

IPC分类号 : B24B31/00,B24B41/06,B24B47/12,B24B47/20,B24B57/02,B24B57/04






专利摘要
本实用新型公开了一种盲孔抛光用负压液体气化抛光装置,包括工作台、移动定位模块、旋转流道模块和从动夹持模块;从动夹持模块包括支撑块、从动夹持盘、轴承和转盘底座,旋转流道模块包括旋转夹持头、旋转接头固定座、流道固定板、滑轨连接板、抽气口单向阀、气液磨粒流接头、磨粒流入口阀、流道接头、空心流道、旋转接头、法兰盘、旋转驱动电机、旋转主动轮、旋转从动轮、旋转同步带和主夹持端O型圈,本实用新型可以对盲孔类工件的盲孔进行抛光,在加工过程中利用抛光产生的热量并结合抽气装置使装置内部气压降低,从而使由固体磨粒和低沸点磨粒流组成的磨粒流在在升温和低压的情况下部分气化,提高固液二相磨粒流的抛光效率。
权利要求
1.一种盲孔抛光用负压液体气化抛光装置,其特征在于:包括工作台(5)、移动定位模块(1)、旋转流道模块(2)和从动夹持模块(3);
所述移动定位模块(1)包括水平模组安装架(101)、水平直线模组(102)、水平模组驱动电机(108)、竖直直线模组(107)和竖直模组驱动电机(106),所述水平模组安装架(101)固定在工作台(5)上;所述水平直线模组(102)水平固定在水平模组安装架(101)上,所述水平模组驱动电机(108)固定在水平直线模组(102)的一端,水平模组驱动电机(108)的驱动轴连接水平直线模组(102)并驱动水平直线模组(102)上的水平滑块(104)沿着水平方向做直线运动;所述竖直直线模组(107)竖直固定在水平直线模组(102)的水平滑块(104)上,竖直模组驱动电机(106)固定在竖直直线模组(107)的上端,竖直模组驱动电机(106)的驱动轴连接竖直直线模组(107)并驱动竖直直线模组(107)上的竖直滑块(105)沿着竖直方向做直线运动;所述旋转流道模块(2)安装在竖直直线模组(107)的竖直滑块(105)上,所述从动夹持模块(3)安装在水平模组安装架(101)旁边的工作台(5)上;从动夹持模块(3)和旋转流道模块(2)设置在竖直滑块(105)的同一侧;
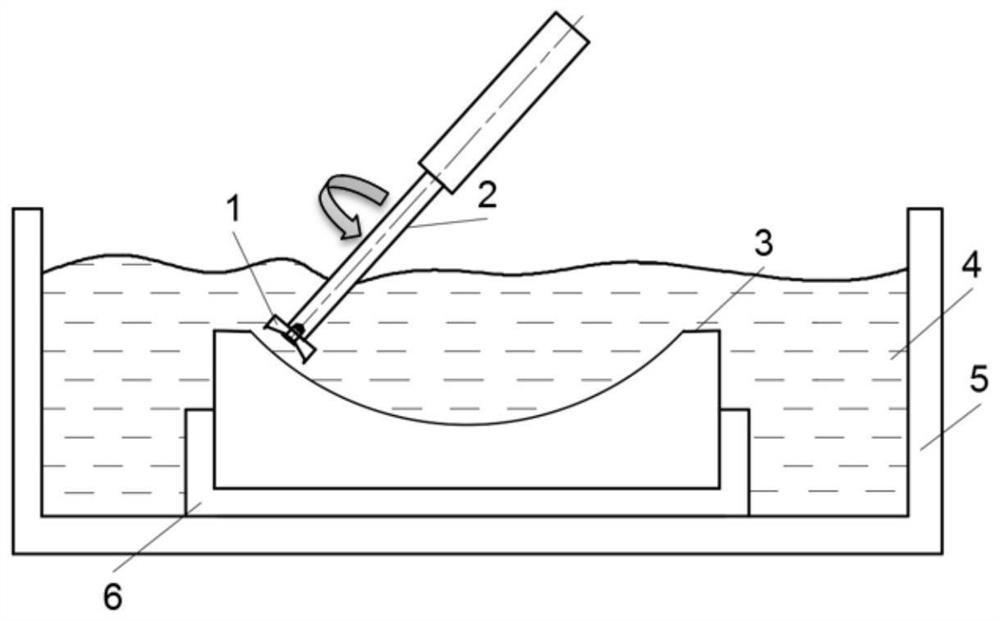
所述从动夹持模块(3)包括支撑块(301)、从动夹持盘(302)、轴承(305)和转盘底座(304),所述支撑块(301)固定在工作台(5)上,支撑块(301)上设置有一个倾斜向上的安装斜面;安装斜面上开设有用于安装转盘底座(304)的圆形凹槽;所述转盘底座(304)固定在安装斜面的圆形凹槽内,从动夹持盘(302)通过轴承(305)连接在转盘底座(304)上;
所述旋转流道模块(2)包括旋转夹持头(201)、旋转接头固定座(205)、流道固定板(204)、滑轨连接板(206)、抽气口单向阀(215)、气液磨粒流接头(208)、磨粒流入口阀(216)、流道接头(207)、空心流道(202)、旋转接头(209)、法兰盘(214)、旋转驱动电机(210)、旋转主动轮(212)、旋转从动轮(213)、旋转同步带(203)和主夹持端O型圈(217),所述滑轨连接板(206)竖直安装在竖直直线模组(107)的竖直滑块(105)上,流道固定板(204)固定安装在滑轨连接板(206)上,所述旋转接头固定座(205)固定安装在流道固定板(204)上,旋转接头(209)安装在旋转接头固定座(205)上,所述旋转接头(209)安装时旋转接头(209)的轴心线平行于从动夹持盘(302)上固定端的轴心线;所述旋转接头(209)靠近从动夹持模块(3)的一端为旋转接头(209)的旋转端,空心流道(202)的一端与旋转接头(209)的旋转端固定连接,空心流道(202)的另一端套装有法兰盘(214),旋转夹持头(201)安装在法兰盘(214)上,待加工工件(4)的两端分别通过旋转夹持头(201)和从动夹持盘(302)夹持,待加工工件(4)的盲孔位于旋转夹持头(201)一端;所述旋转接头(209)的另一端为旋转接头(209)的固定端,旋转接头(209)的固定端通过流道接头(207)连接气液磨粒流接头(208),所述气液磨粒流接头(208)设置有三个出入口,分别为磨粒流入口端、磨粒流出口端和抽气端,磨粒流入口端、磨粒流出口端和抽气端相互连通,气液磨粒流接头(208)的磨粒流出口端连接流道接头(207),气液磨粒流接头(208)的磨粒流入口端通过磨粒流入口阀(216)和磨粒流管道连接外置的磨粒流发生装置,气液磨粒流接头(208)的抽气端通过抽气口单向阀(215)和抽气管道连接外置的抽气装置;所述气液磨粒流接头(208)的抽气端位于磨粒流入口端的上方;所述旋转驱动电机(210)固定在流道固定板(204)上,旋转主动轮(212)安装在旋转驱动电机(210)的输出轴上,旋转从动轮(213)通过键固定在旋转接头(209)的活动端,所述旋转主动轮(212)和旋转从动轮(213)通过旋转同步带(203)连接,旋转驱动电机(210)工作时通过旋转主动轮(212)、旋转从动轮(213)和旋转同步带(203)组成的同步带机构带动旋转接头(209)的活动端、空心流道(202)、法兰盘(214)、旋转夹持头(201)和待加工工件(4)组成的整体进行旋转。
2.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:旋转夹持头(201)包括法兰状的固定法兰端和用于固定待加工工件(4)的主安装端,旋转夹持头(201)的固定法兰端与法兰盘(214)固定连接,旋转夹持头(201)的主安装端上设置有与待加工工件(4)的加工端形状相配合的工件安装主槽,待加工工件(4)的加工端安装在工件安装主槽内,旋转夹持头(201)的工件安装主槽设置有用于防止待加工工件(4)的加工端滑动的主夹持端O型圈(217),主夹持端O型圈(217)的内圈贴合并套装在待加工工件(4)的加工端,主夹持端O型圈(217)的外圈贴合工件安装主槽的内壁;所述从动夹持盘(302)包括圆柱状的固定端和用于固定待加工工件(4)的副安装端,从动夹持盘(302)的固定端通过轴承(305)套装在转盘底座(304)内,所述从动夹持盘(302)的副安装端内设置有与待加工工件(4)后端形状相配合的工件安装副槽,待加工工件(4)的后端安装在工件安装副槽内,从动夹持盘(302)的工件安装副槽底部设置有用于防止待加工工件(4)滑动的副夹持端O型圈(303),副夹持端O型圈(303)的内圈贴合并套装在待加工工件(4)的后端,副夹持端O型圈(303)的外圈贴合工件安装副槽的内壁。
3.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:水平直线模组(102)通过螺栓固定在水平模组安装架(101)上,水平模组安装架(101)通过螺栓固定在工作台(5)上,竖直直线模组(107)通过螺栓固定在水平直线模组(102)的水平滑块(104)上。
4.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:所述磨粒流发生装置产出的磨粒流为固体磨粒和低沸点溶液组成的磨粒流。
5.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:所述气液磨粒流接头(208)为方形接头,气液磨粒流接头(208)固定在滑轨连接板(206)上。
6.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:所述旋转接头(209)的轴心线和从动夹持盘(302)的固定端的轴心线均与水平面倾斜30-60度角,且旋转接头(209)的轴心线和从动夹持盘(302)的固定端的轴心线均与支撑块(301)的安装斜面相垂直。
7.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:所述支撑块(301)为直角三棱柱状的支撑块(301),支撑块(301)上设置有两个直角面和一个安装斜面,支撑块(301)的直角面固定安装在工作台(5)上,从动夹持盘(302)通过转盘底座(304)安装在支撑块(301)的安装斜面。
8.根据权利要求1所述的一种盲孔抛光用负压液体气化抛光装置,其特征在于:所处抽气装置为抽气泵,所述空心流道(202)为一空心轴。
说明书
技术领域
本实用新型涉及磨粒流抛光领域,更具体的说,尤其涉及一种盲孔抛光用负压液体气化抛光装置。
背景技术
3D打印技术也叫增材制造技术,亦即是国内称之为快速成形的一种先进制造技术,其本质原理是离散与堆积,即在计算机的辅助下,通过对实体模型进行切片处理,把三维实体的制造转换成二维层面的堆积和沿成形方向上的不断叠加,最终实现三维实体的制造。随着3D打印技术的使用越来越广泛,利用3D打印技术产生的盲孔产品也越来越多。盲孔相对于通孔来说是指不通的孔,广泛应用于生活和工业生产中,同时高精度的盲孔的用途越来越广泛,如压力传感器壳体的盲孔;车辆发动机中的关键零部件如柱塞、电磁阀座、喷油器的中间体、泵体盲孔等,用于实现发动机高效运转;在医疗应用中的人造心脏瓣膜架上的盲孔。
虽然现在3D打印技术越来越好,精细度已经很高,但是3D打印出来的模型,表面仍然会比较粗糙。为了解决表面粗糙的问题,传统的后处理方法采用机械打磨,表面喷砂等方法,但是这些传统的方法都易破坏零件所需求的形状,抛光过程产生的粉尘对环境和加工工人产生影响,且传统的抛光方法不能抛光3D打印的小孔径的盲孔型工件,尤其是这些盲孔型工件的盲孔。
实用新型内容
本实用新型的目的在于解决现有的抛光方法无法对3D打印技术打印出来的盲孔进行抛光的问题,提出了一种盲孔抛光用负压液体气化抛光装置及其方法,通过利用周期性的正负压使得磨粒流冲击工件盲孔,可以对盲孔类工件进行抛光,通过抽气使待加工工件的盲孔处于负压状态,使得磨粒流可以更顺利的进入盲孔中,在抛光过程中,利用机械旋转和磨粒流重复冲击工件盲孔,对盲孔进行微量切削抛光。
本实用新型通过以下技术方案来实现上述目的:一种盲孔抛光用负压液体气化抛光装置,包括工作台、移动定位模块、旋转流道模块和从动夹持模块;
所述移动定位模块包括水平模组安装架、水平直线模组、水平模组驱动电机、竖直直线模组和竖直模组驱动电机,所述水平模组安装架固定在工作台上;所述水平直线模组水平固定在水平模组安装架上,所述水平模组驱动电机固定在水平直线模组的一端,水平模组驱动电机的驱动轴连接水平直线模组并驱动水平直线模组上的水平滑块沿着水平方向做直线运动;所述竖直直线模组竖直固定在水平直线模组的水平滑块上,竖直模组驱动电机固定在竖直直线模组的上端,竖直模组驱动电机的驱动轴连接竖直直线模组并驱动竖直直线模组上的竖直滑块沿着竖直方向做直线运动;所述旋转流道模块安装在竖直直线模组的竖直滑块上,所述从动夹持模块安装在水平模组安装架旁边的工作台上;从动夹持模块和旋转流道模块设置在竖直滑块的同一侧;
所述从动夹持模块包括支撑块、从动夹持盘、轴承和转盘底座,所述支撑块固定在工作台上,支撑块上设置有一个倾斜向上的安装斜面;安装斜面上开设有用于安装转盘底座的圆形凹槽;所述转盘底座固定在安装斜面的圆形凹槽内,从动夹持盘通过轴承连接在转盘底座上;
所述旋转流道模块包括旋转夹持头、旋转接头固定座、流道固定板、滑轨连接板、抽气口单向阀、气液磨粒流接头、磨粒流入口阀、流道接头、空心流道、旋转接头、法兰盘、旋转驱动电机、旋转主动轮、旋转从动轮、旋转同步带和主夹持端O型圈,所述滑轨连接板竖直安装在竖直直线模组的竖直滑块上,流道固定板固定安装在滑轨连接板上,所述旋转接头固定座固定安装在流道固定板上,旋转接头安装在旋转接头固定座上,所述旋转接头安装时旋转接头的轴心线平行于从动夹持盘上固定端的轴心线;所述旋转接头靠近从动夹持模块的一端为旋转接头的旋转端,空心流道的一端与旋转接头的旋转端固定连接,空心流道的另一端套装有法兰盘,旋转夹持头安装在法兰盘上,待加工工件的两端分别通过旋转夹持头和从动夹持盘夹持,待加工工件的盲孔位于旋转夹持头一端;所述旋转接头的另一端为旋转接头的固定端,旋转接头的固定端通过流道接头连接气液磨粒流接头,所述气液磨粒流接头设置有三个出入口,分别为磨粒流入口端、磨粒流出口端和抽气端,磨粒流入口端、磨粒流出口端和抽气端相互连通,气液磨粒流接头的磨粒流出口端连接流道接头,气液磨粒流接头的磨粒流入口端通过磨粒流入口阀和磨粒流管道连接外置的磨粒流发生装置,气液磨粒流接头的抽气端通过抽气口单向阀和抽气管道连接外置的抽气装置;所述气液磨粒流接头的抽气端位于磨粒流入口端的上方;所述旋转驱动电机固定在流道固定板上,旋转主动轮安装在旋转驱动电机的输出轴上,旋转从动轮通过键固定在旋转接头的活动端,所述旋转主动轮和旋转从动轮通过旋转同步带连接,旋转驱动电机工作时通过旋转主动轮、旋转从动轮和旋转同步带组成的同步带机构带动旋转接头的活动端、空心流道、法兰盘、旋转夹持头和待加工工件组成的整体进行旋转。
进一步的,旋转夹持头包括法兰状的固定法兰端和用于固定待加工工件的主安装端,旋转夹持头的固定法兰端与法兰盘固定连接,旋转夹持头的主安装端上设置有与待加工工件的加工端形状相配合的工件安装主槽,待加工工件的加工端安装在工件安装主槽内,旋转夹持头的工件安装主槽设置有用于防止待加工工件的加工端滑动的主夹持端O型圈,主夹持端O型圈的内圈贴合并套装在待加工工件的加工端,主夹持端O型圈的外圈贴合工件安装主槽的内壁;所述从动夹持盘包括圆柱状的固定端和用于固定待加工工件的副安装端,从动夹持盘的固定端通过轴承套装在转盘底座内,所述从动夹持盘的副安装端内设置有与待加工工件后端形状相配合的工件安装副槽,待加工工件的后端安装在工件安装副槽内,从动夹持盘的工件安装副槽底部设置有用于防止待加工工件滑动的副夹持端O型圈,副夹持端O型圈的内圈贴合并套装在待加工工件的后端,副夹持端O型圈的外圈贴合工件安装副槽的内壁。
进一步的,水平直线模组通过螺栓固定在水平模组安装架上,水平模组安装架通过螺栓固定在工作台上,竖直直线模组通过螺栓固定在水平直线模组的水平滑块上。水平直线模组的一端设置有四个螺栓孔,水平模组驱动电机上设置有四个与水平直线模组上的螺栓孔相配合的螺栓孔,通过四个穿过螺栓孔的固定螺栓进行固定。
进一步的,所述磨粒流发生装置产出的磨粒流为固体磨粒和低沸点溶液组成的磨粒流。
进一步的,所述气液磨粒流接头为方形接头,气液磨粒流接头固定在滑轨连接板上。
进一步的,所述旋转接头的轴心线和从动夹持盘的固定端的轴心线均与水平面倾斜30-60度角,且旋转接头的轴心线和从动夹持盘的固定端的轴心线均与支撑块的安装斜面相垂直。
进一步的,所述支撑块为直角三棱柱状的支撑块,支撑块上设置有两个直角面和一个安装斜面,支撑块的直角面固定安装在工作台上,从动夹持盘通过转盘底座安装在支撑块的安装斜面。
进一步的,所处抽气装置为抽气泵,所述空心流道为一空心轴。
所述水平直线模组和竖直直线模组均为由底座、直线导轨、滚珠丝杠、丝杠螺母、滑块和轴承座组成的丝杠模组。
基于一种盲孔抛光用负压液体气化抛光装置的一种盲孔抛光用负压液体气化抛光方法,具体包括如下步骤:
步骤一:将待加工工件的底端通过副夹持端O型圈安装在从动夹持盘上;
步骤二:启动竖直模组驱动电机,通过带动竖直直线模组上的竖直滑块向下直线运动,带动旋转夹持头向下运动,使旋转夹持头靠近从动夹持盘上的待加工工件;
步骤三:启动水平模组驱动电机,通过带动水平直线模组上的水平滑块的水平运动,带动旋转夹持头在水平方向上向待加工工件方向移动,当达到合适位置后停止水平模组驱动电机;
步骤四:重复步骤二和步骤三,使待加工工件和旋转夹持头逐渐靠近,直至待加工工件的加工端完全伸入旋转夹持头内,且旋转夹持头内的主夹持端O型圈完全套装在待加工工件的加工端上,此时待加工工件被旋转夹持头和从动夹持盘共同夹紧,待加工工件的盲孔与旋转接头相连通;
步骤五:关闭磨粒流入口阀,打开抽气口单向阀并启动抽气装置,利用与抽气口单向阀通过抽气管道连接抽气装置进行抽气,使待加工工件的盲孔和旋转接头内部处于负压状态;
步骤六:待加工工件的盲孔内部处于负压状态后关闭抽气装置,由于抽气口单向阀只允许气体单向流动,所以待加工工件的盲孔内部一直保持负压状态,此时打开磨粒流入口阀并启动磨粒流发生装置,使磨粒流发生装置中产生的磨粒流流经磨粒流入口阀和气液磨粒流接头进入旋转接头中,由于待加工工件的盲孔和旋转接头均处于负压状态,磨粒流会流入待加工工件的盲孔内;
步骤七:关闭磨粒流入口阀,打开旋转驱动电机,旋转驱动电机通过旋转主动轮、旋转从动轮和旋转同步带组成的同步带机构带动旋转接头的活动端、空心流道、法兰盘、旋转夹持头和待加工工件组成的整体进行旋转;
步骤八:在步骤七旋转驱动电机保持工作的情况下,始终打开抽气口单向阀和抽气装置,使待加工工件的盲孔和空心流道内的气体压强降低;此时由于驱动电机旋转带动磨粒流旋转抛光会产生大量的热,导致待加工工件的温度升高,温度升高与气体压强降低的共同作用下,由固体磨粒和低沸点溶液组成的磨粒流会产生气化现象,使磨粒流变为气液固三相磨粒流;
步骤九:抽气装置完成一端时间后关闭抽气装置,在旋转驱动电机的带动下,气液固三相磨粒流在与待加工工件的盲孔相对运动时对待加工工件的盲孔进行持续抛光,直至完成待加工工件的盲孔抛光。
本实用新型的有益效果在于:
1、本实用新型可以对盲孔类工件的盲孔进行抛光,通过抽气使待抛光工件的盲孔处于负压状态,使得磨粒流可以更顺利的进入盲孔中。
2、本实用新型在加工过程中利用抛光产生的热量并结合抽气装置使装置内部气压降低,从而使由固体磨粒和低沸点溶液组成的磨粒流在在升温和低压的情况下部分气化,提高固液二相磨粒流的抛光效率。
3、本实用新型在抛光过程中,利用机械旋转过程中磨粒流的无序运动,使磨粒流中的磨粒重复冲击工件盲孔,使得抛光效率更快,效果更佳且进行微量切削,不会导致工件表面的机械变形。
4、本实用新型在抛光过程中只需的较少的磨粒流,且磨粒流无毒、安全性较高且对污染小,环境友好。
5、本实用新型利用水平直线模组和竖直直线模组组成的移动定位模块进行移动定位,能过快速准确实现在空间中的精确定位。
6、本实用新型将待加工工件倾斜放置在直角三棱柱状的支撑块上,待加工工件的盲孔具有一定的倾斜角,使得抛光时磨粒流进入盲孔后的运动更佳无序,使得抛光效果更佳。
7、本实用新型将待加工工件孔口倾斜朝上,使得在抛光过程的磨粒流在盲孔中聚集,并通过旋转驱动电机带动待加工工件旋转,使磨粒流相对于待加工工件发生旋转,进而加快抛光过程。
8、本实用新型采用旋转同步带、旋转主动轮、旋转从动轮和旋转驱动电机组成的同步带驱动机构来带动待加工工件旋转,可以实现在相对恶劣抛光环境下的抛光工作。
附图说明
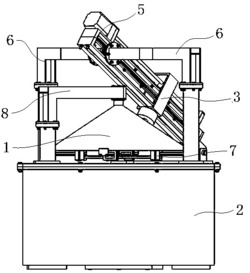
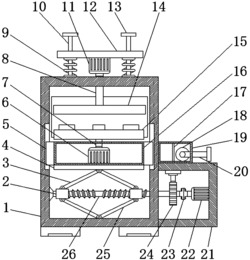
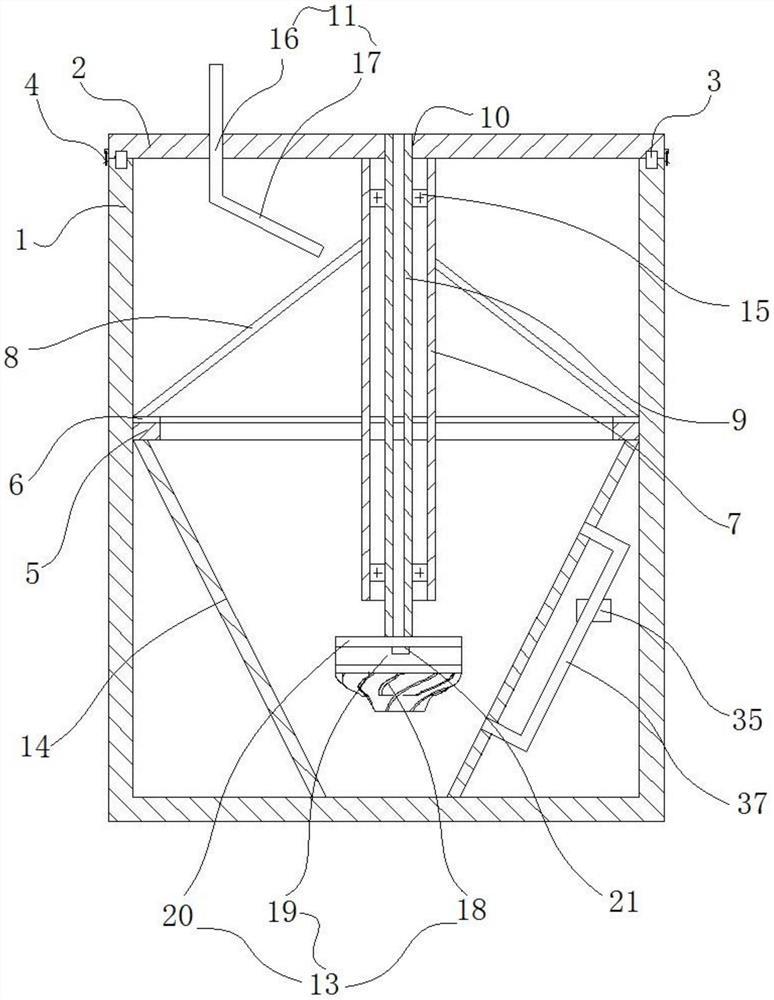
图1是本实用新型一种盲孔抛光用负压液体气化抛光装置的整体结构示意图。
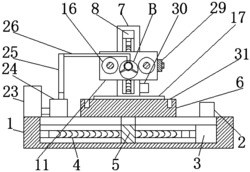
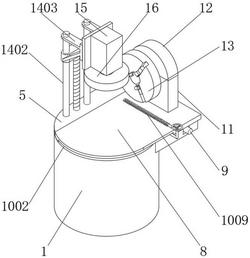
图2是本实用新型移动定位模块的整体结构示意图。
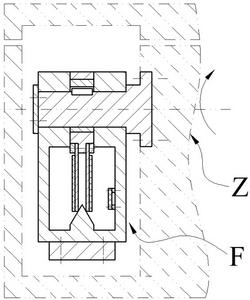
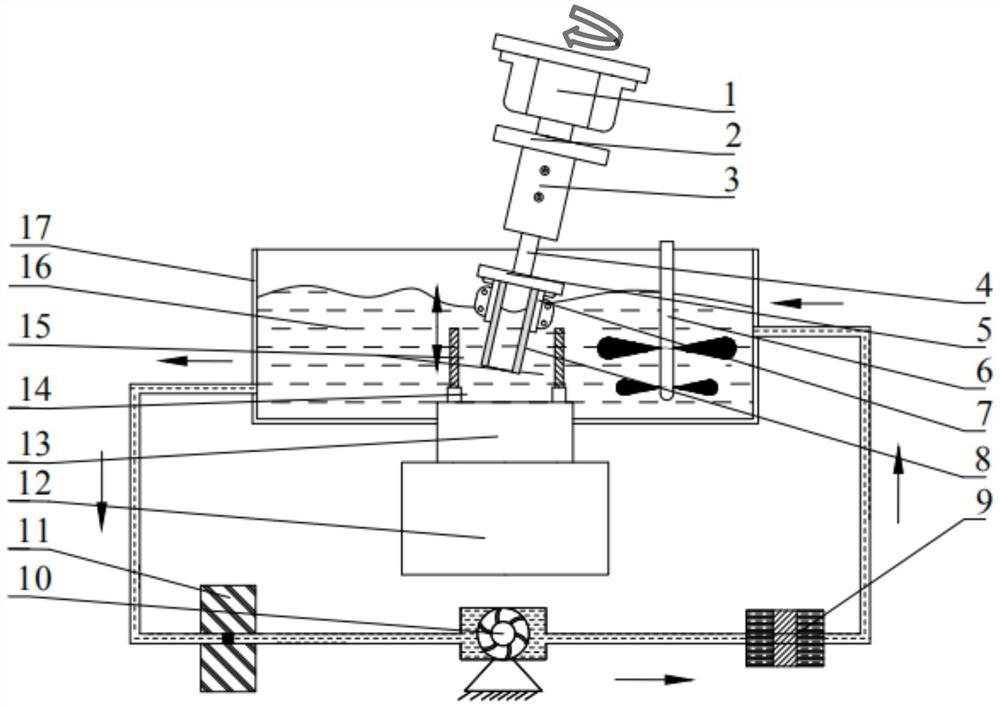
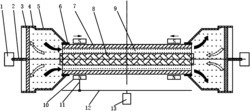
图3是本实用新型旋转流道模块的结构示意图。
图4是本实用新型气液磨粒流接头与抽气口单向阀和磨粒流入口阀的连接结构示意图。
图5是本实用新型旋转流道模块的流道部分的剖视结构示意图。
图6是本实用新型从动夹持模块。的整体机构示意图。
图7是本实用新型从动夹持模块的剖视图。
图中,1-移动定位模块、2-旋转流道模块、3-从动夹持模块、4-待加工工件、5-工作台、101-水平模组安装架、102-水平直线模组、103-水平滑块、104-竖直滑块、105-竖直模组驱动电机、106-竖直直线模组、107-水平模组驱动电机、201-旋转夹持头、202-空心流道、203-旋转同步带、204-流道固定板、205-旋转接头固定座、206-滑轨连接板、207-流道接头、208-气液磨粒流接头、209-旋转接头、210-旋转驱动电机、211-电机座、212-旋转主动轮、213-旋转从动轮、214-法兰盘、215-抽气口单向阀、216-磨粒流入口阀、217-主夹持端O型圈、301-支撑块、302-从动夹持盘、303-副夹持端O型圈、304-转盘底座、305-轴承。
具体实施方式
下面结合附图对本实用新型作进一步说明:
如图1~7所示,一种盲孔抛光用负压液体气化抛光装置,其特征在于:包括工作台5、移动定位模块1、旋转流道模块2和从动夹持模块3。
所述移动定位模块1包括水平模组安装架101、水平直线模组102、水平模组驱动电机108、竖直直线模组107和竖直模组驱动电机106,所述水平模组安装架101固定在工作台5上;所述水平直线模组102水平固定在水平模组安装架101上,所述水平模组驱动电机108固定在水平直线模组102的一端,水平模组驱动电机108的驱动轴连接水平直线模组102并驱动水平直线模组102上的水平滑块104沿着水平方向做直线运动;所述竖直直线模组107竖直固定在水平直线模组102的水平滑块104上,竖直模组驱动电机106固定在竖直直线模组107的上端,竖直模组驱动电机106的驱动轴连接竖直直线模组107并驱动竖直直线模组107上的竖直滑块105沿着竖直方向做直线运动;所述旋转流道模块2安装在竖直直线模组107的竖直滑块105上,所述从动夹持模块3安装在水平模组安装架101旁边的工作台5上;从动夹持模块3和旋转流道模块2设置在竖直滑块105的同一侧。
所述从动夹持模块3包括支撑块301、从动夹持盘302、轴承305和转盘底座304,所述支撑块301固定在工作台5上,支撑块301上设置有一个倾斜向上的安装斜面;安装斜面上开设有用于安装转盘底座304的圆形凹槽;所述转盘底座304固定在安装斜面的圆形凹槽内,从动夹持盘302通过轴承305连接在转盘底座304上。
所述旋转流道模块2包括旋转夹持头201、旋转接头固定座205、流道固定板204、滑轨连接板206、抽气口单向阀215、气液磨粒流接头208、磨粒流入口阀216、流道接头207、空心流道202、旋转接头209、法兰盘214、旋转驱动电机210、旋转主动轮212、旋转从动轮213、旋转同步带203和主夹持端O型圈217,所述滑轨连接板206竖直安装在竖直直线模组107的竖直滑块105上,流道固定板204固定安装在滑轨连接板206上,所述旋转接头固定座205固定安装在流道固定板204上,旋转接头209安装在旋转接头固定座205上,所述旋转接头209安装时旋转接头209的轴心线平行于从动夹持盘302上固定端的轴心线;所述旋转接头209靠近从动夹持模块3的一端为旋转接头209的旋转端,空心流道202的一端与旋转接头209的旋转端固定连接,空心流道202的另一端套装有法兰盘214,旋转夹持头201安装在法兰盘214上,待加工工件4的两端分别通过旋转夹持头201和从动夹持盘302夹持,待加工工件4的盲孔位于旋转夹持头201一端;所述旋转接头209的另一端为旋转接头209的固定端,旋转接头209的固定端通过流道接头207连接气液磨粒流接头208,所述气液磨粒流接头208设置有三个出入口,分别为磨粒流入口端、磨粒流出口端和抽气端,磨粒流入口端、磨粒流出口端和抽气端相互连通,气液磨粒流接头208的磨粒流出口端连接流道接头207,气液磨粒流接头208的磨粒流入口端通过磨粒流入口阀216和磨粒流管道连接外置的磨粒流发生装置,气液磨粒流接头208的抽气端通过抽气口单向阀215和抽气管道连接外置的抽气装置;所述气液磨粒流接头208的抽气端位于磨粒流入口端的上方;所述旋转驱动电机210通过电机座211固定在流道固定板204上,旋转主动轮212安装在旋转驱动电机210的输出轴上,旋转从动轮213通过键固定在旋转接头209的活动端,所述旋转主动轮212和旋转从动轮213通过旋转同步带203连接,旋转驱动电机210工作时通过旋转主动轮212、旋转从动轮213和旋转同步带203组成的同步带机构带动旋转接头209的活动端、空心流道202、法兰盘214、旋转夹持头201和待加工工件4组成的整体进行旋转。
旋转流道模块2的流道接头207、空心流道202、抽气口单向阀215、气液磨粒流接头208和磨粒流入口阀216共同组成整个装置的流道部分,整个流道为密封流道,流道接头207、空心流道202、抽气口单向阀215、气液磨粒流接头208和磨粒流入口阀216相互之间密封连接。
旋转夹持头201包括法兰状的固定法兰端和用于固定待加工工件4的主安装端,旋转夹持头201的固定法兰端与法兰盘214固定连接,旋转夹持头201的主安装端上设置有与待加工工件4的加工端形状相配合的工件安装主槽,待加工工件4的加工端安装在工件安装主槽内,旋转夹持头201的工件安装主槽设置有用于防止待加工工件4的加工端滑动的主夹持端O型圈217,主夹持端O型圈217的内圈贴合并套装在待加工工件4的加工端,主夹持端O型圈217的外圈贴合工件安装主槽的内壁;所述从动夹持盘302包括圆柱状的固定端和用于固定待加工工件4的副安装端,从动夹持盘302的固定端通过轴承305套装在转盘底座304内,所述从动夹持盘302的副安装端内设置有与待加工工件4后端形状相配合的工件安装副槽,待加工工件4的后端安装在工件安装副槽内,从动夹持盘302的工件安装副槽底部设置有用于防止待加工工件4滑动的副夹持端O型圈303,副夹持端O型圈303的内圈贴合并套装在待加工工件4的后端,副夹持端O型圈303的外圈贴合工件安装副槽的内壁。
旋转夹持头201和从动夹持盘302均为可方便卸装更换的夹持头,对于不同的盲孔工件时,只需要更换对应的旋转夹持头201和从动夹持盘302即可,旋转夹持头201的法兰状的固定法兰端和从动夹持盘302的圆柱状的固定端的结构都是相同的,区别在于用于安装盲孔工件的一端,针对不同的盲孔工件设计不同的旋转夹持头201和从动夹持盘302。
水平直线模组102通过螺栓固定在水平模组安装架101上,水平模组安装架101通过螺栓固定在工作台5上,竖直直线模组107通过螺栓固定在水平直线模组102的水平滑块104上。
所述磨粒流发生装置产出的磨粒流为固体磨粒和低沸点溶液组成的磨粒流。
所述气液磨粒流接头208为方形接头,气液磨粒流接头208固定在滑轨连接板206上。
所述旋转接头固定座205包括旋转接头固定底座和旋转接头固定上座,旋转接头固定底座和旋转接头固定上座上均设置有与旋转接头209相配合的弧形槽,旋转接头固定底座和旋转接头固定上座共同将旋转接头209夹持住,旋转接头固定底座和旋转接头固定上座通过螺栓固定连接。
所述旋转接头209的轴心线和从动夹持盘302的固定端的轴心线均与水平面倾斜30-60度角,且旋转接头209的轴心线和从动夹持盘302的固定端的轴心线均与支撑块301的安装斜面相垂直。
所述支撑块301为直角三棱柱状的支撑块301,支撑块301上设置有两个直角面和一个安装斜面,支撑块301的直角面固定安装在工作台5上,从动夹持盘302通过转盘底座304安装在支撑块301的安装斜面。
所处抽气装置为抽气泵,所述空心流道202为一空心轴。
基于一种盲孔抛光用负压液体气化抛光装置的一种盲孔抛光用负压液体气化抛光方法,具体包括如下步骤:
步骤一:将待加工工件4的底端通过副夹持端O型圈303安装在从动夹持盘302上;
步骤二:启动竖直模组驱动电机106,通过带动竖直直线模组107上的竖直滑块105向下直线运动,带动旋转夹持头201向下运动,使旋转夹持头201靠近待加工工件4;
步骤三:启动水平模组驱动电机108,通过带动水平直线模组102上的水平滑块104的水平运动,带动旋转夹持头201在水平方向上向待加工工件4方向移动,当达到合适位置后停止水平模组驱动电机108;
步骤四:重复步骤二和步骤三,使待加工工件4和旋转夹持头201逐渐靠近,直至待加工工件4的加工端完全伸入旋转夹持头201内,且旋转夹持头201内的主夹持端O型圈217完全套装在待加工工件4的加工端上,此时待加工工件4被旋转夹持头201和从动夹持盘302共同夹紧,待加工工件4的盲孔与旋转接头209相连通;
步骤五:关闭磨粒流入口阀216,打开抽气口单向阀215并启动抽气装置,利用与抽气口单向阀215通过抽气管道连接抽气装置进行抽气,使待加工工件4的盲孔和旋转接头209内部处于负压状态;
步骤六:待加工工件4的盲孔内部处于负压状态后关闭抽气装置,由于抽气口单向阀215只允许气体单向流动,所以待加工工件4的盲孔内部一直保持负压状态,此时打开磨粒流入口阀216并启动磨粒流发生装置,使磨粒流发生装置中产生的磨粒流流经磨粒流入口阀216和气液磨粒流接头208进入旋转接头209中,由于待加工工件4的盲孔和旋转接头209均处于负压状态,磨粒流会流入待加工工件4的盲孔内;
步骤七:关闭磨粒流入口阀216,打开旋转驱动电机210,旋转驱动电机210通过旋转主动轮212、旋转从动轮213和旋转同步带203组成的同步带机构带动旋转接头209的活动端、空心流道202、法兰盘214、旋转夹持头201和待加工工件4组成的整体进行旋转;
步骤八:在步骤七旋转驱动电机210保持工作的情况下,始终打开抽气口单向阀215和抽气装置,使待加工工件4的盲孔和空心流道202内的气体压强降低;此时由于驱动电机旋转带动磨粒流旋转抛光会产生大量的热,导致待加工工件4的温度升高,温度升高与气体压强降低的共同作用下,由固体磨粒和低沸点溶液组成的磨粒流会产生气化现象,使磨粒流变为气液固三相磨粒流;
步骤九:抽气装置完成一端时间后关闭抽气装置,在旋转驱动电机210的带动下,气液固三相磨粒流在与待加工工件4的盲孔相对运动时对待加工工件4的盲孔进行持续抛光,直至完成待加工工件4的盲孔抛光。
上述实施例只是本实用新型的较佳实施例,并不是对本实用新型技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本实用新型专利的权利保护范围内。
一种盲孔抛光用负压液体气化抛光装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0