





专利摘要
本发明提供了一种变厚度折叠式微通道扁管的辊弯成形装置及方法,包括依次设置的开卷机、矫直机、轧制机、涂钎剂装置以及辊弯成形机,所述开卷机用于释放卷装的金属板料;所述矫直机用于对金属板料进行矫直;所述轧制机用于冷轧金属板料,对金属板料进行局部减薄,并定量增加金属板料的宽度,将金属板料送入辊弯成形机中;所述涂钎剂装置用于在金属板料的折叠重合部分涂覆钎剂,用于金属料板成形后进行钎焊;所述辊弯成形机用于将已轧制的金属板料逐渐的弯曲成多孔微通道扁管。本发明具有明显的节能、低造价、成材率高、产品质量高、制管速度高、微通道孔面积占比增高等特点。
权利要求
1.一种变厚度折叠式微通道扁管的辊弯成形装置,其特征在于,包括开卷机、矫直机、轧制机、涂钎剂装置以及辊弯成形机,其中:
所述开卷机用于释放卷装的金属板料;
所述矫直机用于对金属板料进行矫直;
所述轧制机用于冷轧金属板料,对金属板料进行局部减薄,并定量增加金属板料的宽度,将金属板料送入辊弯成形机中;
所述涂钎剂装置用于在金属板料的折叠重合部分涂覆钎剂,用于金属板料成形后进行钎焊;
所述辊弯成形机用于将已轧制的金属板料逐渐的弯曲成多孔微通道扁管;
所述轧制机包括两对轧辊,第一对轧辊将金属板料的折叠重合部分进行局部减薄,板料宽度增大;第二对轧辊将金属板料边缘两侧轧薄,板料宽度进一步变长至设定宽度。
2.根据权利要求1所述的一种变厚度折叠式微通道扁管的辊弯成形装置,其特征在于,还包括切断机,所述切断机用于裁切出特定长度的金属板料。
3.根据权利要求1所述的一种变厚度折叠式微通道扁管的辊弯成形装置,其特征在于,所述轧辊具有精密轮廓结构,轮廓形状根据金属板料形状以及微通道管形状设计。
4.根据权利要求1所述的一种变厚度折叠式微通道扁管的辊弯成形装置,其特征在于,所述辊弯成形机包括多道次辊弯成形辊对,所述多道次辊弯成形辊对包括预成形辊对、线成形辊对和精成形辊对。
5.一种变厚度折叠式微通道扁管的辊弯成形方法,采用如权利要求4所述的变厚度折叠式微通道扁管的辊弯成形装置,其特征在于,包括以下步骤:
步骤1:卷装的金属板料依次经过开卷机、矫直机和轧制机,形成局部减薄并具有特定宽度的金属板料,并送入辊弯成形机;
步骤2:金属板料依次通过顺序配置的多道次具有对称的特定轮廓截面的辊弯成形辊对进行多次弯折;
步骤3:涂钎剂装置包括第一涂钎剂装置和第二涂钎剂装置,第一涂钎剂装置和第二涂钎剂装置分别安装在预成型辊对与线成形辊对中间和线成形辊对与精成形对中间,对金属板料的折叠重合部分涂覆钎剂,用于成形后进行钎焊;
所述局部减薄的金属板料具有对称结构,并在微通道管内壁与外壁接触部分均有减薄。
6.根据权利要求5所述的一种变厚度折叠式微通道扁管的辊弯成形方法,其特征在于,所述多孔微通道扁管具有沿中心线对称结构,中心线的两侧有相同的通道数。
7.根据权利要求5所述的一种变厚度折叠式微通道扁管的辊弯成形方法,其特征在于,所述多孔微通道扁管的微通道孔的截面形状呈矩形状。
8.根据权利要求5所述的一种变厚度折叠式微通道扁管的辊弯成形方法,其特征在于,所述金属板料采用具有热传输性能的复合铝板带箔,所述复合铝板带箔包括三层,其中,中间层为Al-Mn合金,中间层的两面包覆厚度为复合铝板带箔10%的Al-Si合金钎料。
说明书
技术领域
本发明涉及用于加工空调换热器用微通道扁管的制造方法及设备技术领域,具体地,涉及一种变厚度折叠式微通道扁管的成形装置及成形方法。
背景技术
加热通风制冷行业使用的空调换热器,传统上使用的是圆形铜光管或高效内螺纹管和外翅片铝管。由于汽车轻量化的要求和对冷媒的限制,目前汽车空调的冷凝器、蒸发器,已经不再采用铜管-翅片式换热器,几乎所有的汽车都采用铝材料平行流微通道式换热器,它们具有重量轻、结构紧凑、热交换效率高等优点。平行流微通道式换热器采用多孔微通道扁管作为冷媒的流通管道,其通道尺寸在0.5mm左右,且微通道的数量越多、尺寸越小,其耐压能力越强、换热能力越好。
目前,多孔微通道扁管主要采用铝材连续热挤压的方式来生产,连续挤压技术是采用圆棒铝材为坯料,将坯料加热到500摄氏度以上,通过大型挤压机将坯料挤入分流模腔,在高温高压下焊合,进而通过模芯工作带,挤出产品。这种挤压工艺具有以下局限性:
1、生产过程成本高:在挤压工艺中,挤压模具的工作条件恶劣,铝金属流和针状结构的芯模表面摩擦强烈,模具工作带磨损速度快,模具寿命短。
2、生产过程能耗大:首先,热挤压工艺需要将圆柱状铝锭加热到500摄氏度以上;其次,微通道扁管的挤压比大,导致挤压力需求大,生产过程耗能大。
3、产品质量不稳定:连续挤压过程的温度、速度、挤压轮运转间隙等工艺参数是一种相互依存的动态调整参数,连续挤压会产生压余,坯料表层上的氧化膜、油污和水气等污染物容易被直接挤压在制品中,严重影响产品质量多孔微通道扁管的传统制造方法。
4、原材料的利用率低:首先,由于挤压质量和产品精度要求高,较薄壁厚的挤压扁管极易出现产品缺陷,因此,挤压式的微通道管壁厚较大,一般大于0.3mm,造成扁管的线密度大、材料利用率低;其次,圆棒铝锭在挤压后,其两端边部材料性能变化很大,会产生大量压余,造成材料浪费。
5、产品抗腐蚀性能差:挤压扁管的单一材料在防腐蚀方面是不利的,因而挤压式微通道扁管通常抗腐蚀性能差,换热器性能会随着使用严重下降,寿命短,加剧了管内泄露问题。
采用复合铝带辊弯成形的折叠式微通道扁管可以避免上述挤压式扁管的局限性。经检索,发现美国专利:Folded tube for heat exchanger and method of making same,专利号:US6209202B1;美国专利:folded tube for a heat exchanger and method ofmaking same,专利号:US2005/0092476A1;欧洲专利:Fabricated,brazed metal heatexchanger tube manufacture,专利号:EP1712862A2;中国发明专利:十孔微通道扁管的辊弯成形装置及成形方法,专利号:201410021043.8;这些专利所发明的微通道扁管均为采用等厚度的复合铝带折叠的方式加工,虽然能够避免上述挤压工艺产生的缺陷,但由于采用等厚度带材作为坯料,这种折叠式微通道扁管的内孔有重叠壁厚的情况,在折叠重合处的壁厚是未重叠处的两倍,不仅造成材料浪费,而且影响换热效率。
经检索,申请号为201110073278.8的一项发明公开了一种多孔微通道扁管的辊弯成形制造方法及设备:“先金属带卷经开卷矫直在线清洗后,送至辊压机压制出微槽;之后金属板料进入到顺序配置的多道次成形轧辊中,轧辊依次把输送来的带料从平直状态逐渐弯曲成对称的两侧;最后,再将所述对称的两侧进行连接,形成所述多孔微通道扁管。”该发明虽然避免了连续挤压工艺中出现的一系列问题,但该发明在具体实施时有以下局限性:首先,需要在辊弯之前对带料进行微槽的压制,因此对带料具有严格要求;其次,所述对称两侧的焊接需要加上额外的压焊工艺,严重阻碍了制管速度。
经检索,申请号为201280026539.3的发明专利公开了一种多孔微通道扁管的制备方法以及相关制造设备:“将金属带局部减薄,弯曲成B形通道管,将波浪形弯曲板装配入B通道管中,然后通过钎焊炉钎焊在一起,形成多孔微通道扁管”。该专利虽然能够避免等壁厚折叠式微通道扁管的孔壁不均匀缺陷,但这种管型涉及到两种零件的装配,其装配误差影响产品质量,容易导致漏焊,造成扁管内制冷剂泄漏,该方法制造的微通道扁管良品率较低。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种变厚度折叠式微通道扁管的辊弯成形装置及成形方法。
根据本发明提供的一种变厚度折叠式微通道扁管的辊弯成形装置,包括依次设置的开卷机、矫直机、轧制机、涂钎剂装置以及辊弯成形机,其中:
所述开卷机用于释放卷装的金属板料;
所述矫直机用于对金属板料进行矫直;
所述轧制机用于冷轧金属板料,对金属板料进行局部减薄,并定量增加金属板料的宽度,将金属板料送入辊弯成形机中;
所述涂钎剂装置用于在金属板料的折叠重合部分涂覆钎剂,用于金属料板成形后进行钎焊;
所述辊弯成形机用于将已轧制的金属板料逐渐的弯曲成多孔微通道扁管。
优选地,还包括切断机,所述切断机用于裁切出特定长度的金属板料。
优选地,所述轧制机包括两对轧辊,第一对轧辊将金属板料的折叠重合部分进行局部减薄,板料宽度增大;第二对轧辊将金属板料边缘两侧轧薄,板料宽度进一步变长至设定宽度。
优选地,所述轧辊具有精密轮廓结构,轮廓形状根据金属板料形状以及微通道管形状设计。
优选地,所述辊弯成形机包括多道次辊弯成形辊对,所述多道次辊弯成形辊对包括预成形辊、线成形辊和精成形辊。
本发明还提供一种变厚度折叠式微通道扁管的辊弯成形方法,采用上述变厚度折叠式微通道扁管的辊弯成形装置,包括以下步骤:
步骤1:卷装的金属料板依次经过开卷机、矫直机和轧制机,形成局部减薄并具有特定宽度的金属板料,并送入辊弯成形机;
步骤2:金属板料依次通过顺序配置的多道次具有对称的特定轮廓截面的辊弯成形辊对进行多次弯折;
步骤3:涂钎剂装置包括第一涂钎剂装置和第二涂钎剂装置,第一涂钎剂装置和第二涂钎剂装置分别安装在预成型辊对与线成形辊对中间和线成形辊对与精成形对中间,对金属板料的折叠重合部分涂覆钎剂,用于成形后进行钎焊。
优选地,所述多孔微通道扁管具有沿中心线对称结构,中心线的两侧有相同的通道数。
优选地,所述多孔微通道扁管的微通道孔的截面形状呈矩形状。
优选地,所述金属板料采用具有热传输性能的复合铝板带箔,所述复合铝板带箔包括三层,其中,中间层为Al-Mn合金,中间层的两面包覆厚度为复合铝板带箔10%的Al-Si合金钎料。
优选地,所述局部减薄的金属板料具有对称结构,并在微通道管内壁与外壁接触部分均有减薄。
与现有技术相比,本发明具有如下的有益效果:
1、本发明提供的微通道扁管的生产中不需要更精密的模具,避免了连续挤压中出现的一系列问题,所生产扁管的质量更为稳定;
2、本发明采用挤压方式生产时,挤压速度通常在2-3米/分钟,而辊弯工艺生产速度大于80米/分钟,生产效率较传统挤压方式提高20倍以上;
3、本发明避免了辊弯成形过程中加入额外的焊接工艺,仅通过钎焊工艺即可实现整个换热器的生产;
4、本发明通过增加轧制工序,对金属板料进行局部减薄,得到特殊形状的板料。相对于传统的辊弯成形方式得到的微通道扁管,节省了大部分材料,获得了性能更加优异的微通道扁管。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
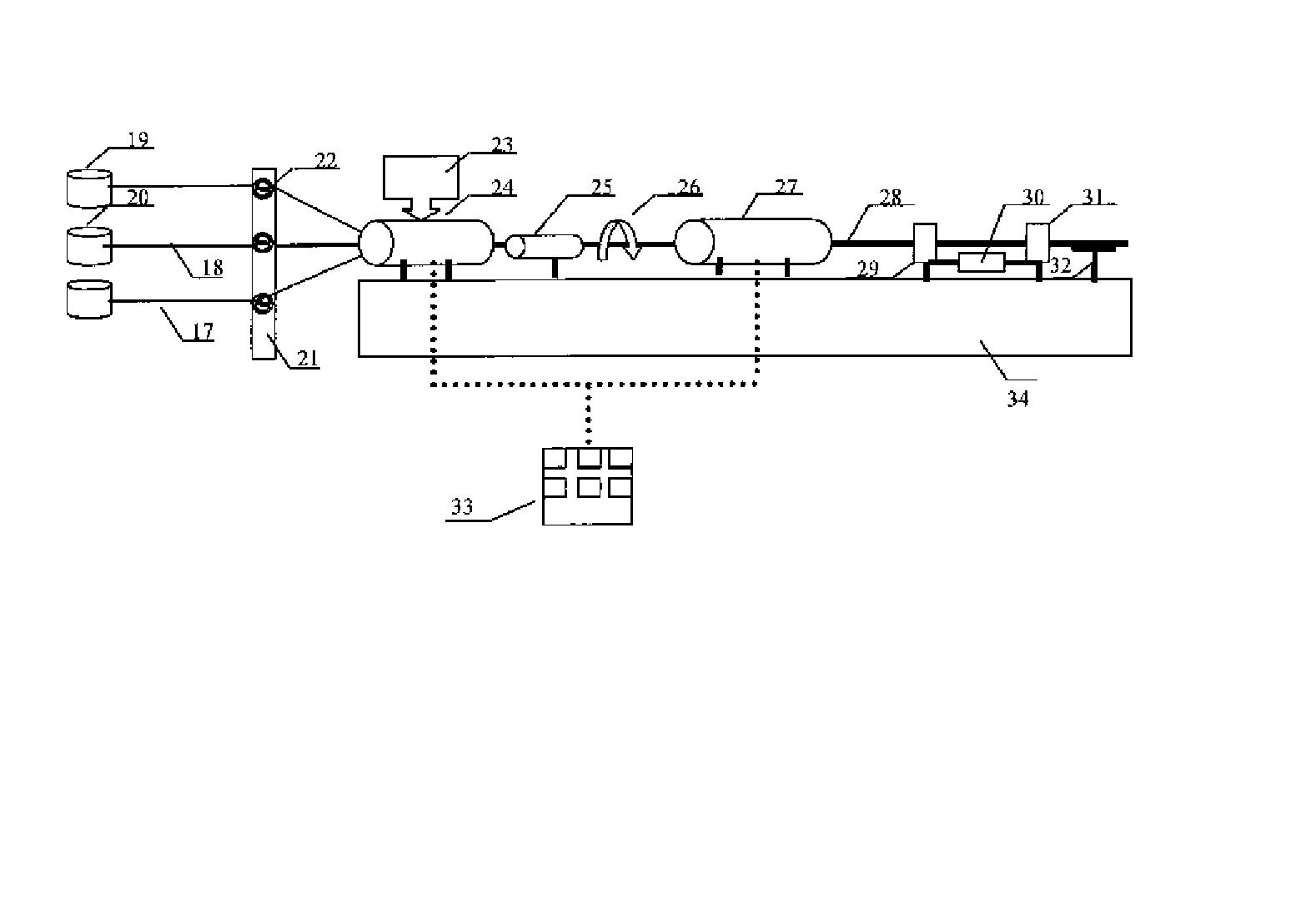
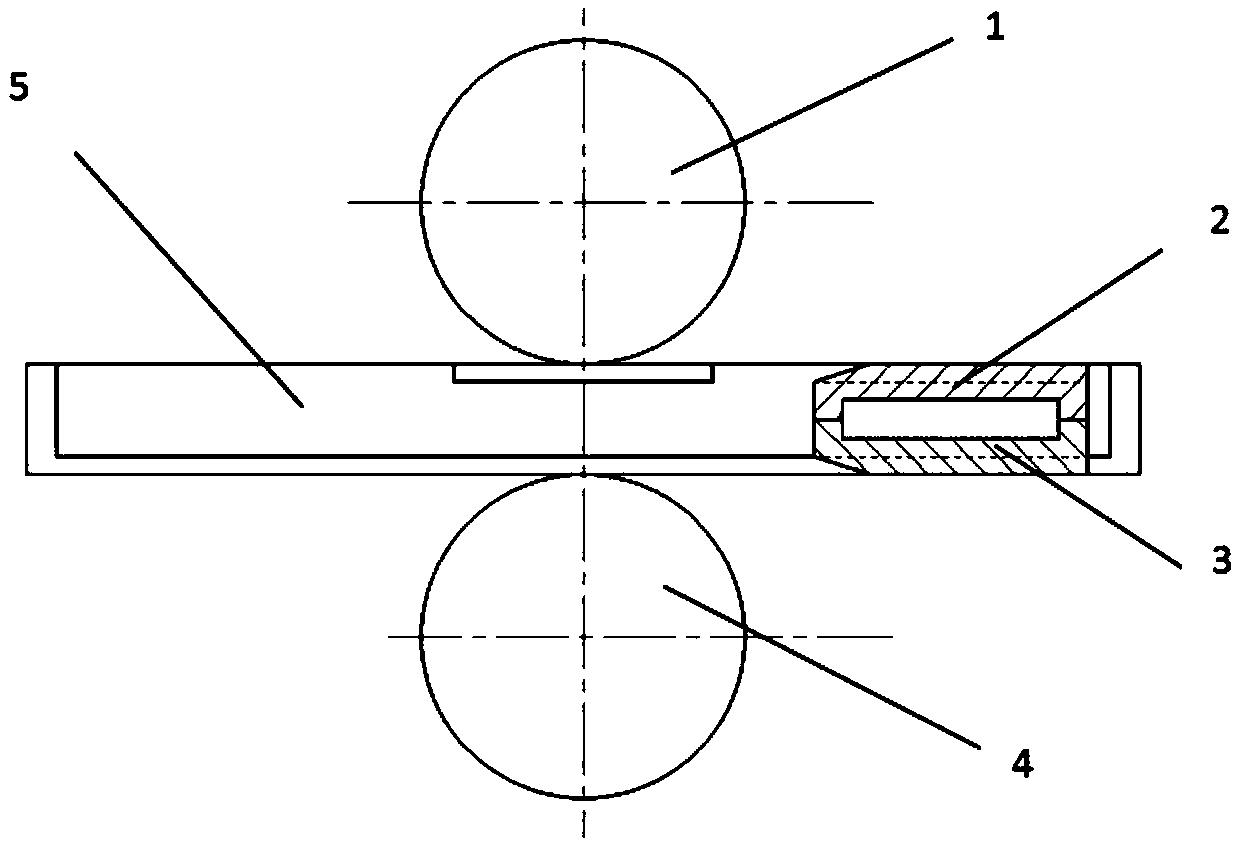
图1为本发明十六孔微通道扁管的辊弯成形装置结构示意图;
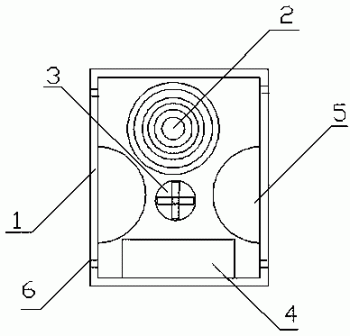
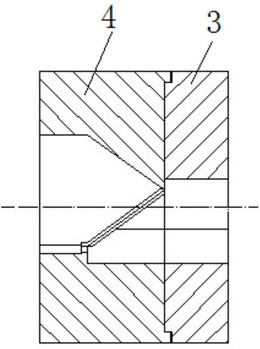
图2为利用本发明制备得到的十六孔微通道扁管截面图;
图3为十六孔微通道扁管辊弯成形过程的简化示意图;
图4为十六孔微通道扁管的辊弯成形过程中花型变化示意图;
图中:1-开卷机
2-矫直机
3-轧制机
4-预成形辊弯成形机组
5-第一涂钎剂装置
6-产品第一矫直装置
7-线成形辊弯成形机组
8-第二涂钎剂装置
9-产品第二矫直装置
10-精成形辊弯成形机组
11-产品第三矫直装置
12-十六孔微通道扁管
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
下面以十六孔微通道扁管的辊弯成形装置为优选实施例,对装置的各个部分进行详细叙述。应当指出的是,本发明不限于制造十六孔微通道扁管,发明内容包含8~30孔、管壁变厚度范围为1%~50%的微通道扁管的成形装置以及成形方法。请同时参阅图1至图4,图示为十六孔微通道扁管的辊弯成形装置以及成形方法。
本实施例提供了一种十六孔变厚度折叠式微通道扁管的辊弯成形装置,包括依次设置的开卷机、矫直机、轧制机、涂钎剂装置、切断机、收料集料装置以及辊弯成形机组。其中,所述轧制机包括两对具有精密轮廓形状的轧辊,垂直装配在基座上,轮廓形状根据金属板料形状以及微通道管形状设计,第一对轧辊将金属板料的折叠重合进行局部减薄,板料宽度增大;第二对轧辊将金属板料边缘两侧轧薄,板料宽度进一步变长至特定宽度。所述辊弯成形机组包括由36道次辊弯成形辊对顺序配置形成的上下两排轧辊以及设置于辊弯成形辊对之间的涂钎剂装置和产品矫直装置,上排轧辊和下排轧辊之间设有与微通道扁管形状和尺寸相适配的间隙;所述辊弯成形辊对为对称结构并具有精密轮廓结构。
开卷机释放卷装的金属板料,并将金属板料匀速送入矫直机中;矫直机张紧与矫直金属板料,使金属板料更加平整的送入轧制机;轧制机冷轧金属板料,对金属板料进行局部减薄,并定量增加金属板料宽度,之后将金属板料送入辊弯成形装置中。所述辊弯成型机组上下两排轧辊,用于将平直的金属板料逐渐的弯曲成多孔变厚度折叠式微通道扁管;涂钎剂装置在金属板料的折叠重合部分涂一定量的钎剂,从而成形后进行钎焊。
所述产品矫直装置,用于保证送进的金属板料保持平直,避免进料时板料发生侧向滑移和抖动,并张紧金属板料。
进一步地,所述轧制机将金属板料轧制为局部减薄的金属板料,板料宽度有所增长。其中,金属板料在微通道扁管内壁板与外壁板接触位置均有减薄。
进一步地,所述辊弯成形机组的后端还设有高速裁切装置,所述高速裁切装置根据长度要求切割生产的微通道扁管。
进一步地,所述涂钎剂装置包括第一涂钎剂装置和第二涂钎剂装置,其中,第一涂钎剂装置和第二涂钎剂装置分别安装在预成型辊对与线成形辊对中间和线成形辊对与精成形对中间。第一涂钎剂装置设置在第15道次辊弯成形辊对处,第二涂钎剂装置设置在第28道次辊弯成形辊对处。所述第一涂钎剂装置设有8个点胶头,所述第二涂钎剂装置设有7个点胶头。所述36道次辊弯成形辊对由一系列预成形辊、线成形辊和精成形辊组成。
进一步的,所述十六孔微通道扁管具有16个微通道,如图2所示。整体上具有由形成其总体轮廓的左侧外壁部13、左侧内侧通道管壁14、右侧外壁部15、右侧内侧通道管壁16的对称结构。其中左侧内侧通道管壁14和右侧内侧通道管壁部分分别嵌入外壁部13和15。内侧通道管壁与外壁部水平部分嵌合,没有突出部分,节约嵌入部分的材料,降低制造成本低,成品质量稳定。
所述十六孔微通道扁管的左侧弯折圆孔和右侧弯折圆孔作为板料90°弯折导孔,板料弯折后具有良好的应力状态。
以下以多孔变厚度折叠式微通道扁管的辊弯成形装置中具有代表性的一种装置和方法进行详细叙述。
十六孔微通道扁管的辊弯成形装置的成形方法包括以下步骤:
步骤1,金属带卷依次经过开卷机、矫直机和轧制机,形成金属板料,并送入辊弯成形机组;
步骤2,金属板料依次通过顺序配置的多道次具有对称的特定轮廓截面的辊弯成形辊对进行多次弯折;
步骤3,第一涂钎剂装置和第二涂钎剂装置分别在第15道次辊弯成形辊对和第28道次辊弯成形辊对处,对金属板料的折叠重合部分涂一定量的钎剂,用于成形后进行钎焊;
步骤4,弯折后的金属板料依次经过产品矫直装置和高速裁切装置,裁切形成具有任意长度的十六孔微通道扁管。
进一步地,所述十六孔微通道扁管具有沿中心线对称结构,中心线的两侧分别为八个通道。所述八个微通道的截面形状大致为矩形。
进一步地,微通道扁管在水平部分内壁板嵌入外壁板中,在平直部分,微通道扁管外壁板和内壁板的厚度和为一个单位厚度。
进一步地,微通道扁管中部附近90°弯折过度圆孔防止板料在进行垂直弯折工序时发生破坏应力现象。
进一步地,所述金属带卷采用具有热传输性能的复合铝板带箔,所述复合铝板带箔包括三层,其中,中间层为Al-Mn合金,中间层的两面包覆厚度为复合铝板带箔10%的Al-Si合金钎料。
本实施例具体为:
如图1所示,本实施例提供的十六孔微通道扁管的辊弯成形装置的成形方法,包括如下步骤:
首先,原始带料是长条形金属带卷,其材料为由三层不同成分的铝合金组成的复合材料;金属带料经开卷机1开卷、矫直机2矫直后,送至轧制机3中进行轧制;
然后,原始宽度的板料进入轧制机中轧制成如图2所示的形状,轧制后板料的宽度相对于原始宽度有所加长,金属板料在微通道扁管内壁板与外壁板接触位置均有减薄,将减薄后的金属板料送入辊弯成形装置中。
之后,金属板料进入顺序配置的多道次辊弯成形辊对中逐渐成形,其成形过程如图3所示;在此期间,板料需要经过两次180度翻折,每次翻折都会使板料相互重叠形成闭合孔洞,因此在两次翻折前,需要在金属带料上的相应位置涂上一定量的钎剂用于钎焊,在这里,涂钎剂装置5安装在第#15道辊弯成形工序和第#28道辊弯成形工序之前;从辊弯成形机组出来之后便成形为十六孔微通道扁管;
最后,再经过产品矫直装置、送至高速裁切装置中进行在线裁切,得到符合要求的十六孔微通道扁管产品。
如图2所示,应用上述方法所制造出来的产品为一种带有十六个微通道的折叠扁管,也就是所述的十六孔微通道扁管,所述十六孔微通道扁管具有左侧外壁部、左侧内壁部、右侧外壁部和右侧内壁部,所述左侧外壁部为微通道扁管外部左侧上下平直部分以及左侧圆弧部分;右侧外壁部为微通道扁管外部右侧上下平直部分以及右侧圆弧部分;左侧内壁部为微通道扁管内侧上半部与外壁嵌合部分以及左侧弯曲半圆弧状部分;右侧内壁部为微通道扁管内侧上半部与外壁嵌合部分以及右侧弯曲半圆弧状部分。
如图4所示,十六孔微通道扁管的轧制工艺过程和辊弯工艺过程由以下38道次所组成:
原始带料19经过轧制第#0’道辊轧工序后第一次轧制形成局部减薄的金属板料20,板料宽度有所加长;
经过轧制第0”道辊弯成形工序后,板料两侧原始较厚部分被轧薄,板料宽度进一步变长,形成具有特殊形状的板料21,并将板料21送入辊弯成形装置。
板料21经过矫直和轧制工序后,进入辊弯成形工序,经过第#1-14道辊弯成形工序后形成两侧共8个弓形凸起的板料23。弓形22深度Hs。经过此工序后,板料平直度高;翻折角度适中,翻折圆角过度平滑;左侧形成过度圆弧,圆弧角度约90°,圆弧回弹较小。
经过第#15-21道辊弯成形工序后形成弓形部分呈现30°向上翻折形状板料25,弓形部分板料24翻折角度为30°,回弹较小,应力状态良好。
经过第#22-27道辊弯成形工序后弓形部分26翻折角度为90°,形成板料27,板料完成此工序后,弓形部分朝向下,弓形顶部与板料减薄处嵌合;90°弯折处未出现开裂现象,应力状态较好,并且回弹较小;
经过第#28-32道辊弯成形工序后,弓形部分以及与其相嵌合部分28开始向内翻折,形成形状29,翻折角度为60°。翻折完成后,折弯处应力状态良好,未出现开裂现象;板料回弹较小。
经过第#33-36道辊弯成形工序后,板料两侧弓形部分以及与其相嵌合部分29完成90°向内翻折,弯边与板料底部贴合,两侧弓形部分圆弧相互贴合,翻折后形状大致为长方形。通道31共有16个。
在本实施例中:
十六孔微通道扁管的辊弯成形工艺,包括如下步骤:
首先,金属带卷经开卷、矫直后送至轧制机中;
然后,金属带卷经过轧制,形成局部有所减薄、宽度加长的板料,并将板料送入辊弯成形机组中;
之后,金属带料依次通过顺序配置的多道次具有对称的特定轮廓截面的成形轧辊进行多次弯折,形成所述十六孔微通道扁管;
最后再经过矫直、裁切形成具有任意长度的微通道扁管。
得到的十六孔微通道扁管是沿中心线对称的,每侧各有八个通道。
所述的轧制机是通过两对轧辊分别将板料进行局部轧薄以及轧宽,并将冷轧后的板料送入辊弯成型机组中。
所述的轧制机轧辊具有精密轮廓结构。
所述轧制工艺能节省金属板料,提高板料利用率,优化微通道扁管成形性能以及力学性能
所述的辊弯成形工艺是通过顺序配置的多道次具有特定轮廓型面的成形轧辊,把卷材或单张板材逐渐的进行横向弯曲,以制成特定端面的金属型材。
所述的辊弯成形工艺生产效率高,产品表面质量好,尺寸精度高,长度不受限制。
所述的辊弯成形工艺能够高速制管,生产速度大于80米/分钟。
所述的辊弯成形工艺能够完全自动化,主要通过排辊辊弯成形,工作环境清洁,无污染,低噪声,节能。
所述的辊弯成形工艺属于柔性成形工艺,可更换不同的压纹道次轧辊,即可生产出圆形截面,方形截面以及变截面通道。
所述的辊弯成形Ti艺产品质量稳定,辊弯过程中,铝带材处于较好的应力状态,可保证微通道具有较高的尺寸精度,且各排辊的寿命较长。
所述的辊弯成形工艺采用的优质热传输复合铝板带箔,以Al-Mn合金为芯材,双面包覆厚度为10%的Al-Si合金钎料,它不仅具有优良的表面质量,精确的尺寸和平整的板形,而且组织均匀、成形性能良好,尤其包覆层的均匀性和焊接性极为优异。
本实施例提供多孔变厚度折叠式微通道扁管的辊弯成形装置,包括:
开卷机,用于释放卷装的金属板料;
矫直装置,用于使金属板料更加平整的送入成形阶段;
轧制机,用于冷轧金属板料,对金属板料进行局部减薄,并增加金属板料的宽度。
辊弯成形机组,把平直的金属板料逐渐的弯曲成微通道扁管;
涂钎剂装置,用于在金属板料的折叠重合部分涂一定量的钎剂,以便成形后的进行钎焊。
高速裁切装置,用于对连续成形的多孔微通道管进行长度方向的限定与切割,所述高速裁切机可与成形速度相匹配,可以按照要求长度切割生产的多孔变厚度折叠式微通道扁管。
产品矫直装置,使送进的金属板料保持平直,避免进料时发生侧向滑移和抖动。
所述轧制机,用于冷轧金属板料,对金属板料进行局部减薄,并增加金属板料的宽度,之后将板料送入辊弯成形装置中。
所述辊弯成形机组由一系列的预成形辊和精成形辊组成,其中上下轧辊形状和间隙由所生产扁管的尺寸确定。
所述的涂钎剂装置分别安装在预成型辊对与线成形辊对中间和线成形辊对与精成形对中间。
所述的涂钎剂装置有不同的两套,每套有不同数目的点胶头。
所述的辊弯成形机组之后设有切割机,所述切割机按要求的长度切割生产的微通道扁管。
所述的辊弯成形机组设置有一系列具有精密轮廓截面的辊对,所述辊对的轮廓面均为对称形状,所述金属带料沿所述辊对前进、逐渐弯折成形。
所述辊弯成形过程首先将所述金属板料的两侧折弯成大致呈矩形的锯齿形状,之后再经过两次180度翻折使所述金属板料成形为所述多孔变厚度折叠式微通道扁管。
所述微通道扁管在管壁的重叠处通过钎焊的方法进行连接。
所述钎焊工艺要求在成形过程中,在金属带料的相应位置涂一定量的钎剂。
综上所述,本发明提供了一种变厚度折叠式微通道扁管的辊弯成形装置及成形方法,将金属板料导入轧制机获得局部减薄的特定形状的金属板料,通过顺序配置的多道次具有特定轮廓型面的辊弯成形辊对,将卷材或单张板材进行轧制逐渐的进行横向弯曲,制成特定端面形状的金属型材;该成形方法属于柔性成形工艺,可更换不同的压纹道次辊弯成形辊对,即可生产出圆形截面,方形截面以及变截面通道。
本发明提供的变厚度折叠式微通道扁管的辊弯成形装置及成形方法,其生产效率高,产品表面质量好,材料利用率高,尺寸精度高,长度不受限制;能够高速制管,生产速度大于80米/分钟;在节省材料的基础上,微通道扁管的力学性能得到优化;能够完全自动化,通过排辊辊弯成形,工作环境清洁,无污染,低噪声,节能,节省材料;利用本发明生产得到的变厚度折叠式微通道扁管,产品质量稳定,辊弯过程中,铝带材处于较好的应力状态,可保证微通道具有较高的尺寸精度,且各排辊的寿命较长;采用的优质热传输复合铝板带箔,以Al-Mn合金为芯材,双面包覆厚度为复合铝板带箔10%的Al-Si合金钎料,不仅具有优良的表面质量,精确的尺寸和平整的板形,而且组织均匀、成形性能良好,尤其包覆层的均匀性和焊接性极为优异。
本发明采用的金属带卷为与翅片类似的铝合金带卷,易于防腐蚀控制,并且扁管的焊接工艺同翅片扁管焊接同为钎焊工艺,只需要在制管时涂上一定量的钎剂,制管后同装配好的翅片一起在钎焊炉中进行钎焊即可,不需要额外的特殊焊接工艺;所生产的扁管质量稳定,具有明显的节能、低造价、高成材率、制管速度高等特点。
本发明提供了金属板料冷轧成形装置,能将宽度较短的板料进行冷轧,获得大宽度的金属板料,金属板料在微通道扁管内壁板与外壁板接触位置均有减薄,内壁板嵌入外壁板中,板料经过辊弯成形工序逐渐成形为变厚度折叠式微通道扁管,微通道扁管的各项力学性能均有一定的增强,同时节约了大量的原材料,具有明显的节能、材料利用率高、产品质量高、微通道孔面积占比增高等特点。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
变厚度折叠式微通道扁管的辊弯成形装置及成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0