

IPC分类号 : C22C21/10,C22C1/03,C22F1/053,C21D9/00,B21B1/46,B21B3/00,B21B37/00,B21B37/74







专利摘要
本发明公布一种车身结构用低成本高成形性铝合金板材及其制备方法,属于铝合金技术领域。其可利用回收铝或普铝配制Al‑Zn‑Mg‑Cu‑Fe系合金,在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模内冷却;对铸锭进行一定时间的低温热处理,然后一定温下热轧;短时均匀化调控沉淀相、溶质元素分布和原生富铁相分布状态;随后进行二次热轧(根据原生富铁相浓度确定热轧变形量),顺序进行一定量冷轧+中间退火+二次冷轧处理;高温短时固溶处理,随后将固溶处理后的合金板材淬火冷却至室温;将淬火态试样快速转移至时效炉内进行等温预时效处理,稳定合金组织和性能。该系合金不仅可充分利用回收铝或普铝熔铸,降低成本,而且工艺调控后还可具有优异的室温冲压成形性能。
权利要求
1.一种车身结构用低成本高成形性铝合金板材,其特征在于,所述车身结构用低成本高强高成形性铝合金为Al-Zn-Mg-Cu-Fe系合金,化学成分及其质量百分比含量为:Zn:4.5~6.8wt%,Mg:1.0~2.2wt%,Cu:1.0~2.2wt%,Fe:0.15~0.7wt%,Mn:0.05~0.3wt%,Ni:0.01~0.06wt%,Ti:0.05~0.2wt%,B<0.01wt%,Si<0.01wt%,余量为Al;
所述车身结构用低成本高成形性铝合金板材的制备方法,具体包括:
(1)利用回收铝或普铝配制汽车用低成本高强高成形性Al-Zn-Mg-Cu-Fe系合金,然后在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模具内,控制冷却速率大于50℃/min使得合金晶粒尺寸和原生富铁相分布满足后续调控要求;
(2)根据铸态组织,对铸锭进行低温预热处理,温度低于420℃,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~460℃,升温速率大于20℃/min,然后对其进行热轧变形处理,热轧变形量70~96%;
(3)随后对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~490℃;
(4)随后对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~460℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~70%;
(5)随后顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理,使得合金基体内原生富铁相呈均匀弥散和多尺度分布特征;
(6)高温短时固溶处理,固溶温度450~480℃,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温;
(7)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,第一级温度90~140℃,第二级温度150~185℃。
2.如权利要求1所述一种车身结构用低成本高成形性铝合金板材,其特征在于,所述Al-Zn-Mg-Cu-Fe系合金化学成分及其质量百分比优选含量为:Zn:4.6~6.0wt%,Mg:1.0~2.0wt%,Cu:1.5~2.2wt%,Fe:0.2~0.7wt%,Mn:0.08~0.3wt%,Ni:0.03~0.06wt%,Ti:0.08~0.2wt%,B<0.01wt%,Si<0.01wt%,余量为Al。
3.如权利要求1或2所述一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于所述制备方法具体包括:
(1)利用回收铝或普铝配制汽车用低成本高强高成形性Al-Zn-Mg-Cu-Fe系合金,然后在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模具内,控制冷却速率大于50℃/min使得合金晶粒尺寸和原生富铁相分布满足后续调控要求;
(2)根据铸态组织,对铸锭进行低温预热处理,温度低于420℃,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~460℃,升温速率大于20℃/min,然后对其进行热轧变形处理,热轧变形量70~96%;
(3)随后对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~490℃;
(4)随后对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~460℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~70%;
(5)随后顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理,使得合金基体内原生富铁相呈均匀弥散和多尺度分布特征;
(6)高温短时固溶处理,固溶温度450~480℃,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温;
(7)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,第一级温度90~140℃,第二级温度150~185℃。
4.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(1)中,在非真空下利用中频感应熔炼合金工艺为:首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min。
5.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(2)中,对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~96%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制。
6.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(3)中,对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:5~17h,升温速率大于100℃/min,冷却速率大于100℃/min。
7.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(4)中,对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制。
8.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(5)中,顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%。
9.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(6)中,高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s。
10.根据权利要求3所述的一种车身结构用低成本高成形性铝合金板材的制备方法,其特征在于,步骤(7)中,将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h,第二级温度150~185℃,时间1~20min。
说明书
技术领域
本发明属于铝合金技术领域,特别针对车身结构件用高强度铝合金板材成本较高,室温冲压成形性能较低等问题,以及汽车领域对低成本高强高成形性铝合金板材的迫切需求,提出一种车身结构用低成本高强高成形性铝合金板材及其制备方法,其可以有效利用和调控合金内原生富铁相尺寸和分布,并对合金组织和性能产生积极影响。
背景技术
随着汽车数量的增加,能源消耗和空气污染已引起全球各国的重视。而汽车轻量化是解决上述问题的有效途径之一。铝合金由于质轻、耐蚀、比强度高、易加工、表面美观、储量丰富以及可回收循环利用等特性,已成为汽车轻量化的关键材料。此外,据统计在汽车中采用铝合金所节省的能量是生产该零件所用原铝耗能的6~12倍。因此,汽车轻量化用先进铝合金板材的开发和应用已经引起全球汽车生产厂家以及科研人员的广泛重视,而且近几年汽车用铝量也在逐年增加。
除铸造铝合金之外,汽车轻量化更为重要的是变形铝合金的开发和应用。由于系列铝合金的性能差异,其在车身上的应用也有重大差异。5xxx系铝合金由于成形性能好,普遍应用于车身内板的制造,而6xxx系铝合金由于成形性能和烤漆硬化增量均较好,普遍应用于车身外板的制造。随着应用的不断深入,近期研究和应用过程中发现,如果车身结构件仍然使用钢板制造,车身外板铝合金与钢结构件连接会存在较多问题,如钢铝焊接难,应力腐蚀等问题。因此,以往主要应用于航空领域的7xxx系铝合金开始被关注,并期望能够广泛应用于车身结构件的制造,从而更好解决上述钢铝连接等问题。但是高强度7xxx系铝合金普遍存在成本高、冲压成形性能较差等问题,这是制约其在车身结构件上广泛应用的关键。近期,已有大量研究表明,热成形或温成形均可促进该系合金板材的成形性能,但是成形工艺复杂,生产成本较高,而且温、热成形时很容易影响沉淀相的分布进而使得合金板材强度降低,这非常不利于该系合金在车身结构件上的广泛应用。由此可见,为了更好满足实际应用需求,急需充分利用回收铝或普铝熔铸合金并结合进一步的成分设计优化以及热加工工艺对合金组织演化进行调控,进而在保证大幅降低其生产成本的同时,也能保证其室温冲压成形性能优异,只有这样才能快速推进其在汽车车身结构件上的广泛应用,同时对于加快汽车轻量化进程也具有重要促进作用。
发明内容
为了更好满足车身结构件对低成本、高强、高成形性Al-Zn-Mg-Cu系合金的迫切需求,同时为了解决该系合金板材传统热加工工艺复杂,生产成本高,以及所生产的合金板材室温冲压成形性能较低等问题,本发明提出一种车身结构用低成本高强高成形性Al-Zn-Mg-Cu-Fe系铝合金板材及其制备方法。
一种车身结构用低成本高成形性铝合金板材,其特征在于,所述车身结构用低成本高强高成形性铝合金为Al-Zn-Mg-Cu-Fe系合金,化学成分及其质量百分比含量为:Zn:4.5~6.8wt%,Mg:1.0~2.2wt%,Cu:1.0~2.2wt%,Fe:0.15~0.7wt%,Mn:0.05~0.3wt%,Ni:0.01~0.06wt%,Ti:0.05~0.2wt%,B<0.01wt%,Si<0.01wt%,余量为Al。
优选的,所述Al-Zn-Mg-Cu-Fe系合金化学成分及其质量百分比含量为:Zn:4.6~6.0wt%,Mg:1.0~2.0wt%,Cu:1.5~2.2wt%,Fe:0.2~0.7wt%,Mn:0.08~0.3wt%,Ni:0.03~0.06wt%,Ti:0.08~0.2wt%,B<0.01wt%,Si<0.01wt%,余量为Al。
如上所述一种车身结构用低成本高成形性铝合金板材的制备方法,所述制备方法具体包括:
(1)利用回收铝或普铝配制汽车用低成本高强高成形性Al-Zn-Mg-Cu-Fe系合金,然后在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模具内,控制冷却速率大于50℃/min使得合金晶粒尺寸和原生富铁相分布满足后续调控要求;
(2)根据铸态组织,对铸锭进行低温预热处理,温度低于420℃,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~460℃,升温速率大于20℃/min,然后对其进行热轧变形处理,热轧变形量70~96%;
(3)随后对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~490℃;
(4)随后对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~460℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~70%;
(5)随后顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理,使得合金基体内原生富铁相呈均匀弥散和多尺度分布特征;
(6)高温短时固溶处理,固溶温度450~480℃,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温;
(7)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,第一级温度90~140℃,第二级温度150~185℃。
优选的,步骤(1)中,在非真空下利用中频感应熔炼合金工艺为:首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min。
优选的,步骤(2)中,对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~96%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制。
优选的,步骤(3)中,对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:5~17h,升温速率大于100℃/min,冷却速率大于100℃/min。
优选的,步骤(4)中,对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制。
优选的,步骤(5)中,顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%。
优选的,步骤(6)中,高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s。
优选的,步骤(7)中,将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h,第二级温度150~185℃,时间1~20min。
本发明充分利用回收铝或普铝普遍含有溶质元素Fe,其可以与主合金元素Cu相互作用形成AlFeCu或AlCuFe原生富铁相。由于其在热加工过程中会发生破碎,调控合理还可以形成多尺度弥散粒子。这些粒子一旦形成合理搭配的多尺度和弥散分布特征,其不仅在热加工过程中可以有效弱化织构,降低板材的各向异性,促进成形性能提高,而且在高温热处理时粗大粒子还可以诱发再结晶形核,而细小粒子又可以阻碍再结晶晶粒快速长大,最终所开发合金板材会具有细晶组织和织构近随机分布的组织特征,室温冲压成形性能可获得大幅度提高。因此,本发明拟开发新型低成本Al-Zn-Mg-Cu-Fe系合金材料。但是由于原生富铁相在Al-Zn-Mg-Cu系合金熔铸时很容易发生偏聚粗化,这对后续有效调控其尺寸和分布极为不利,为此,本发明进一步提出熔铸微合金化和短流程热加工调控新思路以更好避免上述可能产生的不利影响。首先,熔铸时拟充分引入溶质元素Ni,使其能够有效促进原生富铁相的形核率,从而达到细化原生相的目的。同时由于Al-Zn-Mg-Cu系合金均匀化温度不能太高,即使长时间均匀化也不利于熔铸态所形成棒状或网状原生富铁相发生熔断进而球化,因此,本发明提出首先对该系合金进行合适热轧变形,由于热轧变形不仅可以破碎原生富铁相,而且还可以增加基体内的应变储能,随后再对合金进行短时均匀化热处理即可有效促进原生富铁相的熔断和球化。当然,由于熔铸态存在成分偏析,合金的加工性能较差,如果热轧工艺设计不合理,不仅不能实现上述目的,而且还会使得合金铸锭在热轧时发生开裂等现象。此外,随着热轧工艺的改变,均匀化之后的冷轧和退火工艺的合理搭配对于更好调控原生富铁相尺寸和分布也非常关键。本发明优化出了随成分变化,最佳的一体化调控方法,即,一次热轧变形→均匀化处理→根据一次热轧变形情况进行的二次热轧变形或直接进行一次冷轧变形→中间退火→二次冷轧变形→固溶淬火处理;同时为了稳定合金自然放置过程中溶质原子团簇的析出和强度升高,本发明还在固溶淬火之后引入双级等温预时效调控,第一级预时效为了消耗空位并析出大量溶质原子团簇,第二级预时效为了进一步消耗空位并溶解部分不稳定溶质原子团簇,从而降低预时效态合金板材的强度。经此工艺调控后,新型Al-Zn-Mg-Cu-Fe系合金预时效态可表现出优异的室温冲压成形性能和抗自然时效稳定特性。
本发明所述车身结构用低成本高强高成形性Al-Zn-Mg-Cu-Fe系合金板材应用在汽车中。
本发明的有益效果:
通过采用上述的技术方案,本发明具有如下优越性:本发明不仅可以充分利用回收铝或普铝熔铸合金,从而降低合金板材的生产成本,而且还通过开发熔铸时的微合金化调控技术以及新的热加工制备工艺,使得熔铸时形成的原生富铁相发生破碎、球化以及再破碎等过程,最终实现了能在基体内呈多尺度和均匀弥散分布的组织特征。此种分布特征可以有效影响合金组织和织构演化,可以使得固溶淬火态织构显著弱化,同时再结晶组织得到显著细化;然后再辅以预时效调控还可以表现出优异的抗自然时效稳定性和较低的强度,最终预时效态合金板材可表现出优异的室温冲压成形性能,可用于典型汽车零部件的室温冲压成形,有效解决了高强度Al-Zn-Mg-Cu系合金成形难等问题。这对于该系铝合金板材的进一步广泛应用具有重要推动作用。本发明非常适合应用于汽车用铝合金材料的加工和生产,以及对铝合金板材组织特征以及冲压成形性能等有特定要求的其它铝合金材料生产企业使用,当然也适合应用于对其它系列铝合金材料组织和综合性能有较高要求的其它技术行业。
附图说明
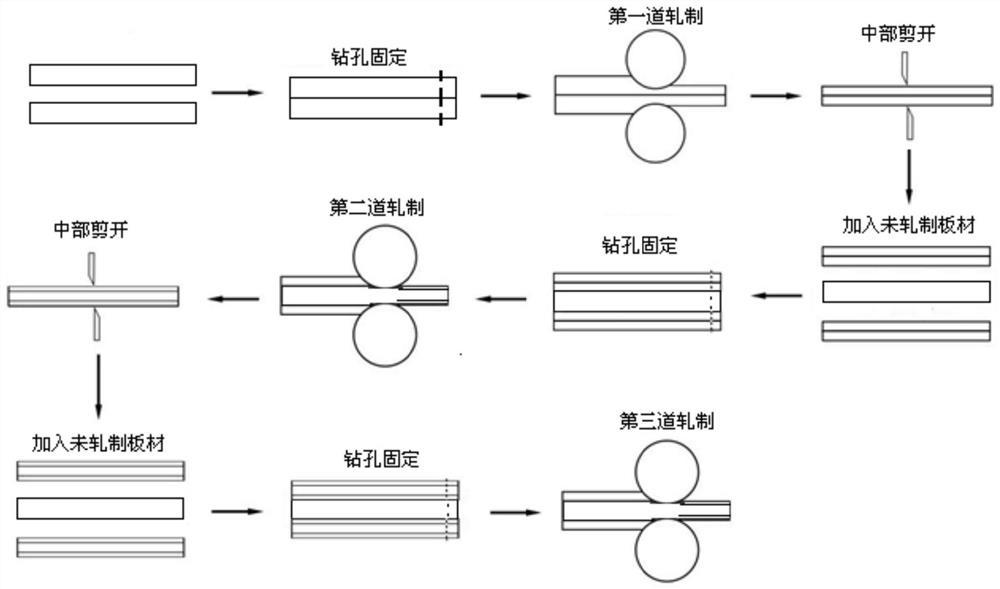
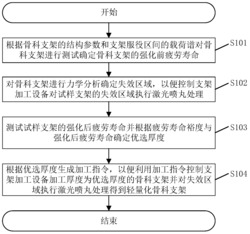
图1示出根据本发明的车身结构低成本高强高成形性Al-Zn-Mg-Cu-Fe系合金板材制备方法流程图;
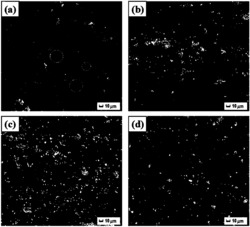
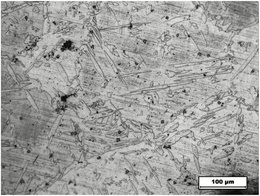
图2示出实施例3预时效态合金EBSD显微组织;
图3示出实施例4预时效态合金EBSD显微组织;
图4示出实施例5预时效态合金EBSD显微组织;
图5示出实施例6预时效态合金EBSD显微组织;
图6示出实施例7双级预时效调控时显微硬度变化规律。
具体实施方式
下面结合具体实施方案对本发明做进一步的补充和说明。
本发明针对车身结构用高强度Al-Zn-Mg-Cu系合金板材冲压成形性能仍然有待进一步提高,以及生产成本急需大幅降低的研究和应用现状,提出一种车身结构用低成本高强高成形性铝合金板材及其制备方法,该系合金经此制备工艺调控后可以使得预时效态合金板材织构弱化,且呈细晶组织,表现出优异的室温冲压成形性能和抗自然时效稳定特性。
本发明充分利用回收铝或普铝普遍含有溶质元素Fe,其可以与主合金元素Cu相互作用在铸态即可形成AlFeCu或AlCuFe原生富铁相。这些粒子一旦经热加工调控后形成合理搭配的多尺度和弥散分布特征,其不仅在热加工过程中可以有效弱化织构,降低板材的各向异性,促进成形性能提高,而且在高温热处理时粗大粒子还可以诱发再结晶形核,而细小粒子又可以阻碍再结晶晶粒快速长大,最终所开发合金板材会具有细晶组织和织构近随机分布的组织特征,室温冲压成形性能可获得大幅度提高。此外,考虑到原生富铁相在Al-Zn-Mg-Cu系合金熔铸时很容易发生偏聚粗化,为此,本发明提出熔铸微合金化和短流程热加工调控新思路避免由于原生相偏聚可能产生的不利影响。首先,熔铸时拟充分引入溶质元素Ni,使其能够有效促进原生富铁相的形核率,从而达到细化原生相的目的。同时由于Al-Zn-Mg-Cu系合金均匀化温度不能太高,即使长时间均匀化也不利于熔铸态所形成棒状或网状原生富铁相发生熔断进而球化,因此,本发明提出首先对该系合金进行合适热轧变形,由于热轧变形不仅可以破碎原生富铁相,而且还可以增加基体内的应变储能,随后再对合金进行短时均匀化热处理即可有效促进原生富铁相的熔断和球化。当然,由于熔铸态存在成分偏析,合金的加工性能较差,如果热轧工艺设计不合理,不仅不能实现上述目的,而且还会使得合金铸锭在热轧时发生开裂等现象。此外,随着热轧工艺的改变,均匀化之后的冷轧和退火工艺的合理搭配对于更好调控原生富铁相尺寸和分布也非常关键。本发明优化出了随成分变化,最佳的一体化调控方法,即,一次热轧变形→均匀化处理→根据一次热轧变形情况进行的二次热轧变形或直接进行一次冷轧变形→中间退火→二次冷轧变形→固溶淬火处理;同时为了稳定合金自然放置过程中溶质原子团簇的析出和强度升高,本发明还在固溶淬火之后引入双级等温预时效调控,第一级预时效为了消耗空位并析出大量溶质原子团簇,第二级预时效为了进一步消耗空位并溶解部分不稳定溶质原子团簇,从而降低预时效态合金板材的强度。经此工艺调控后,新型Al-Zn-Mg-Cu-Fe系合金预时效态可表现出优异的室温冲压成形性能和抗自然时效稳定特性。本发明合金及制备方法非常适合应用于汽车用新型铝合金的制造,特别是对于冲压成性能、强度、成本等均有较高要求的复杂形状零部件的制造。
根据本发明的车身结构用低成本高成形性铝合金板材及其制备方法,原材料分别采用回收铝或普铝、工业纯Mg、工业纯Zn、纯Ni、中间合金Al-50wt%Cu、Al-20wt%Fe,Al-10wt%Mn、Al-10wt%Ti等中间合金。如图1所示,采用如下技术路线:
步骤101:采用回收铝或普铝进行Al-Zn-Mg-Cu-Fe系合金的配制,然后在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模具内,控制冷却速率大于50℃/min;
步骤102:根据铸态组织,对铸锭进行低温预热处理,温度低于420℃,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~460℃,升温速率大于20℃/min,然后对其进行热轧变形处理,热轧变形量70~96%;
步骤103:对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~490℃;
步骤104:对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~460℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~70%;
步骤105:顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理,使得合金基体内原生富铁相呈均匀弥散和多尺度分布特征;
步骤106:高温短时固溶处理,固溶温度450~480℃,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温;
步骤107:将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,第一级温度90~140℃,第二级温度150~185℃。
具体地,新型Al-Zn-Mg-Cu-Fe系合金的制备工艺包括如下步骤:在非真空下利用中频感应熔炼合金工艺为:首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于50℃/min。实施发明合金的具体化学成分如表1所示:
表1实施发明合金化学成分(质量百分数,wt%)
对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于420℃,保温时间0.5~3h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~96%,道次压下量:5~25%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~480℃,热处理时间:5~20h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)对首次热轧变形量小于90%的均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~460℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:10~40%,终轧温度:低于300℃,轧制方式:单向轧制;(4)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-65%,道次压下量:10~35%;中间退火工艺为:380-450℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-65%,道次压下量:10~35%;(5)高温短时固溶处理具体包括:455~480℃/3-30min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(6)将淬火态试样在1min内转移到时效炉内进行等温预时效处理,温度80~140℃,时间0.5~4h。基于上述热加工过程调控即可保证所开发的预时效态Al-Zn-Mg-Cu系合金板材具有优异的室温冲压成形性能和抗自然时效稳定特性。具体的实施方式如下:
实施例1
实施发明合金1#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量90~96%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(3)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(4)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。拉伸性能如表2所示。
实施例2
实施发明合金1#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~90%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:7.5h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)对均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制;(4)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(5)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(6)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。拉伸性能如表2所示。
实施例3
实施发明合金1#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~90%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:15h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)对均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制;(4)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(5)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(6)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。EBSD表征预时效态1#合金晶粒组织分布特征如图2所示,拉伸性能如表2所示。
实施例4
实施发明合金1#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量90~96%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:15h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(4)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(5)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。EBSD表征预时效态1#合金晶粒组织分布特征如图3所示,拉伸性能如表2所示。
实施例5
实施发明合金2#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~90%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:15h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)对均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制;(4)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(5)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(6)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。EBSD表征预时效态2#合金晶粒组织分布特征如图4所示,拉伸性能如表2所示。
实施例6
实施发明合金2#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量90~96%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:15h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(4)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(5)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h。EBSD表征预时效态2#合金晶粒组织分布特征如图5所示,拉伸性能如表2所示。
实施例7
实施发明合金1#采用如下中频感应熔炼和铸造方式进行,首先将回收铝或普铝全部加入坩埚并熔化,温度控制在780~880℃,然后分别添加Al-20wt%Fe,Al-10wt%Mn,Al-10wt%Ti中间合金,待熔化后再添加Al-50wt%Cu中间合金,然后大功率搅拌熔体10min,随后再添加所需含量的纯Ni到熔体内并用大功率搅拌熔体10min,然后将合金熔体温度控制在720℃以上,分别添加纯Zn和纯Mg,添加纯Mg时用石墨钟罩将其压入熔体底部,待其彻底溶化后取出钟罩,调控中频感应炉功率使合金熔体温度重新稳定在740℃后扒渣、加入精炼剂进行除气精炼;然后将熔体温度降至720℃时加入Al-5wt%Ti-1wt%B晶粒细化剂并进行适当搅拌,最后在此温度720℃保温10min后将熔体浇铸到四周水冷的钢模内,控制冷却速率大于60℃/min;然后对铸锭进行如下的热加工处理,(1)对铸锭进行低温预热处理,温度低于410℃,保温时间0.5~2h,升温速率低于20℃/min,然后将低温预热处理的铸锭进一步快速升温至430~450℃,升温速率大于30℃/min,然后对其进行热轧变形处理,热轧变形量70~90%,道次压下量:5~15%,终轧温度:低于300℃,轧制方式:单向轧制;(2)对热轧板材进行单级热处理调控合金沉淀相、溶质元素以及原生富铁相分布状态,热处理温度450~485℃,热处理时间:15h,升温速率大于100℃/min,冷却速率大于100℃/min;(3)对均匀化态板材进行二次热轧变形处理,直接将合金板材置于430~450℃热处理炉中保温10~40min,然后对其进行热轧变形,热轧变形量22~62%,道次压下量:16~40%,终轧温度:低于300℃,轧制方式:单向轧制;(4)顺序进行一定量一次冷轧变形+中间退火处理+二次冷轧处理具体包括:一次冷轧处理:变形量为40-55%,道次压下量:15~35%;中间退火工艺为:380-440℃/0.5h-3h;二次冷轧处理:冷轧变形量为40-55%,道次压下量:20~35%:(5)高温短时固溶处理具体包括:455~480℃/3-15min,随后将固溶处理后的合金试样从固溶处理温度淬火冷却到室温,冷却速率大于150℃/s;(6)将淬火态试样在1min内转移到时效炉内进行双级等温预时效处理,温度90~130℃,时间0.5~3h,第二级温度160℃,时间1~20min。硬度变化规律如图6所示。
表2不同热加工工艺处理后预时效态合金板材拉伸性能数据汇总
随着汽车轻量化进程加快,车身外板和内板使用量和性能均获得大幅提升,尤其近年来针对车身外板对高成形性和高烤漆硬化铝合金的迫切需求,已经在开发新合金和新工艺方面进行了大量研究,并取得了显著进展,并在实际车型上也获得较多应用。但是随着使用量的增加,研究和应用过程中发现如果车身结构件仍然使用钢材制造,而车身外板使用铝合金制造,不仅会引发钢铝连接困难等问题,而且即使连接后也容易在烤漆时诱发铝合金车身外板的永久性塑性变形,以及钢铝连接件间电位差异大产生的腐蚀问题等。因此,急需开发低成本高强高成形性7xxx系铝合金板材,使其能够用于车身结构件的制造,从而有效避免上述钢铝连接时和连接后存在的问题。考虑到回收铝或普铝普遍含有溶质元素Fe,熔铸时其可以与主合金元素Cu相互作用形成AlFeCu或AlCuFe原生富铁相,这些粒子一旦形成合理搭配的多尺度和弥散分布特征,其不仅在热加工过程中可以有效弱化织构,降低板材的各向异性,促进成形性能提高。但是由于原生富铁相在合金熔铸时很容易发生偏聚粗化,为此,本发明提出熔铸微合金化和短流程热加工调控新思路避免上述可能产生的不利影响。首先,熔铸时充分引入微合金化元素Ni,使其有效促进原生富铁相的形核率,从而达到细化原生相的目的;其次,由于Al-Zn-Mg-Cu系合金均匀化温度不能太高,即使长时间均匀化也不利于熔铸态所形成棒状或网状原生富铁相发生熔断进而球化,为此,本发明提出首先对该系合金进行合适热轧变形,由于热轧变形不仅可以破碎原生富铁相,而且还可以增加基体内的应变储能,随后再对合金进行短时均匀化热处理即可有效促进原生富铁相的熔断和球化。这几方面相互结合,最终就可使得原生富铁相呈多尺度和弥散分布特征,当然随着成分变化,热加工工艺需要进行相应的优化研究才能实现上述目的。同时若再辅以合适的预时效工艺调控,合金板材会析出大量细小稳定的溶质原子团簇,表现出优异的抗自然时效稳定性,同时具有较低的强度,这非常有利于合金板材室温冲压成形性能的提高。
根据实施例1所制备的合金性能,可以看出,即使热轧之后不进行均匀化处理,所设计的1#合金预时效态也具有较好的成形性能,表征冲压成形性能的平均塑性应变比r值可达0.762(如表2所示)。当然由于不进行均匀化处理,合金部分溶质元素有可能在最终的固溶处理仍未回溶到合金基体内,所以对应的强度较低。进一步在热轧变形之后进行7.5h的均匀化处理,其不仅可以促进原生富铁相的球化,而且还可以促进溶质元素的扩散均匀(如实施例2所述),但是经此工艺调控后,1#合金预时效态的平均r值并未发生升高,反而发生了一定程度降低,但是预时效态合金强度有所增加(如表2所示)。进一步增加热轧之后的均匀化时间至15h,经实施例3所述的工艺调控后,1#合金预时效态的平均r值开始升高,达到0.739,同时合金强度也明显升高(如表2所示)。此外,由图2可以看出,经该实施例调控后的预时效态合金晶粒尺寸非常细小,织构也获得显著弱化,这也就是合金具有高成形性的关键所在。由于热轧变形量直接决定熔铸态所含原生富铁相的破碎程度,进一步增加热轧变形量,然后再对其进行15h均匀化热处理,如实施例4所述。经此工艺调控后,1#合金预时效态对应的r值略有降低,达0.669,同时强度也有所降低(如表2所示))。这可能由于热轧变形量较高,对应的均匀化时间需要缩短才能更好的调控合金组织和织构所致,因为长时间的均匀化会增加原生富铁相尺寸,从而减弱多尺度分布特征,最终预时效态合金晶粒尺寸略有增加可以说明这一点(如图3所示)。由此可见,合金基体内含有原生富铁相时,要实现对其后续演化过程的很好调控,必须综合多方面因素才可以获得最佳热加工路线和相应的工艺参数。这一点从2#合金的组织和性能可以更好的加以说明。根据实施例5可以看出,1#合金经此工艺调控后,合金具有最佳的成形性能,但是对于原生富铁相浓度增加后的2#合金,其组织性能均发生了显著变化。虽然预时效态2#合金对应的晶粒尺寸进一步发生了降低(如图4所示),但是对应的成形性能却发生了降低,平均塑性应变比r降低至0.646,同时强度也较低(如表2所示)。进一步对该2#合金采用实施例6的工艺进行调控后,即增加均匀化之前的热轧变形量,虽然其晶粒尺寸并未显著细化(如图5所示),但是其成形性能却较高,平均r值达到0.714。由上述组织性能结果再次说明,新开发的Al-Zn-Mg-Cu-Fe系合金经合适的热加工调控后,基体内的原生富铁相可以得到很好调控,并对合金组织和织构演化产生积极作用,最终再辅以合适的预时效调控,该系合金预时效态可以表现出优异的室温冲压成形性能。此外,为了更进一步降低强度和提高合金的抗自然时效稳定性,本发明还采用实施例7对1#合金进行了双级预时效工艺调控,由图6可以看出,在第一级预时效调控的基础上进一步采用合适的第二级预时效调控还可以溶解部分不稳定溶质原子团簇,从而降低预时效态合金的强度提高合金的室温冲压成形性能,同时还可以进一步提高合金的抗自然时效稳定性。
综上所述,本发明通过利用回收铝或普铝熔铸新型Al-Zn-Mg-Cu-Fe系合金,可以合成原生富铁相,然后采用新开发的热加工一体化调控方法,不仅可以形成多尺度原生富铁相均匀弥散分布状态,进而在热加工时对合金组织和织构演化产生积极影响,使得固溶淬火后合金组织细化、织构弱化;而且还可以经预时效调控后具有优异的抗自然时效稳定性和较低的强度,最终预时效态合金板材表现出优异的室温冲压成形性能。这对于该系合金板材用于车身结构件的实际应用具有重要推动作用。此外,对于其他领域用低成本、高成形性和高强度铝合金的开发、加工和应用也具有一定的指导意义,值得汽车生产厂家和铝合金加工企业对此发明加以重视,使其尽早能够在这一领域得到推广和应用。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同限定。
一种车身结构用低成本高成形性铝合金板材及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0