

IPC分类号 : C22C21/10,C22C1/03,C22C1/06,B22D17/00,B22D7/00






专利摘要
本发明提供了一种用于智能手机的压铸铝合金及其制备方法与应用,属于金属材料技术领域。该铝合金的原料包括:12‑16wt%的Zn、9‑11wt%的Si、0.4‑0.65wt%的Mg、0.3‑0.6wt%的Fe、0.3‑0.6wt%的Mn、0.005‑0.01wt%的B,杂质元素总含量不高于0.15wt%,余量为Al。该铝合金一方面具有良好的铸造性能和自淬火性能,显微硬度和屈服强度均较高,另一方面其不含稀贵元素和有害元素,低成本、无毒无害。其制备方法包括铸造含有上述化学成分的熔体。该方法操作简单,利于工业化生产。将其用于手机、通讯等行业形状复杂且对强度、刚度要求较高的零部件具有良好的应用前景。
权利要求
1.一种用于智能手机的压铸铝合金,其特征在于,所述压铸铝合金的原料包括如下质量含量的化学成分:12-16wt%的Zn、9-11wt%的Si、0.4-0.65wt%的Mg、0.3-0.6wt%的Fe、0.3-0.6wt%的Mn、0.005-0.01wt%的B,杂质元素总含量不高于0.15wt%,余量为Al;
所述杂质元素包括Cr、Cu、Ti和Na中的至少一种;
优选地,所述Mn和所述Fe的含量之和高于0.8wt%且所述Fe与2倍所述Mn的含量之和不高于1.7wt%;
优选地,提供所述Al的原料包括铝锭;提供所述Zn的原料包括锌锭;提供所述Si的原料包括Si或Al-Si中间合金;提供所述Mn的原料包括电解锰或Al-Mn中间合金;提供所述Fe的原料包括Al-Fe中间合金;提供所述B的原料包括Al-B中间合金;提供所述Mg的原料包括Mg锭。
2.根据权利要求1所述的压铸铝合金,其特征在于,所述压铸铝合金的原料包括如下质量含量的化学成分:12.1-15.99wt%的Zn、9.02-10.93wt%的Si、0.41-0.56wt%的Mg、0.31-0.6wt%的Fe、0.32-0.59wt%的Mn、0.005-0.09wt%的B,杂质元素总含量为0.12-0.15wt%,余量为Al;
优选地,所述压铸铝合金的原料包括如下质量含量的化学成分:14.07-15.99wt%的Zn、9.89-10.93wt%的Si、0.48-0.56wt%的Mg、0.51-0.6wt%的Fe、0.32-0.41wt%的Mn、0.007-0.09wt%的B,杂质元素总含量为0.12-0.14wt%,余量为Al;
更优选地,所述压铸铝合金的原料包括如下质量含量的化学成分:15.99wt%的Zn、9.89wt%的Si、0.56wt%的Mg、0.51wt%的Fe、0.41wt%的Mn、0.09wt%的B,杂质元素总含量为0.14wt%,余量为Al。
3.根据权利要求1或2所述的压铸铝合金,其特征在于,所述压铸铝合金的显微硬度为140-160HV,优选为140-159HV,更优为145-159HV;
所述压铸铝合金的屈服强度为290-370MPa,优选为290-365MPa,更优为340-365MPa;
所述压铸铝合金的抗拉强度为350-450MPa,优选为350-440MPa,更优为410-440MPa;
所述压铸铝合金的伸长率为1-2%,优选为1.5-2.0%。
4.如根据权利要求1-3任一项所述的压铸铝合金的制备方法,其特征在于,包括以下步骤:铸造含有所述化学成分的熔体。
5.根据权利要求4所述的制备方法,其特征在于,所述熔体的制备包括:
将提供所述Al、所述Zn、所述Si、所述Mn及所述Fe的原料熔化,得铝熔体;随后于所述铝熔体中加入提供所述B和所述Mg的原料熔化。
6.根据权利要求5所述的制备方法,其特征在于,两次加料之间,还包括精炼步骤;
精炼包括:将所述铝熔体降温至700-720℃后保温,随后通入精炼剂;
优选地,所述精炼剂以惰性气体为载体;
优选地,将精炼后的所述铝熔体静置12-18min,第一次扒渣后,再加入提供所述B和所述Mg的原料熔化。
7.根据权利要求6所述的制备方法,其特征在于,在加入所述铝熔体之前,还包括将提供所述B和所述Mg的原料于220-280℃的条件下预热;优选地,预热温度为250℃。
8.根据权利要求6所述的制备方法,其特征在于,提供所述B和所述Mg的原料通过压入的方式加入至所述铝熔体中;
优选地,将加入有所述B和所述Mg的所述铝熔体静置8-12min后第二次扒渣。
9.根据权利要求8所述的制备方法,其特征在于,铸造前,还包括将第二次扒渣后的所述熔体静置保温25-35min。
10.权利要求1-3任一项所述的压铸铝合金在制备手机、通讯零部件和其它零部件中的应用;
优选地,所述通讯零部件包括手机用中板。
说明书
技术领域
本发明涉及金属材料技术领域,具体而言,涉及一种用于智能手机的压铸铝合金及其制备方法与应用。
背景技术
中板是手机中三大核心结构件之一,承担着支撑和承载手机核心部件的作用,这要求手机中板不仅具备足够的强度、刚度,还需具备复杂的结构,以适应部件的安装。因此,中板金属化已成为手机提升用户体验的一个重要手段。
目前,根据手机中板材料种类的不同,主要分为不锈钢、铝合金、镁合金;随着5G新一代网络通讯时代的到来,以及3D玻璃与陶瓷盖板的崛起,手机对中板强度等各方面的要求越来越高,传统的中板压铸材料已无法满足手机对中板的要求。
发明内容
本发明的第一目的包括提供一种用于智能手机的压铸铝合金,该压铸铝合金一方面具有良好的铸造性能和自淬火性能,显微硬度和屈服强度均较高,另一方面其不含稀贵元素和有害元素,低成本、无毒无害。
本发明的第二目的包括提供一种上述压铸铝合金的制备方法,该方法操作简单,利于工业化生产。
本发明的第三目的包括提供一种上述压铸铝合金的应用,将其用于通讯等行业形状复杂且对强韧性要求较高的零部件具有良好的应用前景。
发明人经过研究发现,目前常用的压铸铝合金通常为ADC12和AZ91合金,其中,ADC12合金为Al-Si-Cu系合金,其含有Al、Si、Cu、Cd、Pb、Ca、Sn、Ni等元素,AZ91合金中含有Mg、Al、Cu、Ni等元素。上述两种合金强度和刚度均较差,已无法满足现有的要求的高强度和高刚度的通讯零部件中,导致上述两种合金的力学性能无法通过工艺的改变得到改善的原因可能归结于上述合金所含的化学成分的种类以及各化学成分的含量。
鉴于此,提出以下方案。
本发明解决其技术问题是采用以下技术方案来实现的:
本发明提出一种用于智能手机的压铸铝合金,其原料包括如下质量含量的化学成分:12-16wt%的Zn、9-11wt%的Si、0.4-0.65wt%的Mg、0.3-0.6wt%的Fe、0.3-0.6wt%的Mn、0.005-0.01wt%的B,杂质元素总含量不高于0.15wt%,余量为Al。
杂质元素包括Cr、Cu、Ti和Na中的至少一种。
在一些实施方式中,Mn和Fe的含量之和高于0.8wt%且Fe与2倍Mn的含量之和不高于1.7wt%。
在一些实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:12.1-15.99wt%的Zn、9.02-10.93wt%的Si、0.41-0.56wt%的Mg、0.31-0.6wt%的Fe、0.32-0.59wt%的Mn、0.005-0.09wt%的B,杂质元素总含量为0.12-0.15wt%,余量为Al。
在一些优选的实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:14.07-15.99wt%的Zn、9.89-10.93wt%的Si、0.48-0.56wt%的Mg、0.51-0.6wt%的Fe、0.32-0.41wt%的Mn、0.007-0.09wt%的B,杂质元素总含量为0.12-0.14wt%,余量为Al。
在一些更优选的实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:15.99wt%的Zn、9.89wt%的Si、0.56wt%的Mg、0.51wt%的Fe、0.41wt%的Mn、0.09wt%的B,杂质元素总含量为0.14wt%,余量为Al。
上述压铸铝合金的显微硬度为140-160HV,优选为140-159HV,更优为145-159HV。
上述压铸铝合金的屈服强度为290-370MPa,优选为290-365MPa,更优为340-365MPa。
上述压铸铝合金的抗拉强度为350-450MPa,优选为350-44MPa,更优为410-440MPa。
上述压铸铝合金的伸长率为1-2%,优选为1.5-2.0%。
此外,本发明还提出了一种上述压铸铝合金的制备方法,包括:铸造含有上述化学成分的熔体。
此外,本发明还提出了一种上述压铸铝合金在制备手机、通讯零部件和其它零部件中的应用。其中,通讯零部件例如可包括手机用中板。
本申请提供的用于智能手机的压铸铝合金及其制备方法与应用的有益效果包括:
本申请提供的压铸铝合金通过含有适当的Si,使其与Al形成Al-Si共晶组织,使合金拥有极佳的铸造成型性,满足手机中板的结构复杂、薄壁的要求。Zn和Mg在制备过程中形成MgZn2、Al2Mg3Zn3及Mg2Si等强化相,尤其是将Zn的含量设置为12-16wt%,能够大幅提高压铸铝合金的显微硬度和强度。Mn元素与Fe元素化学特性相近,一方面通过取代Fe改善合金的黏膜特性,另一方面配合B元素协同改善富铁相的形态,提高合金塑性。
上述压铸铝合金具有较佳的显微硬度、屈服强度、抗拉强度及伸长率。其制备方法操作简单,利于工业化生产。在用于手机、通讯等零部件具有良好的应用前景。
附图说明
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
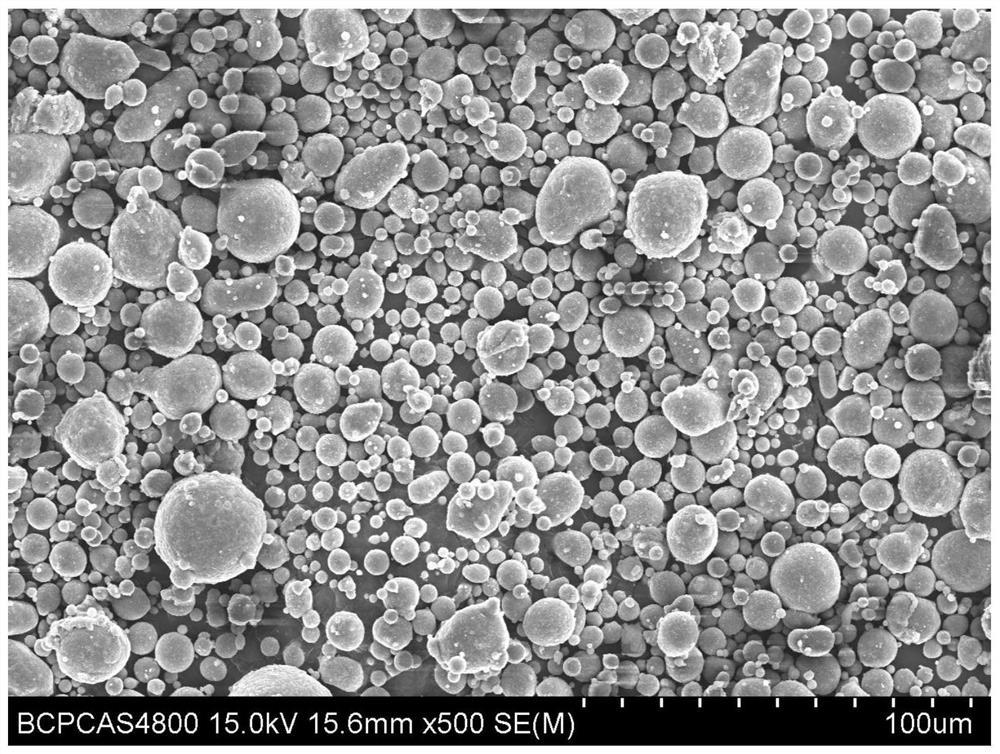
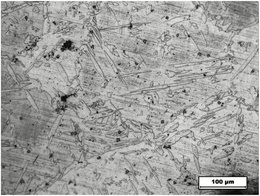
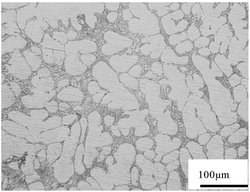
图1为本申请实施例1提供的压铸铝合金在500倍下的扫描电镜图;
图2为本申请实施例1提供的压铸铝合金在2000倍下的扫描电镜图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
下面对本申请实施例提供的用于智能手机的压铸铝合金及其制备方法与应用进行具体说明。
发明人经过研究发现,目前常用的压铸铝合金通常为ADC12和AZ91合金,其中,ADC12合金为Al-Si-Cu系合金,其含有Al、Si、Cu、Cd、Pb、Ca、Sn、Ni等元素,AZ91合金中含有Mg、Al、Cu、Ni等元素。上述两种合金强度和刚度均较差,已无法满足现有的要求的高强度和高刚度的通讯零部件中,导致上述两种合金的力学性能无法通过工艺的改变得到改善的原因可能归结于上述合金所含的化学成分的种类以及含量。
鉴于此,本申请提供的压铸铝合金从化学成分以及配比上进行了重新设置,提出一种Al-Zn-Si-Mg-Fe-Mn-B合金,其原料包括如下质量含量的化学成分:12-16wt%的Zn、9-11wt%的Si、0.4-0.65wt%的Mg、0.3-0.6wt%的Fe、0.3-0.6wt%的Mn、0.005-0.01wt%的B,杂质元素总含量不高于0.15wt%,余量为Al。
其中,杂质元素例如可包括Cr、Cu、Ti和Na中的至少一种,其中,将Ti作为杂质元素可以细化组织,以利于提高铝合金的显微硬度和屈服强度。
作为可选地,本申请中提供Al的原料例如可以包括铝锭;提供Zn的原料例如可以包括锌锭;提供Si的原料例如可以包括Si或Al-Si中间合金;提供Mn的原料例如可以包括电解锰或Al-Mn中间合金;提供Fe的原料例如可以包括Al-Fe中间合金;提供B的原料例如可以包括Al-B中间合金;提供Mg的原料例如可以包括Mg锭。
上述Al-Zn-Si-Mg-Fe-Mn-B合金综合了Al-Si系铸造铝合金优良的铸造性能和Al-Zn系高强、自强化特性,既能确保合金拥有良好的流动性和铸造性能,又能保证合金的高强度和刚度。
其中,将Si含量控制在9-11wt%,有利于确保合金拥有极佳的铸造成型性,从而满足手机中板的结构复杂、薄壁的要求,其原因在于,上述Si的含量接近Al-Si共晶点,能够形成Al-Si共晶组织。
Zn和Mg能够大幅提高压铸铝合金的强度、硬度,其原因在于:Zn和Mg均为强化元素,在制备过程中可形成MgZn2、Al2Mg3Zn3及Mg2Si等强化相。进一步地,发明人发现,将Zn的含量控制在12-16wt%,尤其是超过12wt%后,能够较低于12wt%明显提高铝合金的显微硬度以及屈服强度,并且能使合金具有良好的自淬火性能,保障了铸态合金的高强度。具体的,当Zn含量低于12wt%时,所得的铝合金的显微硬度最多能够达到130HV,特别是当Zn的含量在4.5-6.5wt%之间时,对应的铝合金的显微硬度仅能达到100至112HV。但当Zn的含量超过16wt%后,其又会对铝合金的延伸率产生一定的不利影响。
Fe是压铸铝合金中不可或缺的一种杂质元素,主要作用在于改善铝熔体的粘模特性,提高模具寿命。此外,发明人发现,本申请化学成分中的Fe、Mn以及B均对于压铸铝合金的塑性具有影响,三者在恰当的配比范围内能够使合金具有较佳的塑性。
B在本申请中与Mn协同作用,改善富铁相的形态和尺寸,提高合金塑性,故将其含量优选控制在0.005-0.01wt%。
进一步地,本申请中,Mn和Fe的含量之和高于0.8wt%且Fe与2倍Mn的含量之和不高于1.7wt%,通过将Mn和Fe的含量限定为上述范围,能够有利于提高压铸铝合金的力学性能,其原因在于:Mn元素与Fe元素化学特性相近,一方面可通过取代Fe改善合金的黏膜特性,一方面Mn元素结合B元素,可协同改善富铁相的形态,提高合金塑性。
在一些实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:12.1-15.99wt%的Zn、9.02-10.93wt%的Si、0.41-0.56wt%的Mg、0.31-0.6wt%的Fe、0.32-0.59wt%的Mn、0.005-0.09wt%的B,杂质元素总含量为0.12-0.15wt%,余量为Al。
在一些优选的实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:14.07-15.99wt%的Zn、9.89-10.93wt%的Si、0.48-0.56wt%的Mg、0.51-0.6wt%的Fe、0.32-0.41wt%的Mn、0.007-0.09wt%的B,杂质元素总含量为0.12-0.14wt%,余量为Al。
在一些更优选的实施方式中,压铸铝合金的原料包括如下质量含量的化学成分:15.99wt%的Zn、9.89wt%的Si、0.56wt%的Mg、0.51wt%的Fe、0.41wt%的Mn、0.09wt%的B,杂质元素总含量为0.14wt%,余量为Al。
本申请所提供的上述压铸铝合金的抗拉强度为350-450MPa,优选为350-44MPa,更优为410-440MPa。屈服强度为290-370MPa,优选为290-365MPa,更优为340-365MPa。伸长率为1-2%,优选为1.5-2.0%显微硬度为140-160HV,优选为140-159HV,更优为145-159HV。其中,拉伸力学性能(抗拉强度、屈服强度以及伸长率)参照《GB T 228.1-2010金属材料拉伸试验第1部分室温试验方法》测得,显微硬度测试参照《GB/T 4342-1991金属显微维氏硬度试验方法》测得。
此外,本申请还提供了一种上述压铸铝合金的制备方法,其可包括以下步骤:铸造含有上述化学成分的熔体。
上述熔体的制备例如可以包括:
将提供Al、Zn、Si、Mn及Fe的原料熔化,得铝熔体;随后于铝熔体中加入提供B和Mg的原料熔化。
通过将原料按上述方案进行分阶段熔化,一方面可减少烧损,另一方面能使各元素完全熔化,在加工过程中充分形成强化相,提高成品合金强度。
可参考地,提供Al、Zn、Si、Mn及Fe的原料可以于760-780℃,如760℃、765℃、770℃、775℃或780℃等的条件下熔化。
具体的,可以在熔化前,清洗干净待用炉膛,根据合金成分比例准备原料;然后将配好的铝锭、锌锭、Si或Al-Si中间合金、电解锰或Al-Mn中间合金及Al-Fe中间合金放入炉中,升温至760-780℃熔化。该熔化温度能够使铝锭、锌锭、Si或Al-Si中间合金、电解锰或Al-Mn中间合金及Al-Fe中间合金均完全熔化。
进一步地,两次加料之间还包括精炼步骤。精炼例如可以包括:将熔化后的铝熔体降温至700-720℃(如700℃、705℃、710℃、715℃或720℃等)后保温,随后通入精炼剂。
作为可选地,精炼剂以惰性气体为载体,惰性气体的纯度优选高于99.9%。精炼剂的选择可参照现有技术。
具体的,精炼可以是待熔化所用的金属全部熔化后,将铝熔体转移至保温炉,调整铝液温度至700-720℃保温,采用高纯惰性气体作为载体将精炼剂喷入熔体中,除气除杂。
进一步地,将精炼后的铝熔体静置12-18min(如12min、15min、16min或18min等),第一次扒渣,再加入提供B和Mg的原料熔化。
值得说明的是,本申请中,提供B和Mg的原料在加入铝熔体之前,还包括于220-280℃(如220℃、240℃、250℃、260℃、270℃或280℃等)的条件下预热,优选地,预热温度为250℃。
发明人发现,通过上述预热处理,一方面能够除去水分并避免在熔化过程中带入气体,另一方面能使用于加入铝熔体的提供B和Mg的原料均提前具备一定的温度,不但有利于Al、Mg、Zn和Si形成MgZn2、Al2Mg3Zn3及Mg2Si等强化相,提高合金强度,而且还有利于Mn与B快速配合以改善富铁相的形态,提高合金的塑性。
作为可选地,提供B和Mg的原料通过压入的方式加入至铝熔体中。
在一些实施方式中,B和Mg的熔化于搅拌条件下进行。
进一步地,将加入有B和Mg的铝熔体静置8-12min(如8min、10min或12min等)后第二次扒渣。
进一步地,铸造前,还包括将第二次扒渣后的铝熔体静置保温25-35min,如25min、28min、30min、32min或35min等。
上述静置保温过程均有利于稳定维持压铸铝合金的力学性能。
可参考地,铸造可以是压铸成型,也可以是重力铸造、低压铸造等铸造工艺。具体的,可以是启动链式铸锭系统将熔体铸造成锭或将熔体浇入保温炉直供压铸成型或其它铸造成型设备。上述铸造的具体工艺可参照现有技术,在此不做赘述。
此外,本申请还提供了一种上述压铸铝合金的应用,例如可将其用于制备手机、通讯零部件和其它零部件。其中,通讯零部件即可包括手机(例如智能手机)用中板。
通过将上述压铸铝合金用于手机中板,能够满足目前手机中板对强度和刚度的需求。
以下结合实施例对本发明的特征和性能作进一步的详细描述。
实施例1
根据Al-14.0Zn-11.0Si-0.5Mg-0.6Fe-0.3Mn-0.008B配比为例,具体的,原料包括如下质量含量的化学成分:14.07wt%的Zn、10.93wt%的Si、0.48wt%的Mg、0.6wt%的Fe、0.32wt%的Mn、0.007wt%的B,杂质元素总含量为0.12wt%,余量为Al。计算出30t合金所需原材料的质量。
(1)清洗干净炉膛,根据合金成分比例准备原材料;
(2)将配好的Al锭、Zn锭、Al-Si中间合金、Al-Mn中间合金及Al-Fe中间合金放入炉中,升温至770℃;
(3)待金属全部熔化后,转移熔体至保温炉,并调整铝液温度至700℃保温,采用纯度为99.99%的氩气作为载体将精炼剂喷入熔体中,除气除杂,静置15分钟后扒渣;
(4)将经250℃预热的Al-B中间合金和Mg锭压入铝熔体中,搅拌充分后静置10分钟后扒渣;
(5)熔体静置保温30分钟后,浇入保温炉直供压铸成型;
对所得的压铸铝合金进行电镜扫描,扫描电镜图如图1与图2所示,图1为500倍下的扫描电镜图,图2为2000倍下的扫描电镜图,由图1和图2可以看出:铸件组织由深灰色的α-Al、灰色的共晶硅和亮白色的富铁相、富锌相组成,其中α-Al呈球状或椭球状,粒径在3-10μm之间,而共晶硅呈细小的纤维状,富铁相和富铜相呈短棒状或粒状,与共晶硅分布在晶界处。
实施例2
根据Al-16.0Zn-10.0Si-0.6Mg-0.5Fe-0.4Mn-0.01B配比为例,具体的,原料包括如下质量含量的化学成分:15.99wt%的Zn、9.89wt%的Si、0.56wt%的Mg、0.51wt%的Fe、0.41wt%的Mn、0.009wt%的B,杂质元素总含量为0.14wt%,余量为Al。计算出30t合金所需原材料的质量。
(1)清洗干净炉膛,根据合金成分比例准备原材料;
(2)将配好的Al锭、Zn锭、Si、Al-Mn中间合金及Al-Fe中间合金放入炉中,升温至780℃;
(3)待金属全部熔化后,转移熔体至保温炉,并调整铝液温度至710℃保温,采用纯度为99.99%的氩气作为载体将精炼剂喷入熔体中,除气除杂,静置15分钟后扒渣;
(4)将经250℃预热的Al-B中间合金和Mg锭压入铝熔体中,搅拌充分后静置10分钟后扒渣;
(5)熔体静置保温30分钟后,启动链式铸锭系统铸造成锭,制备高强高韧铸造铝合金材料;
(6)测试合金锭的化学成分和力学性能,观察合金金相组织。
实施例3
根据Al-13.5Zn-9.0Si-0.45Mg-0.3Fe-0.6Mn-0.005B配比为例,具体的,原料包括如下质量含量的化学成分:13.48wt%的Zn、9.02wt%的Si、0.43wt%的Mg、0.31wt%的Fe、0.59wt%的Mn、0.005wt%的B,杂质元素总含量为0.13wt%,余量为Al。计算出30t合金所需原材料的质量。
(1)清洗干净炉膛,转移熔体至保温炉,并根据合金成分比例准备原材料;
(2)将配好的Al锭、Zn锭、Si、电解锰及Al-Fe中间合金放入炉中,升温至760℃;
(3)待金属全部熔化后,调整铝液温度至720℃保温,采用纯度为99.99%的氩气作为载体将精炼剂喷入熔体中,除气除杂,静置15分钟后扒渣;
(4)将经250℃预热的Al-B中间合金和Mg锭压入铝熔体中,搅拌充分后静置10分钟后扒渣;
(5)熔体静置保温30分钟后,启动链式铸锭系统铸造成锭,制备高强高韧铸造铝合金材料;
(6)测试合金锭的化学成分和力学性能,观察合金金相组织。
实施例4
根据Al-12.0Zn-10.5Si-0.43Mg-0.45Fe-0.45Mn-0.008B配比为例,具体的,原料包括如下质量含量的化学成分:12.1wt%的Zn、10.48wt%的Si、0.41wt%的Mg、0.47wt%的Fe、0.46wt%的Mn、0.008wt%的B,杂质元素总含量为0.15wt%,余量为Al。计算出30t合金所需原材料的质量。
(1)清洗干净炉膛,根据合金成分比例准备原材料;
(2)将配好的Al锭、Zn锭、Si、Al-Mn中间合金及Al-Fe中间合金放入炉中,升温至770℃;
(3)待金属全部熔化后,转移熔体至保温炉,并调整铝液温度至710℃保温,采用纯度为99.99%的氩气作为载体将精炼剂喷入熔体中,除气除杂,静置15分钟后扒渣;
(4)将经250℃预热的Al-B中间合金和Mg锭压入铝熔体中,搅拌充分后静置10分钟后扒渣;
(5)熔体静置保温30分钟后,启动链式铸锭系统铸造成锭;
(6)测试合金锭的化学成分和力学性能,观察合金金相组织。
试验例1
以实施例1-4得到的压铸铝合金为例,设置对照例,对照例1为ADC12合金,对照例2为AZ91D合金。于相同试验条件下对实施例1-4所得的压铸铝合金以及对照例1和对照例2提供的ADC12合金及AZ91D合金进行力学性能测试。其中,拉伸力学性能(抗拉强度、屈服强度以及伸长率)参照《GB T 228.1-2010金属材料拉伸试验第1部分室温试验方法》测试,显微硬度测试参照《GB/T 4342-1991金属显微维氏硬度试验方法》测试,其结果如表1所示。
表1力学性能
由表1可以看出,本申请实施例1-4所提供的压铸铝合金在抗拉强度、屈服强度以及显微硬度方面均明显高于ADC12合金及AZ91D合金,且伸长率高于ADC12合金。由此可以说明,本申请所提供的压铸铝合金具有较优的强度和韧性。
综上所述,本申请提供的压铸铝合金一方面具有良好的铸造性能和自淬火性能,显微硬度和屈服强度均较高,另一方面其不含稀贵元素和有害元素,低成本、无毒无害。其制备方法操作简单,利于工业化生产。将其用于手机、通讯等行业形状复杂且对强韧性要求较高的零部件具有良好的应用前景。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种用于智能手机的压铸铝合金及其制备方法与应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0