

IPC分类号 : B21D39/02,B21D31/00,B21D37/10,B21D37/16,B21D43/00





专利摘要
本发明涉及一种异质叠层板的两点数控渐进成形与同步连接复合成形方法,复合成形装置包括装夹系统、工具头和支撑模,装夹系统用于固定层叠板料,工具头进行自转接触层叠板料的一面,并且按预设轨迹由板料平面中心向外作螺旋线型运动,支撑模接触层叠板料的另一面向垂直于板料平面方向作同步直线运动,控制工具头与支撑模之间的预设间隙对层叠板料施加一定挤压力进行渐进成形与同步连接。与现有技术相比,本发明能够显著提高复合板件的表面质量,以及提高最终成形零件的几何精度。
权利要求
1.一种异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,复合成形装置包括装夹系统、工具头和支撑模,所述的装夹系统用于固定层叠板料,所述的工具头进行自转接触层叠板料的一面,并且按预设轨迹由板料平面中心向外作螺旋线型运动,所述支撑模接触层叠板料的另一面向垂直于板料平面方向作同步直线运动,控制工具头与支撑模之间的预设间隙对层叠板料施加一定挤压力进行渐进成形与同步连接。
2.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述的工具头具有三个平动自由度和一个转动自由度,所述的支撑模具有至少一个平动自由度。
3.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述的支撑模具有工作端用于接触层叠板料,该工作端的外轮廓形状与待成形零件的内轮廓形状一致。
4.根据权利要求3所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述工作端上的圆角过渡半径不小于5mm。
5.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述支撑模的材料为热模具钢。
6.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述的工具头具有作业端用于接触层叠板料,该作业端采用平底圆角式结构或者半球头结构。
7.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述预设间隙比层叠板料的厚度小一定的值,该预设间隙通过工具头向板料平面中心方向偏置一定量的位移进行控制,或者支撑模沿进给方向偏置一定量的位移进行控制,或者工具头通过沿着零件轮廓面内法向偏置一定量的位移进行控制。
8.根据权利要求7所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,偏置的位移为0~0.3mm。
9.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,所述的层叠板料包括接触工具头的辅助加工层,该辅助加工层和层叠板料的其他层之间通过阻焊剂进行隔离。
10.根据权利要求1所述的异质叠层板的两点数控渐进成形与同步连接复合成形方法,其特征在于,具体包括以下步骤:
S1:根据成形零件内轮廓形状加工制造支撑模,并根据成形零件的外轮廓形状获得工具头的加工轨迹,同时生成轨迹程序;
S2:根据设计需求,按照加工所需的预设间隙调整工具头的加工轨迹;
S3:在工具头的运动控制系统中加载轨迹程序;
S4:对层叠板料中每层板料的互相接触面进行均匀的机械打磨或者化学腐蚀,去除氧化层,随后用丙酮或者酒精清洗;
S5:将层叠板料安装在装夹系统上;
S6:工具头基于加工轨迹对层叠板料进行旋转摩擦,并与作同步直线运动的支撑模共同对层叠板料产生挤压力作用,完成层叠板料的渐进成形与同步连接。
说明书
技术领域
本发明涉及异质金属板料三维零件的加工领域,尤其是涉及一种异质叠层板的两点数控渐进成形与同步连接复合成形方法。
背景技术
异质金属复合层板因其优异的综合服役性能,克服了单一材料属性的不足而得以大力发展,并在航空航天、汽车、电子设备和家用电器等领域得到推广应用。异质金属复合层板件的制作,常采用“先制备金属叠层板、再对叠层板进行塑性加工”的流程。为了提升加工效率、降低加工成本和提高材料的利用率,成形与同步连接工艺正成为热点。
公开号为CN109249118A的中国发明申请公开了一种基于电阻焊的叠层板双点渐进成形与同步连接的装置及方法,利用可以平动的主动和从动工具头作为电阻焊电极,实现了异质金属板料的渐进成形与同步连接。但是,该方法在进行复合成形时需要精确控制电流,且压头在高温下的损耗较为明显。同时,因其原理为电阻熔化焊,使异质金属板在成形与连接时产生大量脆性相,从而降低成形零件的连接强度。
公开号为CN110116265A的中国发明申请公开了一种异质叠层板单点渐进成形与同步连接的复合成形方法,该方法基于单层板单点数控渐进成形技术,实现了异质叠层金属板的渐进成形与同步连接。但是,该方法连接质量严重依赖塑性辅助板的塑性变形能力,无法主动控制连接所用压力;另一方面,工件内表面直接受工具头摩擦作用,成形表面质量较差,成形件的几何精度较低。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种异质叠层板的两点数控渐进成形与同步连接复合成形方法,用于提高异质叠层板的成形特性与连接特性,改善成形件零件的表面质量与几何精度。
本发明的目的可以通过以下技术方案来实现:
一种异质叠层板的两点数控渐进成形与同步连接复合成形方法,复合成形装置包括装夹系统、工具头和支撑模,所述的装夹系统用于固定层叠板料,所述的工具头进行自转接触层叠板料的一面,并且按预设轨迹由板料平面中心向外作螺旋线型运动,所述支撑模接触层叠板料的另一面向垂直于板料平面方向作同步直线运动,控制工具头与支撑模之间的预设间隙对层叠板料施加一定挤压力进行渐进成形与同步连接。
进一步地,所述的工具头具有三个平动自由度和一个转动自由度,所述的支撑模具有至少一个平动自由度。
进一步地,所述的支撑模具有工作端用于接触层叠板料,该工作端的外轮廓形状与待成形零件的内轮廓形状一致。
进一步地,所述工作端上的圆角过渡半径不小于5mm。
进一步地,所述支撑模的材料为热模具钢。
进一步地,所述的工具头具有作业端用于接触层叠板料,该作业端采用平底圆角式结构或者半球头结构。
进一步地,所述预设间隙比层叠板料的厚度小一定的值,该预设间隙通过工具头向板料平面中心方向偏置一定量的位移进行控制,或者支撑模沿进给方向偏置一定量的位移进行控制,或者工具头通过沿着零件轮廓面内法向偏置一定量的位移进行控制。
进一步地,偏置的位移为0~0.3mm。
进一步地,所述的层叠板料包括接触工具头的辅助加工层,该辅助加工层和层叠板料的其他层之间通过阻焊剂进行隔离。
进一步地,具体包括以下步骤:
S1:根据成形零件内轮廓形状加工制造支撑模,并根据成形零件的外轮廓形状获得工具头的加工轨迹,同时生成轨迹程序;
S2:根据设计需求,按照加工所需的预设间隙调整工具头的加工轨迹;
S3:在工具头的运动控制系统中加载轨迹程序;
S4:对层叠板料中每层板料的互相接触面进行均匀的机械打磨或者化学腐蚀,去除氧化层,随后用丙酮或者酒精清洗;
S5:将层叠板料安装在装夹系统上;
S6:工具头基于加工轨迹对层叠板料进行旋转摩擦,并与作同步直线运动的支撑模共同对层叠板料产生挤压力作用,完成层叠板料的渐进成形与同步连接。
与现有技术相比,本发明具有以下优点:
1、本发明利用工具头对层叠板料以压力摩擦生热的方式加热,同时利用支撑模和工具头之间的挤压力最终实现两块异质板料的固态连接和同步塑性变形。通过由层叠板料平面中心向外作螺旋线型运动的工具头,与向垂直于板料平面方向作同步直线运动的支撑模相互配合,能够显著提高零件的表面质量,以及提高最终成形零件的几何精度。同时,本发明可实现异质叠层板料的高强度固态冶金连接以及定制化和柔性化的复合板件制造,并最终提高复合板件的连接性能及成形性能。
2、本发明比起传统的单点渐进成形工艺无需采用塑性辅助板,结构更加简单,提高了工艺的灵活性。
3、本发明采用控制工具头与支撑模之间的预设间隙,对工具头施加给层叠板料的挤压力进行精细化地操作管理,从而提高工艺的可控性与灵活性,为获得更好的连接与成形性能提供可靠有效的手段。
附图说明
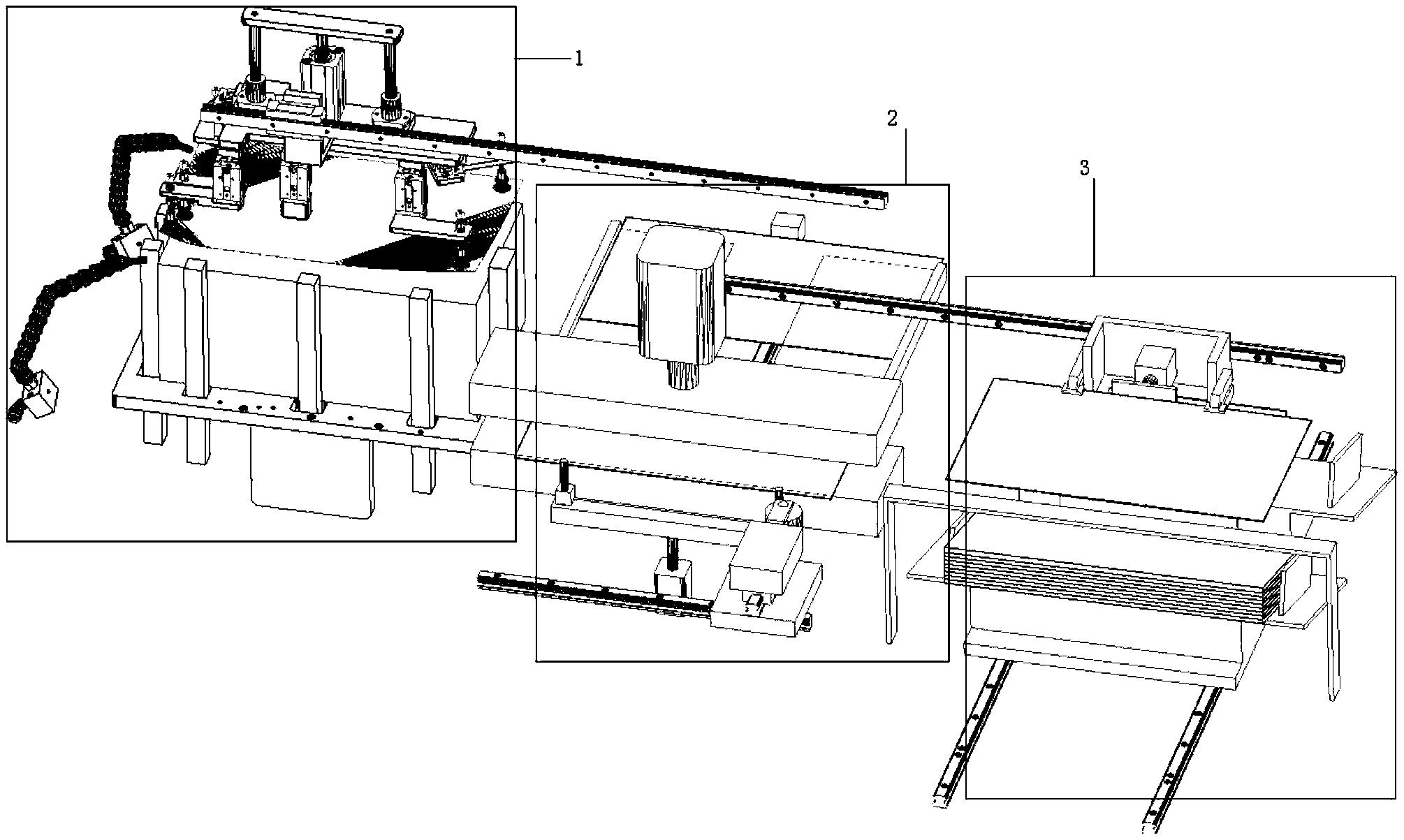
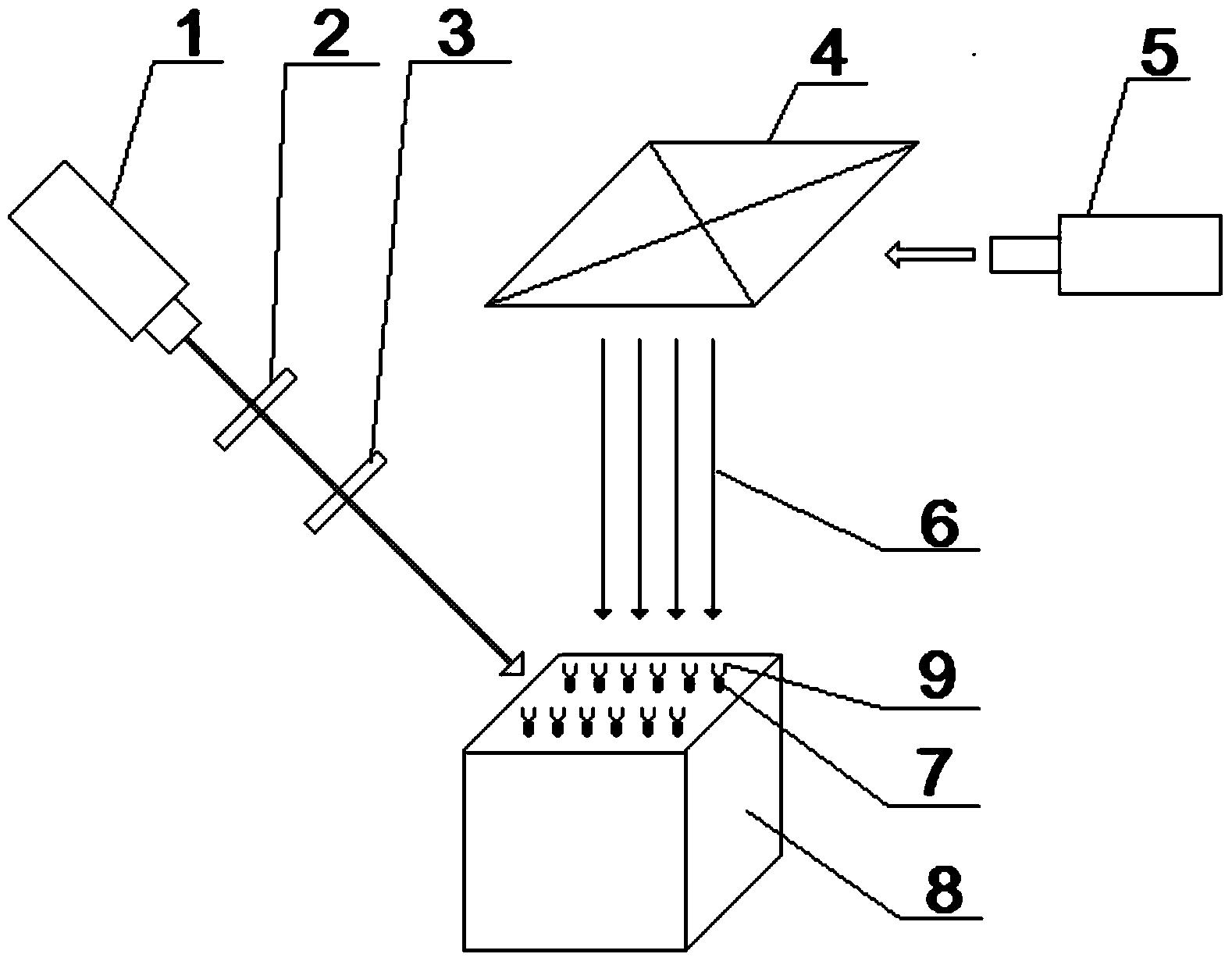
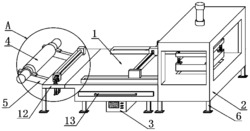
图1为本发明的结构示意图。
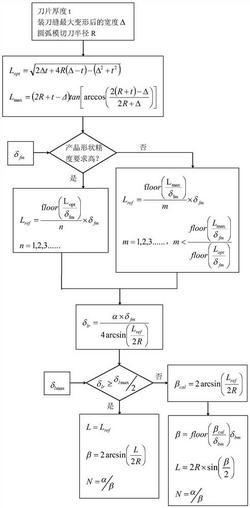
图2为工具头工作端中心在板料平面内的螺旋线型加工轨迹图。
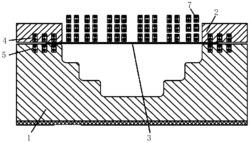
图3a为圆台型零件的支撑模结构主视图和俯视图。
图3b为锥台型零件的支撑模结构主视图和俯视图。
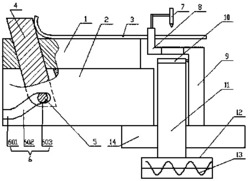
图4为工具头与支撑模预设间隙控制策略A的示意图。
图5为工具头与支撑模预设间隙控制策略B的示意图。
附图标记:1、工具头,2、支撑模,3、层叠板料,31、第一层板料,32、第二层板料,33、第三层板料,4、夹具。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
实施例一
本实施例提供了一种异质叠层板的两点数控渐进成形与同步连接复合成形方法。如图1所示,复合成形装置包括装夹系统、工具头1和支撑模2。待成形的层叠板料3为从下往上依次层叠的第一层板料31、第二层板料32和第三层板料33的三层结构。层叠板料3被装夹系统的夹具4夹持固定,工具头1位于层叠板料3的上方,支撑模2位于层叠板料3的下方。
工具头1的底部为作业端,用于接触层叠板料3。该作业端采用平底圆角式结构或者半球头结构。工具头1的材料采用具有较高强韧性和表面硬度、较好的高温耐磨性能以及耐疲劳性能的材料,如碳化钨硬质合金。工具头1的顶部与运动控制系统相连接,在板料平面由内向外作如图2所示的螺旋线型运动。
支撑模2的顶部为工作端,用于接触层叠板料3。该工作端的外轮廓形状与待成形零件的内轮廓形状一致,本实施例中采用如图3a或图3b所示的圆台型结构或锥台型结构。支撑模2材料为耐热耐磨的热模具钢,如H11模具钢。支撑模2的底部同样连接运动控制系统,可沿垂直板料平面方向上下运动。
工具头1具有三个平动自由度和转动自由度并可实现高速旋转,而支撑模2至少具有一个平动自由度、最多三个平动自由度和转动自由度。
在进行复合成形时,工具头1进行高速自转接第三层板料33,并且按设轨迹由层叠板料3平面中心向外作螺旋线型运动;支撑模2由第一层板料31的下方,垂直于板料平面方向往上作同步直线运动,控制工具头1与支撑模2之间的预设间隙对层叠板料3施加一定挤压力进行渐进成形与同步连接。偏置的控制策略一般分为三种:如图4所示的控制策略A,将工具头1的轨迹向板料平面中心方向偏置大小为T的位移,以控制工具头1与支撑模2间隙,进而在层叠板料3连接成形时提供所需的挤压力。如图5所示的控制策略B,将支撑模2向给进方向偏置大小为T的位移,以控制工具头1与支撑模2间隙,进而在层叠板料3连接成形时提供所需的挤压力。控制策略C为:工具头通过沿着零件轮廓面内法向偏置一定量的位移进行控制。本实施例中采用控制控制策略A。加工时控制工具头1的转速在2000~6000RPM,层进给量为0.2~0.6mm,成形深度不小于20mm,工具头1和支撑模2的可偏置位移量为0~0.3mm,本实施例中采用0.3mm。
本实施例利用工具头1对层叠板料3进行压力摩擦生热的方式加热板料,最终实现多块异质板料的固态连接和同步塑性变形,克服了异质金属复合板成形能力差、低效的多工步流程以及成形件表面质量和几何精度差的问题。同时,可以根据设计需要和设备条件,调整工具头1与支撑模2的间隙,极大提高了工艺的可靠性、可控制性和灵活性。
为了保证接触面的压紧度,支撑模2和层叠板料3内表面贴合,支撑模2工作端上的圆角过渡半径不小于5mm,避免出现拉深破裂的现象。
本实施例的具体步骤包括:
步骤S1:根据成形零件内轮廓形状,加工制造圆台型支撑模2,并根据成形零件的外轮廓形状获得工具头1的加工轨迹,同时生成轨迹程序;
步骤S2:根据设计需求,按照加工所需的预设间隙调整工具头1的加工轨迹。将工具头1的加工轨迹向板料平面中心方向偏置大小为T的位移,设置T为0.3mm,以对层叠板料3施加一定的挤压力;
步骤S3:在运动控制系统内加载相应的加工轨迹程序;
步骤S4:对层叠板料3中每层板料的互相接触面进行均匀的机械打磨或者化学腐蚀,去除氧化层,随后用丙酮或者酒精清洗;
步骤S5:将待成形层叠板料3通过装夹系统进行装夹,装夹时要保证每层板料(31、32、33)相同轧制方向上紧密贴合,防止空气和灰尘进入接触面,而破坏连接效果;
步骤S6:工具头1基于加工轨迹对层叠板料3进行高度旋转摩擦加热,导致摩擦生热和板料的塑性变形,并配合支撑模2间由轨迹偏置产生的挤压力作用,以完成层叠板料3的同步连接与渐进成形。
实施例二
本实施例的整体实施方式和实施例一相同,其不同点在于:第三层板料33为一块辅助板料。该辅助板料和第二层板料32的接触面之间涂抹约0.2mm厚的氮化硼阻焊剂。在成形过程中,本辅助板料提供表面保护与背压力支持,避免工具头1直接与成形件表面接触,在复合成形完成后取走辅助板料,进一步地提高了成形零件的表面质量。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
异质叠层板的两点数控渐进成形与同步连接复合成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0