

IPC分类号 : B24B1/00,B24B19/22,B24B41/06,B24B41/04,B24B37/11,B24B37/34,B24D7/18,B24B55/00,B24B57/00,B24B41/02,B24B49/12





专利摘要
本发明属于机械加工技术领域,尤其涉及一种石英谐振子超精密加工方法及装置。首先采用普通成型方法加工出石英谐振子的外表面,然后使用专用砂轮进行粗磨、半精磨、化学机械抛光,结合先进的在线测量技术,对抛光后的表面进行检测,对超出允差范围的点位进行修抛至满足要求;采用专用夹具固定加工好的外表面,再对谐振子内表面进行成型磨削化学机械抛光及检测加工。本发明的专用夹具与砂轮的特点为中空伞状,砂轮磨削部分与被加工面形状一致,加工过程设防护装置及抛光液回收装置,可保证加工过程绿色环保,此外,本发明提供的加工方法和装置,具有加工效率高,加工同轴度好,加工表面损伤层低等优点。
权利要求
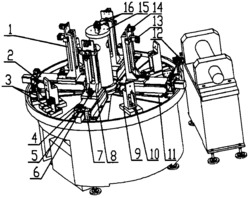
1.石英谐振子超精密加工装置,其特征在于,所述的石英谐振子超精密加工装置包括外表面加工专用砂轮(5)、内表面加工专用砂轮(7)、外表面固定专用夹具(8)、夹紧圆环(10)、防护装置(6)和抛光液回收装置(2);
所述的外表面加工专用砂轮(5)整体呈碗形,外表面加工专用砂轮内表面(5-1)形状尺寸与被加工的石英谐振子工件外表面(12-1)一致,外表面顶部设有外表面加工专用砂轮圆柱凸台(5-2),用于装夹至机床主轴上,主轴可用空气主轴;
所述的内表面加工专用砂轮(7)整体呈伞状,轴心中空,内表面加工专用砂轮外表面(7-1)的磨削部分尺寸形状与石英谐振子工件内表面(12-2)一致,另一端为内表面加工专用砂轮圆柱凸台(7-2),用于装夹至机床主轴上,主轴可用空气主轴;
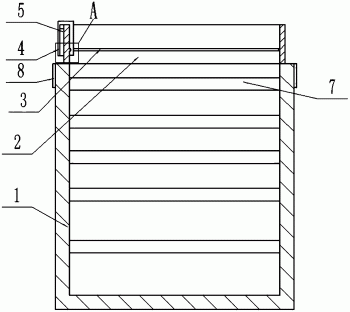
所述的外表面固定专用夹具(8)整体呈圆柱台阶状,在大端面底部设有外表面固定专用夹具凹型腔(8-1),外表面固定专用夹具凹型腔(8-1)表面的尺寸形状与石英谐振子工件外表面(12-1)一致,大端面顶部均匀的设有至少四个外表面固定专用夹具螺纹孔(8-2),小端面为外表面固定专用夹具圆柱凸台(8-3)用于安装在机床工作台(1)上;
所述的夹紧圆环(10)内径介于石英谐振子工件(12)端面内外径之间,且设有与外表面固定专用夹具螺纹孔(8-2)对应的通孔,通过螺栓(11)将石英谐振子工件(12)与外表面固定专用夹具(8)连接,将置于外表面固定专用夹具(8)与夹紧圆环(10)之间的石英谐振子工件(12)固定;
所述的防护装置(6)为箱体形结构,安装在机床工作台(1)上,将石英谐振子工件(12)的加工区域密封,装置需根据实际情况设对应通孔、缺口,便于安装及机床其他零部件的通过,防护装置(6)用于抛光时防止抛光液(3)溅落至机床其他部件上,避免抛光液(3)对机床产生腐蚀;
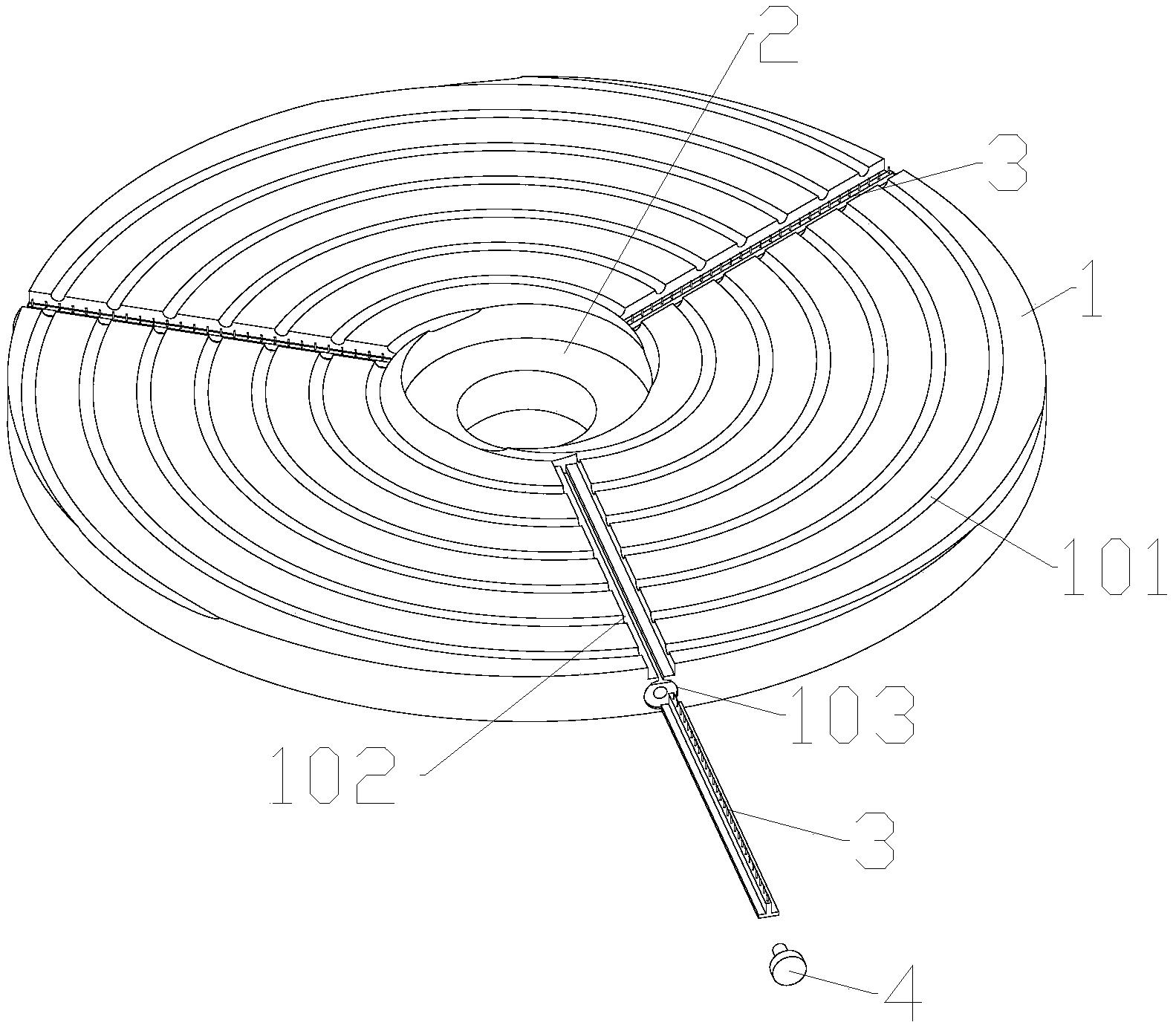
所述的抛光液回收装置(2)为槽体结构,中间设有过滤装置(2-1),将抛光液回收装置(2)分成左右两个槽体,一个用于回收抛光液(3),另一个内设有水泵(2-2),将过滤好的抛光液(3)持续用于工件抛光。
2.根据权利要求1所述的石英谐振子超精密加工装置,其特征在于,所述的外表面加工专用砂轮(5)和内表面加工专用砂轮(7)的材质为金刚石。
3.根据权利要求1或2所述的石英谐振子超精密加工装置,其特征在于,所述的防护装置(6)的材质为防腐橡胶、聚乙烯或聚氨酯。
4.一种石英谐振子超精密加工方法,采用权利要求1-3中所述的石英谐振子超精密加工装置,其特征在于,包括以下步骤:
(一)石英谐振子工件外表面(12-1)加工
步骤一,表面成型:将石英圆柱毛坯(4)一端夹紧,另一端采用圆柱形或筒形砂轮研磨出石英谐振子工件外表面(12-1)基本轮廓形状;
步骤二,粗磨:采用外表面加工专用砂轮(5),砂轮粒度40#~180#,磨削时需保证外表面加工专用砂轮(5)回转中心与石英圆柱毛坯(4)回转中心同轴度小于0.5μm,外表面加工专用砂轮(5)与石英圆柱毛坯(4)向相反方向旋转即可完成其型面磨削;磨削时喷冷却液,结束时关闭;
步骤三,半精磨:选用粒度为240#~W5的外表面加工专用砂轮(5),重复步骤二的操作,完成石英谐振子工件外表面(12-1)的半精磨;
步骤四,化学机械抛光:在外表面加工专用砂轮内表面(5-1)粘贴带沟槽的抛光垫,抛光动作同步骤二,但此时喷射的为抛光液(3);抛光过程中需安装防护装置(6),避免抛光液(3)溅射至其机床其他部件上,同时将抛光液回收装置(2)放置于石英圆柱毛坯(4)下方,保证抛光液(3)可回流在其中,抛光液回收装置(2)位于防护装置(6)内;
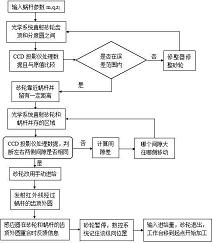
步骤五,在线检测:抛光后的石英圆柱毛坯(4)无需拆卸下来,直接在原位测量表面的点位数据;
步骤六,修抛:对检测结果进行分析,对超出加工允许误差范围的点位进行修抛,直至加工精度满足加工要求;
步骤七,拆卸,清洗;
(二)石英谐振子工件内表面(12-2)加工
步骤一,石英谐振子工件外表面(12-1)固定:在外表面固定专用夹具凹型腔(8-1)表面上涂抹或浇注一层融化了的黏贴剂9,然后将石英谐振子工件外表面(12-1)贴在其上,当石英谐振子工件(12)固化贴紧在外表面固定专用夹具凹型腔(8-1)内后,采用螺栓(11)将夹紧圆环(10)与外表面固定专用夹具凹型腔(8-1)的端面连接,进一步固定石英谐振子工件(12);
其余加工步骤同石英谐振子工件外表面(12-1)加工的步骤一至步骤七,其中加工砂轮选用的为内表面加工专用砂轮(7)。
5.根据权利要求4所述的一种石英谐振子超精密加工方法,其特征在于,
所述的抛光垫材质可为磨砂革或无纺布;
所述的抛光液(3)成分包括磨粒和溶液;所述的磨粒为氧化铈或氧化硅,所述的溶液,溶剂为水,溶质为草酸、葡萄糖酸、柠檬酸、十二烷基苯磺酸钠、聚氧乙烯月桂醚中的一种或多种混合;
所述的黏贴剂(9)为石蜡、石膏或树脂胶。
说明书
技术领域
本发明属于机械加工技术领域,尤其涉及一种石英谐振子超精密加工方法及装置。
背景技术
石英谐振子是陀螺仪的核心关键零部件,具有轻质、高可靠、长寿命等优点,广泛应用于卫星、导弹武器、舰船等装备。通常石英谐振子还具有材料硬脆、壁薄、形状复杂、加工精度要求高等特点,严重制约了石英谐振子的精密制造。
目前,国内制造的石英陀螺仪的同轴度<3μm,几乎无法研制同轴度<1μm的高性能零件。由于陀螺仪的形位精度和打击精度呈正相关,理想的陀螺仪的同轴度和圆度为0,目前相距甚远。要研制高精度的陀螺仪,关键在于研制高精度的谐振子,传统的石英谐振子加工存在崩边、表面损伤层大等加工缺陷,加工工序分散,造成综合加工误差大,加工精度低,加工周期长。
发明内容
为解决石英谐振子加工存在的上述问题,本发明提供一种碗形外表面加工专用砂轮、伞状内表面加工专用砂轮和相关专用夹具,采用了成型、粗精磨、抛光及检测一体化的工艺,缩短了加工周期,提高了加工精度。
本发明的技术方案:
石英谐振子超精密加工装置,包括外表面加工专用砂轮5、内表面加工专用砂轮7、外表面固定专用夹具8、夹紧圆环10、防护装置6和抛光液回收装置2;
所述的外表面加工专用砂轮5整体呈“碗形”,外表面加工专用砂轮内表面5-1形状尺寸与被加工的石英谐振子工件外表面12-1一致,外表面顶部设有外表面加工专用砂轮圆柱凸台5-2,用于装夹至机床主轴上,主轴可用空气主轴;
所述的内表面加工专用砂轮7整体呈“伞状”,轴心中空,内表面加工专用砂轮外表面7-1的磨削部分尺寸形状与石英谐振子工件内表面12-2一致,另一端为内表面加工专用砂轮圆柱凸台7-2,用于装夹至机床主轴上,主轴可用空气主轴;
所述的外表面固定专用夹具8整体呈“圆柱台阶状”,在大端面底部设有外表面固定专用夹具凹型腔8-1,外表面固定专用夹具凹型腔8-1表面的尺寸形状与石英谐振子工件外表面12-1一致,大端面顶部均匀的设有至少四个外表面固定专用夹具螺纹孔8-2,小端面为外表面固定专用夹具圆柱凸台8-3用于安装在机床工作台1上;
所述的夹紧圆环10内径介于石英谐振子工件12端面内外径之间,且设有与外表面固定专用夹具螺纹孔8-2对应的通孔,通过螺栓11将石英谐振子工件12与外表面固定专用夹具8连接,将置于外表面固定专用夹具8与夹紧圆环10之间的石英谐振子工件12固定;
所述的防护装置6为箱体形结构,安装在机床工作台1上,将石英谐振子工件12的加工区域密封,装置需根据实际情况设对应通孔、缺口,便于安装及机床其他零部件的通过,防护装置6用于抛光时防止抛光液3溅落至机床其他部件上,避免抛光液3对机床产生腐蚀;
所述的抛光液回收装置2为槽体结构,中间设有过滤装置2-1,将抛光液回收装置2分成左右两个槽体,一个用于回收抛光液3,另一个内设有水泵2-2,将过滤好的抛光液3持续用于工件抛光。
所述的外表面加工专用砂轮5和内表面加工专用砂轮7的材质为金刚石。
所述的防护装置6的材质为防腐橡胶、聚乙烯或聚氨酯。
进一步的,一种石英谐振子超精密加工方法,包括以下步骤:
(一)石英谐振子工件外表面12-1加工
步骤一,表面成型:将石英圆柱毛坯4一端夹紧,另一端采用圆柱形或筒形砂轮研磨出石英谐振子工件外表面12-1基本轮廓形状;
步骤二,粗磨:采用外表面加工专用砂轮5,砂轮粒度40#~180#,磨削时需保证外表面加工专用砂轮5回转中心与石英圆柱毛坯4回转中心同轴度小于0.5μm,外表面加工专用砂轮5与石英圆柱毛坯4向相反方向旋转即可完成其型面磨削;磨削时喷冷却液,结束时关闭;
步骤三,半精磨:选用粒度为240#~W5的外表面加工专用砂轮5,重复步骤二的操作,完成石英谐振子工件外表面12-1的半精磨;
步骤四,化学机械抛光:在外表面加工专用砂轮内表面5-1粘贴带沟槽的抛光垫,抛光动作同步骤二,但此时喷射的为抛光液3;抛光过程中需安装防护装置6,避免抛光液3溅射至其机床其他部件上,同时将抛光液回收装置2放置于石英圆柱毛坯4下方,保证抛光液3可回流在其中,抛光液回收装置2位于防护装置6内;
步骤五,在线检测:抛光后的石英圆柱毛坯4无需拆卸下来,直接在原位测量表面的点位数据;
步骤六,修抛:对检测结果进行分析,对超出加工允许误差范围的点位进行修抛,直至加工精度满足加工要求;
步骤七,拆卸,清洗;
(二)石英谐振子工件内表面12-2加工
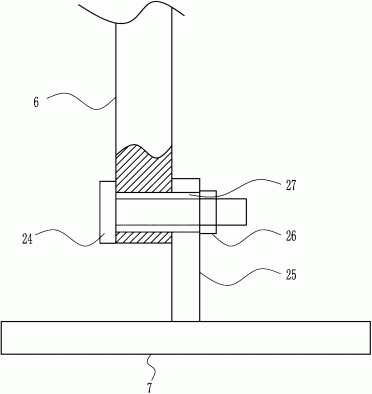
步骤一,石英谐振子工件外表面12-1固定:在外表面固定专用夹具凹型腔8-1表面上涂抹或浇注一层融化了的黏贴剂9,然后将石英谐振子工件外表面12-1贴在其上,当石英谐振子工件12固化贴紧在外表面固定专用夹具凹型腔8-1内后,采用螺栓11将夹紧圆环10与外表面固定专用夹具凹型腔8-1的端面连接,进一步固定石英谐振子工件12;
其余加工步骤同石英谐振子工件外表面12-1加工的步骤一至步骤七,其中加工砂轮选用的为内表面加工专用砂轮7。
所述的抛光垫材质可为磨砂革或无纺布等。
所述的抛光液3成分包括磨粒和溶液;所述的磨粒为氧化铈或氧化硅,所述的溶液,溶剂为水,溶质为草酸、葡萄糖酸、柠檬酸、十二烷基苯磺酸钠、聚氧乙烯月桂醚中的一种或多种混合。
所述的黏贴剂9为石蜡、石膏或树脂胶。
所述的在线监测中,测量装置可选用激光跟踪仪等先进检测装置。
本发明的有益效果:本发明通过设计“碗形”、“伞状”专用金砂轮及台阶式内凹专用夹具,对石英谐振子一次装夹,完成其成型、粗磨、半精磨、化学机械抛光及在线检测等工序,避免了因多次装夹带来的误差,减少了加工工序,缩短了加工周期,配制的抛光液绿色环保,同时采用了防护及抛光液回收装置,避免了腐蚀机床,实现了抛光液的循环利用。
附图说明
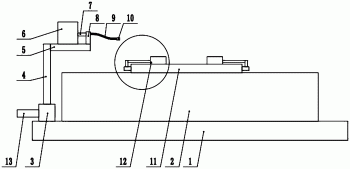
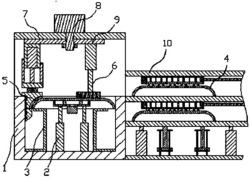
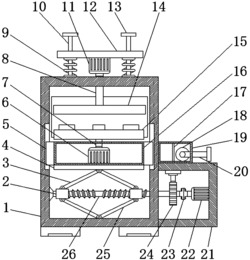
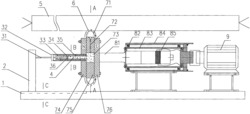
图1是石英谐振子外表面加工局部示意图;
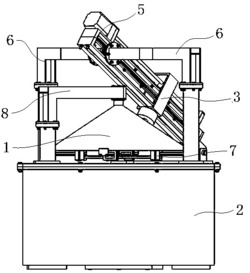
图2是石英谐振子内表面加工局部示意图;
图3是外表面加工专用砂轮全剖视图;
图4是内表面加工专用砂轮全剖视图;
图5是外表面固定专用夹具全剖视图;
图6是谐振子工件成品全剖视图。
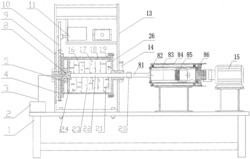
图中:1机床工作台;2抛光液回收装置;3抛光液;4石英谐振子毛坯;5外表面加工专用砂轮;6防护装置;7内表面加工专用砂轮;8外表面固定专用夹具;9黏贴剂;10夹紧圆环;11螺栓;12石英谐振子工件;
2-1过滤装置;2-2水泵;5-1外表面加工专用砂轮内表面;5-2外表面加工专用砂轮圆柱凸台;7-1内表面加工专用砂轮外表面;7-2内表面加工专用砂轮圆柱凸台;8-1外表面固定专用夹具凹型腔;8-2外表面固定专用夹具螺纹孔;8-3外表面固定专用夹具圆柱凸台;12-1石英谐振子工件外表面;12-2石英谐振子工件内表面。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
结合图1-6,一种石英谐振子超精密加工装置包括:外表面加工专用砂轮5、内表面加工专用砂轮7、外表面固定专用夹具8、夹紧圆环10、螺栓11、防护装置6、抛光液回收装置2;
外表面加工专用砂轮5整体呈“碗形”,外表面加工专用砂轮内表面5-1形状尺寸与被加工的石英谐振子工件外表面12-1一致,外表面加工专用砂轮5的外表面顶部有一圆柱凸台5-2,用于装夹至机床主轴上,主轴可用空气主轴;
内表面加工专用砂轮7整体类似“伞状”,内表面加工专用砂轮外表面7-1的磨削部分尺寸形状与石英谐振子工件内表面12-2一致,另一端为内表面加工专用砂轮圆柱凸台7-2,用于装夹至机床主轴上,主轴可用空气主轴;
外表面固定专用夹具8整体呈“圆柱台阶状”,在大端面底部有外表面固定专用夹具凹型腔8-1,外表面固定专用夹具凹型腔8-1尺寸形状与石英谐振子工件外表面12-1一致,此外该端面还均匀的设有四个外表面固定专用夹具螺纹孔8-2,另一端为外表面固定专用夹具圆柱凸台8-3用于连接机床工作台;
夹紧圆环10内径大小介于石英谐振子工件12端面内外径之间,且设有与外表面固定专用夹具螺纹孔8-2对应的通孔,通过螺栓11将两者连接,即可将置于两者中的石英谐振子工件12固定;
防护装置6类似箱体形,安装在机床工作台1上,将工件加工区域密封,装置需根据实际情况设对应通孔、缺口,便于安装及机床其他零部件的通过,该防护装置6用于抛光时防止抛光液3溅落至机床其他部件上,避免抛光液3对机床产生腐蚀;防护装置6采用防腐橡胶制成;
抛光液回收装置2类似水槽,中间设有一个过滤装置2-1,将抛光液回收装置2分成左右两个槽体,一部分用于回收抛光液3,另一部分中设有水泵2-2,可将过滤好的抛光液3持续用于工件抛光。
石英谐振子超精密加工方法,包括以下步骤:
(一)石英谐振子工件外表面12-1加工
步骤一,表面成型:将石英圆柱毛坯4一端夹紧,另一端采用圆柱形或筒形砂轮研磨出石英谐振子工件外表面12-1基本轮廓形状;
步骤二,粗磨:采用外表面加工专用砂轮5,砂轮粒度180#,磨削时需保证外表面加工专用砂轮5回转中心与石英圆柱毛坯4回转中心同轴度小于0.5μm,外表面加工专用砂轮5与石英圆柱毛坯4向相反方向旋转即可完成其形面磨削;磨削时喷冷却液,结束时关闭;
步骤三,半精磨:选用粒度为1200#的外表面加工专用砂轮5,重复步骤二的操作,完成石英谐振子工件外表面12-1的半精磨;
步骤四,化学机械抛光:在外表面加工专用砂轮内表面5-1粘贴一带沟槽的抛光垫,抛光垫材质采用磨砂革,抛光动作同步骤二,但此时喷射的为抛光液3,抛光液3成分选用含有质量分数为10%氧化铈、3%的葡萄糖酸、1.5%的聚氧乙烯月桂醚,其余为去离子水;抛光过程中需安装防护装置6,避免抛光液3溅射至其机床其他部件上,同时需将抛光液回收装置2放置于石英圆柱毛坯4下方,保证抛光液3可以回流在其中,抛光液回收装置2也被防护装置6保护着;
步骤五,在线检测:对抛光后的石英圆柱毛坯4无需拆卸下来,直接在原位进行测量表面的点位测量,测量装置选用激光跟踪仪;
步骤六,修抛:对检测结果进行分析,对超出加工允许误差范围的点位进行修抛,直至加工精度满足加工要求;
步骤七,拆卸,清洗;
(二)石英谐振子工件内表面12-2加工
步骤一,石英谐振子工件外表面12-1固定:在外表面固定专用夹具凹型腔8-1浇注一层黏贴剂9,黏贴剂9选用石膏,使石英谐振子工件外表面12-1贴在其上,当石英谐振子工件12固化贴紧在外表面固定专用夹具凹型腔8-1内后,进一步采用螺栓11将夹紧圆环10与外表面固定专用夹具8端面连接,可进一步固定石英谐振子工件12;
其余加工步骤同石英谐振子工件外表面12-1加工的步骤一至步骤七,其中加工砂轮选用的为内表面加工专用砂轮7。
石英谐振子超精密加工方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0