可以做二维服装面料,又可以做各种抗缓冲和隔声材料等。
附图说明
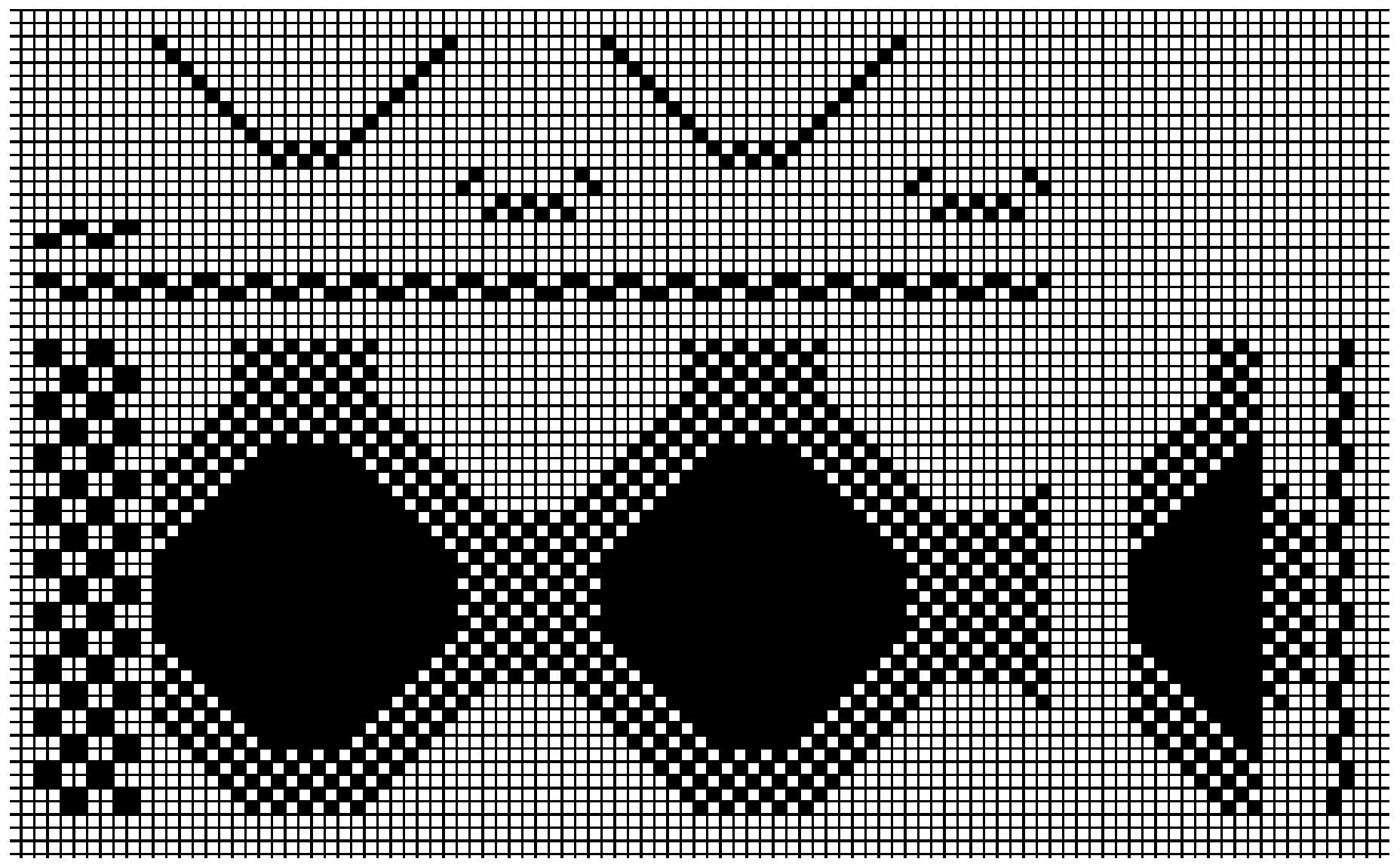
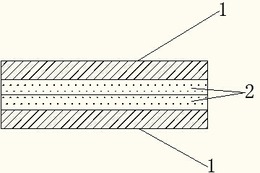
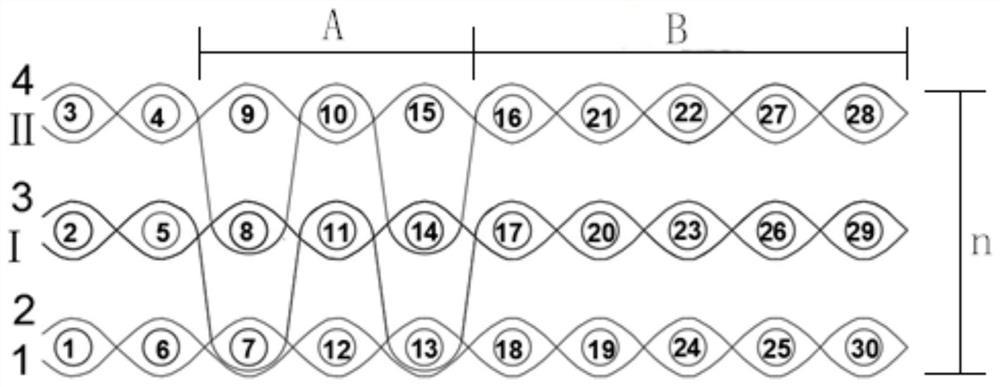
图1为二维内凹六角形刚度梯度拉胀面料示意图;
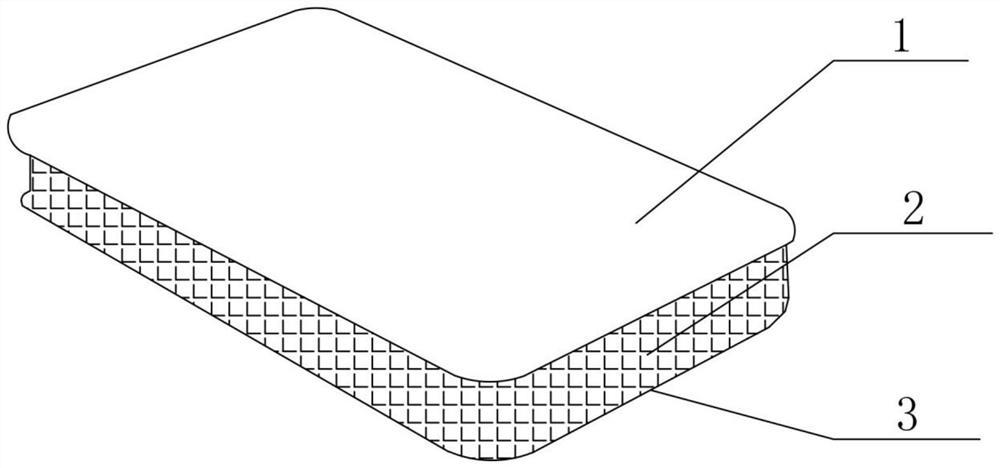
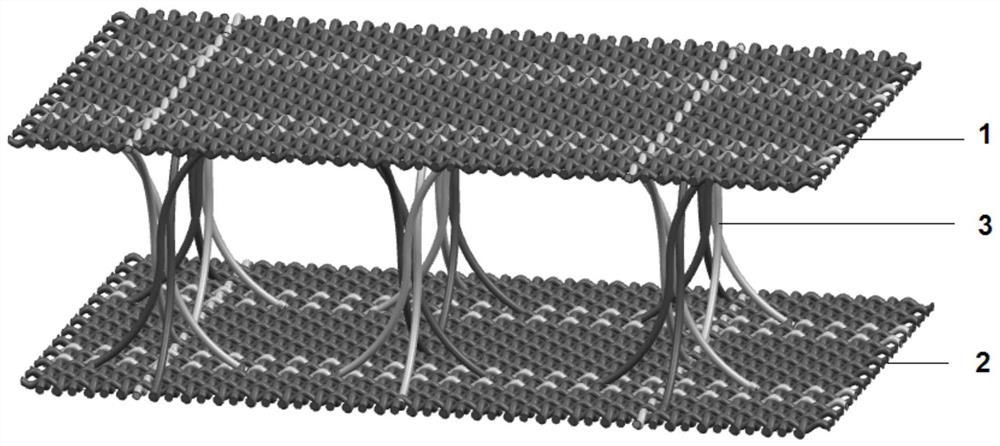
图2为三维内凹六角形刚度梯度拉胀材料示意图;
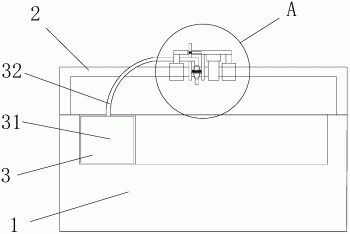
图3为内凹六角形刚度梯度拉胀结构内增高鞋垫示意图;
图4为内凹六角形刚度梯度拉胀结构普通鞋垫示意图;
图5为二维内凹六角形刚度梯度拉胀材料低孔隙率上表面压缩模拟图;
图6为二维内凹六角形刚度梯度拉胀材料高孔隙率上表面压缩模拟图;
图7为二维均匀空隙内凹六角形拉胀材料压缩模拟图。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
本发明的目的是提供一种刚度梯度拉胀材料的制备方法和用途,可以方便快捷地制成具有负泊松比效应、刚度梯度、孔隙率梯度的面料。其成型产品适用于服装、过滤、隔声、鞋垫、鞋底、防弹服、人体防护垫、安全帽及头盔内衬、沙发坐垫、汽车安全座椅、枕头、包装材料、抗缓冲材料等。
为了达到上述目的,本发明提供了一个技术方案包括以下步骤:
(a)根据要求和用途不同,设计面料的材料、形状与尺寸,使得面料具有拉胀结构;
(b)用建模软件建模,建模软件多种多样,可以是SolidWorks,Pro/E,UG,3Ds Max,Rhino,Maya,Softimage,CATIA等,掌握以上任何一种技术的人都可以为此发明建模;
(c)将建好的模型及数据导入激光切割机中,激光切割机优选为非金属激光切割机;
(d)根据设计目的选择切割原材料;
(e)根据设计目的不同,对切割雕刻成型的材料进行后处理,形成拉胀结构材料。后处理方式很多,包括涂层镀膜,染色,阻燃,抗菌,抗起球,抗静电,免烫,抗皱,拒水疏油等。
拉胀结构的拉胀结构图案包括内凹蜂窝、星形网络、内凹菱形、正十二面体、三角格栅、中心旋转矩形、中心旋转三角形、中心旋转四面体、手性蜂窝、中心旋转多面体、铰接六角形、铰接四边形、铰接三角形及其组合。
拉胀结构图案优选内凹六角蜂窝结构,三角形结构,星型结构,人字形结构及手性结构等。
拉胀结构在纵向上分组,每组单元层数不同,同一组单元结构的粗细相同,不同组织间单元结构的粗细不同,以致整体结构抗冲击性能更加优异。
拉胀结构的单元层数范围为2-50层,所述单元的粗细范围为微米尺度,范围0.5-2000微米,拉胀结构的孔隙比例可调,范围为0%-95%。
拉胀结构的上层拉胀单元的细度与下层拉胀单元的细度存在差异,形成上层拉胀单元的压缩刚度与下层拉胀单元的压缩刚度不同,其在拉胀材料的纵向上,各层单元的压缩刚度梯度变化。
拉胀结构的结构上粗下细,但各层拉胀单元的孔隙率或相等,或不同,或梯度变化。拉胀结构材料的结构因为上粗下细,以致上下孔隙率不同,也可设计呈梯度变化。
面料的材料为橡胶材料、乳胶材料、聚氨酯类热塑性弹性体、聚酰胺类热塑性弹性体、聚烯烃类热塑性弹性体、苯乙烯类热塑性弹性体,或上述材料组合;其中所用材料颜色不限,可以是多种多样的。
制备得到的刚度梯度拉胀材料成型后可以裁剪、粘结和缝制,以方便做成其它用品。
刚度梯度拉胀材料,随着原材料性能和激光切割深度的不同,材料成型形状不同,用途不同。采用片状原材料时,激光切割尺度小,得到二维面料,可以做普通服装用,材料大尺度立体材料时,激光切割尺度大,得到三维面料,可以做各种缓冲材料。
刚度梯度拉胀材料的用途广泛,可以用做服装、过滤、隔声、鞋垫、鞋底、防弹服、人体防护垫、安全帽及头盔内衬、沙发坐垫、汽车安全座椅、枕头、包装材料、抗缓冲材料等。
图1为二维内凹六角形刚度梯度拉胀面料示意图,图2为三维内凹六角形刚度梯度拉胀材料示意图,图3为内凹六角形刚度梯度拉胀结构内增高鞋垫示意图,图4为内凹六角形刚度梯度拉胀结构普通鞋垫示意图,图5为二维内凹六角形刚度梯度拉胀材料低孔隙率上表面压缩模拟图,图6为二维内凹六角形刚度梯度拉胀材料高孔隙率上表面压缩模拟图,图7为二维均匀空隙内凹六角形拉胀材料压缩模拟图。
下述实施例1-5中的原材料及设备为国家重点研发计划(2016YFC0802802)资助项目。
实施例1)3层四韧带组织刚度梯度抗菌鞋垫;实施例2)5层内凹六角形刚度梯度防弹服;实施例3)6层星型刚度梯度隔声材料;实施例4)20层双箭头形刚度梯度头盔内胆;实施例5)3层三角形刚度梯度乳胶枕头。
对5个实施例所涉及的构成部件进行对应的参数设置,包括(1)模型参数设计,根据最终产品的质量、厚度尺寸要求,设计模型的尺寸;(2)原材料的选择,根据产品、形状尺寸、质量和性能要求,选择原材料属性;(3)激光切割机参数的选择,根据产品尺寸、用途和原料性能,选择相应的激光切割参数;(4)后处理设计,根据产品使用用途,设计面料后处理工艺。该实施例的设置参数见表1所示。
表1
一种刚度梯度拉胀材料的制备方法和用途专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0