






专利摘要
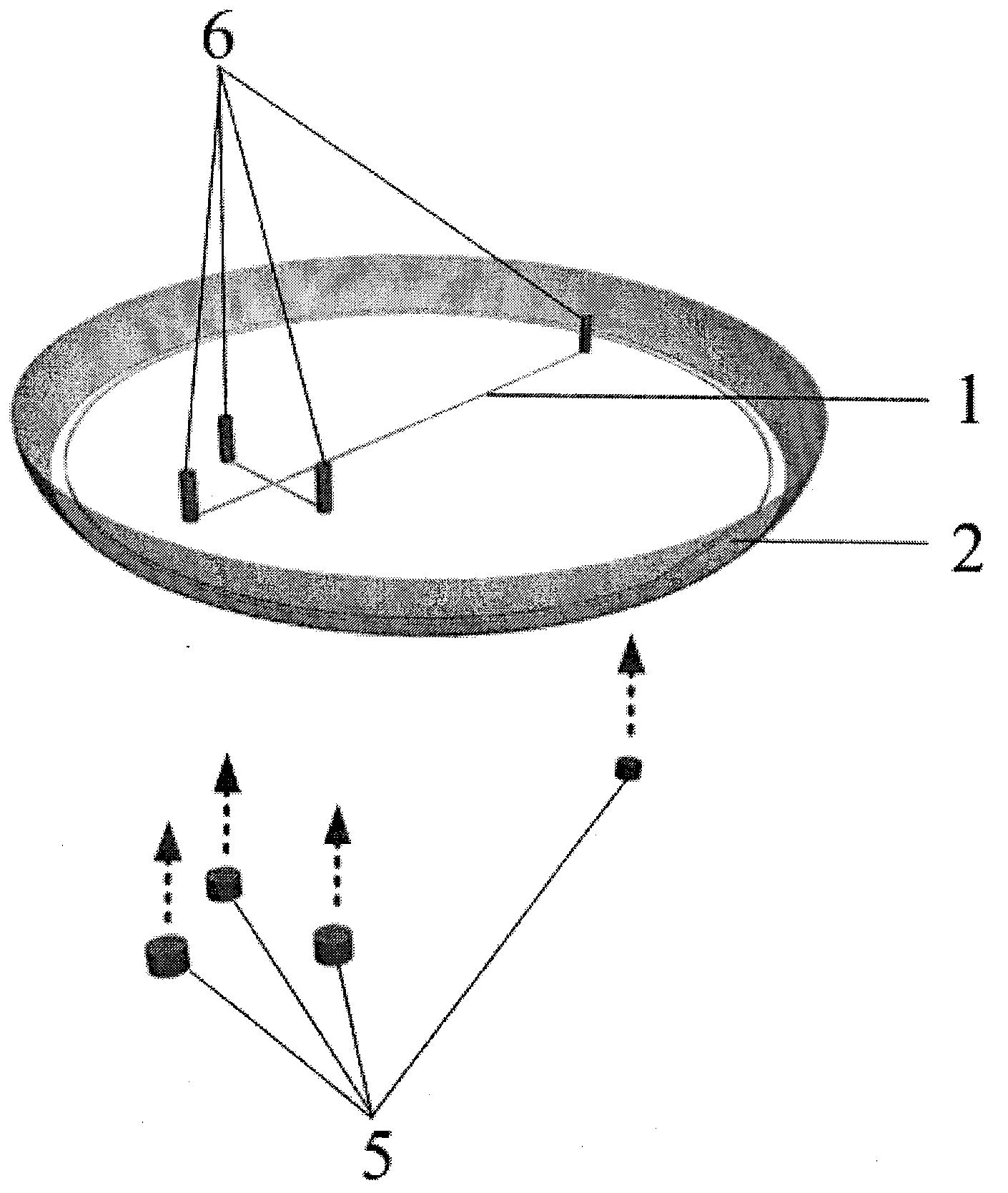
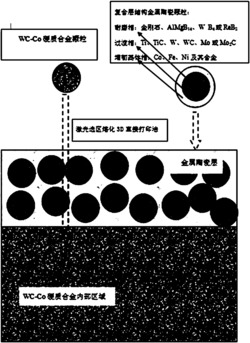
一种用于3D打印的金属水滑石复合材料,其特征是:金属粉镶嵌在具有层结构的水滑石层间组成,通过金属粉镶嵌在水滑石的层结构中,达到良好的粉末输送性,并利用水滑石在600℃温度条件下的烧结形成尖晶石(MgAl2O4)和氧化镁(MgO)的特性,获取金属粉的支撑,粘接剂的烧失量减小,保证了金属制品在烧结时不变形,克服了3D打印金属制品精度低的缺陷。
权利要求
1.一种用于3D打印的金属水滑石复合材料的制备方法,其特征是:制备方法如下:
1)将80-85重量份的金属粉与胶体液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将10-15重量份已热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.1-0.5MPa,以5000-10000rpm的转速搅拌30-50min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制10-25min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆2-3重量份的粘接剂得到金属水滑石复合材料。
2.根据权利要求1所述一种用于3D打印的金属水滑石复合材料的制备方法,其特征在于:制备方法步骤1)所述的金属粉为粒径小于100纳米的不锈钢粉、铝粉、镍粉、铜粉、锌粉、银粉、钛粉中的至少一种。
3.根据权利要求1所述一种用于3D打印的金属水滑石复合材料的制备方法,其特征在于:制备方法步骤1)所述的胶体液为白芨胶液、瓜尔豆胶液、田菁胶液、海藻胶液中的一种。
4.根据权利要求1所述一种用于3D打印的金属水滑石复合材料的制备方法,其特征在于:制备方法步骤2)所述的水滑石是在450-500℃区间加热分解得到的双金属氧化物,组成是Mg3A1O4(OH),比表面积在200-300m2/g。
5.根据权利要求1所述一种用于3D打印的金属水滑石复合材料的制备方法,其特征在于:制备方法步骤3)所述的粘接剂为蜡、松香、聚氨酯中的一种。
6.一种由权利要求1-5任一项所述制备方法获得的用于3D打印的金属水滑石复合材料,其特征是:金属粉镶嵌在具有层结构的水滑石层间,并在表面涂覆粘接剂形成。
7.一种权利要求6所述用于3D打印的金属水滑石复合材料的应用方法,其特征是:通过3D打印金属制品时,由于水滑石的滑动性,在携带超细金属粉时具有良好的均匀输送性,通过3D打印得到的金属制品生坯在600℃温度条件下烧结20-25min,形成尖晶石和氧化镁作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
说明书
技术领域
本发明属于3D打印制造领域,具体涉及一种用于3D打印的金属复合材料。
背景技术
3D打印制造技术的出现,完全改变了传统制造工艺,其优势在于能快速更改设计差错、提高生产效率、降低开发成本。相较于传统的模具开发,以及锻造、铸造等复杂的工艺,简化了中间环节,从而减少了人力与物力的消耗,缩短开发周期。相对于目前国内零部件45天以上的开发周期,3D打印技术依据零部件的复杂程度,只需要1~7天的开发周期,并且在复杂零部件的制造方面具有突出优势。目前最为关键的是金属材料3D打印的稳定成型问题。
金属材料的3D打印制造技术之所以难度大,是因为金属的熔点比较高,直接熔融打印涉及到了金属的固液相变、表面扩散以及热传导等多种物理过程。另外,生成的晶体组织是否良好、整个试件是否均匀、内部杂质和孔隙的大小等等都会引起3D打印金属制品性能的改变。为了解决这些问题,一方面在打印工艺上进行改进,如激光的功率和能量分布、激光聚焦点的移动速度和路径、加料速度、保护气压、外部温度等;另一方面对金属粉末进行改进,通过对金属粉末的预处理,以满足不同金属制品的打印需求。
目前采用金属粉末间接3D打印金属制品,有效推动了3D打印技术在金属零件快速制造的应用。间接法是将金属粉末和粘结剂按一定比例混合均匀,用激光束对混合粉末进行选择性扫描,激光的作用使混合粉末中的粘结剂熔化并将金属粉末粘结在一起,形成金属零件的生坯,再通过后续二次烧结、金属浸渗处理得到金属制件产品。
中国发明专利CN101036944采用覆膜法制备了尼龙覆膜金属粉末材料;中国发明专利CN102372918A公开了一种基于选择性激光烧结尼龙/铝粉复合粉末材料,将尼龙树脂、铝粉、助剂加至机械搅拌器内搅拌均匀,过筛得到。通过利用尼龙的粘接性将金属粉在较低温度下粘接可形成金属零件的生坯,再通过后续处理即可得到金属制品。尽管这种间接法3D打印制造金属制品的性能存在缺陷,但这种通过间接3D打印金属零件的方法使3D打印制造技术在金属制品中的应用成为可能。
根据上述,通过间接3D打印有效解决了金属粉末的成型问题,但金属粉末通过间接3D打印的精度由于受金属粉末输送性和粘接剂烧蚀的影响,因而难以得到组织致密、外观精密的金属制品。尽管目前对3D打印金属粉的颗粒形态进行球化处理以提高3D打印的输送性,但随时粒径的减小,球度对金属粉末的顺利输送不再明显,尤其是金属粉末粒径小于10微米时,因金属粉末的团聚,导致霍尔流速升高,输送均匀性降低。
发明内容
目前金属粉末通过间接3D打印金属零件,需要通过后处理烧结、金属浸渗等得到硬质金属制品。但在3打印和烧结过程中,金属粉末的输送性和粘接剂烧蚀对金属制品的精度影响严重。为了克服这一缺陷,本发明提出一种用于3D打印的金属水滑石复合材料。该金属水滑石复合材料主要由金属粉镶嵌在水滑石的层结构中组成,具有良好的粉末输送性和烧结稳定性。通过3D打印时,由于水滑石的滑动性,在携带超细金属粉时具有良好的均匀输送性,通过3D打印得到的金属制品生坯通过600℃温度条件下的烧结形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,不但保证了金属制品在烧结时不变形,而且金属制品强度增强。
一种用于3D打印的金属水滑石复合材料,是通过如下技术方案实现的:
一种用于3D打印的金属水滑石复合材料的制备方法,其特征是:制备方法如下:
1)将80-85重量份的金属粉与胶体液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将10-15重量份已热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.1-0.5MPa,以5000-10000rpm的转速搅拌30-50min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制10-25min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆2-3重量份的粘接剂得到金属水滑石复合材料。
制备方法步骤1)所述的金属粉为粒径小于100纳米的不锈钢粉、铝粉、镍粉、铜粉、锌粉、银粉、钛粉中的至少一种。
制备方法步骤1)所述的胶体液为白芨胶液、瓜尔豆胶液、田菁胶液、海藻胶液中的一种。
制备方法步骤2)所述的水滑石是在450-500℃区间加热分解得到的双金属氧化物,组成是Mg3A1O4(OH),比表面积200-300m2/g。
制备方法步骤3)所述的粘接剂为蜡、松香、聚氨酯中的一种。
由上述制备方法获得的用于3D打印的金属水滑石复合材料,其特征是:金属粉镶嵌在具有层结构的水滑石层间,并在表面涂覆粘接剂形成。
用于3D打印的金属水滑石复合材料的应用方法,其特征是:通过3D打印金属制品时,由于水滑石的滑动性,在携带超细金属粉时具有良好的均匀输送性,通过3D打印得到的金属制品生坯需要在600℃温度条件下的烧结20-25min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
本发明一种用于3D打印的金属水滑石复合材料及其制备方法和应用方法。通过金属粉镶嵌在水滑石的层结构中,达到良好的粉末输送性,并利用水滑石在600℃温度条件下的烧结形成尖晶石(MgAl2O4)和氧化镁(MgO)的特性,获取金属粉的支撑,粘接剂的烧失量减小,保证了金属制品在烧结时不变形,克服了3D打印金属制品精度低的缺陷。
本发明一种用于3D打印的金属水滑石复合材料,与现有技术相比,其突出的特点和优异的效果在于:
1、本发明一种用于3D打印的金属水滑石复合材料,主要由金属粉镶嵌在水滑石的层结构中组成,具有良好的粉末输送性和烧结稳定性。
2、本发明一种用于3D打印的金属水滑石复合材料,利用水滑石在600℃温度条件下的烧结形成尖晶石(MgAl2O4)和氧化镁(MgO)的特性,获取金属粉的支撑,粘接剂的烧失量减小,克服了3D打印金属制品精度低的缺陷。
3、本发明一种用于3D打印的金属水滑石复合材料的制备方法,工艺易控,适合规模化生产。
具体实施方式
以下通过具体实施方式对本发明作进一步的详细说明,但不应将此理解为本发明的范围仅限于以下的实例。在不脱离本发明上述方法思想的情况下,根据本领域普通技术知识和惯用手段做出的各种替换或变更,均应包含在本发明的范围内。
实施例1
1)将80重量份粒径小于100纳米的金属粉不锈钢粉与胶体液白芨胶液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将10重量份已在450-500℃区间加热分解热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.2MPa,以5000rpm的转速搅拌30min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制25min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆2重量份的粘接剂蜡得到金属水滑石复合材料。
将实施例1得到的金属水滑石复合材料通过3D打印得到的金属制品生坯在600℃温度条件下烧结25min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步将温度提高进行烧结,最终保证了金属制品在烧结时不变形。
实施例2
1)将85重量份粒径小于100纳米的金属铝粉与胶体液瓜尔豆胶液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将10重量份已在450-500℃区间加热分解热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.5MPa,以8000rpm的转速搅拌30min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制10min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆3重量份的粘接剂松香得到金属水滑石复合材料。
将实施例2得到的金属水滑石复合材料通过3D打印得到的金属制品生坯需要在600℃温度条件下烧结25min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
实施例3
1)将82重量份粒径小于100纳米的金属镍粉与胶体液田菁胶液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将13重量份已在450-500℃区间加热分解热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.4MPa,以10000rpm的转速搅拌45min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制15min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆3重量份的粘接剂聚氨酯得到金属水滑石复合材料。
将实施例3得到的金属水滑石复合材料通过3D打印得到的金属制品生坯需要在600℃温度条件下烧结20min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
实施例4
1)将80重量份粒径小于100纳米的金属铜粉与胶体液海藻胶液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将15重量份已在450-500℃区间加热分解热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.2MPa,以6000rpm的转速搅拌35min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制20min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆2.5重量份的粘接剂蜡得到金属水滑石复合材料。
将实施例4得到的金属水滑石复合材料通过3D打印得到的金属制品生坯需要在600℃温度条件下烧结25min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
实施例5
1)将83重量份粒径小于100纳米的金属钛粉与胶体液瓜尔豆胶液在搅拌釜中配制成分散液,使金属粉完全分散悬浮在胶体液中,在确保金属粉完全均匀悬浮的状态下,用水稀释胶体液,保证分散液良好的流动性;
2)将10重量份已在450-500℃区间加热分解热烧的水滑石加入步骤1)配制的金属分散液中,设置搅拌釜真空压力0.3MPa,以50000rpm的转速搅拌50min,金属粉随着分散液进入水滑石的层间;
3)将步骤2)得到的物料过滤、干燥,去除可挥发物,并进一步在450-500℃区间加热烧制10min,将水滑石层间水完全挥发,并使少量胶体材料碳化,经过陈化,表面涂覆23重量份的粘接剂松香得到金属水滑石复合材料。
将实施例5得到的金属水滑石复合材料通过3D打印得到的金属制品生坯需要在600℃温度条件下烧结20min,形成尖晶石(MgAl2O4)和氧化镁(MgO)作为金属粉的支撑,然后根据金属粉的烧结温度进一步提高温度进行烧结,最终保证了金属制品在烧结时不变形。
用于3D打印的金属水滑石复合材料及其制备方法和应用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0