








专利摘要
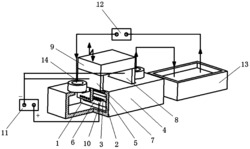
本实用新型公开了一种用于叶片电解加工机床的控制系统,所述控制系统由机床操作与控制单元,运动控制单元、电源控制单元、辅助控制单元、供液控制单元等现场控制单元以及专用控制软件组成。控制系统采用分布式控制结构,机床操作与控制单元与其它控制单元之间采用网络连接,控制单元之间信息传输速率快,控制实时性好。
权利要求
1.一种用于叶片电解加工机床的控制系统,其特征在于:所述控制系统包括机床操作与控制单元、运动控制单元、电源控制单元、辅助控制单元以及供液控制单元,还包括设置于所述控制系统中的叶片电解加工控制软件,其中:
控制系统在结构上采用分布控制模式,操作与控制单元为机床控制中央控制单元,运动控制单元、电源控制单元、辅助控制单元和供液控制器为现场控制单元;
所述机床操作与控制单元与运动控制单元、电源控制单元、辅助控制单元和供液控制单元之间采用网络通讯方式传送控制信息,各控制单元之间通过路由器建立连接;
所述机床操作及控制单元包括控制器、操作与显示模块以及接口;在机床操作与控制单元中设置有叶片电解加工控制软件,所述叶片电解加工控制软件控制电解加工过程以及现场控制单元的运行,显示并存储电解加工过程有关信息;
所述运动控制单元包括运动控制器、伺服驱动器、伺服电机和检测光栅,用于控制机床左右工作头运动,其中,运动控制器通过其网络接口与机床操作与控制单元连接,运动控制器与伺服驱动器之间通过控制转接卡连接。
2.如权利要求1所述的一种用于叶片电解加工机床的控制系统,其特征在于:所述辅助控制单元与供液控制单元均采用PLC构建,其中,
辅助控制包括CPU模块以及开关量与模拟量输入输出模块,上述模块之间采用排线连接,用以协助中央控制单元控制机床部分功能,减轻中央控制单元控制器的运行负担,提高运行效率和实时性;
供液控制单元包括电源模块、CPU模块、开关量输入输出模块、模拟量输入输出模块以及触摸屏,CPU模块与机床操作与控制单元之间通过网络通讯转接模块连接。
说明书
技术领域
本实用新型公开了一种用于叶片电解加工机床的控制系统,涉及电解加工技术领域。
背景技术
叶片是航空机的重要零件之一,它用于发动机进气扇、高低压压气机、动力涡轮等部件中。叶片加工有多种加工方法,常用的加工方法有数控铣削、电解加工、电火花、精密铸造等。由于叶片形状复杂、采用特殊材料制造,一种工艺方法难以完成叶片加工。
电解加工具有电极无损耗,无宏观切削力,不受加工材料硬度限制等特点,因此非常适合于镍基高温合金、钛合金等难加工材料的加工。由于它在加工镍基高温合金、钛合金材料结构件方面在加工成本、加工效率、表面质量上具有较大的优势,因而成为这些难加工材料的主要加工方法之一。
叶片电解加工是一项比较复杂的加工工艺,目前单个叶片电解加工一般采用一次成形加工工艺方式,即从叶片毛坯的两侧面同时加工,持续加工到预定的位置,叶盆与叶背形状同时加工出来。叶片电解加工机床是进行电解加工的最重要的基础条件,电解加工机床通常包括机床本体,运动系统、电解液系统、加工电源系统以及控制系统,控制系统的作用是把机床运动、电解液系统、加工电源系统有机结合在一体、能够统一调度指挥并能够根据加工的要求提供精确的运动、能够保证加工中供电与供液。现有的电解加工机床多数是人工操作为主,加工时由加工人员对加工条件进行判断,执行相应的操作。叶片电解加工对加工机床控制系统提出更高的要求,要求加工系统中各个子系统之间协调性好,加工过程中控制系统要能够正常做出决策并对加工过程中出现的意外情况进行处理。
由于叶片加工系统各组成单元分布在不同的加工区域,机床的结构比较分散,加工操作指令要正确传送到各个子系统,子系统的加工相关信息又需要反馈到控制单元。要实现统一的调度,系统之间的信息传输与处理实时性要求比较高,如何把不同厂商制造的控制单元集成一起,实现电解加工所需的功能是电解加工机床控制系统要解决的关键问题。针对叶片电解加工要求,本实用新型公布了一种能够适用于叶片电解加工机床的分布式控制系统,可满足叶片加工多样性以及叶片加工自动化要求。
实用新型内容
本实用新型所要解决的技术问题是:针对现有技术的缺陷,提供一种用于叶片电解加工机床的控制系统,控制系统采用分布式控制方案、可以有效对电解加工的各个单元进行控制,系统之间采用网络连接,信息传输速率高、抗干扰、实时好,并且开发了相应的控制软件满足叶片电解加工要求,可以实现叶片加工中的自动化对刀、分段加工、故障处理、参数变化等要求。
本实用新型为解决上述技术问题采用以下技术方案:
一种用于叶片电解加工机床的控制系统,所述控制系统包括机床操作与控制单元、运动控制单元、电源控制单元、辅助控制单元以及供液控制单元,还包括设置于所述控制系统中的叶片电解加工控制软件,其中:
控制系统在结构上采用分布控制模式,操作与控制单元为机床控制中央控制单元,运动控制单元、电源控制单元、辅助控制单元和供液控制器为现场控制单元;
所述机床操作与控制单元与运动控制单元、电源控制单元、辅助控制单元和供液控制单元之间采用网络通讯方式传送控制信息,各控制单元之间通过路由器建立连接;
所述机床操作及控制单元包括控制器、操作与显示模块以及接口;在机床操作与控制单元中设置有叶片电解加工控制软件,所述叶片电解加工控制软件控制电解加工过程以及现场控制单元的运行,显示并存储电解加工过程有关信息;
所述运动控制单元包括运动控制器、伺服驱动器、伺服电机和检测光栅,用于控制机床左右工作头运动,其中,运动控制器通过其网络接口与机床操作与控制单元连接,运动控制器与伺服驱动器之间通过控制转接卡连接。
作为本实用新型的进一步优选方案,所述辅助控制单元与供液控制单元均采用PLC构建,其中,辅助控制包括CPU模块以及开关量与模拟量输入输出模块,上述模块之间采用排线连接,用以协助中央控制单元控制机床部分功能,减轻中央控制单元控制器的运行负担,提高运行效率和实时性;
供液控制单元包括电源模块、CPU模块、开关量输入输出模块、模拟量输入输出模块以及触摸屏,CPU模块与机床操作与控制单元之间通过网络通讯转接模块连接。
本实用新型还公开了用于叶片电解加工机床的控制系统所对应的加工控制方法,所述加工控制方法包括加工过程中自动对刀、分段加工、加工参数变化和加工故障恢复控制,其中,在控制系统中根据加工艺把叶片电解加工过程分解成若干个基本加工控制步骤,在每个基本加工控制步骤中确定所需的控制任务,对照加工需求组合成相应的加工模式,所述加工模式包括双头加工、单头加工或者工艺开发;
叶片电解加工根据实际需要把加工过程设置成多段进行,在每一段中设置相应的加工电压、电源频率、占空比和进给速度,控制系统根据设置的分段加工参数值自动调整加工参数。
作为本实用新型的进一步优选方案,所述的自动对刀控制方法,采用专用对刀模块实现加工自动对刀,加工对刀由控制系统中对刀控制程序控制,对刀过程包括对刀电源供电、对刀回路接通、启动对刀程序、对刀接触检测、启动让刀程序、关闭对刀回路以及对刀电源断电。
作为本实用新型的进一步优选方案,所述的加工故障恢复的控制方法包括,在加工中发生故障时,控制系统够对加工故障进行处理,处理过程包括故障信息存储、处理故障、加工位置恢复和加工过程恢复。
本实用新型还公开了一种用于叶片电解加工机床的控制系统对应的专用控制软件,所述控制软件采用多文档结构,由一个父窗体和多个子窗体组成,在每个子窗体上设置一个机床控制操作界面,子窗体工作界面切换采用父窗体底部的菜单操作;
所述控制软件中工作界面从上向下依次分为工作参数显示区、加工过程动态显示区、加工操作区和加工状态提示区;
所述控制软件的工作界面上的加工操作区中设置有加工操作键,用于与加工有关加工和机床操作,操作键功能定义因工作界面不同有所变化,操作软件定义的功能包括对刀模块、加工电源、供液系统、运动系统、工件装夹、舱门、润滑或者加工故障操作;
通过所述控制软件进行工作参数设置,设置的加工参数包括加工对刀、分段选择项、运动位置参数、运动速度参数、加工故障处理参数、左头分段加工参数、右头分段加工参数及其它参数,当参数更改后控制系统将更改后的信息保存至ACESS数据库中。
作为本实用新型的进一步优选方案,所述控制软件的操作界面中,设置的子窗体包括:双头加工、单头加工、工艺开发、工艺分析、供液控制、运动控制、电源控制和参数设置。
本实用新型采用以上技术方案与现有技术相比,具有以下技术效果:
本实用新型的叶片电解加工机床的控制系统采用分布式控制模式,由操作与控制单元根据叶片电解加工工序内容控制电解加工过程并控制机床运动、机床辅助功能、供液系统、加工电源的运行。采用分布式控制结构可以更好处理叶片电解复杂控制任务,提高系统的工作效率,提高系统实时性。
叶片电解加工机床控制系统在加工过程控制上采用了模块化结构,根据叶片电解加工序内容及加工步骤分成多个加工控制步骤,对每一个加工步骤中规定了对应的控制内容和工作时序,具有手动和自动触发方式,可把这些加工步骤及触发方式组合成双头加工、单头加工、开艺开发等工作方式,可适应于不同的加工场合。
利用本控制系统可实现叶片的自动加工,加工过程中可实现自动对刀、分段加工、加工参数调节功能,控制软件在加工中实时判断加工状态、本道加工步骤结束以及下一个步骤开始条件,加工只需按一下操作键就可以完成一个加工循环。
为配合控制系统的使用开发了叶片电解加工控制软件包括机床操作单元的控制软件以及现场控制单元的控制程序,利用驱动接口函数实现了不同控制单元之间的数据通讯,控制软件具有较丰富的机床控制功能、加工操作界面、通讯接口可满足不同叶片电解加工需要。
附图说明
图1是叶片电解加工控制系统组成框图;
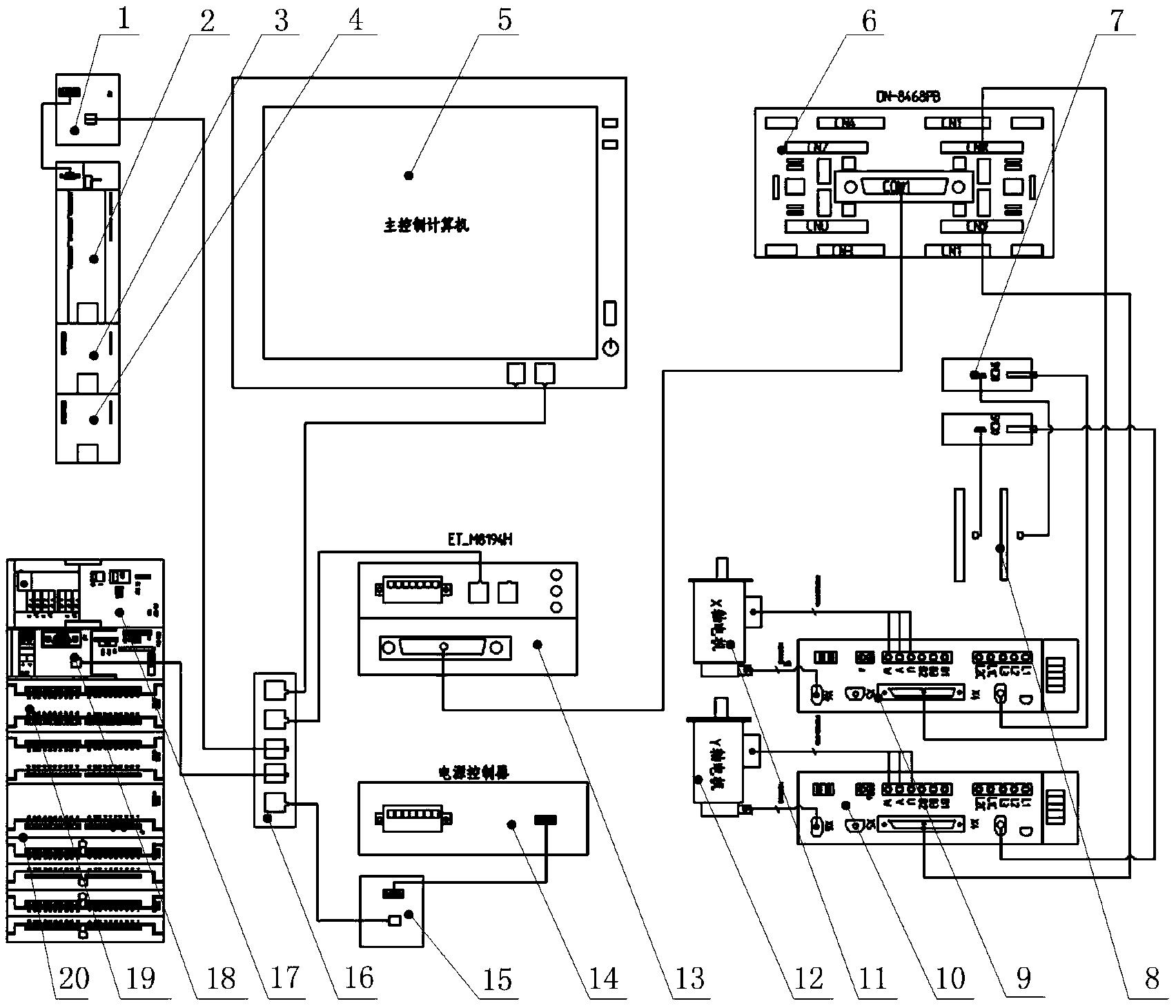
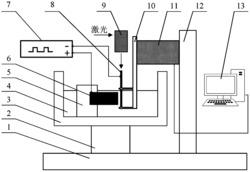
图2是叶片电解加控制系统硬件连接图;
其中:1、S7-200 PLC网络转接模块,2、S7-200 PLC CPU模块,3、S7-200 PLC 模拟量输入模块1,4、S7-200 PLC模拟量输入输出模块2,5、机床操作与控制单元,6、DN-8468PB转接卡,7、光栅接口,8、光栅与检测头,9、左头伺服驱动器,10、右头伺服驱动器,11、左头伺服电机,12、右头伺服电机,13、ET-8194H运动控制器,14、加工电源控制器,15、加工电源通讯转接模块,16、网络路由器,17、S7-300 PLC电源模块,18、S7-300 PLC CPU模块,19、S7-300 PLC 开关量输入输出模块,20、S7-300 PLC 模拟量输入输出模块;
图3是叶片电解加工控制步骤划分图;
图4是双头自动加工模式控制流程图;
图5是加工故障处理流程图;
图6是叶片电解加工控制软件结构图;
其中:21、左头加工参数显示,22、运动实时参数显示,23、电解液工作参数显示,24、左头加工电源参数显示,25、加工操作区,26、工作界面切换菜单区,27、右头加工参数显示,28、左头加工电源参数显示,29、加工故障处理参数显示,30、加工过程动态显示区,31、加工状态提示区,32、加工选项设置区,33、加工运动位置参数设置区,34、故障处理参数设置区,35、左头加工电源参数设置区,36、加工运行速度参数设置区,37、其它参数设置区,38、左头加工电源参数设置区。
具体实施方式
下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。
下面结合附图及具体实施例对本实用新型的技术方案做进一步的详细说明:
叶片电解加工控制系统组成框图及硬件连接图分别如图1、图2所示,本实用新型所公开的一种用于叶片电解加工机床的控制系统,它包括机床操作与控制单元,制系统由机床操作与控制单元,运动控制单元、电源控制单元、辅助控制单元、供液控制单元等现场控制单元以及专用控制软件组成。
所述的机床操作与控制单元包括机床操作与显示单元、控制单元以及通讯模块组成。控制单元由一台计算机组成,选用上海福研公司TPC6000型工业控制计算机,在计算机前端集成了15 英寸触控屏,作为控制系统的操作与显示单元,在工控机底部集成了2个网络、5个COM端口。在计算机中安装有专为叶片电解加工开发的机床操作与控制软件。操作与控制单元与其它系统的控制单元之间采用网络路由器连接。
所述的运动控制单元包括由运动控制器、伺服驱动器、伺服电机、检测光栅组成。运动控制器选用台湾泓格公司的ET-M8194H型运动控制器,该运动控制器集成了网络通讯接口,控制器与机床控制操作与控制单元之间通过网络传输运动控制相关信息。电解加工所需的运动由操作与控制单元调用驱动软件动态连接库中的运动函数实现,由运动控制器解释执行。运动控制器信号通过一个68针接口连接到DN-8468转接卡上的对应接口,再通过50针接口与伺服驱动器的对应接口连接,与伺服驱动器之间传送控制信息,实现对伺服电机驱动。检测光栅通过光栅接口连接到驱动上对应的光栅信号输入接口。其中,伺服驱动器、伺服电机、检测光栅型号可根据具体情况选用。操作与控制单元通过驱动函数读取机床左工作头和右工作头的运动信息,包括运动位置、运动速度信息。
所述的辅助控制单元采用S7-200 PLC组建,包括网络通讯转换模块、CPU 226、2个模拟量输入EM231模块,1个模拟量输出EM232模块。由于CPU模块没有网络连接功能,采用网络通讯转换模块转接,两者之间通过PPI线连接,两计算机之间网络通讯采用西门子公司PRODAVE驱动接口实现。辅助控制单元主要完成机床的辅助操作功能,包括机床对刀模块、加工夹具、机床润滑、机床舱门等操作。为了实现机床操作与控制单元与PLC之间控制协同,采用方法是在两控制器者之间存储器之间建立输入与输出的映射关系,把机床操作与控制单元发出的操作信号变成PLC的输入信号,由PLC程序控制机床对应的功能,同时把PLC的输出信号变成机床操作与控制单元的输入信号。机床操作与控制单元与PLC之间通过PRODAVE提供的读写函数在可以高效控制PLC的运行,两者之间通过控制任务合理分配,提高计算机CPU运行效率与控制系统的实时性。
所述的供液控制单元由S7-300PLC构建,包括电源模块,CPU317模块,2个数字量输入SM321模块,2个数字量输出SM322模块,2个模拟量输入SM331、1个模拟量输出SM332模块。供液控制单元PLC CPU模块中集成了网络通讯接口,与机床操作与控制单元之间通过网络连接。供液控制单元独立完成电解液循环过滤、参数检测与控制、电解液输送等控制功能。操作与控制单元与通过网络向供液控制单元发送电解液系统运行或关闭指令,读取电解液系统工作参数以及运行状信息。
所述的加工电源控制单元包括控制器以及开关量、RS485串行接口组成,电源控制器采用ARM单片机开发,与机床操作与控制单元之间采用UT-6601H转换器把控制器的串行通讯转成网络通讯模式,UT-6601H转换器的网络接口连接到控制系统的网络路由器。加工电源的参数设置通过网络发送到电源控制器,加工电源控制器通过网络返回电源的电压、电流、占空比、频率参数。加工电源控制、工作状态信号等开关量信号与辅助控制单元的数字量输入输出信号连接,机床操作与控制单元的控制计算机通过读取辅助控制单元S7-200PLC中存储器中的输入输出映像区实现对加工电源的控制。
叶片电解加工控制步骤划分图如图3所示,本实用新型所公开的一种用于叶片电解加工机床的控制系统对应的加工控制方法,包括:控制系统采用分布控制结构,有多个工作模式选择以及加工选择项,在加工过程中可以实现自动对刀,分段加工及加工参数变化、加工故障处理与恢复。
所述的控制系统中机床操作与控制单元与现场控制单元(运动控制单元、电源控制单元、供液控制单元,辅助控制单元、)之间采用分布式控制结构,各控制单元之间采用网络连接,各单元之间通过网络以及输入输出接口传输控制相关信息。机床操作与控制单元为机床控制核心,叶片加工操作通过控制软件中的操作键输入,控制单元借助于机床控制软件控制加工过程,同时控制各现场单元运行。控制系统的各单元之间采用网络连接使系统单元之间具有较高的通讯速率。
所述的叶片电解加工控制方法中,根据单个叶片电解加工工艺,把加工整个过程划分成干若干个基本单元,以基本加工单元为内容组织控制结构。叶片电解加工过程分为双头定位[左头定位][右头定位]、左头对刀、左头让刀、右头对刀、右头让刀、左头加工、右头加工、不分段双头加工、第1段双头加工、第2段双头加工,第3段双头加工、第4段双头加工、第5段双头加工、双头退回[左头退回][右头退回]控制步骤,给每一个加工步骤分配一个代号(SYS_STEP=10、20、30、40、50、60、70、80、81-85、100)。在每个加工步骤中规定了相应的工作内容。加工步骤执行有两种启动方式,在手动加工中用机床控制软件工作界面上的软件触发,在自动加工模式中根据上一个加工步骤加工结束状态判断下一个加工步骤开始是否开始执行下一步骤。加工步骤中的对刀、第1到第N段分段加工是可选步骤,在加工参数设置界面中选择加工对刀、加工分段、分段号对应选项。
所述的叶片电解加工控制方法中,分段加工和参数变化功能实施具体方法是,在控制系统可把加工过程最多可分为5个加工段,每一段加工又分为单头加工(左头加工或右头加工)和双头加工两个阶段,而且每段加工的电源与加工速度参数可以根据需要设定。首先需要在参数设置界面中勾选分段加工项,然后分段参数中勾选对应的分段号,并设置加工位置、加工速度、电源参数,在加工时控制系统根据分段数与加工参数控制电解加工。
所述的叶片电解加工控制方法中,为了处理加工故障,在控制系统中加入了故障处理功能。如图4、图5所示,当加工中发生加工故障时,控制系统会通知操作人中,操作人员在控制软件中的加工操作区中打开“故障处理”功能,首先进行加工故障信息存储,保存的信息有加工步骤代号SYS_STEP的值,机床左头运动位置、机床右头运动位置,信息保存在控制系统中采用ACESS建立的数据库中,数据保存后,操作人员可以处理加工故障,故障处理后执行“加工位置恢复”,控制软件根据故障发生时加工步骤代号重新计算左右工作头应该运动到的位置,然后调用双头定位数控程序,使左右工作头运动指定位置。最后执行“恢复加工”操作,控制系统根据加工步骤代号恢复加工过程。
本实用新型还公开了一种一种用于叶片电解加工机床的控制系统的专用控制软件,如图6所示,采用多文档结构,具有“双头加工”、“单头加工”、“工艺开发”等多个工作界面,可设置和存储工作参数,控制软件通过网络与现场控制单元之间通过通讯接口函数建立连接、发送控制信息和接受状态信息,控制电解加工过程的运行。
所述的叶片电解机床分布式控制系统的专用控制软件采用VB软件开发,采用MDI多文档结构,控制软件包括一个父窗体和多个子窗体,父窗体作为子窗体的容器,在底部安排了用于切换子窗体的菜单,在切换菜单的上方设置了用于提示加工状态的状态条。子窗体用于设置控制系统的工作界面,工作时嵌在父窗体中运行。控制软件设计的子窗体包括用于叶片加工、工艺试制的“自动加工”、“手动加工”、“工艺开发”窗体、用于加工分析的“工艺分析”,窗体,用于电解加工现场单元控制的“供液控制”、“数控系统”、“电源控制”,用于工作参数设置的“参数设置”窗体,用于系统的“系统进入”窗体。
所述的叶片电解机床分布式控制系统的专用控制软件的信息存储采用ACCES数据库存储,控制软件与数据之间通过ADO控制接口连接。控制软件中存储的信息包括加工参数信息、控制系统信息、故障信息等。控制系统数据存储与读取采用DataGrid控件作为中转。
所述的叶片电解机床分布式控制系统的专用控制软件与西门子现场控制单元S7-200、S7-300PLC之间通讯接口采用西门子公司提供的PRODAVE6.2 工具软件,通过该通讯接口,控制软件采用网络通讯方式与PLC之间建立通讯,可以采用多种方式自由读写PLC的输入输出、模拟量映像区、变量存储区、位存储区等。
所述的叶片电解机床分布式控制系统的专用控制软件与运动控制器通讯采用厂商提供的库函数驱动,首先设置网络参数,在控制软件与运动控制器建立连接,连接后利用驱动函数控制机床运动。
上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化。以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质,在本实用新型的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本实用新型技术方案的保护范围之内。
一种用于叶片电解加工机床的控制系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0