

IPC分类号 : B65D88/54,B65D90/00,B65D25/38,B65D53/02,F16B1/00,F16J15/06,B23P15/00





专利摘要
本实用新型涉及端盖零件技术领域,尤其是涉及一种具有螺旋槽的端盖零件;该具有螺旋槽的端盖零件包括呈圆柱状的端盖本体,端盖本体内部具有沿中心轴贯穿的通道,端盖本体的第一端设有螺旋槽式快速连接机构,用于与设置在涂料储藏设备出口接口内的弹性定位销配合连接,端盖本体的第二端用于外接设备。与现有技术相比,本实用新型安装拆卸方便、密封性能好。
权利要求
1.一种具有螺旋槽的端盖零件,其特征在于,包括呈圆柱状的端盖本体(1),端盖本体(1)内部具有沿中心轴贯穿的通道(6),端盖本体(1)的第一端设有螺旋槽式快速连接机构,用于与设置在涂料储藏设备出口接口(7)内的弹性定位销(71)配合连接,端盖本体(1)的第二端用于外接设备。
2.根据权利要求1所述的具有螺旋槽的端盖零件,其特征在于,所述的螺旋槽机构包括设置于端盖本体(1)侧壁上的螺旋槽(21),该螺旋槽(21)靠近端盖本体(1)第一端的端部连接有指向端盖本体(1)第一端的引导槽(22)。
3.根据权利要求2所述的具有螺旋槽的端盖零件,其特征在于,引导槽(22)的末端与端盖本体(1)第一端的端面边缘之间隔有距离。
4.根据权利要求2所述的具有螺旋槽的端盖零件,其特征在于,所述的引导槽(22)为坡面槽,且与螺旋槽(21)连接的一端深度较深。
5.根据权利要求2所述的具有螺旋槽的端盖零件,其特征在于,所述的螺旋槽(21)绕端盖本体(1)侧壁的长度小于一周。
6.根据权利要求1或2所述的具有螺旋槽的端盖零件,其特征在于,所述的端盖本体(1)的第一端的外缘设有倒角(5)。
7.根据权利要求6所述的具有螺旋槽的端盖零件,其特征在于,所述的倒角(5)为直倒角。
8.根据权利要求1所述的具有螺旋槽的端盖零件,其特征在于,端盖本体(1)的外侧壁上还设有密封槽(4),用于装填密封圈(8),并与涂料储藏设备的出口接口(7)内侧壁配合起到密封作用。
9.根据权利要求8所述的具有螺旋槽的端盖零件,其特征在于,端盖本体(1)的外侧壁上还设有一圈密封槽(4)。
10.根据权利要求1所述的具有螺旋槽的端盖零件,其特征在于,所述的端盖本体(1)的第二端设有用于外接设备的扩大头(3)。
说明书
技术领域
本实用新型涉及端盖零件技术领域,尤其是涉及一种具有螺旋槽的端盖零件。
背景技术
涂料储藏设备的一端出口接口处需要连接端盖零件,并通过该端盖零件与其他设备连通,以输送物料,由于涂料具有一定的粘度,端盖零件内的通道需要定期拆下清洗,因此要求该端盖零件能够快速更换。目前采用的是常规的内外螺纹啮合连接的端盖,这种端盖虽然连接可靠性好,但是存在拆卸费时费力,使用非常不方便。亟需一种能够满足使用要求的快拆式端盖零件,并探究其加工方法。
实用新型内容
本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种安装拆卸方便、密封性能好的具有螺旋槽的端盖零件。
本实用新型的目的可以通过以下技术方案来实现:
一种具有螺旋槽的端盖零件,包括呈圆柱状的端盖本体,端盖本体内部具有沿中心轴贯穿的通道,端盖本体的第一端设有螺旋槽式快速连接机构,用于与设置在涂料储藏设备出口接口内的弹性定位销配合连接,端盖本体的第二端用于外接设备。
优选地,所述的螺旋槽机构包括设置于端盖本体侧壁上的螺旋槽,该螺旋槽靠近端盖本体第一端的端部连接有指向端盖本体第一端的引导槽。
优选地,引导槽的末端与端盖本体第一端的端面边缘之间隔有距离。
优选地,所述的引导槽为坡面槽,且与螺旋槽连接的一端深度较深。
优选地,所述的螺旋槽绕端盖本体侧壁的长度小于一周。
优选地,所述的端盖本体的第一端的外缘设有倒角。
进一步优选地,所述的倒角为直倒角。
优选地,端盖本体的外侧壁上还设有密封槽,用于装填密封圈,并与涂料储藏设备的出口接口内侧壁配合起到密封作用。
进一步优选地,端盖本体的外侧壁上还设有一圈密封槽。
优选地,所述的端盖本体的第二端设有用于外接设备的扩大头。
另一方面,在企业减少成本,增加效率的目标上,通过在UG软件上模拟加工的步骤进行优化,已达到更高效率的目的。由于螺纹的复杂性和多种数据的相关性导致了在设计与实际加工过程中较易出现诸多错误,甚至还有以经验来代替较为精准的数据设计。螺旋曲面加工的问题是,许多制造商仍然经常采用经验试错法来解决。
希望通过研究在UG软件上更好的模拟设计螺纹精密数据,就能更好地应用在实际加工上,以实现更低成本、更高效率的螺纹加工。螺旋曲面的几何形状不仅取决于工具的几何形状,还取决于操作(机器设置)参数。相同的表面可以在完全不同的条件下制造,考虑到机器的设置和工具的几何形状。因此,操作参数和刀具轮廓的选择取决于机器操作员和他对工艺的专业知识。所以在企业上,这些设计初期的工序如果能进行优化,能用更短的时间进行设计测试得出结论的话,那么能提高效率,并且能更广泛的应用在市场上。
所述的具有螺旋槽的端盖零件的五轴联动机床数控加工方法,包括以下步骤:
S1:用三爪卡盘夹持胚件一端外圆,车外圆、外圆倒角以及密封槽;
S2:在外圆端面上用中心钻钻出中心定位孔再钻孔,以保证该孔中心位置;
S3:在步骤S2的基础上加入镗孔刀车出内孔;
S4:在内孔的下端面钻深的孔,在该孔上铰出孔;
S5:铣引导槽和螺旋槽;
S6:在车好的胚件外圆上包好铜皮并调头装夹,夹持车好的一端外圆上,车未被加工一端的外圆;
S7:在外圆的端面上用中心钻钻孔定位,用钻头钻孔;
S8:车内圆,车内圆的内圆倒角,车螺纹底孔,车内圆的内槽,车内圆的内螺纹,形成沿中心轴贯穿的通道;
S9:上述步骤S1~S8先进行一次粗加工,余量1mm;再进行第一次精加工,余量为0.5mm;然后进行第二次精加工,余量为0.2mm,完成具有螺旋槽的端盖零件的加工。
优选地,铣引导槽和螺旋槽的过程中,采用平底铣刀,先用大径刀具平底铣刀,沿着螺旋槽与引导槽的中心线作刀轨运动铣引导槽和螺旋槽,再换成小径刀具平底铣刀,沿螺旋槽与引导槽的偏置曲线以循环模式铣出精度高的螺旋槽和引导槽。
与现有技术相比,本实用新型具有以下有益效果:
(1)本实用新型重新设计涂料储藏设备的出口接口和端盖零件的连接方式,利用设置在涂料储藏设备出口接口侧壁内的弹性定位销与端盖零件上特殊设计的螺旋槽式快速连接机构配合,实现端盖零件的快拆。使用时,需要将引导槽对着弹性定位销插入出口接口内,弹性定位销顺着引导槽滑入引导槽中,然后旋转端盖零件,使弹性限位销卡在螺旋槽内,从而起到对端盖零件的限位作用,拆掉端盖零件时,只需要反向旋转再拔出即可。
(2)端盖本体第一端的外缘设置倒角,方便弹性定位销进入引导槽中。
(3)引导槽的末端与端盖本体第一端之间的那段距离,使得螺旋槽不直接与涂料储藏设备的内部连通,保证了使用过程中的密封性。
(4)密封槽的设计,进一步保证了密封效果。
(5)精心设计的端盖零件加工方法,使其能更高效率的生产,产品生产条件也更具有普遍性。
附图说明
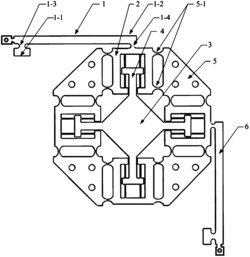
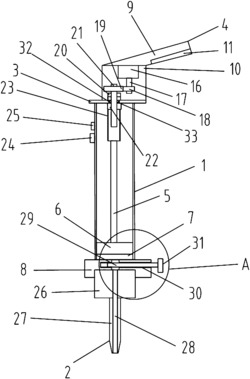
图1为本实用新型具有螺旋槽的端盖零件的示意图。
图2为本实用新型具有螺旋槽的端盖零件的剖面示意图。
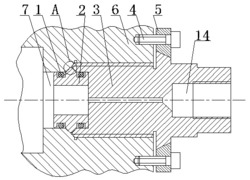
图3为本实用新型具有螺旋槽的端盖零件与涂料储藏设备的出口接口连接的示意图。
图4为本实用新型具有螺旋槽的端盖零件的螺旋槽和引导槽的刀路轨迹。
图中,1为端盖本体,21为螺旋槽,22为引导槽,3为扩大头,4为密封槽,5为倒角,6为通道,7为涂料储藏设备出口接口,71为弹性定位销,8为密封圈。
具体实施方式
下面结合附图和具体实施例对本实用新型进行详细说明。
实施例1
一种具有螺旋槽的端盖零件,如图1~3所示,包括呈圆柱状的端盖本体1,端盖本体1内部具有沿中心轴贯穿的通道6,端盖本体1的第一端设有螺旋槽式快速连接机构,用于与设置在涂料储藏设备出口接口7内的弹性定位销71配合连接,端盖本体1的第二端用于外接设备(本实施例中,端盖本体1的第二端设有用于外接设备的扩大头3)。不实施例针对现有技术的缺陷,重新设计涂料储藏设备的出口接口和端盖零件的连接方式,利用设置在涂料储藏设备出口接口侧壁内的弹性定位销与端盖零件上特殊设计的螺旋槽式快速连接机构配合,实现端盖零件的快拆。使用时,需要将引导槽对着弹性定位销插入出口接口内,弹性定位销顺着引导槽滑入引导槽中,然后旋转端盖零件,使弹性限位销卡在螺旋槽内,从而起到对端盖零件的限位作用,拆掉端盖零件时,只需要反向旋转再拔出即可。拆装非常方便。
本实施例中,螺旋槽机构包括设置于端盖本体1侧壁上的螺旋槽21,该螺旋槽21靠近端盖本体1第一端的端部连接有指向端盖本体1第一端的引导槽22。引导槽22的末端与端盖本体1第一端的端面边缘之间隔有距离。使得螺旋槽不直接与内部连通,保证了使用过程中的密封性。引导槽22为坡面槽,且与螺旋槽21连接的一端深度较深。引导槽22的设置,用于弹性定位销进入和退出螺旋槽21过程中的引导,特别是弹性定位销71退出螺旋槽21过程中起到很好的引导租用。端盖本体1的第一端的外缘设有倒角5,倒角5优选为直倒角。倒角5的设置,方便弹性定位销71进入引导槽。弹性定位销采用现有技术的弹性定位销。例如采用弹簧式伸缩定位销结构(采用现有技术,本实施例不再赘述)。本实施例中,螺旋槽21绕端盖本体1侧壁的长度小于一周。为了进一步提升密封性,端盖本体1的外侧壁上还设有密封槽4,用于装填密封圈8,并与涂料储藏设备的出口接口7内侧壁配合起到密封作用。
实施例2
一种具有螺旋槽的端盖零件的五轴联动机床数控加工方法,用于加工实施例1的具有螺旋槽的端盖零件,包括以下步骤:
S1:用三爪卡盘夹持胚件(胚件为φ45mm,长60mm的圆柱体)一端外圆,车外圆、外圆倒角以及密封槽,本实施例中,用三爪卡盘夹持一端φ42mm外圆,车外圆 长,外圆倒角0.5×45°,车削密封槽
S2:在外圆端面上用中心钻钻出中心定位孔再钻孔,以保证该孔中心位置,本实施例中,在 外圆大小的端面上用中心钻钻出中心孔,在上端面钻出φ12×10.5mm深的孔;
S3:在步骤S2的基础上加入镗孔刀车出内孔,本实施例中,用镗孔刀车出内孔φ13mm;
S4:在内孔的下端面钻深的孔,在该孔上铰出孔,本实施例中,在内孔的下端面钻φ3.7×10mm深的孔,在指 定的孔上端面,铰出 深的孔;
S5:铣引导槽和螺旋槽,该步骤中螺旋槽与引导槽之间的特征连接尤为重要,该处刀路先采用大径刀具平底铣刀,沿着螺旋槽与引导槽的中心线作刀轨运动,铣R2.25长6.5mm的引导槽,铣宽度为4.5mm,螺距为8mm,螺纹角度为330°的螺旋槽,再换成小径刀具,沿螺旋槽与引导槽的偏置曲线以循环模式铣出精度高的螺旋槽与引导槽;本实施例中,通过第一次的大半径刀具大致铣出螺旋槽的位置所在,如图4所示,再用小半径的铣刀以循环方式,小步距高转速的原理来铣出精度,很大程度上使螺旋槽的精度得到了提升,并且保证了加工效率,很好地弥补了容错率低,几何要素位置精度不高的问题;
S6:在车好的胚件外圆上包好铜皮并调头装夹,夹持车好的一端外圆上,车未被加工一端的外圆,本实施例中,车好的外圆上包好铜皮并调头装夹,夹持 外圆,车φ40×10mm深的外圆;
S7:在外圆的端面上用中心钻钻孔定位,用钻头钻孔,本实施例中,在φ40mm外圆的端面上用中心钻钻孔定位,用钻头钻φ20×38.5mm深的孔;
S8:车内圆,车内圆的内圆倒角,车螺纹底孔,车内圆的内槽,车内圆的内螺纹,形成沿中心轴贯穿的通道,本实施例中,车内圆φ31.5×27.5mm深。车内圆φ27×2mm的内圆倒角2×61°。车螺纹底孔φ21×11mm深,车内圆φ27×2mm深的内槽。车内圆M24×1.5mm的内螺纹,深9mm;
S9:上述步骤S1~S8先进行一次粗加工,余量1mm,刀具转速为2000转;再进行第一次精加工,余量为0.5mm,刀具转速为3000转;然后进行第二次精加工,余量为0.2mm,刀具转速为5000转,校核零件数据,完成具有螺旋槽的端盖零件的加工。
上述对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
具有螺旋槽的端盖零件专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0