









专利摘要
本实用新型提供一种顶面不破边的聚光棱镜的二次压型成型模具。聚光棱镜的二次压型成型模具,包括模芯、模套、中板和底板,所述模芯套入模套的型腔中并承靠在中板的支撑凸台上,底板与中板连接,在所述中板的支撑凸台上设置有排气槽。本实用新型采用顶面直接在热压成型工艺环节一次成型,长、宽、高尺寸由模具保证,去除后续顶面冷加工工序,无需精磨抛光就能达到镜面效果;同时没有冷加工的二次切削也就不会产生破边现象,顶面与曲面相交部分为热压成型圆弧,保证产品的正常脱模以及产品的精度要求。
权利要求
1.聚光棱镜的二次压型成型模具,包括模芯(4)、模套(5)、中板(6)和底板(7),所述模芯(4)套入模套(5)的型腔中并承靠在中板(6)的支撑凸台(9)上,底板(7)与中板(6)连接,其特征在于:在所述中板(6)的支撑凸台(9)上设置有排气槽(8)。
2.如权利要求1所述的聚光棱镜的二次压型成型模具,其特征在于:所述模芯(4)由两片分块模芯组合而成。
3.如权利要求1所述的聚光棱镜的二次压型成型模具,其特征在于:所述模芯(4)顶面位置不留冷加工余量。
4.如权利要求1所述的聚光棱镜的二次压型成型模具,其特征在于:所述排气槽(8)宽度为3mm、深为0.02-0.05mm。
5.如权利要求1所述的聚光棱镜的二次压型成型模具,其特征在于:所述排气槽(8)表面粗糙度为Ra0.032。
6.如权利要求1所述的聚光棱镜的二次压型成型模具,其特征在于:所述模芯(4)、模套(5)的型腔以及中板(6)的支撑凸台(9)设置多个。
说明书
技术领域
本实用新型涉及一种压型成型模具,特别是涉及一种聚光棱镜的二次压型成型模具。
背景技术
目前,一些聚光棱镜由于需要热压成型、顶面精磨、底面精磨、顶面抛光和底面抛光,顶面1与底面3都留有0.05-0.3的冷加工余量,在加工顶面1时,顶面1与曲面2相交边部容易破边,顶面1的长度和宽度尺寸与聚光棱镜的高度尺寸不匹配,易超出要求的公差范围,如图1-2所示,因此顶面1必须有后续冷加工,才能满足要求,费时费力。
实用新型内容
本实用新型所要解决的技术问题是提供一种顶面不破边的聚光棱镜的二次压型成型模具。
本实用新型解决技术问题所采用的技术方案是:聚光棱镜的二次压型成型模具,包括模芯、模套、中板和底板,所述模芯套入模套的型腔中并承靠在中板的支撑凸台上,底板与中板连接,在所述中板的支撑凸台上设置有排气槽。
进一步的,所述模芯由两片分块模芯组合而成。
进一步的,所述模芯顶面位置不留冷加工余量。
进一步的,所述排气槽宽度为3mm、深为0.02-0.05mm。
进一步的,所述排气槽表面粗糙度为Ra0.032。
进一步的,所述模芯、模套的型腔以及中板的支撑凸台设置多个。
本实用新型的有益效果是:本实用新型采用顶面直接在热压成型工艺环节一次成型,长、宽、高尺寸由模具保证,去除后续顶面冷加工工序,无需精磨抛光就能达到镜面效果;同时没有冷加工的二次切削也就不会产生破边现象,顶面与曲面相交部分为热压成型圆弧,保证产品的正常脱模以及产品的精度要求。
附图说明
图1是聚光棱镜的主视图。
图2是图1的俯视图。
图3是本实用新型的模芯的主视图的剖视图。
图4是图3的俯视图。
图5是本实用新型的中板的结构示意图。
图6是图5的A-A剖视图。
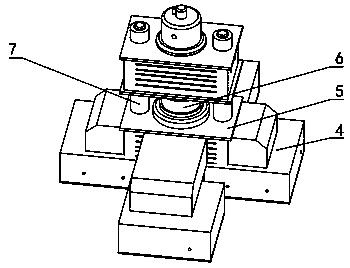
图7是本实用新型的模具的示意图。
图8是图7的B-B剖视图。
具体实施方式
如图3-8所示,本实用新型的成型模具包括模芯4、模套5、中板6和底板7,模芯4套入模套5的型腔中并承靠在中板6的支撑凸台9上,底板7通过螺纹与中板6连接。所述模芯4由两片分块模芯组合而成,如图4所示,这样可以满足加工与修模可行性,分片结构更容易修模,保证模具成型腔的表面粗糙度。
在上述中板6的支撑凸台9上设置有排气槽8,将现有的承靠面Φ0.2的排气孔排气方式,变为排气槽8的排气方式。现有模具由于在中板6的支撑凸台9上设置有排气孔,部分软化玻璃流进排气孔内后,会在顶面1上形成一个不规则凸点,需要增加研磨工序保证顶面1,而研磨工序就会在顶面1位置产生研磨碎边。本实用新型采用排气槽8后,软化玻璃在通常100KG压力下,不会进入到排气槽8内,但又不影响模具型腔内的气体排出,顶面1直接模压成型,也就没有后面的研磨工序以及影响产品质量的碎边。顶面位置不需要留有冷加工余量,长、宽、高直接按照标准模型建立。排气槽8宽度可为3mm、深为0.02-0.05mm;两片分块模芯组合后套入模套5的型腔中并承靠在中板6的支撑凸台9上,形成本实用新型的顶面位置有排气槽8、无冷加工余量的成型模具。
为了保证聚光棱镜的顶面1的粗糙度,中板6上的排气槽8需要进行精抛处理,处理后排气槽8表面需达到Ra0.032的粗糙度要求。为了一次可成型多个聚光棱镜产品,上述模芯4、模套5的型腔以及中板6的支撑凸台9可设置多个,如图5-8所示。
工作时,通过热压成型的方式,将聚光棱镜产品顶面1、曲面2以及台阶直接造型而成,后续只需将底面3通过冷加工的方式加工出来即可。
本实用新型采用顶面1直接在热压成型工艺环节一次成型,长、宽、高尺寸由模具保证,保证产品实际长、宽尺寸公差在+0.05~+0.15范围内,高度尺寸公差控制在±0.1以内,去除后续顶面1冷加工工序,无需精磨抛光就能达到镜面效果。没有冷加工的二次切削也就不会产生破边,顶面1与曲面2相交部分为热压成型圆弧。
聚光棱镜的二次压型成型模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0