

IPC分类号 : H02K5/132,H02K5/10,H02K5/04,H02K7/00,H02K5/16,H02K9/00,F16C33/12,F16C33/06








专利摘要
本实用新型提供一种高温潜油电机扶正轴承和扶正轴套装配结构,该装配结构去掉了定子铁芯与扶正轴承外圆的装配段的黄铜叠片段,改用硅钢片;扶正轴承选用无磁性的奥氏体不锈钢材料制作,内孔采用氮化或热喷涂制备出耐磨层;扶正轴套的材料采用QAL9‑4‑4‑2或QAL10‑4‑4铝青铜材料制作。并且该装配结构应用于高温潜油电机,可以降低了机械损耗,提高电机和该装配结构的使用寿命,并且工作时扶正轴承和扶正轴套之间可以形成稳定的油膜以保证轴承的润滑和散热,还可避免转子扫膛、振动、绕组烧毁等故障的发生。
权利要求
1.一种高温潜油电机扶正轴承和扶正轴套装配结构,其特征在于:该装配结构去掉了定子铁芯与扶正轴承外圆的装配段的黄铜叠片段,改用硅钢片;扶正轴承选用无磁性的奥氏体不锈钢材料制作,内孔采用氮化或热喷涂制备出耐磨层;扶正轴套的材料采用QAL9-4-4-2或QAL10-4-4铝青铜材料制作。
2.如权利要求1所述的一种高温潜油电机扶正轴承和扶正轴套装配结构,其特征在于:所述扶正轴承和扶正轴套在工作温度下运行时,扶正轴承内孔应比扶正轴套外径大0.06~0.08mm;在扶正衬套内孔和电机轴外径之间,在工作温度下要保证有0.01-0.03mm的间隙;扶正轴承外径与定子内孔之间,在工作温度下要有0.02-0.05mm的间隙。
3.如权利要求1所述的一种高温潜油电机扶正轴承和扶正轴套装配结构,其特征在于:所述扶正轴套内孔和电机轴之间的装配,在常温下采用热装工艺完成。
说明书
技术领域
本实用新型属于潜油电泵技术领域,具体涉及一种高温潜油电机扶正轴承和扶正轴套装配结构。
背景技术
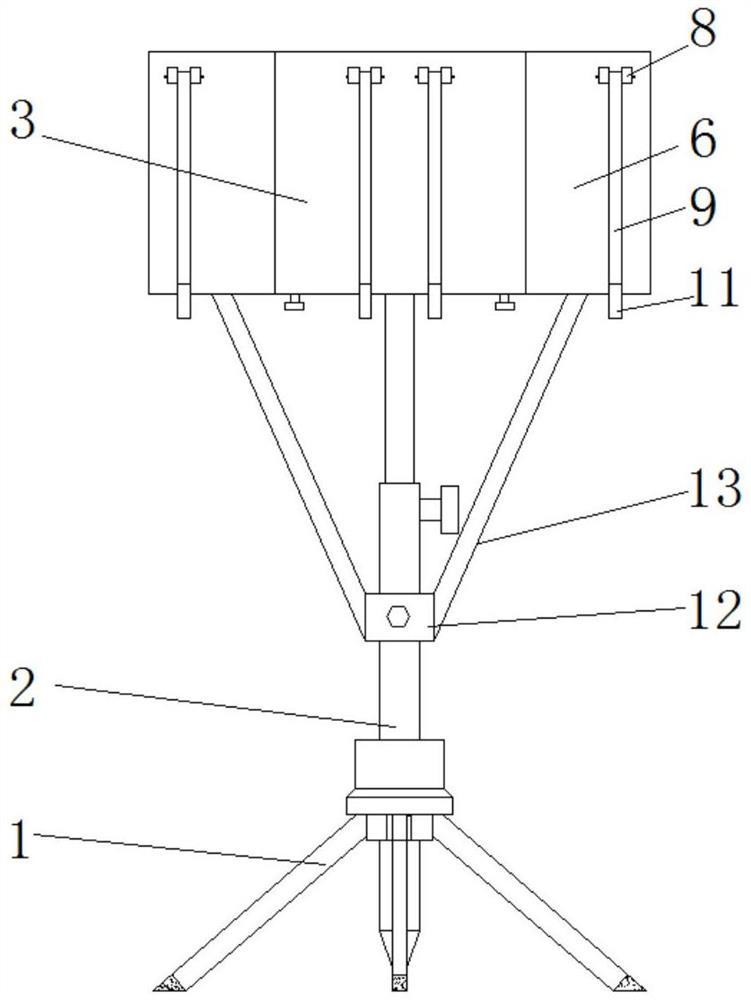
潜油电机的结构细而长,由多节单元电机组成。定子由壳体、铁芯、绕组组成;转子由电机轴、多个单元转子、扶正轴承构成。单元转子与单元转子之间用扶正轴承隔开,见图1。定子内孔与转子外径之间的间隙称为气隙,气隙的大小对电机的电磁性能影响很大。而扶正轴承主要是对转子起径向支撑作用,以保证气隙值,防止转子扫膛;扶正轴承内孔和扶正衬套外径构成一对摩擦副,摩擦副内是润滑油膜,轴承和轴套的选材、尺寸设计和润滑油膜的性能都直接影响到潜油电机运行的可靠性和使用寿命。
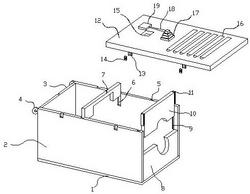
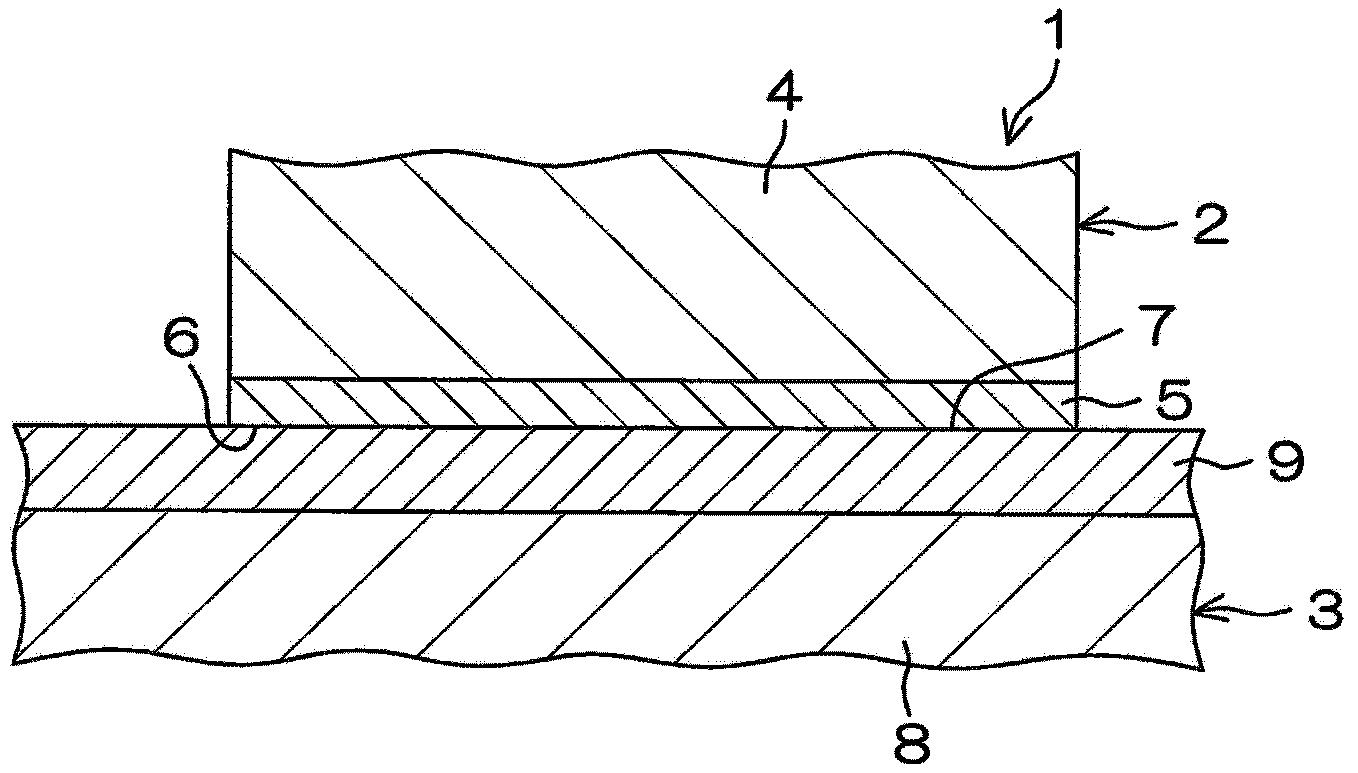
常温潜油电机定子铁芯与扶正轴承外圆的装配段,有一段黄铜叠片,如图4所示。黄铜不导磁,可以保证扶正轴承不被磁化,不产生漏磁损失,因而扶正轴承就可以采用导磁材料如轴承钢、4Cr13等制造。常温潜油电机的扶正衬套则通常采用锡青铜制作,这种材料在150℃以下,具有良好的耐磨性能。
而高温潜油电机的工作环境温度一般都在200℃以上,有些油井温度甚至高达230℃~250℃,考虑到电机的温升,电机内部的工作温度最高可达到300℃左右。如果仍在潜油电机定子铁芯上采用一段黄铜叠片段,由于黄铜的膨胀系数为α=19.2/×10
发明内容
为了克服现有技术的不足,本实用新型的目的在于提供一种高温潜油电机扶正轴承和扶正轴套装配结构。本实用新型所采用的技术方案如下:
本实用新型提供一种高温潜油电机扶正轴承和扶正轴套装配结构,去掉了定子铁芯与扶正轴承外圆对应的装配段的黄铜叠片段,改用硅钢片;扶正轴承选用无磁性的奥氏体不锈钢材料制作,内孔采用氮化或热喷涂制备出耐磨层;扶正轴套的材料采用QAL9-4-4-2或QAL10-4-4铝青铜材料制作。
进一步地,所述扶正轴承和扶正轴套在工作温度下运行时,扶正轴承内孔应比扶正轴套外径大0.06~0.08mm,以保证有0.03-0.04mm的油膜存在;在扶正衬套内孔和电机轴外径之间,在工作温度下要保证有0.01-0.03mm的间隙;扶正轴承外径与定子内孔之间,在工作温度下要有0.02-0.05mm的间隙,保证部件之间可以轴向移动,防止抱死。
进一步地,所述扶正轴套内孔和电机轴之间的装配,在常温下需要采用热装工艺完成。
本实用新型应用在高温潜油电机中,并且尤其是应用在200-300℃高温潜油电机中,可以获得优异的装配效果。
与现有技术相比,本实用新型的有益效果在于:
本实用新型的高温潜油电机的扶正轴承和扶正轴套装配结构,在高温下同样具有优异的耐磨性能和使用寿命,并且无漏磁损失,并且避免了发生抱死的故障,应用在高温潜油电机中,可以获得优异的使用效果。
附图说明
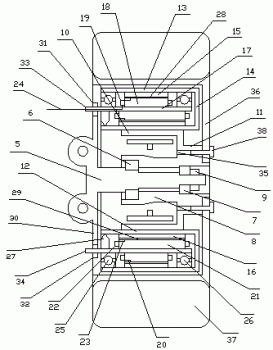
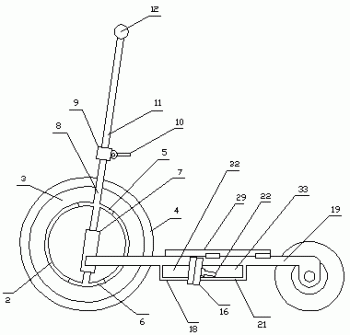
图1为本实用新型在高温潜油电机上的装配示意图。1—电机壳体;2—硅钢片定子铁芯;硅钢片压装到电机壳体内,构成定子铁芯。3—硅钢片转子铁芯;转子铁芯套在电机轴上,转子铁芯与电机轴常温下装配间隙为0.03~0.05。定子内孔和转子外径之间单边气隙为0.4~0.6。4—扶正轴承:扶正轴承外圆与定子内孔在工作温度时的装配间隙为0.02~0.05。5—扶正轴套;扶正轴套外径与扶正轴承内孔在工作温度时的装配间隙为0.06~0.08。6—弯头键;通过弯头键把扶正轴套与电机轴连接起来,使扶正轴套随电机轴转动。7—隔磁垫片;隔磁垫片材质为铜材,可减少转子端部漏磁损失。8—摩擦垫片;摩擦垫片的材质为聚醚醚酮,具有优良的耐高温性能和耐磨性能,其作用是不使扶正轴承端面与隔磁垫片直接接触,避免金属与金属的接触摩擦。9—电机轴;扶正轴套套在电机轴上,在工作温度时轴套内孔与轴的间隙为0.01~0.03。10—弹簧。11—耳片;耳片在弹簧的作用下可自由伸缩,工作时耳片从扶正轴承外圆表面伸出伸进到定子铁芯内表面的纵向沟槽内,使扶正轴承只做轴向滑动。
图2为本实用新型的扶正轴承示意图。扶正轴承材质为不导磁的不锈钢,内孔表面氮化处理,氮化层厚度DN=0.15~0.25,粗糙度Ra0.4~Ra0.8μm。
图3为本实用新型的扶正轴套。扶正轴套的材料为铝青铜QAL9-4-4-2或QAL10-4-4。外径D按扶正轴承内孔尺寸配做,工作温度时间隙0.06~0.08,粗糙度Ra0.4~Ra0.8;内孔d按电机轴径尺寸配做,工作温度时间隙0.01~0.03。而在常温下是过盈配合,须按热装工艺要求将轴套装到轴上。轴套上两个对称的小孔为甩油孔,空心电机轴内的电机油在离心力的作用下,通过电机轴上的甩油孔和扶正轴套上的甩油孔进入轴承摩擦副,对轴承进行润滑和冷却。
图4为常温潜油电机的扶正轴承装配示意图。图中14—铜片定子段,与扶正轴承外圆在高温时的配合间隙亦应为0.02~0.05,但是,铜片膨胀系数比硅钢片的大很多,多余的膨胀量且向内膨胀,因此这个间隙很难控制,在高温时常常把扶正轴承抱死,冷却后转子退出或再次装配都很困难。
具体实施方式
在本实用新型的描述中,需要说明的是,实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
下面结合附图和具体的实施例对本实用新型做进一步详细说明,所述是对本实用新型的解释而不是限定。
实施例1
本实施例提供一种扶正轴承和扶正轴套装配结构,该装配结构安装在高温潜油电机中,其中,扶正轴承外圆与高温潜油电机的定子铁芯的装配段设有硅钢片;扶正轴承采用无磁性奥氏体不锈钢;扶正轴套采用铝青铜QAL9-4-4-2或QAL10-4-4;扶正轴承与扶正轴套之间在工作温度下的间隙为0.06~0.08mm;扶正轴承外圆与电机定子内孔之间在工作温度下的间隙为0.02~0.05mm;扶正轴套内孔与电机轴之间在工作温度下的间隙为0.01~0.03。扶正轴承内孔表面设有耐磨层,即采用氮化方式制备的耐磨层;所述耐磨层厚度DN=0.15~0.25mm,粗糙度Ra0.4~0.8μm。
实施例2
本实施例提供实施例1的扶正轴承和扶正轴套装配结构的制造和装配方法。以GYQY143-100D高温潜油电机的扶正轴承和扶正轴套为例作详细说明。已知该高温潜油电机的工作温度为280℃,要求在此工作温度下,扶正轴承和扶正轴套摩擦副的工作间隙为0.06~0.08mm;扶正轴套内孔与电机轴的间隙为0.01~0.03mm。
求扶正轴套外径和内孔在常温下加工后的的尺寸。见图2、图3。
1、求扶正轴套外径在常温下的加工尺寸:
扶正轴承材料采用316奥氏体不锈钢,温度膨胀系数α=17.2×10
20℃时实测某一个扶正轴承的内孔尺寸为39.82mm,
280℃时其内孔尺寸为39.82[1+17.2×10
扶正轴套材料采用QAL9-4-4-2,α=19.2/×10
根据280℃时摩擦副工作间隙为0.06-0.08mm的要求,轴套在此温度下的外径尺寸:
最大为40-0.06=39.94mm,
最小为40-0.08=39.92mm。
常温20℃时,轴套外径的加工尺寸:
即扶正衬套外径冷加工尺寸D=39.72~39.74mm。
2、求扶正轴套内孔在常温下的加工尺寸:
电机轴材料为35CrMo。α=12.4/×10
在常温20℃时,实测电机轴某一位置处直径为35.02mm。
280℃时,轴径为35.02[1+12.4×10
根据280℃时,间隙为0.01-0.03mm的要求,衬套内孔尺寸:
最大为:35.13+0.03=35.16mm,
最小为:35.13+0.01=35.14mm。
常温20℃时,衬套内孔的加工尺寸:
即扶正轴套内孔常温下的加工尺寸d=34.97~34.99mm。
轴上有多个扶正轴套,每个轴套所在位置处的轴径不一定相同,所以要按轴套所在位置给轴编号,按号配做扶正轴套内孔;还要按每个扶正轴承内孔尺寸,配做扶正轴套外径尺寸。
由于轴套孔径小于轴径,装配时须将轴套加热至320℃左右,使轴套膨胀,内孔大于轴径,方可顺利装到轴上。轴温低,而轴套温度高,当轴套一接触电机轴时,轴套很快收缩,因此很容易发生抱轴现象,所以,轴套须同壁厚较大的夹持工装一同加热,待温度达到320℃时,夹持轴套再往轴上装配,这样可减缓轴套散热速度,避免抱轴。如果轴温较高,还应对轴采取降温措施,如风冷或自然冷却。
定子内孔与扶正轴承外径之间,在工作温度时间隙为0.02~0.05mm,定子铁芯材料为硅钢片,膨胀系数a=12.4×10
高温潜油电机定、转子在工作温度下,气隙设计单边为0.4-0.6mm。在定子铁芯和转子铁芯偶合段,由于定、转子铁芯材料均为硅钢片,壳体材料为45号钢,它们的膨胀系数基本相同,都为12.4×10
扶正轴承和扶正轴套,上述的加工尺寸在工作温度下单边间隙为O.03~0.04mm,等于润滑油膜的厚度。油膜有很高的承载力,均匀地分布在摩擦副内,因此对定、转子之间气隙的大小无影响。
扶正衬套内孔与电机轴在工作温度时最大间隙为0.01-0.O3mm,在极限情况下径向偏移最大为0.015mm,可使定转子单边气隙被占去0.015mm;扶正轴承外径与定子内孔在工作温度时间隙为0.02-0.05mm,在极限情况下径向偏移最大为0.025mm,可使定、转子单边气隙被占去0.025mm。所以,总共会导致定、转子气隙最多减少0.04mm。定、转子气隙设计尺寸单边为0.4-0.6mm,名义尺寸为0.5mm,去掉极限偏移量,单边最小气隙为0.46mm,在0.4-0.6mm范围内,仍能可靠地避免电机扫膛故障的发生。
综上,本实用新型的有益效果总结如下:
1、实用新型去掉定子铁芯中的黄铜叠片段,从而避免了扶正轴承被黄铜叠片段抱死的可能性,避免了扶正轴承端面和转子端面的摩擦,降低了机械损耗,降低了电机温升,减缓了电绝缘材料的老化速度,从而提高了电机的使用寿命。
2、由于本实用新型扶正轴承采用不导磁奥氏体不锈钢,内孔设置耐磨层,扶正轴套采用耐磨耐高温材料QAL9-4-4-2或QAL10-4-4,从而极大提高了扶正轴承组件的使用寿命。
3、由于本实用新型扶正轴承和扶正轴套的摩擦副间隙是按工作温度时润滑油膜的厚度设计制造的,因而油膜稳定,保证了轴承的润滑和散热。
4、由于本实用新型互相配合的零件之间的间隙,是按不同材料的膨胀系数和工作温度时的间隙要求设计配做的,从而保证了定、转子之间气隙在所设计的范围内,避免了转子扫膛、振动、绕组烧毁等故障的发生。
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
一种高温潜油电机扶正轴承和扶正轴套装配结构专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0