

IPC分类号 : C22C14/00,C22C16/00,C22C30/00,C22C1/02,C22F1/18









专利摘要
本发明提供了一种高强耐腐蚀钛合金及其制备方法,本发明提供的钛合金按质量含量计,包括Al4.5~6.0%、V3.5~4.5%、Zr(0,50%]和余量的Ti。本发明严格控制各元素的含量,Zr与Ti易形成无限固溶体,起到固溶强化的作用;由于Zr作为钝化金属相对于Ti的致钝电位更负,钝化能力更强,更易在合金表面生成钝化膜,合金在多种腐蚀介质中的耐腐蚀性能均得到提升。实验结果表明,本发明提供的高强耐腐蚀钛合金的与相同处理工艺获得的对比合金(Ti‑5Al‑4V)相比较,在氯化钠溶液中的抗腐蚀能力提升幅度达50.42%。
权利要求
1.一种高强耐腐蚀钛合金,按质量含量计,包括Al 4.5~6.0%、V 3.5~4.5%、Zr(0,50%]和余量的Ti。
2.根据权利要求1所述的高强耐腐蚀钛合金,其特征在于,所述高强耐腐蚀钛合金包括Al 5.5~5.8%、V 4.3~4.4%、Zr 10~40%和余量的Ti。
3.根据权利要求1或2所述的高强耐腐蚀钛合金,其特征在于,所述高强耐腐蚀钛合金含有由亚稳β相和板条状α′马氏体相共同组成的网篮组织;所述板条状α相的宽度为1.6~7.2μm。
4.权利要求1~3任意一项所述的高强耐腐蚀钛合金的制备方法,其特征在于,包括以下步骤:
(1)将合金原料熔炼后得到铸态合金坯;
(2)将所述步骤(1)得到的铸态合金坯进行退火处理,得到退火态坯;
(3)将所述步骤(2)得到的退火态坯进行固溶处理,得到高强耐腐蚀钛合金。
5.根据权利要求4所述的制备方法,其特征在于,所述步骤(1)中熔炼为真空电弧熔炼,所述真空电弧熔炼的温度为2000~2500℃。
6.根据权利要求4或5所述的制备方法,其特征在于,所述步骤(1)中熔炼反复进行5次以上。
7.根据权利要求4所述的制备方法,其特征在于,所述步骤(2)中退火处理的保温温度为650~750℃,退火处理的保温时间为2~3h,退火处理的冷却方式为随炉冷。
8.根据权利要求4所述的制备方法,其特征在于,所述步骤(2)退火处理的保温过程和步骤(3)中固溶处理的保温过程独立地在保护气氛下进行。
9.根据权利要求4所述的制备方法,其特征在于,所述步骤(3)中固溶处理的保温温度根据合金原料中锆含量确定,每含1wt.%的Zr保温温度自760~780℃降低2~2.5℃。
10.根据权利要求4或9所述的制备方法,其特征在于,所述步骤(3)中固溶处理的保温温度为650~780℃,固溶处理的保温时间为30~60min,固溶处理的冷却方式为水淬。
说明书
技术领域
本发明涉及钛合金技术领域,特别涉及一种高强耐腐蚀钛合金及其制备方法。
背景技术
钛合金以其高比强度、高比模量、耐腐蚀等一系列优势,具有广泛的应用优势,在海洋工程、航空航天、生物医学、冶金、化工、轻工等诸多领域均得到重视。
钛合金以其所具有的较高强度、良好的成型性能和焊接性能,多采用板材冲压加工成薄壁型零件,并经过焊接制成飞机蒙皮及前进气罩帽等构件的方式,在航空航天工业中得到广泛应用。但是,传统钛合金多通过变形强化手段对材料进行强化,不仅制备方式繁琐,传统钛合金的强度和耐腐蚀性难以满足现阶段工业生产和国防事业的发展需求。
发明内容
有鉴于此,本发明的目的在于提供一种高强耐腐蚀钛合金及其制备方法。本发明提供的钛合金具有良好的耐腐蚀性和较高强度;本发明中的钛合金无需经过变形处理,在铸态条件下强度和耐腐蚀性就可以满足现阶段工业生产和国防事业发展要求。
本发明提供了一种高强耐腐蚀钛合金,按质量含量计,包括Al 4.5~6.0%、V3.5~4.5%、Zr(0,50%]和余量的Ti。
优选的,所述高强耐腐蚀钛合金包括Al 5.5~5.8%、V4.3~4.4%、Zr 10~40%和余量的Ti。
优选的,所述高强耐腐蚀钛合金含有由亚稳β相和板条状α′马氏体相共同组成的网篮组织;所述板条状α相的宽度为1.6~7.2μm。
本发明还提供了上述技术方案所述的高强耐腐蚀钛合金的制备方法,包括以下步骤:
(1)将合金原料熔炼后得到铸态合金坯;
(2)将所述步骤(1)得到的铸态合金坯进行退火处理,得到退火态坯;
(3)将所述步骤(2)得到的退火态坯进行固溶处理,得到高强耐腐蚀钛合金。
优选的,所述步骤(1)中熔炼为真空电弧熔炼,所述真空电弧熔炼的温度为2000~2500℃。
优选的,所述步骤(1)中熔炼反复进行5次以上。
优选的,所述步骤(2)中退火处理的保温温度为650~750℃,退火处理的保温时间为2~3h,退火处理的冷却方式为随炉冷。
优选的,所述步骤(2)退火处理的保温过程和步骤(3)中固溶处理的保温过程独立地在保护气氛下进行。
优选的,所述步骤(3)中固溶处理的保温温度根据合金原料中锆含量确定,每含1wt.%的Zr保温温度自760~780℃降低2~2.5℃。
优选的,所述步骤(3)中固溶处理的保温温度为650~780℃,固溶处理的保温时间为30~60min,固溶处理的冷却方式为水淬。
本发明提供了一种高强耐腐蚀钛合金,按质量含量计,包括Al 4.5~6.0%、V3.5~4.5%、Zr(0,50%]和余量的Ti。本发明严格控制各元素的含量,在本发明中,Zr与Ti易形成无限固溶体,固溶进Ti基体的Zr元素即起到固溶强化的作用;钛合金中的锆元素易在腐蚀介质中形成锆的氧化物能有效改善钛合金的钝化膜的结构性能,显著提高钛合金的耐腐蚀性能,随合金中锆含量的增加,合金的钝化电流密度逐渐减小,合金由均匀腐蚀逐渐转变为局部腐蚀。钛合金中加入Zr元素能显著改善钛合金的耐腐蚀性能钛合金中加入Zr后在表面形成的ZrO2能改善合金的氧化物保护膜层,从而提高合金抗腐蚀的能力;同时,由于Zr作为钝化金属相对于Ti的致钝电位更负,钝化能力更强,更易在合金表面生成钝化膜,合金在多种腐蚀介质中的耐腐蚀性能均得到提升。实验结果表明,本发明提供的高强耐腐蚀钛合金的与相同处理工艺获得的对比合金(Ti-5Al-4V)相比较,在氯化钠溶液中的抗腐蚀能力提升幅度达50.42%,屈服强度提高20.2%。
附图说明
图1为实施例1制得的钛合金的金相光学显微图;
图2为实施例2制得的钛合金的金相光学显微图;
图3为实施例3制得的钛合金的金相光学显微图;
图4为实施例4制得的钛合金的金相光学显微图;
图5为实施例5制得的钛合金的金相光学显微图;
图6为对比例1制得的钛合金的金相光学显微图;
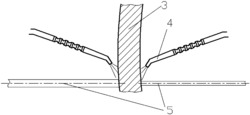
图7为本发明拉伸性能测试用拉伸试样尺寸图。
具体实施方式
本发明提供了本发明提供了一种高强耐腐蚀钛合金,按质量含量计,包括Al 4.5~6.0%、V3.5~4.5%、Zr(0,50%]和余量的Ti。
本发明提供的高强耐腐蚀钛合金,按质量含量计,包括Al 4.5~6.0%,优选为5.2~5.8%%,更优选为5.5~5.6%。在本发明中,所述Al是一种廉价但对钛合金强化效果明显的α相稳定元素,可以大幅提高钛合金的比强度;同时Al元素则是Ti的α相稳定元素,在Ti合金中具有相对较高的溶解度,在降低α→β相转变温度的同时,还可以显著提高Ti合金的比强度和比刚度。
本发明提供的高强耐腐蚀钛合金,按质量含量计,包括V 3.5~4.5%,优选为4.2~4.4%,进一步优选为4.22~4.3%。在本发明中,所述V属于同晶型β稳定元素,使合金形成β相的能力增强。
本发明提供的高强耐腐蚀钛合金,按质量含量计,包括Zr(0,50%],进一步优选为Zr 10~40%,优选为20~40%,进一步优选为30~35%。在本发明中,Zr与Ti具有相同的最外层电子排布方式和相似的力学及物化性能,并且无论是高温的β相(BCC)还是低温的α相(HCP),它们均形成无限固溶体,固溶进Ti基体的Zr元素即起到固溶强化的作用,TiZr合金具有相对较低的熔点,易于熔炼并且能够有效降低熔炼过程中的吸氧量和吸氢量;同时由于Zr元素的添加会引起晶格畸变,这些缺陷会导致在形核过程中,形核点增多,形核的密度增加,起到晶粒细化到作用;Zr固溶到Ti基体中,提升了合金的强度与耐腐蚀性能,使其在大多数酸、碱、盐的介质中均有优异的耐蚀能力,且Zr的生物相容性优良;Zr元素的添加,不仅可以通过固溶强化、细晶强化机制提升合金的力学性能,优化合金显微组织,增强合金的耐腐蚀性能,还能适当降低合金相转变温度。
本发明提供的高强耐腐蚀钛合金,按质量含量计,除上述各元素外,包括余量的Ti。
在本发明中,所述高强耐腐蚀钛合金优选含有由亚稳β相和板条状α′马氏体相共同组成的网篮组织;所述板条状α′马氏体相的宽度优选为1.6~7.2μm,进一步优选为2.5~5μm;板条得到细化,耐腐蚀钛合金的强韧性得以提高。
本发明还提供了上述技术方案所述的高强耐腐蚀钛合金的制备方法,包括以下步骤:
(1)将合金原料熔炼后得到铸态合金坯;
(2)将所述步骤(1)得到的铸态合金坯进行退火处理,得到退火态坯;
(3)将所述步骤(2)得到的退火态坯进行固溶处理,得到高强耐腐蚀钛合金。
本发明将合金原料熔炼后得到铸态合金坯。本发明对所述合金原料的种类没有特殊的限定,采用本领域技术人员熟知的钛合金熔炼的合金原料以能得到目标组分的钛合金为准。在本发明中,所述合金原料优选包括海绵钛、海绵锆、纯铝、纯铌和纯钽。本发明对各种合金原料的比例没有特殊的限定,能够使最终合金成分满足要求即可。
在本发明中,所述熔炼优选为真空电弧熔炼,所述真空电弧熔炼的温度优选为2000~2500℃,更优选为2200~2400℃,最优选为2250~2300℃;所述熔炼的时间优选为3~5min,更优选为4min。在本发明中,所述真空电弧熔炼的真空度优选为0.04~0.05MPa,在一定氩气条件下进行。当采用真空电弧熔炼时,本发明优选先将炉腔内真空度抽至9×10
本发明在熔炼时,熔炼液向固态转变的过程中β相优先形核长大,得到β相坯体,为后续退火处理及固溶处理后获得α′马氏体相提供基础。
在本发明中,所述熔炼优选反复进行5次以上,进一步优选为6~10次,熔炼后得到铸态合金坯。在本发明中,当反复进行熔炼时,所述熔炼优选在真空电弧熔炼炉中的进行;具体的:将金属原料在电弧熔炼炉中进行熔炼,得到熔炼液;随后冷却得到铸坯,再翻转铸坯后进行熔炼,再次得到熔炼液,再次冷却熔炼液,得到铸坯,以此反复5次以上,确保得到的铸态坯成分均匀。
所述熔炼前,本发明优选将所述合金原料进行超声清洗;本发明对所述超声清洗的具体实施方式没有特殊要求,采用本领域技术人员所熟知的即可。
得到的铸态合金坯后,本发明将所述铸态合金坯进行退火处理,得到退火态坯。在本发明中,所述退火处理的保温温度优选为650~750℃,进一步优选为700~720℃;所述退火处理的保温时间优选为2~3h,进一步优选为2.2~2.8h,更优选为2.5h;所述退火处理的冷却方式优选为随炉冷。在本发明中,所述退火处理的保温过程优选在保护气氛下进行,所述保护气氛具体为氩气保护气氛。在本发明中,所述退火处理,能够有效消除熔炼过程中形成的残余应力及消除部分显微缺陷,使合金成分进一步均匀化,提高合金加工性能的同时也提高了合金耐腐蚀性。
得到退火态坯后,本发明将所述退火态坯进行固溶处理,得到高强耐腐蚀钛合金钢。在本发明中,所述固溶处理的保温温度根据合金原料中锆含量确定,优选每含1wt.%的Zr保温温度自760~780℃降低2~2.5℃,进一步的,每含1wt.%的Zr保温温度自775℃降低2~2.5℃。
在本发明中,所述固溶处理的保温温度优选为650~775℃,进一步优选为675~750℃,更优选为700~725℃。在本发明中,所述固溶处理的保温时间优选为30~60min,进一步优选为35~55min,更优选为45~50min。在本发明中,所述固溶处理的冷却方式优选为水淬。本发明对所述固溶处理的具体实施方式没有特殊要求,采用本领域技术人员所熟知的实施方式即可。在本发明中,所述固溶处理的保温过程优选在保护气氛下进行,所述保护气氛具体为氩气保护气氛。在本发明中,所述固溶处理过程获得可以产生强化效果的α马氏体相;并且α马氏体相组织更为细小,可以提高合金强度。
在本发明中,退火处理的目的在于使所得钛合金成分均匀化的同时消除铸造内应力,在退火保温时合金转化为β相,在合金退火冷却过程中生成α相,退火后的相组成为α+β双相;在固溶处理时α相再次转化为β相,在随后的冷却过程中部分α′马氏体相从β相基体中析出,最终获得亚稳β相+α′马氏体相。
固溶处理后,本发明优选去除固溶态坯去除表面氧化皮,得到耐腐蚀钛合金。在本发明中,所述冷却的方式优选为随炉冷却;本发明优选采用打磨的方式去除表面氧化皮。
为了进一步说明本发明,下面结合实施例对本发明提供的高强耐腐蚀钛合金及其制备方法进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
实施例1
按合金成分Ti-10Zr-4.5Al-3.5V(质量百分比)配料,称取原料(总重为100g)海绵锆10g,铝4.5g,钒3.5g,余量为工业级海绵钛浸于无水乙醇中,超声波清洗后风干,置入非自耗真空电弧熔炼炉的水冷铜坩埚中,炉腔内的真空度要抽到9×10
随后将合金铸锭放入真空/气氛管式炉中进行退火处理,控制退火处理的保温温度为750℃,保温时间为120min,之后随炉冷却至室温。
然后取出合金铸锭放入真空/气氛管式炉(SK-G06143天津市中环实验电炉有限公司)中,充入保护气氩气后进行固溶处理:重新加热至750℃,在750℃保温30min,然后从管式炉中取出并迅速进行水淬。
待合金锭完全冷却后取出,细致的打磨掉合金锭表面的氧化层,并将其洗净风干,得到耐腐蚀钛合金。
实施例2
按合金成分Ti-20Zr-4.9Al-3.8V(质量百分比)配料,称取原料(总重为100g)海绵锆20g,铝4.9g,钒3.8g,余量为工业级海绵钛浸于无水乙醇中,超声波清洗后风干,置入非自耗真空电弧熔炼炉的水冷铜坩埚中,炉腔内的真空度要抽到9×10
随后将合金铸锭放入真空/气氛管式炉中进行退火处理,控制退火处理的保温温度为730℃,保温时间为120min,之后随炉冷却至室温。
然后取出合金铸锭放入真空/气氛管式炉(SK-G06143天津市中环实验电炉有限公司)中,充入保护气氩气后进行固溶处理:重新加热至875℃,在725℃保温30min,然后从管式炉中取出并迅速进行水淬。
待合金锭完全冷却后取出,细致的打磨掉合金锭表面的氧化层,并将其洗净风干,得到耐腐蚀钛合金。
实施例3
按合金成分Ti-30Zr-5.3Al-4.0V(质量百分比)配料,称取原料(总重为100g)海绵锆30g,铝5.3g,钒4.0g,余量为工业级海绵钛浸于无水乙醇中,超声波清洗后风干,置入非自耗真空电弧熔炼炉的水冷铜坩埚中,炉腔内的真空度要抽到9×10
随后将合金铸锭放入真空/气氛管式炉中进行退火处理,控制退火处理的保温温度为700℃,保温时间为120min,之后随炉冷却至室温。
然后取出合金铸锭放入真空/气氛管式炉(SK-G06143天津市中环实验电炉有限公司)中,充入保护气氩气后进行固溶处理:重新加热至850℃,在700℃保温30min,然后从管式炉中取出并迅速进行水淬。
待合金锭完全冷却后取出,细致的打磨掉合金锭表面的氧化层,并将其洗净风干,得到耐腐蚀钛合金。
实施例4
按合金成分Ti-40Zr-5.6Al-5.3V(质量百分比)配料,称取原料(总重为100g)海绵锆40g,铝5.6g,钒5.3g,余量为工业级海绵钛浸于无水乙醇中,超声波清洗后风干,置入非自耗真空电弧熔炼炉的水冷铜坩埚中,炉腔内的真空度要抽到9×10
随后将合金铸锭放入真空/气氛管式炉中进行退火处理,控制退火处理的保温温度为680℃,保温时间为120min,之后随炉冷却至室温。
然后取出合金铸锭放入真空/气氛管式炉(SK-G06143天津市中环实验电炉有限公司)中,充入保护气氩气后进行固溶处理:重新加热至675℃,在675℃保温30min,然后从管式炉中取出并迅速进行水淬。
待合金锭完全冷却后取出,细致的打磨掉合金锭表面的氧化层,并将其洗净风干,得到耐腐蚀钛合金。
实施例5
按合金成分Ti-50Zr-6Al-4.5V(质量百分比)配料,称取原料(总重为100g)海绵锆50g,铝6g,钒4.5g,余量为工业级海绵钛浸于无水乙醇中,超声波清洗后风干,置入非自耗真空电弧熔炼炉的水冷铜坩埚中,炉腔内的真空度要抽到9×10
随后将合金铸锭放入真空/气氛管式炉中进行退火处理,控制退火处理的保温温度为650℃,保温时间为120min,之后随炉冷却至室温。
然后取出合金铸锭放入真空/气氛管式炉(SK-G06143天津市中环实验电炉有限公司)中,充入保护气氩气后进行固溶处理:重新加热至650℃,在650℃保温30min,然后从管式炉中取出并迅速进行水淬。
待合金锭完全冷却后取出,细致的打磨掉合金锭表面的氧化层,并将其洗净风干,得到耐腐蚀钛合金。
对比例1
按照实施例1的方式制备合金组成为Ti-5Al-4V钛合金。
分别对实施例1~5和对比例1得到的钛合金进行金相组织观察,结果分别如图1~6所示。
由图1~5可知,本发明实施例所得钛合金为由较为细小的板条状α′马氏体相和亚稳β相共同组成的网篮组织;
与对比试样的金相图相比,本发明实施例1得到的钛合金的金相组织依然是板条组织,组织略细小。
如图2所示,相比对比例钛合金金相组织结构,该实施例钛合金金相组织明显变化,由原来β晶界中析出部分α针状组织,组织更加细小,这也就意味着材料的金相组织更加细小,材料的力学性能也相应提高。
与实施例2的金相图相比,实施例3得到的钛合金的晶粒明显减小,在单位面积内可以观察到更多的晶粒,随着晶粒尺寸的减小,材料的力学性能也相应提高。
如实施例4图所示:与实施例3的金相图相比,该种材料的晶粒明显减小,在单位面积内可以看到更多的晶粒。
如实施例5图所示:与实施例4的金相图相比,该种材料的晶粒进一步明显减小,在单位面积内可以看到更多的晶粒。
用线切割分别将实施例1~5和对比例1制得的钛合金切出如图7所示的拉伸试样,进行拉伸试验,由此获得其力学性能相关数据,测试结果如表1所示。
表1实施例1~5和对比例1得到的钛合金的力学性能测试
由表1可知,本发明得到的钛合金中由板条状α′马氏体相及亚稳β相组成的网篮组织使得合金的屈服强度、抗拉强度均得到了极大的改善,相比对比合金屈服强度提升幅度达20.2%,抗拉强度提升幅度达1980%。
同时分别将实施例1~5和对比例1制得的钛合金用线切割切出尺寸为10mm×10mm×2mm的耐腐蚀试验试样,每块钛合金锭切出3个试样,确保实验的可重复性。并将试样的六个面用SiC砂纸打磨至3000#后进行抛光,然后清洗并用冷风吹干其表面。在实验开始前,在天平上测量试样的原始质量,每个试样称量三次,取平均值以保证其准确性,并作好相应记录。以GB10124-1988为依据,按照国标在浓度为5mol/L的HCL溶液中保持恒温25℃浸泡10天,每两天换一次新溶液,并将试样在酒精中用超声波清洗15min,用天平称重,记录重量的变化,腐蚀10天后,失重数据如表2所示。由此获得该种材料的腐蚀方面的性能数据。
表2实施例1~5和对比例1得到的钛合金的耐腐蚀试验测试结果
由表2可知,本发明中,Zr含量的增加使其抗腐蚀性能更加优异,与相同处理工艺获得的对比合金(Ti-5Al-4V)相比较,在氯化钠溶液中的抗腐蚀能力提升幅度高达50.42%。
由以上实施例可以看出,本发明通过控制各元素的含量,无需进行热变形处理,仅需结合简单的退火处理和固溶处理,是的钛合金抗拉强度和屈服强度均得到大幅度提升;锆在腐蚀介质中形成锆的氧化物能有效改善钛合金的钝化膜的结构性能,显著提高钛合金的耐腐蚀性能,随合金中锆含量的增加,合金的钝化电流密度逐渐减小,合金由均匀腐蚀逐渐转变为局部腐蚀。钛合金中加入Zr元素能显著改善钛合金的耐腐蚀性能钛合金中加入Zr后在表面形成的ZrO2能改善合金的氧化物保护膜层,从而提高合金抗腐蚀的能力。本发明得到的钛合金在在氯化钠溶液中的抗腐蚀能力也得到显著提升。
以上所述仅是本发明的优选实施方式,并非对本发明作任何形式上的限制。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种高强耐腐蚀钛合金及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0