

IPC分类号 : C22C1/03,C22C21/10,B21C1/00,C22F1/053







专利摘要
本发明涉及一种超高强度Al‑Zn‑Mg‑Cu合金线材的制备方法,属于铝合金加工领域。一种超高强度Al‑Zn‑Mg‑Cu合金线材的制备方法,其包括了半连续铸造+粗连轧+精连轧+整径拉拔的步骤,通过以上步骤实现了大卷重无接头、高品质、超高强度铝合金线材的生产,制备的无接头单根成品重量范围为70‑550公斤,成品率95%以上,成品晶粒组织呈纤维状,纤维晶粒直径控制在10‑40μm,线材表层与中部晶粒尺寸差异小于10%,成品固溶淬火人工时效状态的抗拉强度580‑670MPa,延伸率达到7‑9%,头部与尾部性能差异小于5%。
权利要求
1.一种超高强度Al-Zn-Mg-Cu合金线材的制备方法,其特征在于:包括下述工艺步骤:
(1)原料配制:以纯金属铝、纯金属锌、纯金属铜、纯金属镁、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金作为原料,进行备料;
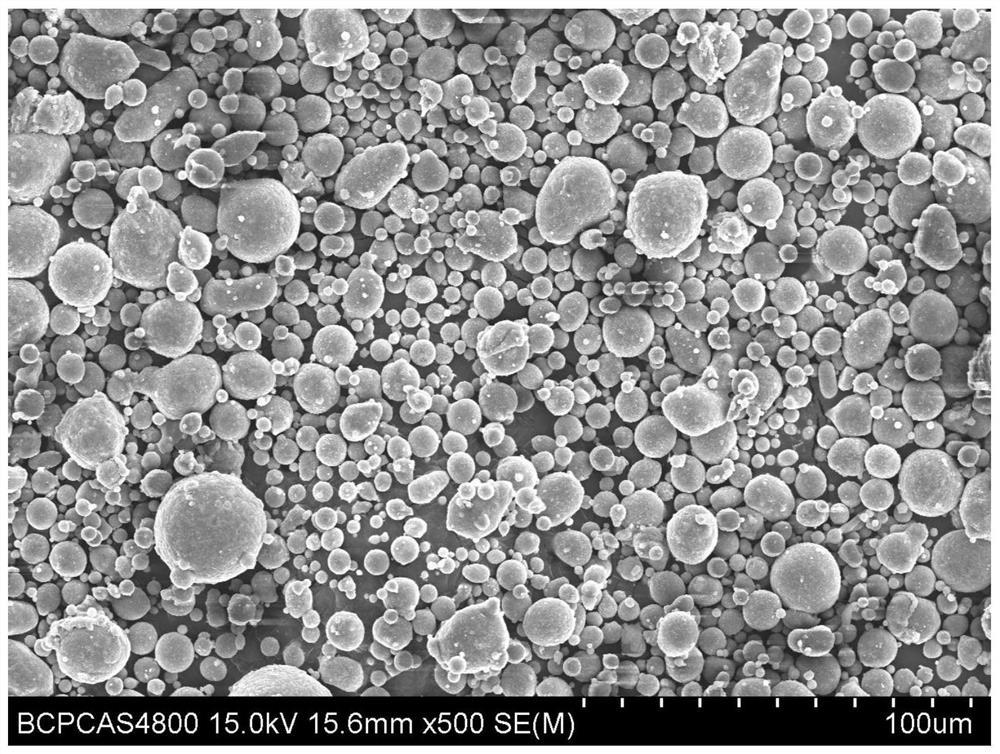
(2)合金熔炼及铸造:在反射式熔铝炉中进行熔炼,将纯金属铝、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金同时加入炉中熔化,熔化后加入纯金属铜,升温至730-740℃,加入纯金属锌和纯金属镁,待这些金属熔化并搅拌均匀后升温至740-750℃后使用精炼剂进行精炼处理;处理完毕后搅拌合金熔体并在730℃静置10-20min,静置完毕后捞去合金熔体表面的浮渣,然后通过半连续铸造法进行铸造;铸造温度为710℃-720℃,铸造速度130-230mm/min,铸棒直径60-100mm,单支铸棒长度10-27米;在结晶区施加电磁搅拌,磁场频率50Hz,励磁电流100-200A,平均晶粒尺寸控制在30-100μm;
(3)均质处理;
(4)热连轧:采用短应力线连轧机组,轧制道次10-16道,每一道次机架均为独立动力传动;轧机轧辊采用平-立交替布置,第一道次轧机为水平轧机;前50%道次延伸系数范围1.27-1.39,后50%道次延伸系数1.20-1.32;轧制温度360-440℃,铸棒呈梯度加热,先入轧机端比尾端加热温度高15-35℃,温度梯度沿铸棒长度均匀分布;轧制速度0.5-3m/s,热轧成品直径10-12mm;
(5)冷连轧:采用二辊轧机连轧机组,轧制道次6-12道,每一道次机架均为独立动力传动;轧机轧辊采用平-立交替布置,第一道次轧机为水平轧机,每道次延伸系数1.1-1.2;冷轧成品直径3.6-8mm;
(6)整径拉拔:拉拔为单道次整径拉拔;拉拔延伸系数1.03-1.15;拉拔成品直径公差小于等于±(直径×0.01);
(7)固溶与人工时效处理:在465℃保温2小时进行固溶处理,淬火转移时间小于20秒,淬火介质为软化水,水温30-60℃;淬火后进行两级时效处理,第一级时效温度105-115℃,时效时间6-12小时,第二级时效温度155-165℃,时效时间4-10小时。
2.根据权利要求1所述的方法,其特征在于:所述超高强度Al-Zn-Mg-Cu合金,其成份及重量百分含量如下:
不可避免的杂质元素,每种少于0.05wt.%,且总量少于0.15wt.%,余量为Al。
3.根据权利要求2所述的方法,其特征在于:所述超高强度Al-Zn-Mg-Cu合金中,Zr:0.12~0.15wt.%,Ti:0.015~0.025wt.%,Cr:0.03~0.1wt.%。
4.根据权利要求1所述的方法,其特征在于:所述铸造步骤中,在结晶区施加油膜控制铸棒表面偏析层小于3mm。
5.根据权利要求1所述的方法,其特征在于:所述均质步骤工艺如下:均质分两级进行,第一级均质温度460~550℃,均质时间10~36小时;第二级均质温度比第一级高5~15℃,第二级均质时间为第一级均质时间的20~30%。
6.根据权利要求1所述的方法,其特征在于:所述步骤(3)均质工艺使铝合金铸态组织残余相比例在1.5%以下,最大残余相尺寸小于60μm。
7.根据权利要求1所述的方法,其特征在于:在均质和热连轧步骤之间包括铣面的步骤,其中,铸棒铣面厚度1~3.5mm。
8.根据权利要求1~7任一项所述的方法,其特征在于:所得Al-Zn-Mg-Cu合金线材成品晶粒组织呈纤维状,纤维晶粒直径在10-40μm,线材表层与中部晶粒尺寸差异小于10%,抗拉强度580-670MPa,延伸率达到7-9%。
说明书
技术领域
本发明涉及一种超高强度Al-Zn-Mg-Cu合金线材的制备方法,属于铝合金加工领域。
背景技术
Al-Zn-Mg-Cu合金属于超高强铝合金,强度可高达600MPa以上,该系合金广泛应用于航空航天、轨道交通等领域。超高强Al-Zn-Mg-Cu合金焊接性较差,通常需要通过材质相同或相近的铆钉铆接。制备超高强铝合金铆钉的坯料是超高强铝合金线材。目前国内的超高强铝合金铆钉的生产效率较低,最突出的问题就是国内不能提供大卷重无接头的超高强铝合金线材,导致无法通过先进的自动化设备连续高效率的生产铝合金铆钉。当前铝合金线材的制备方法包括挤压-拉拔、连铸连轧、连续挤压等。
挤压-拉拔的工艺流程是首先通过半连续铸造技术制备出铝合金圆铸棒,铸棒定尺锯切后通过挤压机将铸棒挤压成直径10mm左右的铝杆,然后再通过多道次拉拔获得线材。该方式适应性广,基本可以生产所有系列的变形铝合金,但由于受到挤压筒长度和挤压比的限制,单根无接头线材的长度和重量受限,最多也就是二、三十公斤,满足不了现代化自动紧固件生产设备的需求。另外,由于挤压过程金属流动的不均匀性和挤压温度的不稳定性,导致制品存在组织性能不均的问题。
连铸连轧的工艺流程是通过轮带式连铸生产出梯形连铸坯,然后热连轧至10mm左右的棒材,该工艺产品不受重量限制,理论上可以生产无限长的无接头铝材。但是该工艺只能生产中低强度的铝合金,受工艺特点的限制,无法生产抗拉强度460MPa以上的高强度铝合金线材。
连续挤压的工艺流程是先通过水平连铸生产出10-16mm的小直径圆铸坯,然后通过连续挤压机进行连续挤压,最终获得3-10mm的铝合金线材。该工艺也可以解决铝材的长度问题,但是由于该工艺的铸坯直径较小,导致铸态偏析层相对占比过大,另外,还存在变形量不足的问题。因此,该工艺不适合生产对组织性能要求比较高的高强铝合金。
发明内容
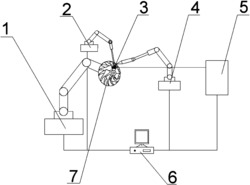
针对现有技术存在的问题,本发明提出一种“半连续铸造+粗连轧+精连轧+整径拉拔”制备超高强度铝合金线材的方法,本发明方法能实现大卷重无接头、高品质、超高强度铝合金线材的生产制备。
一种超高强度Al-Zn-Mg-Cu合金线材的制备方法,包括下述工艺步骤:
(1)原料配制:以纯金属铝、纯金属锌、纯金属铜、纯金属镁、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金作为原料,进行备料;
(2)合金熔炼及铸造:在反射式熔铝炉中进行熔炼,将纯金属铝、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金同时加入炉中熔化,熔化后加入纯金属铜,升温至730-740℃,加入纯金属锌和纯金属镁,待这些金属熔化并搅拌均匀后升温至740-750℃后使用精炼剂进行精炼处理;处理完毕后搅拌合金熔体并在730℃静置10-20min,静置完毕后捞去合金熔体表面的浮渣,然后通过半连续铸造法进行铸造;铸造温度为710℃-720℃,铸造速度130-230mm/min,铸棒直径60-100mm,单支铸棒长度10-27米;在结晶区施加电磁搅拌,磁场频率50Hz,励磁电流100-200A,平均晶粒尺寸控制在30-100μm;
(3)均质处理;
(4)热连轧:采用短应力线连轧机组,轧制道次10-16道,每一道次机架均为独立动力传动;轧机轧辊采用平-立交替布置,第一道次轧机为水平轧机;前50%道次延伸系数范围1.27-1.39,后50%道次延伸系数1.20-1.32;轧制温度360-440℃,铸棒呈梯度加热,先入轧机端比尾端加热温度高15-35℃,温度梯度沿铸棒长度均匀分布;轧制速度0.5-3m/s;热轧成品直径10-12mm。
(5)冷连轧:采用二辊轧机连轧机组,轧制道次6-12道,每一道次机架均为独立动力传动;轧机轧辊采用平-立交替布置,第一道次轧机为水平轧机,每道次延伸系数1.1-1.2;冷轧成品直径3.6-8mm;
(6)整径拉拔:拉拔为单道次整径拉拔;拉拔延伸系数1.03-1.15;拉拔成品直径公差小于等于±(直径×0.01);
(7)固溶与人工时效处理:在465℃保温2小时进行固溶处理,淬火转移时间小于20秒,淬火介质为软化水,水温30-60℃;淬火后进行两级时效处理,第一级时效温度105-115℃,时效时间6-12小时,第二级时效温度155-165℃,时效时间4-10小时。
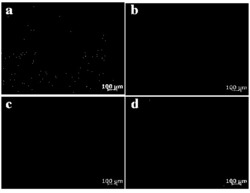
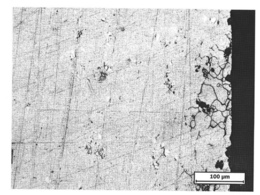
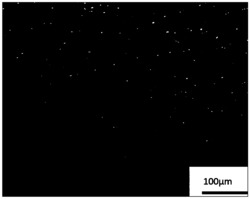
本发明所得Al-Zn-Mg-Cu合金线材成品晶粒组织呈纤维状,纤维晶粒直径在10-40μm,线材表层与中部晶粒尺寸差异小于10%,成品固溶淬火人工时效状态的抗拉强度580-670MPa,延伸率达到7-9%。
本发明所述超高强度Al-Zn-Mg-Cu合金,其成份及重量百分含量如下:
不可避免的杂质元素,每种少于0.05wt.%,且总量少于0.15wt.%,余量为Al。
进一步地,优选所述超高强度Al-Zn-Mg-Cu合金中,Zr:0.12~0.15wt.%,Ti:0.015~0.025wt.%,Cr:0.03~0.1wt.%。
本发明所述半连续铸造法可于现有技术公开的半连续铸造设备中进行,可商业购得。
本发明所述短应力线连轧机组由若干短应力轧机连续排布组成,每个轧机完成一个道次的轧制,每一道次机架均为独立动力传动;所述连轧机组中的轧机轧辊采用平-立交替布置,第一道次轧机为水平轧机。
本发明优选所述连轧步骤轧制道次为6、8、10、12、14或16道。
上述技术方案中,所述铸造步骤中,在结晶区施加油膜控制铸棒表面偏析层小于3mm。通过在结晶区施加油膜控制铸锭与结晶器之间的一次冷却强度和界面润滑,进而控制铸棒表面偏析层小于3mm。
进一步地,优选提供油膜的润滑油量为0.5~0.6ml/min。
上述技术方案中,所述连轧步骤控制轧制过程动态再结晶晶粒比例小于30%。
上述技术方案中,所述均质步骤工艺如下:均质分两级进行,第一级均质温度460~550℃,均质时间10~36小时;第二级均质温度比第一级高5~15℃,第二级均质时间为第一级均质时间的20~30%。
均质效果需保证铝合金铸态组织残余相比例在1.5%以下,最大残余相尺寸小于60μm。经过均质处理才能使非平衡相充分溶解、消除微观偏析、提高成份的均匀性,以利于后续的轧制变形。均质温度过低不能保证均质效果,而均质温度过高则容易产生过烧而使材料成为废品。两级均质可以保证在获得良好均质效果的同时避免过烧。
优选地,在均质和连轧步骤之间包括铣面的步骤,其中,铸棒铣面厚度1~3.5mm。
本发明的有益效果为:本发明提供了一种“半连续铸造+粗连轧+精连轧+整径拉拔”制备高强度铝合金线棒材的方法,通过以上步骤实现了大卷重无接头、高品质、超高强度铝合金线材的生产,制备的无接头单根成品重量范围为70-550公斤,成品率95%以上,成品晶粒组织呈纤维状,纤维晶粒直径控制在10-40μm,线材表层与中部晶粒尺寸差异小于10%,成品固溶淬火人工时效状态的抗拉强度580-670MPa,延伸率达到7-9%,头部与尾部性能差异小于5%。
具体实施方式
下述非限制性实施例可以使本领域的普通技术人员更全面地理解本发明,但不以任何方式限制本发明。
下述实施例中所述试验方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均可从商业途径获得。
实施例1
(1)原料配制:合金成分为Zn:7.6wt.%,Mg:2.5wt.%,Cu:2.2wt.%,Zr:0.12wt.%,Ti:0.02wt.%,Cr:0.05wt.%,Si:<0.1wt.%,Fe:<0.15wt.%,其他不可避免的杂质元素每种少于0.05wt.%,且总量少于0.15wt.%,余量为Al。以纯金属铝、纯金属锌、纯金属铜、纯金属镁、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金作为原料,进行备料。
(2)合金熔炼及铸造:在反射式熔铝炉中进行熔炼,将纯金属铝、Al-Zr中间合金、Al-Ti中间合金、Al-Cr中间合金同时加入炉中熔化,熔化后加入纯金属铜,升温至740℃,加入纯金属锌、纯金属镁,加金属镁时要通过压罩将镁块完全压入液面以下;待这些金属熔化并搅拌均匀后升温至750℃,使用精炼剂进行精炼处理15min,精炼剂用量2kg每吨铝;处理完毕后搅拌合金熔体并在730℃静置20min,静置完毕后捞去合金熔体表面的浮渣,然后通过半连续铸造法进行铸造;铸造温度为710℃,铸造速度180mm/min,铸棒直径80mm,单支铸棒长度20米;在结晶区施加电磁搅拌以细化晶粒,磁场频率50Hz,励磁电流150A,平均晶粒尺寸60-80μm;在结晶区施加油膜控制铸锭与结晶器之间的一次冷却强度和界面润滑,控制铸棒表面偏析层小于2mm。
(3)铸棒均质与铣面:铸棒进行两级均质处理,经过均质处理才能使非平衡相充分溶解、消除微观偏析、提高成份的均匀性,以利于后续的轧制变形。均质温度过低不能保证均质效果,而均质温度过高则容易产生过烧而使材料成为废品。两级均质可以保证在获得良好均质效果的同时避免过烧。第一级均质温度465℃,保温时间26小时,第二级均质温度480℃,均质时间6小时;均质后取样检测残余相面积比例为1.2%,最大残余相尺寸20μm;均质后铸棒铣面,铣面厚度2mm。
(4)热连轧:将均质铣面后的铸棒加热至380-400℃后开始轧制,铸棒入轧端温度400℃,铸棒尾端加热温度380℃。轧机采用短应力线连轧机组,轧辊直径350mm,轧辊分平-立交替布置,轧制道次16道,道次延伸系数分别为1.34-1.33-1.36-1.34-1.36-1.34-1.35-1.33-1.31-1.29-1.31-1.29-1.29-1.26-1.23-1.21;最后道次轧制速度1.5m/s;轧制成品直径10.5mm,轧制组织无明显动态再结晶组织。
(5)冷连轧:将热轧成品退火后进行冷轧,冷连轧轧机机型为二辊轧机,轧辊采用平-立交替布置;轧制道次为8道,道次延伸系数分别为1.18-1.16-1.16-1.15-1.16-1.15-1.14-1.13,冷轧成品直径5.9mm。
(6)整径拉拔:单道次整径拉拔,拉拔延伸系数1.06,拉拔成品直径5.7mm,拉拔成品直径公差±0.05mm。
(7)固溶与人工时效处理:在465℃保温2小时进行固溶处理,淬火转移时间小于20秒,淬火介质为软化水,水温30-60℃;淬火后进行两级时效处理,第一级时效温度110℃,时效时间10小时;第二级时效温度160℃,时效时间6小时。
通过以上步骤实现了超高强度Al-Zn-Mg-Cu合金线材的生产,制备的无接头单根成品重量为230公斤,成品晶粒组织呈纤维状,纤维晶粒直径控制在10-30μm,线材表层与中部晶粒尺寸差异小于10%,成品固溶淬火人工时效状态的抗拉强度630MPa,延伸率7.6%,头部与尾部性能差异小于5%。
一种超高强度Al-Zn-Mg-Cu合金线材的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0