








专利摘要
本发明提供了一种跨尺度多级孔结构多孔镍及其制备方法与应用,属于多孔金属材料技术领域。该制备方法包括:建模:采用软件设计多孔结构三维模型。转化:将三维模型转化为二维切片模型并在软件中生成对应的加工程序。加工:采用金属选区激光熔化方法制备,以得到具有第一级孔的镍铝或镍硅或镍锌多孔材料。脱合金腐蚀:将镍铝多孔材料于脱合金液中对铝或硅或锌进行腐蚀并形成第二级孔。该方法快速高效,能够实现跨尺度多级孔结构多孔镍的个性化制造。由此制得的多孔镍具有质轻、强度高、比表面积大以及耐高温抗氧化等优点,并且其结构可调控,可实现各种复杂结构的成形,适用作过滤材料、散热材料或减震吸能材料等。
权利要求
1.一种跨尺度多级孔结构多孔镍的制备方法,其特征在于,包括以下步骤:
建模:采用软件设计多孔结构三维模型;
转化:对构建的所述多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据所述轮廓数据在软件中生成对应的加工程序;
加工:将所述加工程序导入金属选区激光熔化成形设备,以镍粉与铝粉的混合粉或镍粉与硅粉的混合粉或镍粉与锌粉的混合粉作为原料,采用金属选区激光熔化方法制备单层截面,然后按照所需层数重复制备多层所述单层截面并使各层所述单层截面层层叠加,得到具有第一级孔的镍铝多孔材料或镍硅多孔材料或镍锌多孔材料;
脱合金腐蚀:将所述镍铝多孔材料或所述镍硅多孔材料或所述镍锌多孔材料于脱合金液中对应对铝或硅或锌进行腐蚀并形成第二级孔,得到同时具有所述第一级孔以及所述第二级孔的跨尺度多级孔结构多孔镍;
所述脱合金液包括氢氟酸;优选地,所述氢氟酸的浓度为0.2-0.4mol/L。
2.根据权利要求1所述的制备方法,其特征在于,所述多孔结构三维模型中的孔隙率为40-90%;
优选地,所述多孔结构三维模型中所述第一级孔的孔径为10-1000μm。
3.根据权利要求1所述的制备方法,其特征在于,所述跨尺度多级孔结构多孔镍的多级孔结构的基本单元为正方体结构、金刚石结构或正八面体结构。
4.根据权利要求1所述的制备方法,其特征在于,所述混合粉中,所述铝粉或所述硅粉或所述锌粉的质量百分数为30-70%;
优选地,所述混合粉中,所述镍粉的粒度为20-60μm,所述铝粉或所述硅粉或所述锌粉的粒度为50nm-30μm。
5.根据权利要求1所述的制备方法,其特征在于,所述单层截面的制备方法包括:将基板固定于选区激光熔化成形设备的成形缸,所述混合粉加入所述选区激光熔化成形设备的粉末缸中,向所述选区激光熔化成形设备的成形室中充入保护性气氛;
所述选区激光熔化成形设备的送粉装置将所述混合粉送至所述成形缸,所述选区激光熔化成形设备的铺粉装置将所述混合粉铺于所述基板的表面,多余的所述混合粉收回至所述粉末缸中;
激光根据所述加工程序选择性地照射所述混合粉,被照射的所述混合粉熔化,凝固形成实体,单层激光扫描结束后形成所述镍铝多孔材料或所述镍硅多孔材料或所述镍锌多孔材料的单层截面;
优选地,所述保护性气氛包括氩气或氦气;
优选地,充入所述保护性气氛后,所述成形室中氧含量浓度小于50ppm。
6.根据权利要求5所述的制备方法,其特征在于,激光的扫描条件包括:激光功率为100-300W,和/或扫描速度为600-1600mm/s,和/或单层层厚为20-40μm。
7.根据权利要求5所述的制备方法,其特征在于,所述送粉装置为可升降的送粉缸,和/或所述铺粉装置为不锈钢刮刀或二氧化锆刮刀。
8.根据权利要求1所述的制备方法,其特征在于,腐蚀时间为0.5-10h;
优选地,腐蚀后形成的所述第二级孔的孔径为50nm-10μm。
9.一种跨尺度多级孔结构多孔镍,其特征在于,所述跨尺度多级孔结构多孔镍由如权利要求1-8任一项所述的制备方法制备而得;
所述跨尺度多级孔结构多孔镍同时含有孔径为10-1000μm的第一级孔以及孔径为50nm-10μm的第二级孔。
10.如权利要求9所述的跨尺度多级孔结构多孔镍的应用,其特征在于,所述跨尺度多级孔结构多孔镍用作过滤材料、散热材料或减震吸能材料。
说明书
技术领域
本发明属于多孔金属材料技术领域,且特别涉及一种跨尺度多级孔结构多孔镍及其制备方法与应用。
背景技术
目前制备多孔镍的主要方法为发泡法、脱合金法、模板法、电沉积法和化学沉积法,但是以上方法制备的多孔镍往往孔的尺寸和结构难以控制和调节,严重影响了多孔镍的应用。
因此,需要对多孔镍的制备方法进行改进。
发明内容
本发明的目的之一在于提供一种跨尺度多级孔结构多孔镍的制备方法,该制备方法快速高效,能够实现跨尺度多级孔结构多孔镍的个性化制造,有利于多孔镍尺寸和结构的调控。
本发明的第二目的在于提供一种由上述制备方法制备而得的跨尺度多级孔结构多孔镍,该跨尺度多级孔结构多孔镍具有质轻、强度高、比表面积大以及耐高温抗氧化等优点,并且其结构可调控,可实现各种复杂结构的成形。
本发明的第三目的在于提供一种上述跨尺度多级孔结构多孔镍的应用,例如可将其用作过滤材料、散热材料或减震吸能材料等。
本发明解决其技术问题是采用以下技术方案来实现的:
本申请提出了一种跨尺度多级孔结构多孔镍的制备方法,包括以下步骤:
建模:采用软件设计多孔结构三维模型。
转化:对构建的多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据轮廓数据在软件中生成对应的加工程序。
加工:将加工程序导入金属选区激光熔化成形设备,以镍粉与铝粉的混合粉或镍粉与硅粉的混合粉或镍粉与锌粉的混合粉作为原料,采用金属选区激光熔化方法制备单层截面,然后按照所需层数重复制备多层单层截面并使各层单层截面层层叠加,得到具有第一级孔的镍铝多孔材料或镍硅多孔材料或镍锌多孔材料。
脱合金腐蚀:将镍铝多孔材料或镍硅多孔材料或镍锌多孔材料于脱合金液中对铝或硅或锌进行腐蚀并形成第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。脱合金液包括氢氟酸。
优选地,氢氟酸的浓度为0.2-0.4mol/L。
本申请还提出了一种由上述制备方法制备而得的跨尺度多级孔结构多孔镍。该跨尺度多级孔结构多孔镍同时含有孔径为10-1000μm的第一级孔以及孔径为50nm-10μm的第二级孔。
本申请还提出了一种上述跨尺度多级孔结构多孔镍的应用,例如可将其用作过滤材料、散热材料或减震吸能材料等。
本申请跨尺度多级孔结构多孔镍及其制备方法与应用的有益效果包括:
本申请提供的跨尺度多级孔结构多孔镍的制备方法快速高效,能够实现跨尺度多级孔结构多孔镍的个性化制造,有利于多孔镍尺寸和结构的调控。由此得到的跨尺度多级孔结构多孔镍具有质轻、强度高、比表面积大以及耐高温抗氧化等优点,并且其结构可调控,可实现各种复杂结构的成形。上述跨尺度多级孔结构多孔镍适合将其用作过滤材料、散热材料或减震吸能材料等。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
下面对本申请提供的跨尺度多级孔结构多孔镍及其制备方法与应用进行具体说明。
本申请提供的跨尺度多级孔结构多孔镍的制备方法包括以下步骤:
建模:采用软件设计多孔结构三维模型。
作为可选地,设计多孔结构三维模型的软件可以为Solidworks、AutoCAD或UG软件等。
较佳地,本申请中多孔结构三维模型以及跨尺度多级孔结构多孔镍成品的孔隙率均可为40-90%,例如可以为40%、50%、60%、70%、80%或90%等,也可以为45%、55%、65%、75%或85%等,还可以为40-90%范围内的任一孔隙率值。
值得说明的是,本申请中,多孔结构三维模型中孔隙率可以统一均为同一孔隙率值(也即不同区域的孔隙率相同),也可以在40-90%范围内梯度变化(也即不同区域的孔隙率不同)。相应地,跨尺度多级孔结构多孔镍成品中孔隙率可以统一均为同一孔隙率值(也即不同区域的孔隙率相同),也可以在40-90%范围内梯度变化(也即不同区域的孔隙率不同)。
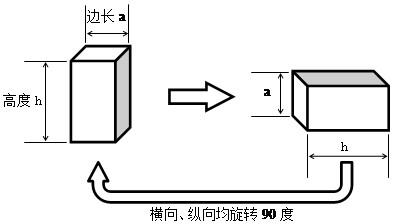
作为可选地,跨尺度多级孔结构多孔镍的多孔结构的基本单元可以为正方体结构、金刚石结构或正八面体结构。多孔结构则经基本单元沿XY方向和XZ方向不断平移复制累加得到。
进一步地,进行转化步骤:对构建的多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据轮廓数据在软件中生成对应的加工程序。
其中,编辑处理例如可采用,但不限于Magics软件进行。
进一步地,进行加工步骤:将上述加工程序导入金属选区激光熔化成形设备中,以镍粉与铝粉的混合粉或镍粉与硅粉的混合粉或镍粉与锌粉的混合粉作为原料,采用金属选区激光熔化方法制备单层截面,然后按照所需层数重复制备多层单层截面并使各层单层截面层层叠加,得到具有第一级孔的镍铝多孔材料或镍硅多孔材料或镍锌多孔材料。
加工后第一级孔的孔径可以为10-1000μm,如10μm、50μm、100μm、500μm或1000μm等,也可以为10-1000μm范围内的任一孔径值。
值得说明的是,本申请中,各个第一级孔的孔径可以相同也可以不同(例如在10-1000μm范围内呈梯度变化)。
本申请中,混合粉可通过镍粉与铝粉或镍粉与硅粉或镍粉与锌粉按照一定比例机械混合而得。在一些实施方式中,混合粉中,铝粉或硅粉或锌粉的质量百分数可以为30-70%,例如30%、40%、50%、60%或70%等,或如35%、45%、55%或65%等,还可以为30-70%范围内的任一质量百分数值。
作为可选地,混合粉中,镍粉的粒度可以为20-60μm,如20μm、30μm、40μm、50μm或60μm等,也可以为25μm、35μm、45μm或55μm等,还可以为20-60μm范围内的任一粒度值。
铝粉或硅粉或锌粉的粒度可以为50nm-30μm,如50nm、100nm、500nm、1000nm、10000nm、20μm或30μm等,也可以为50nm-30μm范围内的任一粒度值。
其中,单层截面的制备方法包括:将基板固定于选区激光熔化成形设备的成形缸上,混合粉加入选区激光熔化成形设备的粉末缸中,向选区激光熔化成形设备的成形室中充入保护性气氛。
选区激光熔化成形设备的送粉装置将混合粉送至成形缸上,选区激光熔化成形设备的铺粉装置将混合粉均匀铺于基板的表面,多余的混合粉收回至粉末缸中。
激光根据加工程序选择性地照射混合粉,被照射的混合粉熔化,凝固形成实体,单层激光扫描结束后形成镍铝多孔材料或镍硅多孔材料或镍锌多孔材料的单层截面。
作为可选地,上述保护性气氛可以包括氩气或氦气。优选地,充入保护性气氛后,成形室中氧含量浓度小于50ppm,以有效避免混合粉发生氧化。
作为可选地,本申请中所用的激光的扫描条件例如可以包括:激光功率为100-300W,和/或扫描速度为600-1600mm/s,和/或单层层厚为20-40μm。
其中,激光功率例如可以为100W、150W、200W、250W或300W等,也可以为100-300W范围内的任一功率值。
扫描速度例如可以为600mm/s、700mm/s、800mm/s、900mm/s、1000mm/s、1100mm/s、1200mm/s、1300mm/s、1400mm/s、1500mm/s或1600mm/s等,也可以为600-1600mm/s范围内的任一速度值。
单层层厚例如可以为20μm、30μm或40μm等,也可以为25μm或35μm等,还可以为20-40μm范围内的任一厚度值。
作为可选地,本申请所涉及的送粉装置可以为可升降的送粉缸,铺粉装置可以为不锈钢刮刀或二氧化锆刮刀,基板可以由钛合金或不锈钢制得。
进一步地,进行脱合金腐蚀步骤:将镍铝多孔材料或镍硅多孔材料或镍锌多孔材料于脱合金液中对应对铝或硅或锌进行腐蚀并形成第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。
通过铝或硅或锌被脱合金腐蚀,从而在多孔骨架中进一步形成第二级孔,第二级孔的孔径可以为50nm-10μm,如50nm、100nm、500nm、1000nm、5μm或10μm等,也可以为50nm-10μm范围内的任一孔径值。值得说明的是,本申请中,各个第二级孔的孔径可以相同也可以不同。
作为可选地,脱合金液可以为氢氟酸。在一些实施方式中,氢氟酸的浓度可以为0.2-0.4mol/L,如0.2mol/L、0.25mol/L、0.3mol/L、0.35mol/L或0.4mol/L。
在一些实施方式中,上述腐蚀时间可以为0.5-10h,如0.5h、1h、2h、4h、5h、8h或10h等,也可以为0.5-10h范围内的任一时间值。
承上,通过采用本申请所涉及的制备方法制备跨尺度多级孔结构多孔镍,具有快速高效的特点,并且能够避免现有技术中多孔镍制备方法所存在的孔的尺寸和结构难以控制和调节的问题。由此得到的跨尺度多级孔结构多孔镍具有质轻、强度高、比表面积大以及耐高温抗氧化等优点,并且其结构可调控,可实现各种复杂结构的成形。
此外,本申请还提供了一种上述跨尺度多级孔结构多孔镍的应用,例如可将其用作过滤材料、散热材料或减震吸能材料等,广泛应用于冶金化工、新能源、环境保护、航空航天以及电子器件等领域。
实施例1
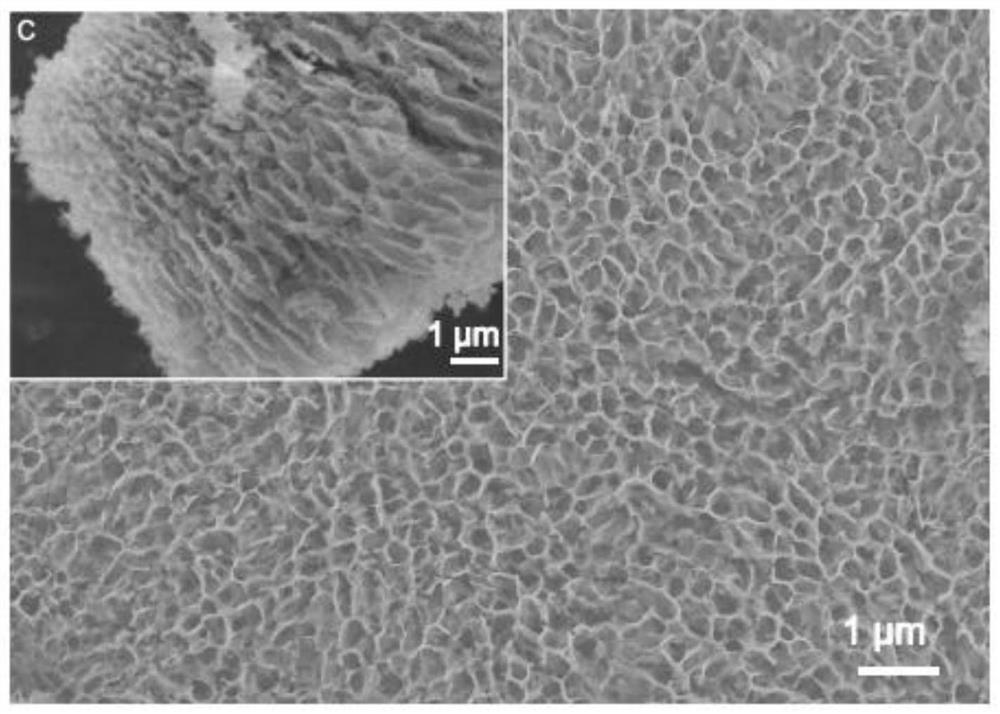
本实施例提供一种跨尺度多级孔结构多孔镍,该跨尺度多级孔结构多孔镍具有孔径均为600μm的第一级孔以及孔径为200-800nm的第二级孔,也即第二级孔的孔径并非全部相同,而是既有200nm的,也有800nm的,还有介于200nm与800nm之间的。
该跨尺度多级孔结构多孔镍经以下制备方法制备而得:
(1)建模:采用AutoCAD软件,设计多孔结构模型。多孔结构的基本单元为正方体结构,多孔结构则经基本单元沿XY方向和XZ方向不断平移复制累加得到。多孔结构的孔隙率为70%,第一级孔的孔径为600μm。
(2)转化:采用Magics软件对构建的多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据轮廓数据在软件中生成对应的加工程序。
(3)加工:将上述加工程序导入金属选区激光熔化成形设备中,以平均粒度为40μm的镍粉与平均粒度为1μm的铝粉按质量比为7:3机械混合后的混合粉作为原料,采用金属选区激光熔化方法制备镍铝多孔材料的单层截面,单层截面的制备方法包括:将钛合金基板固定于选区激光熔化成形设备的成形缸上,混合粉加入选区激光熔化成形设备的粉末缸中,向选区激光熔化成形设备的成形室中充入氩气,保持成形室中氧含量浓度在小于50ppm的范围内。
可升降的送粉缸将混合粉送至成形缸上,不锈钢刮刀将混合粉均匀铺于钛合金基板的表面,多余的混合粉收回至粉末缸中。
激光根据加工程序选择性地照射混合粉,激光条件为:激光功率为150W,扫描速度为800mm/s,被照射的混合粉熔化,凝固形成实体,单层激光扫描结束后形成单层层厚为20μm的镍铝多孔材料的单层截面。
成形缸下降一层的高度,然后按照所需层数不断重复单层截面的制备过程,制备800层单层截面并使各层单层截面层层叠加,直至得到具有第一级孔的多层镍铝多孔材料。
(4)脱合金腐蚀:将制备的镍铝多孔材料置于氢氟酸脱合金液中进行脱合金腐蚀,将镍铝多孔材料中的铝选择性腐蚀掉并形成孔径为200-800nm的第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。其中,氢氟酸溶液的浓度为0.3mol/L,腐蚀时间为1h。
该跨尺度多级孔结构多孔镍的密度为1.5g/cm3;压缩强度为120MPa,比表面积为260m2/g。
实施例2
本实施例提供一种跨尺度多级孔结构多孔镍,该跨尺度多级孔结构多孔镍具有孔径均为1000μm的第一级孔以及孔径为10μm的第二级孔。
该跨尺度多级孔结构多孔镍经以下制备方法制备而得:
(1)建模:采用Solidworks软件,设计多孔结构模型。多孔结构的基本单元为金刚石结构,多孔结构则经基本单元沿XY方向和XZ方向不断平移复制累加得到。多孔结构的孔隙率为40%,第一级孔的孔径为1000μm。
(2)转化:采用Magics软件对构建的多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据轮廓数据在软件中生成对应的加工程序。
(3)加工:将上述加工程序导入金属选区激光熔化成形设备中,以平均粒度为20μm的镍粉与平均粒度为50nm的铝粉按质量比为5:5机械混合后的混合粉作为原料,采用金属选区激光熔化方法制备镍铝多孔材料的单层截面,单层截面的制备方法包括:将钛合金基板固定于选区激光熔化成形设备的成形缸上,混合粉加入选区激光熔化成形设备的粉末缸中,向选区激光熔化成形设备的成形室中充入氦气,保持成形室中氧含量浓度在小于50ppm的范围内。
可升降的送粉缸将混合粉送至成形缸上,不锈钢刮刀将混合粉均匀铺于钛合金基板的表面,多余的混合粉收回至粉末缸中。
激光根据加工程序选择性地照射混合粉,激光条件为:激光功率为100W,扫描速度为600mm/s,被照射的混合粉熔化,凝固形成实体,单层激光扫描结束后形成单层层厚为30μm的镍铝多孔材料的单层截面。
成形缸下降一层的高度,然后按照所需层数不断重复单层截面的制备过程,制备600层单层截面并使各层单层截面层层叠加,直至得到具有第一级孔的多层镍铝多孔材料。
(4)脱合金腐蚀:将制备的镍铝多孔材料置于氢氟酸脱合金液中进行脱合金腐蚀,将镍铝多孔材料中的铝选择性腐蚀掉并形成孔径为10μm的第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。其中,氢氟酸溶液的浓度为0.2mol/L,腐蚀时间为0.5h。
该跨尺度多级孔结构多孔镍的密度为2.6g/cm3;压缩强度为280MPa,比表面积为190m2/g。
实施例3
本实施例提供一种跨尺度多级孔结构多孔镍,该跨尺度多级孔结构多孔镍具有孔径均为10-100μm的第一级孔以及孔径为50-100nm的第二级孔,也即第一级孔的孔径并非全部相同,而是既有10μm的,也有100μm的,还有介于10μm与100μm之间的;同时第二级孔的孔径也并非全部相同,而是既有50nm的,也有100nm的,还有介于50nm与100nm之间的。
该跨尺度多级孔结构多孔镍经以下制备方法制备而得:
(1)建模:采用UG软件,设计多孔结构模型。多孔结构的基本单元为正八面体结构,多孔结构则经基本单元沿XY方向和XZ方向不断平移复制累加得到。多孔结构的孔隙率为90%,第一级孔的孔径为10-100μm。
(2)转化:采用Magics软件对构建的多孔结构三维模型进行编辑处理以将三维模型转化为二维切片模型,得到分层的截面轮廓数据,根据轮廓数据在软件中生成对应的加工程序。
(3)加工:将上述加工程序导入金属选区激光熔化成形设备中,以平均粒度为60μm的镍粉与平均粒度为30μm的铝粉按质量比为3:7机械混合后的混合粉作为原料,采用金属选区激光熔化方法制备镍铝多孔材料的单层截面,单层截面的制备方法包括:将钛合金基板固定于选区激光熔化成形设备的成形缸上,混合粉加入选区激光熔化成形设备的粉末缸中,向选区激光熔化成形设备的成形室中充入氩气,保持成形室中氧含量浓度在小于50ppm的范围内。
可升降的送粉缸将混合粉送至成形缸上,不锈钢刮刀将混合粉均匀铺于钛合金基板的表面,多余的混合粉收回至粉末缸中。
激光根据加工程序选择性地照射混合粉,激光条件为:激光功率为300W,扫描速度为1600mm/s,被照射的混合粉熔化,凝固形成实体,单层激光扫描结束后形成单层层厚为40μm的镍铝多孔材料的单层截面。
成形缸下降一层的高度,然后按照所需层数不断重复单层截面的制备过程,制备1500层单层截面并使各层单层截面层层叠加,直至得到具有第一级孔的多层镍铝多孔材料。
(4)脱合金腐蚀:将制备的镍铝多孔材料置于氢氟酸脱合金液中进行脱合金腐蚀,将镍铝多孔材料中的铝选择性腐蚀掉并形成孔径为50-100nm的第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。其中,氢氟酸溶液的浓度为0.4mol/L,腐蚀时间为10h。
该跨尺度多级孔结构多孔镍的密度为0.6g/cm3;压缩强度为18MPa,比表面积为390m2/g。
实施例4
本实施例与实施例1的区别在于:第(3)步骤中以平均粒度为20μm的镍粉与平均粒度为50nm的硅粉按质量比为5:5机械混合后的混合粉作为原料制备镍硅多孔材料的单层截面,然后按照所需层数不断重复单层截面的制备过程,制备600层单层截面并使各层单层截面层层叠加,直至得到具有第一级孔的多层镍硅多孔材料。
第(4)步骤中,将制备的镍硅多孔材料置于氢氟酸脱合金液中进行脱合金腐蚀,将镍硅多孔材料中的硅选择性腐蚀掉并形成孔径为10μm的第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。其中,氢氟酸溶液的浓度为0.2mol/L,腐蚀时间为0.5h。
实施例5
本实施例与实施例1的区别在于:第(3)步骤中以平均粒度为20μm的镍粉与平均粒度为50nm的锌粉按质量比为5:5机械混合后的混合粉作为原料制备镍锌多孔材料的单层截面,然后按照所需层数不断重复单层截面的制备过程,制备600层单层截面并使各层单层截面层层叠加,直至得到具有第一级孔的多层镍锌多孔材料。
第(4)步骤中,将制备的镍锌多孔材料置于氢氟酸脱合金液中进行脱合金腐蚀,将镍锌多孔材料中的锌选择性腐蚀掉并形成孔径为10μm的第二级孔,得到同时具有第一级孔以及第二级孔的跨尺度多级孔结构多孔镍。其中,氢氟酸溶液的浓度为0.2mol/L,腐蚀时间为0.5h。
综上,本申请提供的跨尺度多级孔结构多孔镍的制备方法快速高效,能够实现跨尺度多级孔结构多孔镍的个性化制造,有利于多孔镍尺寸和结构的调控。由此得到的跨尺度多级孔结构多孔镍具有质轻、强度高、比表面积大以及耐高温抗氧化等优点,并且其结构可调控,可实现各种复杂结构的成形。上述跨尺度多级孔结构多孔镍适合将其用作过滤材料、散热材料或减震吸能材料等。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
跨尺度多级孔结构多孔镍及其制备方法与应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0