

IPC分类号 : C22C37/04I,C22C37/10I,C22C37/06I,C21D5/00I,C21D1/20I





专利摘要
一种含铜CADI耐磨材料及其热处理工艺,属于耐磨材料技术领域。生产出如下化学成分的球墨铸铁(wt.%):3.34~3.58C,2.47~2.70Si,0.43~0.57Mn,1.02~1.19Cr,1.01‑1.08Cu,0.006~0.01Ce,P≤0.040,S≤0.03,余量Fe。其热处理加工工艺采用分级等温淬火,得到含铜CADI材料耐腐蚀性能良好,硬度和韧性得到更好的提升,耐磨性能提升15%以上。
权利要求
1.一种含铜CADI耐磨材料的热处理工艺,其特征在于,所述含铜CADI耐磨材料组成以wt.%计为:3.34~3.58C,2.47~2.70Si,0.43~0.57Mn,1.02~1.19Cr,1.01-1.08Cu,0.006~0.01Ce,P≤0.040,S≤0.03,余量Fe;
采用分级等温淬火,具体包括以下步骤:
①首先采用中频感应电炉熔炼出如下化学成分的铁水以wt.%计为:3.34~3.58C,2.47~2.70Si,0.43~0.57Mn,1.02~1.19Cr,1.01-1.08Cu,0.006~0.01Ce,P≤0.040,S≤0.03,余量Fe;加热到1482~1505℃,加入0.15wt.%纯铝脱氧,然后转入浇包中;往浇包内用喂丝机喂入镁丝,镁丝直径
②将步骤①获得的铸件表面涂抹抗氧化剂后,放入热处理炉,进行高温奥氏体化,加热到940℃,并保温100min,迅速取出后进行分级等温淬火处理,首先放入温度为260℃的硝酸盐熔液中,并保温5min,迅速取出,然后再放入温度为280℃~300℃的硝酸盐熔液中,保温2h,最后在空气中冷却至室温,即可。
2.按照权利要求1所述的热处理工艺,其特征在于,硝酸盐由50wt.%KNO
3.按照权利要求1或2所述的热处理工艺制备得到的含铜CADI耐磨材料。
说明书
技术领域
本发明公开了一种新型耐磨材料及其制备方法,特别涉及一种含铜CADI耐磨材料及其制备方法,属于铸造技术领域。
背景技术
耐磨材料在国民经济发展中有着重要的作用。20世纪40年代,英国科学工作者莫罗(Morrogh)及美国国际镍公司(INCO)的加格奈宾(Gagnebin)发现,在铁碳合金和镍碳合金中加入铈、镁等元素可使铸件中的石墨成为球状,自此开始了球墨铸铁的开发和应用过程。球墨铸铁作为一种优良的结构材料在机械、冶金、汽车、矿山等工业部门都受到了重视。其具有类似铸钢的强度和韧性,但生产工艺比铸钢简便,且成本低廉,因此球墨铸铁的应用范围在不断扩大。等温淬火球墨铸铁(Austempered ductile iron,简称为ADI)是一定成分的球墨铸铁经等温淬火热处理后得到的铸铁材料。目前,ADI已经成为21世纪人们选用的热点材料之一。1992年,在ADI的基础上,美国率先发展了CADI(Carbidic austemperedductile iron,亦称含碳化物等温淬火球墨铸铁),通过添加适量的碳化物形成元素,形成均匀分布的硬质碳化物,然后通过热处理获得含有球状石墨、奥铁体(即针状铁素体和高碳奥氏体的机械混合物)及一定量碳化物的组织。作为一种新型的耐磨材料,CADI具有更高的硬度、耐磨性、低的成本以及优良的韧性,在球磨机中的磨球制造应用较多,同时在其他的应用场合,CADI的耐磨性可以与高铬耐磨铸铁相媲美。随着研磨破碎技术的快速发展,球磨机规格趋于大型化,球磨机磨球直径也在逐渐增加,导致了大尺寸磨球综合性能要求的提高。因此,研制综合机械性能更为优良的新型CADI材料,为我国制造大型球磨机磨球奠定基础。
中国发明专利CN101876026A公开了一种高韧性兼高强度的ADI件及其制造方法,该ADI件中各元素的质量百分含量为:C3.6~3.9%、Si2.5~2.7%、Mn0.2~0.3%、P≤0.03%、S≤0.012%、Mo0.2~0.25%、Cu0.6~0.8%、Ni0.5~0.8%,余量为Fe,其伸长率为12.5~14.5%,冲击韧度为125~140J/cm
发明内容
本发明公开一种新型含铜CADI耐磨材料及其热处理工艺。相比传统的等温淬火球墨铸铁,含碳化物等温淬火球磨铸铁(CADI)中加入了适量的碳化物形成元素,将会形成均匀分布的硬质碳化物,然后通过热处理获得含有球状石墨、奥铁体(即针状铁素体和高碳奥氏体的混合物)及一定量碳化物的组织,将会使材料拥有更高的硬度和耐磨性,并且由于加入了1.01-1.08%的Cu元素,材料的腐蚀电位得到提升,耐腐蚀性能也更加优秀,经过新型的分级等温淬火工艺,硬度和韧性得到更好的提升,硬度可以达到50HRC以上,V型缺口冲击韧性可以达到10J/cm
本发明采用以下技术方案:
一种含铜CADI耐磨材料,其组成(wt.%)为:3.34~3.58C,2.47~2.70Si,0.43~0.57Mn,1.02~1.19Cr,1.01-1.08Cu,0.006~0.01Ce,P≤0.040,S≤0.03,余量Fe。其热处理加工工艺采用分级等温淬火,得到含铜CADI材料耐腐蚀性能良好,硬度和韧性得到更好的提升,耐磨性能提升15%以上。
一种含铜CADI耐磨材料的热处理加工工艺,其特征在于,采用分级等温淬火,具体包括以下步骤:
①首先采用中频感应电炉熔炼出如下化学成分的铁水(wt.%):3.34~3.58C,2.47~2.70Si,0.43~0.57Mn,1.02~1.19Cr,1.01-1.08Cu,0.006~0.01Ce,P≤0.040,S≤0.03,余量Fe;加热到1482~1505℃,加入0.15wt.%纯铝脱氧,然后转入浇包中;往浇包内用喂丝机喂入镁丝,镁丝直径 镁丝外涂覆钝化层,钝化层厚度0.8-1.0mm,钝化层的化学组成及其质量分数为30-35%Fe2O3,20-25%MgO,30-35%CaO,10-12%CuO,钝化层使用水玻璃做粘结剂,钝化层中水玻璃加入量占钝化层质量分数的3.9-4.3%;含钝化层的镁丝加入量占浇包内铁水质量分数的0.25-0.40%;镁丝全部加入铁水5-6分钟后,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度到达1351~1377℃,浇入型腔,铁水浇注过程中,随铁水流加入FeSi75(含75%Si)孕育剂,孕育剂加入量占进入铸型内铁水质量分数的0.7-0.8%,铁水浇注完毕,待冷却后,开箱、清理、打磨后得到铸件;
②将步骤①获得的铸件表面涂抹抗氧化剂后,放入热处理炉,进行高温奥氏体化,加热到940℃,并保温100min,迅速取出后进行分级等温淬火处理,首先放入温度为260℃的硝酸盐熔液中,并保温5min,迅速取出,然后再放入温度为280℃~300℃的硝酸盐熔液中,保温2h,最后在空气中冷却至室温,可获得强韧性、耐磨性、耐腐蚀性较好的含碳化物的等温淬火球墨铸铁。
所述的硝酸盐优选由50wt.%KNO3和50wt.%NaNO3组成。
本发明采用纯镁丝喂丝球化,因球化处理过程中不增Si,原铁液可放宽Si的控制范围,可多消耗回炉料。原铁液中S在较高含量时,也可直接多加入一定的镁丝,同时进行脱硫及球化处理,在原材料的利用上更方便灵活。
本发明与现有技术相比,具有以下优点:
1)本发明在传统等温淬火球墨铸铁的基础上,加入适量碳化物形成元素,使得材料的硬度和耐磨性得到提升;
2)本发明因加入适量的Cu元素,一方面基体组织起到一定的固溶强化,硬度和耐磨性能也得到提升,另一面材料的腐蚀电位得到很大的提升,也提高了材料的耐腐蚀性能;
3)本发明热处理工艺在处理试件后得到高硬度的同时,也能得到较高的冲击韧性。硬度提高了3-5HRC,冲击韧性提高了28%以上;
4)本发明热处理工艺操作简单,工艺参数容易控制,稳定性较高,成本低。
附图说明
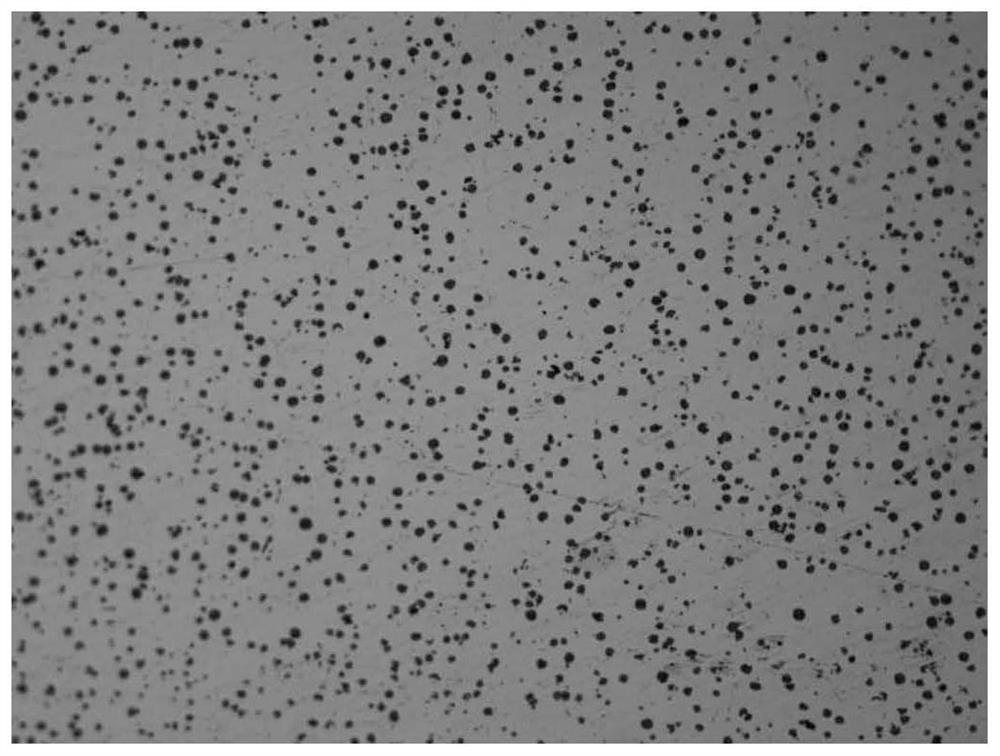
图1为实施例2的扫描组织图。
具体实施方式
以下结合实施例对本发明做进一步陈述,但本发明并不限于以下实施例。
实施例1:
①首先采用500公斤中频感应电炉熔炼出如下化学成分的铁水(wt.%):3.34C,2.70Si,0.43Mn,1.19Cr,1.01Cu,0.01Ce,0.038P,0.029S,余量Fe;加热到1482℃,加入0.15wt%纯铝脱氧,然后转入浇包中;往浇包内用喂丝机喂入镁丝,镁丝直径 镁丝外涂覆钝化层,钝化层厚度0.8-0.9mm,钝化层的化学组成及其质量分数为35%Fe2O3,25%MgO,30%CaO,10%CuO,钝化层使用水玻璃做粘结剂,钝化层中水玻璃加入量占钝化层质量分数的3.9%;含钝化层的镁丝加入量占浇包内铁水质量分数的0.25%;镁丝全部加入铁水5分钟后,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度到达1351℃,浇入型腔,铁水浇注过程中,随铁水流加入FeSi75(含75%Si)孕育剂,孕育剂加入量占进入铸型内铁水质量分数的0.7%,铁水浇注完毕,待冷却后,开箱、清理、打磨后得到铸件;
②将步骤①获得的铸件上表面涂上抗氧化剂,随后将试样放入箱式电炉中加热至940℃奥氏体化100min,然后立即取出,依次放入两个不同温度的盐浴炉(由50wt.%KNO3和50wt.%NaNO3组成)中进行分级等温淬火处理,第一个炉子中的硝酸盐溶液温度(一级温度)为260℃,并保温5min,第二个炉子中的硝酸盐溶液温度(二级温度)为280℃,保温2h。最后取出在空气中冷却至室温,得到含铜CADI。力学性能见表1。
实施例2:
①首先采用1000公斤中频感应电炉熔炼出如下化学成分的铁水(wt.%):3.58C,2.47Si,0.57Mn,1.02Cr,1.08Cu,0.006Ce,0.033P,0.026S,余量Fe;加热到1505℃,加入0.15wt%纯铝脱氧,然后转入浇包中;往浇包内用喂丝机喂入镁丝,镁丝直径 镁丝外涂覆钝化层,钝化层厚度0.9-1.0mm,钝化层的化学组成及其质量分数为30%Fe2O3,25%MgO,33%CaO,12%CuO,钝化层使用水玻璃做粘结剂,钝化层中水玻璃加入量占钝化层质量分数的4.3%;含钝化层的镁丝加入量占浇包内铁水质量分数的0.40%;镁丝全部加入铁水6分钟后,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度到达1377℃,浇入型腔,铁水浇注过程中,随铁水流加入FeSi75(含75%Si)孕育剂,孕育剂加入量占进入铸型内铁水质量分数的0.8%,铁水浇注完毕,待冷却后,开箱、清理、打磨后得到铸件;
②将步骤①获得的铸件上表面涂上抗氧化剂,随后将试样放入箱式电炉中加热至940℃奥氏体化100min,然后立即取出,依次放入两个不同温度的盐浴炉中进行分级等温淬火处理,第一个炉子中的硝酸盐溶液温度(一级温度)为260℃,并保温5min,第二个炉子中的硝酸盐溶液温度(二级温度)为290℃,保温2h。最后取出在空气中冷却至室温,得到含铜CADI。力学性能见表1。扫描组织见图1。
实施例3:
①首先采用中频感应电炉熔炼出如下化学成分的铁水(wt.%):3.46C,2.59Si,0.49Mn,1.14Cr,1.05Cu,0.008Ce,0.033P,0.020S,余量Fe;加热到1493℃,加入0.15wt%纯铝脱氧,然后转入浇包中;往浇包内用喂丝机喂入镁丝,镁丝直径 镁丝外涂覆钝化层,钝化层厚度0.85-0.9mm,钝化层的化学组成及其质量分数为32%Fe2O3,24%MgO,33%CaO,11%CuO,钝化层使用水玻璃做粘结剂,钝化层中水玻璃加入量占钝化层质量分数的4%;含钝化层的镁丝加入量占浇包内铁水质量分数的0.35%;镁丝全部加入铁水5分钟后,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度到达1364℃,浇入型腔,铁水浇注过程中,随铁水流加入FeSi75(含75%Si)孕育剂,孕育剂加入量占进入铸型内铁水质量分数的0.75%,铁水浇注完毕,待冷却后,开箱、清理、打磨后得到铸件;
②将步骤①获得的铸件上表面涂上抗氧化剂,随后将试样放入箱式电炉中加热至940℃奥氏体化100min,然后立即取出,依次放入两个不同温度的盐浴炉中进行分级等温淬火处理,第一个炉子中的硝酸盐溶液温度(一级温度)为260℃,并保温5min,第二个炉子中的硝酸盐溶液温度(二级温度)为300℃,保温2h。最后取出在空气中冷却至室温,得到含铜CADI。力学性能见表1。
表1含碳化物等温淬火球墨铸铁的力学性能
本发明工艺简便,获得的CADI强度和韧性高,耐磨、耐蚀性好,在矿山行业有良好的推广应用前景。
一种含铜CADI耐磨材料及其热处理工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0