








专利摘要
一种低功耗核主泵飞轮的表面减阻织构及加工方法,属于核电装备设计与制造领域。这种表面减阻织构设置在核主泵飞轮的保护套表面,保护套的表面减阻织构采用微尺度的波峰、波谷相间的波浪形状。表面减阻织构的加工方法利用具有高能量密度和短脉冲特征的强流脉冲离子束对飞轮保护套表面进行冲击加工,在材料表面瞬间实现高密度能量沉积,造成材料表面温度的急剧升高,使表面发生熔化、蒸发和局部微区选择性烧蚀而形成波峰‑波谷的织构表面。这样加工出的飞轮保护套表面减阻织构,在不改变现有结构前提下实现减阻,降低无用功耗,不损及飞轮结构安全性,减阻结构稳定,加工方法简单且易于调控。
权利要求
1.一种低功耗核主泵飞轮的表面减阻织构的加工方法,所述表面减阻织构设置在核主泵飞轮的保护套表面, 保护套的表面减阻织构采用微尺度的波峰、波谷相间的波浪形状,波峰宽度T1为10-25
其特征是:所述表面减阻织构利用具有高能量密度和短脉冲特征的强流脉冲离子束对飞轮保护套表面进行冲击加工,在材料表面瞬间实现高密度能量沉积,造成材料表面温度的急剧升高,使表面发生熔化、蒸发和局部微区选择性烧蚀而形成波峰、波谷相间的织构表面;所述加工方法采用的步骤是:
1)对飞轮保护套表面作常规的清洁处理,去除表面的油污和杂质;
2)将处理后的飞轮安置在强流脉冲离子束装置的加工台上,关闭装置的真空室并抽真空,使其真空度不低于5.0×10
3)强流脉冲离子束的束流成分为70%的碳离子和30%的氢离子,离子加速电压为200-400 kV、离子束脉冲宽度为50-100 ns、离子束束流密度100-350 A/cm
4)调节数字控制器控制回转加工台、升降机构,使得强流脉冲离子束束斑可以辐照飞轮保护套外表面上端,束斑尺寸10-100 cm
5)飞轮旋转一周后沿着垂直方向移动一个束斑尺寸继续下一周的强流脉冲离子束表面处理,直至整个飞轮保护套表面加工完毕。
说明书
技术领域
本发明涉及一种低功耗核主泵飞轮的表面减阻织构及加工方法,属于核电装备设计与制造领域。
背景技术
先进核电站基于更高的安全考虑,核主泵机组内不允许使用轴封结构,采用立式、单级、无轴封屏蔽式核主泵输送大流量、高温、高压的反应堆冷却剂,是有效调整反应堆温度、保证反应堆安全的重要设备。为了保证屏蔽式核主泵在反应堆紧急停堆或全厂断电事故等工况下,仍能提供一定的惰转流量,继续驱动反应堆冷却剂循环,冷却堆芯,为紧急停堆操作提供必要的缓冲时间,因此在屏蔽式核主泵电机轴上安装大惯量的飞轮,保证核主泵停堆后具有足够的惰转能力,保证反应堆的安全。
屏蔽式核主泵飞轮位于压力边界内,周围被冷却剂流体包围,运行时大直径的飞轮与冷却剂流体交互作用会产生无用功耗,使机组效率降低,核主泵机组的整体尺寸变大,而小直径的飞轮无法满足机组所需转动惯量的要求,为降低核主泵机组的整体尺寸,提高机组效率,采用上、下2个飞轮,且利用高密度的重金属钨合金增加转动惯量的双金属结构飞轮。公开号CN 202790311 U专利公开了先进核电站核主泵用重金属钨合金飞轮结构核主泵飞轮,主要由钨合金块、轮毂、保持环和保护套构成。即便采用上述措施,浸没在冷却剂流体中的核主泵飞轮功耗依然巨大,据估算粘滞摩擦功耗至少是核主泵功率的1/5(核动力工程. 2017,第38卷,第1期,95-98页),在长期服役运行过程中,累积耗能可观。
表面织构减阻、微汽泡减阻、高聚合物添加剂减阻、超疏水表面涂层减阻等是典型的水下减阻方法(力学进展.2009年,第39卷,第5期,546-553页)。核主泵内冷却剂压力环境(17.3 MPa)及核主泵安全性要求,不允许飞轮采用微气泡减阻方法,而高聚合物添加剂减阻方法会由于添加减阻剂而改变冷却剂的成分及理化特性,同样不适用核主泵飞轮减阻,超疏水表面涂层稳定性及粘附性差,在飞轮60年超长服役期内存在剥落风险。飞轮保护套是隔离冷却剂的非承力载荷部件,在飞轮保护套表面直接加工出织构实现减阻是一种安全可靠且简单易行的方法。
传统的织构通过激光、冲击、电化学腐蚀等方法加工,通常为圆形、椭圆形、矩形、三角形等规则形状。一个典型案例是具有圆形凹坑型表面织构叶轮降低因粘性阻力产生的叶轮扭矩,减小湍动产生的能量耗散,提高了离心泵的效率(上海交通大学学报.2016年,第50卷,第2期,307-321页)。飞轮与泵轴同步旋转,泵壳相对静止,泵壳和飞轮保护套之间被冷却剂液体填充,冷却剂流态是典型的旋转间隙环流(核技术. 2013年,第36卷,第4期,040623-1)。上述规则形状织构在核主泵飞轮间隙环流水力工况下减阻效果有限,而间隙环流在波浪状织构的波谷处容易产生二次流动漩涡,这些漩涡就像壁面与流体之间夹着一排滚柱,起到了类似“滚柱轴承”的作用,使流体与壁面的滑动摩擦变成了滚动摩擦,从而达到减阻目的(力学进展.2009年,第39卷,第5期,546-553页),因此提出一种飞轮间隙环流水力工况条件的飞轮保护套表面波浪状减阻织构及加工方法是十分有工程意义的。
发明内容
为实现核主泵冷却剂浸没飞轮减阻、降低无用功耗的目的,本发明提出一种核主泵飞轮保护套表面波浪状减阻织构及加工方法。利用具有高能量密度和短脉冲特征的强流脉冲离子束对飞轮保护套表面进行冲击加工,在材料表面瞬间实现高密度能量沉积,造成材料表面温度的急剧升高,使表面发生熔化、蒸发和局部微区选择性烧蚀而形成波峰-波谷的织构表面。
本发明采用的技术方案是:一种低功耗核主泵飞轮的表面减阻织构,所述表面减阻织构设置在核主泵飞轮的保护套表面, 保护套的表面减阻织构采用微尺度的波峰、波谷相间的波浪形状,波峰宽度T1为10-25 ,波峰高度H1为10-25 ,波谷宽度T2为5-15 ,波谷深度H2为10-25 。
一种低功耗核主泵飞轮的表面减阻织构的加工方法,所述表面减阻织构利用具有高能量密度和短脉冲特征的强流脉冲离子束对飞轮保护套表面进行冲击加工,在材料表面瞬间实现高密度能量沉积,造成材料表面温度的急剧升高,使表面发生熔化、蒸发和局部微区选择性烧蚀而形成波峰、波谷相间的织构表面;所述加工方法采用的步骤是:
1)对飞轮保护套表面作常规的清洁处理,去除表面的油污和杂质;
2)将处理后的飞轮安置在强流脉冲离子束装置的加工台上,关闭装置的真空室并抽真空,使其真空度不低于5.0×10
3)强流脉冲离子束的束流成分为70%的碳离子和30%的氢离子,离子加速电压为200-400 kV、离子束脉冲宽度为50-100 ns、离子束束流密度100-350 A/cm
4)调节数字控制器控制回转加工台、升降机构,使得强流脉冲离子束束斑可以辐照飞轮保护套外表面上端,束斑尺寸10-100 cm
5)飞轮旋转一周后沿着垂直方向移动一个束斑尺寸继续下一周的强流脉冲离子束表面处理,直至整个飞轮保护套表面加工完毕。
本发明的有益效果是:这种低功耗核主泵飞轮的表面减阻织构设置在核主泵飞轮的保护套表面, 保护套的表面减阻织构采用微尺度的波峰、波谷相间的波浪形状。表面减阻织构的加工方法利用具有高能量密度和短脉冲特征的强流脉冲离子束对飞轮保护套表面进行冲击加工,在材料表面瞬间实现高密度能量沉积,造成材料表面温度的急剧升高,使表面发生熔化、蒸发和局部微区选择性烧蚀而形成波峰-波谷的织构表面。这样加工出的飞轮保护套表面减阻织构,在不改变现有结构前提下实现减阻,降低无用功耗,不损及飞轮结构安全性,减阻结构稳定,加工方法简单且易于调控。
附图说明
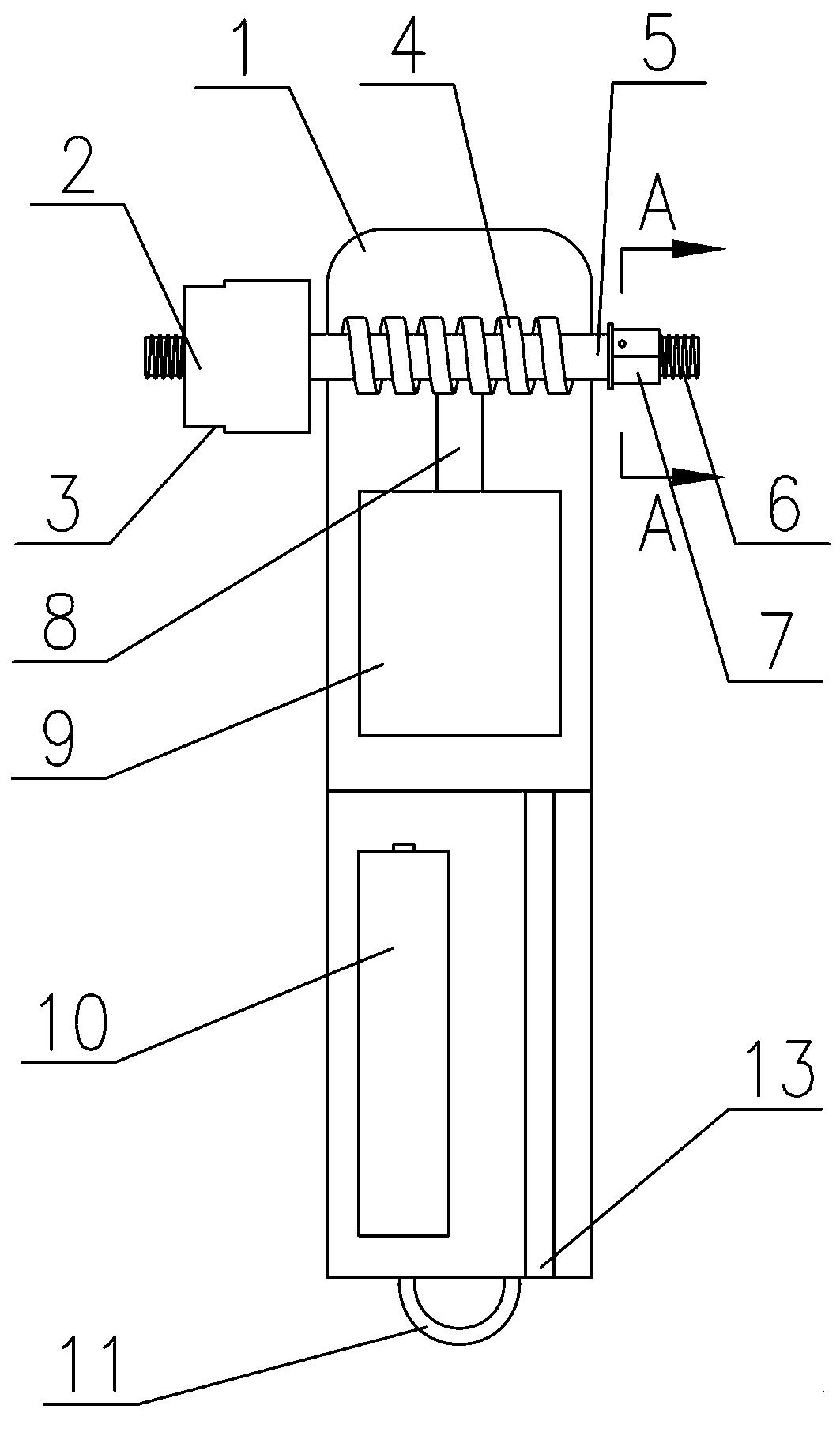
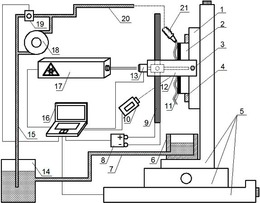
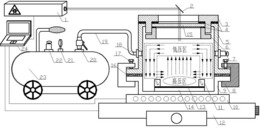
图1为飞轮结构及待加工表面减阻织构位置示意图。
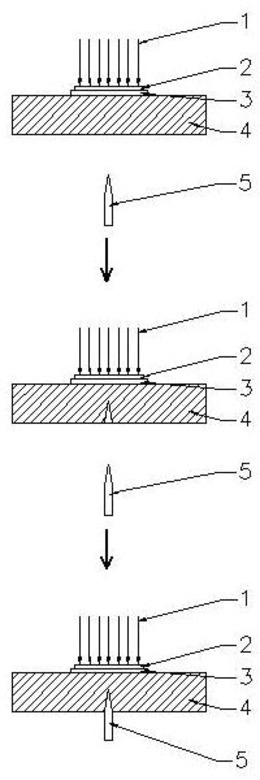
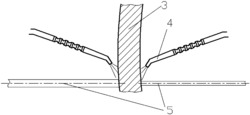
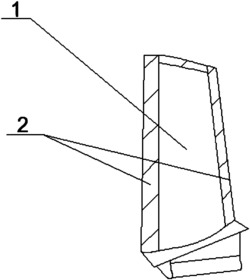
图2为表面波浪状减阻织构特征参数示意图。
图3为实施例中第一套工艺参数条件获得表面织构电镜照片。
图4为实施例中第二套工艺参数条件获得表面织构电镜照片。
具体实施方式
下面结合附图,对飞轮减阻织构及强流脉冲离子束加工方法进行阐述。
图1示出了核主泵飞轮结构及待加工表面减阻织构位置示意图。核主泵飞轮主要由钨合金块、轮毂、保持环和保护套构成,核主泵运行时冷却剂在泵壳、飞轮保护套之间形成环形间隙环流,冷却剂流体的粘滞阻力增加核主泵无用功耗,使机组效率降低。
图2示出了表面波浪状减阻织构特征参数示意图。保护套的表面减阻织构采用微尺度的波峰、波谷相间的波浪形状,波峰宽度T1为10-25 ,波峰高度H1为10-25 ,波谷宽度T2为5-15 ,波谷深度H2为10-25 。
实施例1
图3示出了强流脉冲离子束加工飞轮保护套表面波浪状织构由微尺度的波峰-波谷相间的波浪形状,波峰宽度T1为10 ,波峰高度H1为10 ,波谷宽度T2为5 ,波谷深度H2为10 。通过以下加工方法实现,采用的具体步骤是:
1)对飞轮保护套表面作常规的清洁处理,去除表面的油污和杂质;
2)将步骤1)处理后的飞轮安置在强流脉冲离子束装置的加工台上,关闭装置的真空室并抽真空,使其真空度不低于5.0×10
3)强流脉冲离子束的束流成分为70%的碳离子和30%的氢离子,离子加速电压为300 kV、离子束脉冲宽度为60 ns、离子束束流密度200 A/cm
4)调节数字控制器控制回转加工台、升降机构,使得强流脉冲离子束束斑可以辐照飞轮保护套外表面上端,束斑尺寸100 cm
5)飞轮旋转一周后沿着垂直方向移动一个束斑尺寸继续下一周的强流脉冲离子束表面处理,直至整个飞轮保护套表面加工完毕。
实施例2
图4示出了强流脉冲离子束加工飞轮保护套表面波浪状织构由微尺度的波峰-波谷相间的波浪形状,波峰宽度T1为15 ,波峰高度H1为15 ,波谷宽度T2为15 ,波谷深度H2为20 。通过以下加工方法实现,采用的具体步骤是:
1)对飞轮保护套表面作常规的清洁处理,去除表面的油污和杂质;
2)将步骤1)处理后的飞轮安置在强流脉冲离子束装置的加工台上,关闭装置的真空室并抽真空,使其真空度不低于5.0×10
3)强流脉冲离子束的束流成分为70%的碳离子和30%的氢离子,离子加速电压为300 kV、离子束脉冲宽度为70 ns、离子束束流密度300 A/cm
4)调节数字控制器控制回转加工台、升降机构,使得强流脉冲离子束束斑可以辐照飞轮保护套外表面上端,束斑尺寸100 cm
5)飞轮旋转一周后沿着垂直方向移动一个束斑尺寸继续下一周的强流脉冲离子束表面处理,直至整个飞轮保护套表面加工完毕。
一种低功耗核主泵飞轮的表面减阻织构及加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0