

IPC分类号 : C08L9/00,C08L9/06,C08L7/00,C08K13/02,C08K3/04,C08K3/22,C08K5/09,B32B25/08,B32B25/16,B32B27/06,B32B27/32,B29B7/00,B29C35/02,B29C73/00







专利摘要
本发明涉及一种抗结冰耐磨橡胶及其制备方法,属于橡胶制品技术领域。其包括顺丁橡胶40-80份、丁苯橡胶10-40份、天然橡胶10-20份、补强填料30-70份、硫化活性剂6-13份、硫化剂0.5-2份、硫化促进剂0.5-2份、增塑剂5-15份、防老剂1-6份和超高分子量聚乙烯膜;通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。本发明提供的橡胶在成型过程中表面贴覆一层超高分子量聚乙烯膜,从而解决了橡胶表面结冰难清除的问题,并同时提高了橡胶的耐磨性能,延长了橡胶制品的使用。采用本发明的方法制备的橡胶与超高分子量聚乙烯膜紧密贴合,抗剥离强度高达105-135N/cm,滚筒磨耗值只有10-29mm3。橡胶表面由于多了UHMWPE层,有了更好的抗冲击性能和耐腐蚀性能,能适应恶劣的环境下使用。
权利要求
1.一种抗结冰耐磨橡胶,其特征是配方比例按重量份计如下:顺丁橡胶40-80份、丁苯橡胶10-40份、天然橡胶10-20份、补强填料30-70份、硫化活性剂6-13份、硫化剂0.5-2份、硫化促进剂0.5-2份、增塑剂5-15份、防老剂1-6份和超高分子量聚乙烯膜;其通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。
2.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述丁苯橡胶其结合苯乙烯含量为22.5%-24.5%。
3.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述顺丁橡胶为高顺式顺丁橡胶,顺式1,4-聚丁二烯橡胶的含量为96%。
4.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述补强填料为炭黑N220、炭黑N234中的一种或两种。
5.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述硫化活性剂为氧化锌和硬脂酸中的一种或两种;硫化剂为硫磺,DCP和N,N’-间苯撑双马来酰亚胺PDM中的一种或几种的混合物。
6.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述硫化促进剂为次磺酰胺类促进剂CZ、噻唑类促进剂DM或秋兰姆类促进剂TMTD中的一种或几种的混合物。
7.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述增塑剂为芳烃油、古马隆中的一种或两种。
8.如权利要求1所述抗结冰耐磨橡胶,其特征是:所述防老剂为防老剂RD、防老剂4020NA中的一种或两种。
9.权利要求1所述抗结冰耐磨橡胶的制备方法,其特征是步骤按重量份计如下:
(1)橡胶的制备:
a、塑炼:取顺丁橡胶40-80份、丁苯橡胶10-40份、天然橡胶10-20份于开炼机上塑炼或并用塑炼,其辊距2-4mm,辊温控制在40-50℃,塑炼3-5min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼1-2min;然后开上顶栓加入硫化活性剂6-13份,补强填料30-70份,增塑剂5-15份,防老剂1-6份,密炼4-6min,排胶温度控制在110-130℃,经翻炼、按厚度6-10mm出片、常温冷却得到一段混炼胶并停放8-10h;随后进行二段混炼,密炼机中投入一段混炼胶、硫化促进剂0.5-2份和硫化剂0.5-2份混炼3-4min,排胶温度控制在80-100℃,经翻炼、按厚度6-10mm出片、常温风机冷却,即得混炼橡胶;
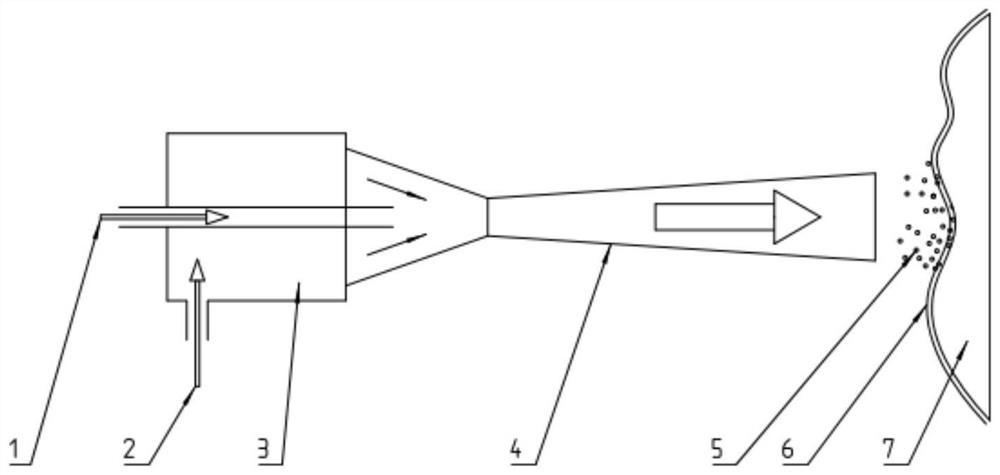
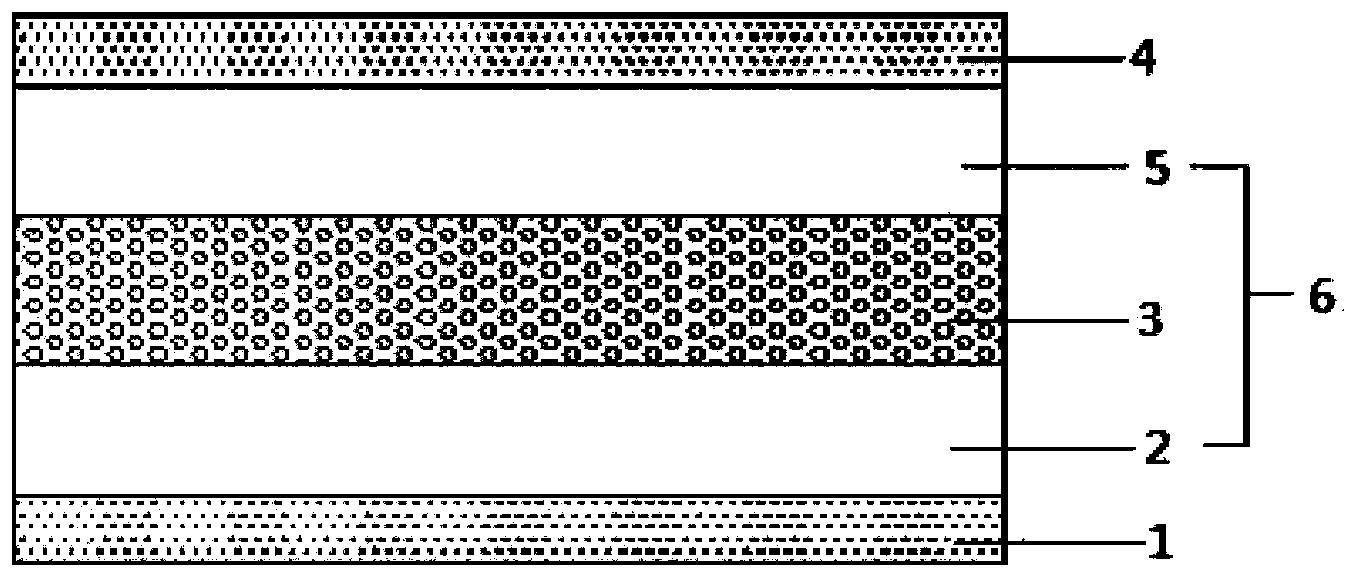
(2)成型:将超高分子量聚乙烯膜裁剪成与步骤(1)所得橡胶相同的大小和形状,然后贴覆在橡胶表面;
(3)硫化:在130-160℃、12-14MPa硫化条件下将超高分子量聚乙烯膜与橡胶共同硫化30-60min;
(4)修整:将步骤(3)所得物料脱模修整,即得产品抗结冰耐磨橡胶。
10.如权利要求9所述抗结冰耐磨橡胶的制备方法,其特征是:所述超高分子量聚乙烯膜分子量150 -350万,厚度为0.1-1mm。
说明书
技术领域
本发明涉及一种抗结冰耐磨橡胶及其制备方法,所制得的产品具有很好的抗结冰和耐磨性能,属于橡胶制品技术领域。
背景技术
橡胶制品不仅为人们提供不可或缺的日用、医用产品,在交通、矿业、建筑、机械、电子等重工业和新兴产业也越来越多的用到橡胶制品。当橡胶制品暴露在户外使用并且气候极其寒冷,会出现严重的积冰清除起来特别困难。
例如,橡胶电缆线遇到冻雨等较为严重的自然灾害,短时间内就可以在物体表面结附大量的冰,造成输电线路断裂(李桂冬,杨照辉.输电线路的覆冰研究与分析[J].应用能源技术,2013)。目前我国高寒地区矿山开采企业采用输送带运输散装物料,在室外布置的带式输送机运输的粉状物料常常含水量高,尤其是在雨雪冻雨等寒冷恶劣天气状况下,传送带表面易结厚厚的冰层且很难清除,导致运输物料效率下降并增大输送机的能耗。严重情况下还会导致输送带结构变形及断裂问题。
现有技术对解决橡胶积冰提出了较多的方案(魏兵虎.露天运煤带式输送机防严寒措施浅析[J].煤矿机电,2012),如机械除冰、电力加热融冰、设置刮刀和清扫器、喷洒防冻液等化学试剂。但这些方法往往耗费大量的能源并且会造成橡胶的损害和环境的污染,很难有效地解决橡胶表面积冰的问题。因此需要一种在寒冷环境下使用的抗结冰并且耐磨损的高性能橡胶。
本发明是在橡胶的表面复合一层超高分子量聚乙烯(UHMWPE)薄膜,UHMWPE分子量在150万以上,具有优异的综合性能,其冲击强度要比聚碳酸脂高3-5倍,耐磨性优于其它常用工程塑料和某些金属,自润滑性能仅次于聚四氟乙烯(PTFE)。在温度高于UHMWPE自身熔点时,UHMWPE会与橡胶粘合的很好并形成一种简单的复合材料。
发明内容
本发明的目的在于克服上述不足之处,提供一种抗结冰耐磨橡胶及其制备方法。
按照本发明提供的技术方案,一种抗结冰耐磨橡胶,配方比例按重量份计如下:顺丁橡胶40-80份、丁苯橡胶10-40份、天然橡胶10-20份、补强填料30-70份、硫化活性剂6-13份、硫化剂0.5-2份、硫化促进剂0.5-2份、增塑剂5-15份、防老剂1-6份和超高分子量聚乙烯膜;其通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。
所述丁苯橡胶其结合苯乙烯含量为22.5%-24.5%。
所述顺丁橡胶为高顺式顺丁橡胶,顺式1,4-聚丁二烯橡胶的含量为96%。
所述补强填料为炭黑N220、炭黑N234中的一种或两种。
所述硫化活性剂为氧化锌和硬脂酸中的一种或两种。硫化剂为硫磺,DCP,N,N’-间苯撑双马来酰亚胺PDM中的一种或几种的混合物。
所述硫化促进剂为次磺酰胺类促进剂CZ、噻唑类促进剂DM或秋兰姆类促进剂TMTD中的一种或几种的混合物。
所述增塑剂为芳烃油、古马隆中的一种或两种。
所述防老剂为防老剂RD、防老剂4020NA中的一种或两种。
所述抗结冰耐磨橡胶的制备方法,步骤按重量份计如下:
(1)橡胶的制备:
a、塑炼:取顺丁橡胶40-80份、丁苯橡胶10-40份、天然橡胶10-20份于开炼机上塑炼或并用塑炼,其辊距2-4mm,辊温控制在40-50℃,塑炼3-5min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼1-2min;然后开上顶栓加入硫化活性剂6-13份,补强填料30-70份,增塑剂5-15份,防老剂1-6份,密炼4-6min,排胶温度控制在110-130℃,经翻炼、按厚度6-10mm出片、常温冷却得到一段混炼胶并停放8-10h;随后进行二段混炼,密炼机中投入一段混炼胶、硫化促进剂0.5-2份和硫化剂0.5-2份混炼3-4min,排胶温度控制在80-100℃,经翻炼、按厚度6-10mm出片、常温风机冷却,即得混炼橡胶;
(2)成型:将超高分子量聚乙烯膜裁剪成与步骤(1)所得橡胶相同的大小和形状,然后贴覆在橡胶表面;
(3)硫化:在130-160℃、12-14MPa硫化条件下将超高分子量聚乙烯膜与橡胶共同硫化30-60min;
(4)修整:将步骤(3)所得物料脱模修整,即得产品抗结冰耐磨橡胶。
所述超高分子量聚乙烯膜分子量150-350万,厚度为0.1-1mm。
本发明的有益效果:本发明提供的橡胶在成型过程中表面贴覆一层超高分子量聚乙烯膜,从而解决了橡胶表面结冰难清除的问题,并同时提高了橡胶的耐磨性能,延长了橡胶制品的使用。采用本发明的方法制备的橡胶与超高分子量聚乙烯膜紧密贴合,抗剥离强度高达105-135N/cm,滚筒磨耗值只有10-29mm3。橡胶表面由于多了UHMWPE层,有了更好的抗冲击性能和耐腐蚀性能,能适应恶劣的环境下使用。
具体实施方式
下面结合具体实施例对本发明进行详细说明,本发明的范围不以具体实施方式为限制,而是由权利要求书的范围加以限定。
实施例1
一种抗结冰耐磨橡胶,配方比例按重量份计如下:顺丁橡胶40份、丁苯橡胶40份、天然橡胶20份、炭黑N23430份、氧化锌4份、硬脂酸2份、硫磺2份、次磺酰胺类促进剂CZ 1份、芳烃油5份、防老剂RD 1份和超高分子量聚乙烯膜;其通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。
所述丁苯橡胶其结合苯乙烯含量为22.5%。
所述抗结冰耐磨橡胶的制备方法,步骤按重量份计如下:
(1)橡胶的制备:
a、塑炼:取顺丁橡胶、丁苯橡胶、天然橡胶于开炼机上塑炼或并用塑炼,其辊距2mm,辊温控制在40℃,塑炼5min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼1min;然后开上顶栓加入氧化锌,硬脂酸,炭黑N234,芳烃油,防老剂RD,密炼4min,排胶温度控制在130℃,经翻炼、按厚度6mm出片、常温冷却得到一段混炼胶并停放8h;随后进行二段混炼,密炼机中投入一段混炼胶、次磺酰胺类促进剂CZ和硫磺混炼3min,排胶温度控制在100℃,经翻炼、按厚度6mm出片、常温风机冷却,即得混炼橡胶;
(2)成型:将超高分子量聚乙烯膜裁剪成与步骤(1)所得橡胶相同的大小和形状,然后贴覆在橡胶表面;
(3)硫化:在130℃、12MPa硫化条件下将超高分子量聚乙烯膜与橡胶共同硫化30min;
(4)修整:将步骤(3)所得物料脱模修整,即得产品抗结冰耐磨橡胶。
所述超高分子量聚乙烯膜分子量150万,厚度为0.1mm。
实施例2
一种抗结冰耐磨橡胶,配方比例按重量份计如下:顺丁橡胶50份、丁苯橡胶30份、天然橡胶20份、炭黑N22050份、氧化锌6份、硬脂酸3份、硫磺0.5份、PDM 1.5份、次磺酰胺类促进剂CZ 1.5份、秋兰姆类促进剂TMTD 0.5份、古马隆8份、防老剂RD 1份、防老剂4020NA 1份和超高分子量聚乙烯膜;其通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。所述丁苯橡胶其结合苯乙烯含量为24.5%。
所述抗结冰耐磨橡胶的制备方法,步骤按重量份计如下:
(1)橡胶的制备:
a、塑炼:取顺丁橡胶、丁苯橡胶、天然橡胶于开炼机上塑炼或并用塑炼,其辊距4mm,辊温控制在50℃,塑炼3min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼2min;然后开上顶栓加入氧化锌、硬脂酸,炭黑N220,古马隆,防老剂RD、防老剂4020NA,密炼6min,排胶温度控制在130℃,经翻炼、按厚度10mm出片、常温冷却得到一段混炼胶并停放10h;随后进行二段混炼,密炼机中投入一段混炼胶、次磺酰胺类促进剂CZ、秋兰姆类促进剂TMTD和硫化剂PDM、硫磺混炼4min,排胶温度控制在100℃,经翻炼、按厚度6mm出片、常温风机冷却,即得混炼橡胶;
(2)成型:将超高分子量聚乙烯膜裁剪成与步骤(1)所得橡胶相同的大小和形状,然后贴覆在橡胶表面;
(3)硫化:在160℃、12MPa硫化条件下将超高分子量聚乙烯膜与橡胶共同硫化60min;
(4)修整:将步骤(3)所得物料脱模修整,即得产品抗结冰耐磨橡胶。
所述超高分子量聚乙烯膜分子量200万,厚度为0.5mm。
实施例3
一种抗结冰耐磨橡胶,配方比例按重量份计如下:顺丁橡胶80份、丁苯橡胶10份、天然橡胶10份、炭黑N22070份、氧化锌8份、硬脂酸5份、硫化剂DCP 2份、秋兰姆类促进剂TMTD 0.5份、古马隆15份、防老剂RD 3份、防老剂4020NA 3份和超高分子量聚乙烯膜;其通过橡胶的制备、成型、硫化和修整得到产品抗结冰耐磨橡胶。
所述抗结冰耐磨橡胶的制备方法,步骤按重量份计如下:
(1)橡胶的制备:
a、塑炼:取顺丁橡胶、丁苯橡胶、天然橡胶于开炼机上塑炼或并用塑炼,其辊距3mm,辊温控制在45℃,塑炼4min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼1.5min;然后开上顶栓加入氧化锌、硬脂酸,炭黑N220,古马隆15份,防老剂RD、防老剂4020NA,密炼5min,排胶温度控制在120℃,经翻炼、按厚度8mm出片、常温冷却得到一段混炼胶并停放9h;随后进行二段混炼,密炼机中投入一段混炼胶、秋兰姆类促进剂TMTD和硫化剂DCP混炼3.5min,排胶温度控制在90℃,经翻炼、按厚度8mm出片、常温风机冷却,即得混炼橡胶;
(2)成型:将超高分子量聚乙烯膜裁剪成与步骤(1)所得橡胶相同的大小和形状,然后贴覆在橡胶表面;
(3)硫化:在145℃、13MPa硫化条件下将超高分子量聚乙烯膜与橡胶共同硫化50min;
(4)修整:将步骤(3)所得物料脱模修整,即得产品抗结冰耐磨橡胶。
所述超高分子量聚乙烯膜分子量250万,厚度为0.5mm。
对比实施例1
混炼胶配方比例按重量份计:顺丁橡胶40份、丁苯橡胶40份、天然橡胶20份、炭黑N23450份、氧化锌5份、硬脂酸3份、噻唑类促进剂DM 1.5份、秋兰姆类促进剂TMTD 0.5份、硫磺0.5份、芳烃油8份、防老剂RD 2份。
所述的对比橡胶的制备方法,步骤如下
(1)橡胶的制备:
a、塑炼:取顺丁橡胶、丁苯橡胶、天然橡胶于开炼机上塑炼,其辊距2-4mm,辊温控制在40-50℃,塑炼3-5min得到塑炼胶;
b、混炼:混炼分两段进行,一段混炼先将步骤(1)制得的塑炼胶投入密炼机中,密炼1-2min;然后开上顶栓加入氧化锌,硬脂酸,炭黑N234,芳烃油,防老剂RD密炼4-6min,排胶温度控制在110-130℃,经翻炼、按厚度6-10mm出片、常温冷却得到一段混炼胶并停放8-10h;随后进行二段混炼,密炼机中投入一段混炼胶、噻唑类促进剂DM、秋兰姆类促进剂TMTD和硫磺混炼3-4min,排胶温度控制在80-100℃,经翻炼、按厚度6-10mm出片、常温风机冷却,即得混炼橡胶。
(2)成型:将混炼好的橡胶裁剪成与模具相匹配的相同的大小和形状。
(3)硫化:在平板硫化机里温度150℃,12MPa硫化条件下硫化40min。
(4)脱模修整得成品橡胶。
上述使用设备均为常规生产设备。
应用实施例1 性能测试
实验室抗结冰性能测试采用卧式推力机测试冰与橡胶表面的剪切力。对实施例1-3及对比实施例所得产品进行测试。
试样的制备方法是按照橡胶配方硫化制备成(6mm×8mm)厚度为2mm的橡胶片或复合了UHMWPE膜的橡胶片。将(2.5mm×2.5mm×1.5mm)的正方形塑料模具中装入5ml蒸馏水然后倒扣在制备的橡胶试样上。在冰箱内恒温-20℃±2℃冰冻5h,取出后立即固定在卧式推力机实验台上测试冰与橡胶表面脱离时的最大剪切力值并用此数值来表征冰与试样表面之间粘附力的强弱,相同条件下测量三次,取最大值。
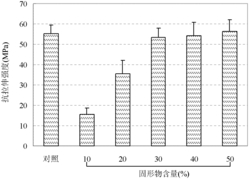
耐磨性能采用滚筒磨耗机测试,每组测三个试样,取平均值作为磨耗值。橡胶的力学性能拉伸强度和断裂伸长率通过万能拉力机测试,每组测五个试样,取平均值。实验结果如表1。
表1 本发明对比例和实施例的抗结冰性能,耐磨性能和力学性能对比
由表中测试结果可以看出,相较于对比例,本发明所制备的橡胶的耐磨性能提高了69%-82%,冰与橡胶表面之间的剪切力下降了72%-82%。可证明所制备的橡胶具有优异的抗结冰和耐磨性能。
一种抗结冰耐磨橡胶及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0