






专利摘要
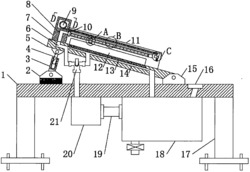
本发明的喷淋生产线以及喷淋清洗方法,通过喷淋冲洗装置可以使用清洗液对阀门进行六个相互垂直的方向上的冲洗,尤其地,将承载装置的底部设置为镂空状态,并且,相邻齿形链之间的间隙构成喷水间隙,从而可以使得冲洗液可以从底部向上喷射,以对阀门的底部进行喷淋冲洗,克服了现有技术中无法对阀门底部进行冲洗的技术缺陷;底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,以对阀门进行六个相互垂直的方向上的喷淋冲洗,实现了对于阀门的全方位冲洗,提高了喷淋冲洗的效果。
权利要求
1.一种喷淋生产线,其特征在于,包括,
承载装置,具有镂空的底座,设置在所述底座底部的轮子,设置在所述底座上的固定架,所述固定架具有两个弧形板用于与阀门的阀体外形配合;
喷淋冲洗装置,用于使用清洗液对阀门进行六个相互垂直的方向上的喷淋冲洗,包括底部清洗装置、上部清洗装置、前部清洗装置、后部清洗装置、左部清洗装置以及右部清洗装置,每个清洗装置均具有若干出水口;每每个清洗装置均具有喷水管,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,若干个所述喷嘴对阀门进行六个相互垂直的方向上的喷淋冲洗;
传输装置,用于传输所述承载装置以及位于承载装置上的阀门,整个传输装置从环形或矩形框架的中部穿过,具有至少两个相互独立的齿链式传输带,各齿链式传输带均具有若干根间隙排列的齿形链,相邻齿形链之间的间隙构成喷水间隙,所述喷水间隙对应所述喷淋冲洗装置的若干出水口设置;
磁性推拉装置,用于利用磁力作用将所述承载装置从一个齿链式传输带推动到相邻的另一个齿链式传输带上;
控制装置,与所述推拉装置、各齿链式传输带以及喷淋冲洗装置中的各个清洗装置分别连接,用于控制它们的启动时机以及运行位置;
相邻齿链式传输带之间的间隙为80-120mm;对应该间隙的位置设置有钢性的升降平板,所述升降平板的上表面包覆有防磨柔性材料;所述升降平板的最高升降面高于相邻两个齿链式传输带的上表面20-30mm,所述升降平板与所述控制装置连接,在承载有阀门的承载装置的最前端进入相邻两个齿链式传输带之间间隙时,所述控制装置控制所述升降平板上升至最高升降面,以便于该承载装置顺利过渡到下一齿链式传输带的上方;在承载有阀门的承载装置的最前端进入下一个齿链式传输带的上方时,所述控制装置控制所述升降平板下降而从所述间隙内抽出,并使得所述承载装置的最前端顺利落在下一齿链式传输带上。
2.根据权利要求1所述的喷淋生产线,其特征在于,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成多个环形或矩形框架,多个环形或矩形框架沿着所述传输装置的传输方向间隔排布,相邻两个环形或矩形框架之间的间隔距离不大于100mm;若干个所述环形或矩形框架能够被同一驱动装置驱动而沿着整个传输装置的传输方向移动,以改变所述环形或矩形框架在所述传输装置轴向上的对应位置,或改变相邻两个环形或矩形框架之间的距离。
3.根据权利要求2所述的喷淋生产线,其特征在于,所述传输装置的底面与底部清洗装置的喷水管的距离小于所述传输装置的上表面与上部清洗装置的喷水管的距离;所述左部清洗装置和所述右部清洗装置的喷水管上的喷嘴密度大于所述上部清洗装置和所述底部清洗装置上喷水管的密度。
4.根据权利要求1所述的喷淋生产线,其特征在于,所述齿链式传输带为两个,包括第一齿链式传输带(21)和第二齿链式传输带(22),第一齿链式传输带(21)受动力装置驱动而循环运动;所述第二齿链式传输带(22)为无动力传输带,所述第一齿链式传输带(21)和所述第二齿链式传输带(22)的轴线重合,所述第二齿链式传输带(22)能够沿着竖直方向进行升降运动。
5.根据权利要求4所述的喷淋生产线,其特征在于,还包括进料传输带(20)和出料传输带(25),所述进料传输带(20)和出料传输带(25)的传输方向与所述第一齿链式传输带(21)、所述第二齿链式传输带(22)的传传输方向垂直,以形成“U”字形的传输通道。
说明书
技术领域
本发明涉及一种大型阀门的喷淋生产线以及喷淋清洗方法,属于阀门制造设备技术领域。
背景技术
在天然气、石油等能源输送管道上,管道直径通常在500mm以上,并且为了使天然气、石油能够顺利地在管道内流动,需要对管道内施加较大压力,这使得设置在能源管道上的大型阀门尺寸巨大,质量笨重,质量达到20kg以上,有的甚至超过50kg。
上述大型阀门制造过程中以及装配完成后,均需要对阀门进行清洗。比如在将阀芯安装到阀腔内时,需要对阀芯和阀腔进行清洗,以保证装配后的密封性。阀门装配完毕后,还要进行清洗以去除阀体表面上残留的油污、铁屑等污物,以防止在存放运输过程中腐蚀阀体。现有技术中对大型阀门进行清洗时,主要通过喷管清洗阀门的上表面,而由于大型阀门过于笨重,运输以及翻转困难,阀门的下表面以及侧面基本不进行清洗,这造成死角区域,清洗效果差;并且,现有技术中不存在一个专门针对大型阀门的可流水线式自动化清洗的清洗生产线,大型阀门的清洗效率低下。
发明内容
因此,本发明所要解决的技术问题在于现有技术对大型阀门进行清洗时清洗效果差、清洗效率低下的问题,从而提出一种清洗效果好、清洗效率高的适用于大型阀门的喷淋生产线以及喷淋清洗方法。
为解决上述技术问题,本发明提供一种喷淋生产线,包括,
承载装置,具有镂空的底座,设置在所述底座底部的轮子,设置在所述底座上的固定架,所述固定架具有两个弧形板用于与阀门的阀体外形配合;
喷淋冲洗装置,用于使用清洗液对阀门进行六个相互垂直的方向上的喷淋冲洗,包括底部清洗装置、上部清洗装置、前部清洗装置、后部清洗装置、左部清洗装置以及右部清洗装置,每个清洗装置均具有若干出水口;每每个清洗装置均具有喷水管,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,若干个所述喷嘴对阀门进行六个相互垂直的方向上的喷淋冲洗;
传输装置,用于传输所述承载装置以及位于承载装置上的阀门,整个传输装置从环形或矩形框架的中部穿过,具有至少两个相互独立的齿链式传输带,各齿链式传输带均具有若干根间隙排列的齿形链,相邻齿形链之间的间隙构成喷水间隙,所述喷水间隙对应所述喷淋冲洗装置的若干出水口设置;
磁性推拉装置,用于利用磁力作用将所述承载装置从一个齿链式传输带推动到相邻的另一个齿链式传输带上;
控制装置,与所述推拉装置、各齿链式传输带以及喷淋冲洗装置中的各个清洗装置分别连接,用于控制它们的启动时机以及运行位置。
优选地,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成多个环形或矩形框架,多个环形或矩形框架沿着所述传输装置的传输方向间隔排布,相邻两个环形或矩形框架之间的间隔距离不大于100mm;若干个所述环形或矩形框架能够被同一驱动装置驱动而沿着整个传输装置的传输方向移动,以改变所述环形或矩形框架在所述传输装置轴向上的对应位置,或改变相邻两个环形或矩形框架之间的距离。
优选地,所述传输装置的底面与底部清洗装置的喷水管的距离小于所述传输装置的上表面与上部清洗装置的喷水管的距离;所述左部清洗装置和所述右部清洗装置的喷水管上的喷嘴密度大于所述上部清洗装置和所述底部清洗装置上喷水管的密度。
优选地,相邻齿链式传输带之间的间隙为80-120mm;对应该间隙的位置设置有钢性的升降平板,所述升降平板的上表面包覆有防磨柔性材料;所述升降平板的最高升降面高于相邻两个齿链式传输带的上表面20-30mm,所述升降平板与所述控制装置连接,在承载有阀门的承载装置的最前端进入相邻两个齿链式传输带之间间隙时,所述控制装置控制所述升降平板上升至最高升降面,以便于该承载装置顺利过渡到下一齿链式传输带的上方;在承载有阀门的承载装置的最前端进入下一个齿链式传输带的上方时,所述控制装置控制所述升降平板下降而从所述间隙内抽出,并使得所述承载装置的最前端顺利落在下一齿链式传输带上。
优选地,所述齿链式传输带为两个,包括第一齿链式传输带和第二齿链式传输带,第一齿链式传输带受动力装置驱动而循环运动;所述第二齿链式传输带为无动力传输带,所述第一齿链式传输带和所述第二齿链式传输带的轴线重合,所述第二齿链式传输带能够沿着竖直方向进行升降运动。
优选地,还包括进料传输带和出料传输带,所述进料传输带和出料传输带的传输方向与所述第一齿链式传输带、所述第二齿链式传输带的传传输方向垂直,以形成“U”字形的传输通道。
优选地,所述磁性推拉装置,包括,第一拉杆,用于将承载装置从所述进料传输带拉至所述第一齿链式传输带上;第一推杆,用于将承载装置从所述第一齿链式传输带推至所述第二齿链式传输带上;第二推杆,用于将承载装置从所述第二齿链式传输带推至所述出料传输带上,在所述第一推杆、第二推杆、第一拉杆的前端均设置电磁铁,在承载装置的四周设置有铁块,电磁体通电后产生磁性并吸引住承载装置上的铁块,使第一推杆、第二推杆以及第一拉杆能够推拉承载装置。
本发明还一种大型阀门的喷淋清洗方法,采用上述任一项所述的喷淋生产线,对阀门进行六个相互垂直的方向上的喷淋冲洗的具体顺序为:
先对阀门的底面和顶面进行冲洗,冲洗时间4-6min,再对阀门的左侧和右侧进行冲洗,冲洗时间为3-5min,对阀门的左侧和右侧进行冲洗的最后1-2min内,对阀门的前部和后部进行冲洗,对阀门的前部和后部进行的喷洗时间为8-10min,在对阀门的前部和后部进行冲洗的最后2-4min内,开启所有方向的喷管,在六个相互垂直的方向上同时对阀门进行冲洗。
本发明的上述技术方案相比现有技术具有以下优点:
(1)本发明的喷淋生产线,通过承载装置来固定阀门并方便运输,传输装置和推拉装置起到运输和导向的作用,通过喷淋冲洗装置可以使用清洗液对阀门进行六个相互垂直的方向上的冲洗,尤其地,将承载装置的底部设置为镂空状态,并且,各齿链式传输带均具有若干根间隙排列的齿形链,相邻齿形链之间的间隙构成喷水间隙,喷水间隙和承载装置的底部镂空部分对应,并与喷水管的出水口对应,从而可以使得冲洗液可以从底部向上喷射,以对阀门的底部进行喷淋冲洗,克服了现有技术中无法对阀门底部进行冲洗的技术缺陷;并且,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,若干个所述喷嘴对阀门进行六个相互垂直的方向上的喷淋冲洗,实现了对于阀门的全方位冲洗,提高了喷淋冲洗的效果;控制装置实现了上述动作的自动化运行。
(2)本发明的喷淋生产线,相邻齿链式传输带之间的间隙为80-120mm,该间隙可以确保相邻齿链形传输带之间的传输不相互影响。在实际的传输过程中,由于承载有阀门的承载装置通过齿链式传输带以平面运动的方式进行传输,而承载装置本身具有很大的重量,当齿链式传输带的柔性强于承载装置,承载装置和阀门在齿链式传输带上运行时,往往后使得齿链式传输带下凹,从而在两个相邻的齿链式传输带之间形成高度差,此时,如果不对该高度差进行弥补,将使得承载装置很难从一个齿链式传输带过渡到另外一个齿链式传输带上。本发明中,对应该间隙的位置设置有钢性的升降平板,所述升降平板的上表面包覆有防磨柔性材料,所述升降平板的最高升降面高于相邻两个齿链式传输带的上表面20-30mm,所述升降平板与所述控制装置连接,在承载有阀门的承载装置的最前端进入相邻两个齿链式传输带之间间隙时,所述控制装置控制所述升降平板上升至最高升降面,以便于该承载装置顺利过渡到下一齿链式传输带的上方;在承载有阀门的承载装置的最前端进入下一个齿链式传输带的上方时,所述控制装置控制所述升降平板下降而从所述间隙内抽出,并使得所述承载装置的最前端顺利落在下一齿链式传输带上。通过该种方式可以确保承载装置顺利从一个齿链式传输带过渡到另外一个齿链式传输带上。
(3)本发明的喷淋生产线,所述进料传输带和出料传输带的传输方向与所述第一齿链式传输带以及所述第二齿链式传输带的传传输方向垂直,形成“U”字形的传输通道,节省整个清洗生产线的长度。
(4)本发明的喷淋生产线,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成多个环形或矩形框架,多个环形或矩形框架沿着所述传输装置的传输方向间隔排布,从而能够沿着轴向对位于传输装置上的阀门的不同部位进行冲洗,提高了单位时间内的冲洗效率,相邻两个环形或矩形框架之间的间隔距离不大于100mm,确保相邻喷水管之间的喷水效果作用在阀门上时不产生相互干涉和影响;若干个所述环形或矩形框架能够被同一驱动装置驱动而沿着整个传输装置的传输方向移动,以改变所述环形或矩形框架在所述传输装置轴向上的对应位置,或改变相邻两个环形或矩形框架之间的距离,从而能够根据实际情况进行调整。
(5)本发明的喷淋生产线,通过设置进料升降机构和出料升降机构,使进料传输带和出料传输带在进料(将承载装置连同阀门一起推上进料传输带上)或出料时(将承载装置连同阀门从出料传输带上推离)能够与地面齐平,方便进料和出料。当承载装置连同阀门需要从进料传输带运输到第一齿链式传输带时,或是出料传输带需要接收从第二齿链式传输带运输来的承载装置和阀门时,则使进料传输带与第一齿链式传输带的传输面齐平,出料传输带与第二齿链式传输带的传输面齐平,方便接收承载装置和阀门。
(6)本发明的大型阀门清洗方法,对六个相互垂直的方向的冲洗顺序是:先对阀门的底面和顶面进行冲洗,冲洗时间4-6min,再对阀门的底面和顶面进行冲洗,冲洗时间为3-5min,在冲洗的最后1-2min时,对阀门的左侧和右侧开始进行冲洗,对阀门的左侧和右侧开始进行冲洗的最后1-2min时,对阀门的前端和后端进行冲洗,在对阀门的前端和后端进行冲洗的最后2-4min内,开启所有方向的喷管,在六个相互垂直的方向上同时对阀门进行冲洗。上述的冲洗方式,可以节省清洗液的用量,并且还能防止各方向上的喷管喷出的清洗液之间相互干扰提高清洗效果。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
图1是本发明实施例1承载装置的立体视图;
图2是本发明实施例1输送装置的立体视图;
图3是本发明实施例1第一冲洗装置的立体视图;
图4是本发明实施例1喷淋冲洗装置的立体视图。
图中附图标记表示为:10-底座;11-轮子;12-固定架;20-进料传输带;21-第一齿链式传输带;22-第二齿链式传输带;23-第三齿链式传输带;24-第四齿链式传输带;25-出料传输带;26-第一推杆;27-第一拉杆;28-第二推杆;29-第二拉杆;30-第一冲洗箱;31-桨叶;32-进出水管;41-前部清洗装置;42-后部清洗装置;43-左部清洗装置;44-右部清洗装置;45-底部清洗装置;46-上部清洗装置。
具体实施方式
下面结合附图对本发明的技术方案进行详细说明。
实施例1
本实施例提供一种大型阀门的喷淋生产线,包括,
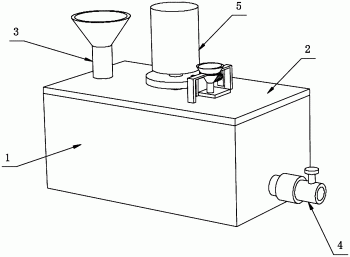
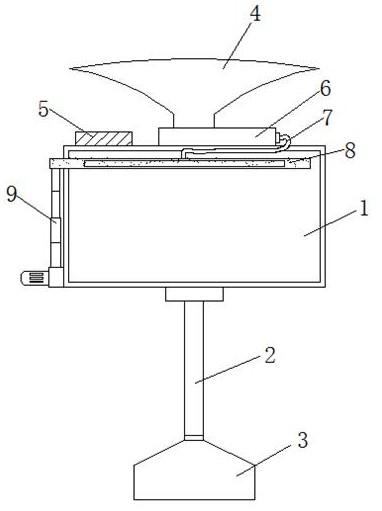
承载装置,如图1所示,包括,镂空的底座10,设置在所述底座底部的轮子11,设置在所述底座上的固定架12,所述固定架12具有两个弧形板用于与阀门的阀体外形配合;镂空的底座10是为了方便清洗液向上喷出时能够从镂空的底部通过,设置轮子11是为了方便承载装置运动,固定架是为了方便固定安放阀门;
清洗装置,依次包括用于使用清洗液对阀门进行浸洗的第一浸洗装置、用于使用清洗液对阀门进行六个相互垂直的方向上的冲洗的喷淋冲洗装置、用于使用清水对阀门进行浸洗的第二浸洗装置、用于对阀门喷吹热风使阀门干燥的风暖干燥装置;
所述喷淋冲洗装置包括底部清洗装置、上部清洗装置、前部清洗装置、后部清洗装置、左部清洗装置以及右部清洗装置,每个清洗装置均具有若干出水口;每每个清洗装置均具有喷水管,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,若干个所述喷嘴对阀门进行六个相互垂直的方向上的喷淋冲洗;
传输装置,如图2所示,四个相互独立设置的齿链式传输带,具体为:对应所述第一浸洗装置设置的第一齿链式传输带21、对应所述喷淋冲洗装置设置的第二齿链式传输带22、对应第二浸洗装置设置的第三齿链式传输带23、对应风暖干燥装置的第四齿链式传输带24,各齿链式传输带均具有若干根间隙排列的齿形链,相邻齿形链之间的间隙构成喷水间隙,其中,所述第二齿链式传输带上的所述喷水间隙对应所述喷淋冲洗装置的若干出水口设置;其中,各齿链式传输带均能进行竖直方向的升降运动;
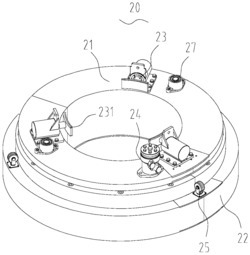
磁性推拉装置,如图2所示,用于利用磁力作用将所述承载装置从一个齿链式传输带运动到相邻的另一个齿链式传输带上,以使得位于所述承载装置上的阀门依次经过第一浸洗装置、喷淋冲洗装置、第二浸洗装置以及风暖干燥装置;
控制装置,与所述推拉装置、各齿链式传输带以及喷淋冲洗装置中的各个清洗装置分别连接,用于控制它们的启动时机以及运行位置。
上述大型阀门喷淋生产线,通过承载装置来固定阀门并方便运输,传输装置和推拉装置起到运输和导向的作用,使承载装置连同阀门依次经过第一浸洗装置、喷淋冲洗装置、第二浸洗装置以及风暖干燥装置,从而实现了对阀门的自动化清洗;通过喷淋冲洗装置可以使用清洗液对阀门进行六个相互垂直的方向上的冲洗,尤其地,将承载装置的底部设置为镂空状态,并且,各齿链式传输带均具有若干根间隙排列的齿形链,相邻齿形链之间的间隙构成喷水间隙,喷水间隙和承载装置的底部镂空部分对应,并与喷水管的出水口对应,从而可以使得冲洗液可以从底部向上喷射,以对阀门的底部进行喷淋冲洗,克服了现有技术中无法对阀门底部进行冲洗的技术缺陷;并且,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成环形或矩形框架,所述环形或矩形框架上分布若干个喷嘴,若干个所述喷嘴对阀门进行六个相互垂直的方向上的喷淋冲洗,实现了对于阀门的全方位冲洗,提高了喷淋冲洗的效果;控制装置实现了上述动作的自动化运行。
作为优选的实施方式,相邻齿链式传输带之间的间隙为80-120mm,也即,各个齿链式传输带相互独立,分别通过动力装置驱动;对应该间隙的位置设置有钢性的升降平板,所述升降平板的上表面包覆有防磨柔性材料;所述升降平板的最高升降面高于相邻两个齿链式传输带的上表面20-30mm,所述升降平板与所述控制装置连接,在承载有阀门的承载装置的最前端进入相邻两个齿链式传输带之间间隙时,所述控制装置控制所述升降平板上升至最高升降面,以便于该承载装置顺利过渡到下一齿链式传输带的上方;在承载有阀门的承载装置的最前端进入下一个齿链式传输带的上方时,所述控制装置控制所述升降平板下降而从所述间隙内抽出,并使得所述承载装置的最前端顺利落在下一齿链式传输带上。
上述大型阀门喷淋生产线,相邻齿链式传输带之间的间隙为80-120mm,该间隙可以确保相邻齿链形传输带之间的传输不相互影响,在实际的传输过程中,由于承载有阀门的承载装置通过齿链式传输带以平面运动的方式进行传输,而承载装置本身具有很大的重量,当齿链式传输带的柔性强于承载装置,承载装置和阀门在齿链式传输带上运行时,往往后使得齿链式传输带下凹,从而在两个相邻的齿链式传输带之间形成高度差,此时,如果不对该高度差进行弥补,将使得承载装置很难从一个齿链式传输带过渡到另外一个齿链式传输带上。本发明中,对应该间隙的位置设置有钢性的升降平板,所述升降平板的上表面包覆有防磨柔性材料,所述升降平板的最高升降面高于相邻两个齿链式传输带的上表面20-30mm,所述升降平板与所述控制装置连接,在承载有阀门的承载装置的最前端进入相邻两个齿链式传输带之间间隙时,所述控制装置控制所述升降平板上升至最高升降面,以便于该承载装置顺利过渡到下一齿链式传输带的上方;在承载有阀门的承载装置的最前端进入下一个齿链式传输带的上方时,所述控制装置控制所述升降平板下降而从所述间隙内抽出,并使得所述承载装置的最前端顺利落在下一齿链式传输带上。通过该种方式可以确保承载装置顺利从一个齿链式传输带过渡到另外一个齿链式传输带上。
作为优选的实施方式,如图1所示,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的喷水管形成多个环形或矩形框架,多个环形或矩形框架沿着所述传输装置的传输方向间隔排布,相邻两个环形或矩形框架之间的间隔距离不大于100mm;若干个所述环形或矩形框架能够被同一驱动装置驱动而沿着整个传输装置的传输方向移动,以改变所述环形或矩形框架在所述传输装置轴向上的对应位置,或改变相邻两个环形或矩形框架之间的距离。
多个环形或矩形框架沿着所述传输装置的传输方向间隔排布,从而能够沿着轴向对位于传输装置上的阀门的不同部位进行冲洗,提高了单位时间内的冲洗效率,相邻两个环形或矩形框架之间的间隔距离不大于100mm,确保相邻喷水管之间的喷水效果作用在阀门上时不产生相互干涉和影响;若干个所述环形或矩形框架能够被同一驱动装置驱动而沿着整个传输装置的传输方向移动,以改变所述环形或矩形框架在所述传输装置轴向上的对应位置,或改变相邻两个环形或矩形框架之间的距离,从而能够根据实际情况进行调整。
作为优选的实施方式,所述传输装置的底面与底部清洗装置的喷水管的距离小于所述传输装置的上表面与上部清洗装置的喷水管的距离,这样的设置方式很意外地获得了上、下喷淋的交互效果,提高了清洗效率,所述左部清洗装置和所述右部清洗装置的喷水管上的喷嘴密度大于所述上部清洗装置和所述底部清洗装置上喷水管的密度,这样的设置方式很意外地获得节能地效果。
作为优选的实施方式,上述大型阀门喷淋生产线,还包括进料传输带20和出料传输带25,如图2所示,所述进料传输带20和出料传输带25的传输方向与所述第一齿链式传输带21、所述第二齿链式传输带22、所述第三齿链式传输带23和所述第四齿链式传输带24的传传输方向垂直,以形成“U”字形的传输通道,节省整个清洗生产线的长度。
作为优选的实施方式,所述第一齿链式传输带21、所述第三齿链式传输带23为无动力传输带;所述进料传输带20、所述出料传输带25与所述第二齿链式传输带22受动力装置驱动而循环运行。
所述第一齿链式传输带21、所述第三齿链式传输带23需要垂直进出清洗装置,因而为了保证动力传输的稳定,同时减轻升降机构的工作重量,将其设置为无动力传输带;所述第一齿链式传输带21向第二齿链式传输带22,所述第三齿链式传输带23向第四齿链式传输带24的运动通过推拉装置完成。这样设置后,出人意料地,整个大型阀门清洗生产线的工作效率得到了很大的提高。
作为优选的实施方式,所述推拉机构,如图2所示,包括,第一拉杆27,用于将承载装置从所述进料传输带20拉至所述第一齿链式传输带21上;
第一推杆26,用于将承载装置从所述第一齿链式传输带21推至所述第二齿链式传输带22上;
第二拉杆29,用于将承载装置从所述第三齿链式传输带23拉至所述第四齿链式传输带24上;
第二推杆28,用于将承载装置从所述第四齿链式传输带24推至所述出料传输带25上。
推杆和拉杆均为直线动作的液压缸,推杆的杆前端设置有柔性缓冲材料来缓冲与承载装置接触时的冲击力。拉杆的杆前端设置有电磁铁,在承载装置的四周设置有铁块,电磁体通电后产生磁性并吸引住承载装置上的铁块,使拉杆能够拉动承载装置。通过设置推杆和拉杆可以使承载装置和阀门从一个齿链式传输带过渡到另一个齿链式传输带时更加平稳。
作为优选的实施方式,上述大型阀门清洗生产线还包括进料升降机构,用于使所述进料传输带20的传输面在与地面齐平的第一状态和与第一齿链式传输带21的传输面齐平的第二状态之间变化;以及出料升降机构,用于使所述出料传输带25的传输面在与地面齐平的第一状态和与第四齿链式传输带的传输面齐平的第二状态之间变化。
通过设置进料升降机构和出料升降机构,使进料传输带20和出料传输带25在进料(将承载装置连同阀门一起推上进料传输带20上)或出料时(将承载装置连同阀门从出料传输带25上推离)能够与地面齐平,方便进料和出料。当承载装置连同阀门需要从进料传输带20运输到第一齿链式传输带21时,或是出料传输带25需要接收从第四齿链式传输带24运输来的承载装置和阀门时,则使进料传输带20与第一齿链式传输带21的传输面齐平,出料传输带25与第四齿链式传输带24的传输面齐平,方便接收承载装置和阀门。
作为优选的实施方式,上述大型阀门清洗生产线,底部清洗装置45、上部清洗装置46、前部清洗装置41、后部清洗装置42、左部清洗装置43以及右部清洗装置44。
其中,每个清洗装置均包括若干个喷水管,其中,底部清洗装置、上部清洗装置、左部清洗装置以及右部清洗装置的若干个喷水管呈环形排布,或呈矩形排布,也即,若干个喷水管围城环形或矩形框架,整个传输装置从框架的中部穿过,从而喷水管对传输装置上的阀门进行360度清洗,前部清洗装置和后部清洗装置能够在水平面上前后移动,以根据实际需要选择合适的喷淋距离。
每个清洗装置均包括喷水管,喷水管上具有若干个喷嘴,底部清洗装置45的喷管设置在所述第二齿链式传输带下方且能够向上喷射清洗液,上部清洗装置46设置在所述第二齿链式传输带22上方且能够向下喷射清洗液,左部清洗装置43和右部清洗装置44分别设置在所述第二齿链式传输带两侧且能够向着垂直于所述第二齿链式传输带22传输方向喷射清洗液,后部清洗装置42设置在所述第二齿链式传输带22后方、沿高度方向布置且能够向前喷射清洗液,前部清洗装置41设置在所述第二齿链式传输带22前方、沿高度方向布置且能够向后喷射清洗液;
每个清洗装置装置还包括喷管动作机构,用于分别驱动所述后部清洗装置42和前部清洗装置41沿着所述第二齿链式传输带22传输方向运动;驱动左部清洗装置43以及右部清洗装置44分别沿着垂直于所述第二齿链式传输带22的侧壁的方向移动;驱动所述上部清洗装置和底部清洗装置沿着垂直于所述第二齿链式传输带22上、下表面的方向移动。
还包括清洗液水槽,设置在所述第二齿链式传输带22下方,用于收集滴落的清洗液;
水泵,用于将清洗液泵入喷管中。
当承载装置和阀门在第二齿链式传输带22传输时,后部清洗装置42和前部清洗装置41在喷管动作机构的带动下离开第二齿链式传输带22,在对阀门进行冲洗时,后部清洗装置42和前部清洗装置41才会运动到冲洗位置。
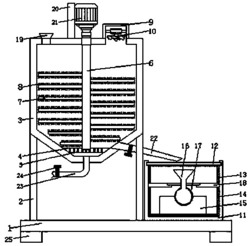
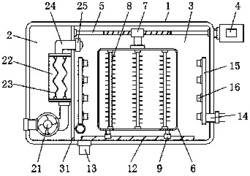
作为优选的实施方式,所述第一冲洗装置,如图3所示,包括第一冲洗箱30,用于盛放清洗液;第一搅拌机构,具有电机及设置在所述第一冲洗箱30内的桨叶31,所述电机驱动所述桨叶31转动以搅动所述第一冲洗箱的清洗液转动;所述第一齿链式传输带21设置在第一升降机构上,所述第一升降机构用于驱动所述第一齿链式传输带21连同阀门沿竖直方向进出所述第一冲洗箱,所述第一升降机构的输出轴与所述第一冲洗箱的底部密封连接;所述第一冲洗装置还包括超声波发生机构(在图中未标出),用于向所述冲洗箱内的清洗液发出超声波;在第一冲洗箱30的一侧还设置有进出水管32,用于通入和排出第一冲洗箱30内的清洗液。所述第二冲洗装置,结构与第一冲洗装置类似,包括第二冲洗箱,用于盛放清水;第二搅拌机构,具有电机及设置在所述第二冲洗箱内的桨叶,所述电机驱动所述桨叶转动以搅动所述第二冲洗箱的清水转动;所述第三齿链式传输带23设置在第二升降机构上,第二升降机构用于驱动所述第三齿链式传输带23连同阀门沿竖直方向进出所述第二冲洗箱,所述第二升降机构的输出轴与所述第二冲洗箱的底部密封连接。
第一冲洗装置用于使用清洗液对阀门进行一次冲洗清洁,通过桨叶31搅动清洗液,提高清洗效果,同时再使用超声波发生机构向清洗液释放超声波,进一步提高清洗效果,使阀门表面上的各区域的污渍都能得到清洗。第二冲洗装置是为了洗掉阀门上的清洗液,其结构与第一冲洗装置相似。
需要说明的是,根据实际需要,上述喷淋生产线,实际上可以省略第一浸洗装置、第二浸洗装置、风暖干燥装置,以及中间的第三齿链式传输带和第四齿链式传输带,只保留第一齿链式传输带和第二齿链式传输带,此时,进料传输带连接在第一齿链式传输带上,出料传输带连接在第二齿链式传输带上;第一齿链式传输带21受动力装置驱动而循环运动,所述第二齿链式传输带22为无动力传输带。
实施例2
本实施例提供一种大型阀门清洗方法,采用实施实施例1中所述的大型阀门生产线,包括以下步骤,
S1:使用清洗液对阀门进行冲洗,该步骤中,使用桨叶对清洗液进行搅拌,桨叶的转动速度为100-150r/min,如100r/min、120r/min、150r/min等,桨叶转动时间为40-50min,如40min、45min、50min等,使用桨叶对清洗液进行搅拌后,还包括对阀门使用超声波进行清洗的过程,超声波频率28kHz-35kHz,如28kHz、30kHz、35kHz等,功率为2-2.5w/cm
S2:使用清洗液对阀门进行六个相互垂直的方向上的冲洗,该步骤中,清洗液的喷射速度为30-40m/s,如30m/s、35m/s、40m/s等,清洗液的喷射量为5-8L/s,如5L/s、6L/s、8L/s等,喷射时间为50-60min,如50min、55min、60min等,清洗液的喷射的水柱的直径为10-30mm,如10mm、20mm、30mm等,相邻两个喷射的水柱的距离为30mm-80mm,如30mm、50mm、80mm等;
S3:使用清水对阀门进行冲洗,使用桨叶对清洗液进行搅拌,桨叶的转动速度为150-200r/min,如150r/min、180r/min、200r/min,桨叶转动时间为30-40min,如30min、35min、40min等,使用桨叶对清洗液进行搅拌后,还包括对阀门使用超声波进行清洗的过程,超声波频率28kHz-35kHz,如28kHz、30kHz、35kHz等,功率为2-2.5w/cm
S4:对阀门喷吹热风进行干燥,对阀门喷吹热风进行干燥的步骤中,热风的温度为60-70℃,如60℃、65℃、70℃等,风量为2000-4000m
上述的大型阀门清洗方法,先对阀门使清洗液进行冲洗,并在冲洗过程中才有桨叶和超声波搅动水流,提高冲洗效果。之后再对阀门进行喷淋冲洗,并再次对阀门进行一次冲洗以去除清洗液,最后对阀门进行吹热风干燥,以防止阀门上残留水分使阀门锈蚀。上述的大型阀门清洗方法,能够显著提高阀门的清洗效果,去除阀门上的油污和铁屑。
使用清洗液对阀门进行六个相互垂直的方向上的冲洗的步骤S2是在第二齿链式传输带上进行。
对六个相互垂直的方向的冲洗顺序是:先对阀门的底面和顶面进行冲洗,冲洗时间4-6min,如4min、5min、6min等,再对阀门的左侧和右侧进行冲洗,冲洗时间为3-5min,如3min、4min、5min等,对阀门的左侧和右侧进行冲洗的最后1-2min内,如1min、1.5min、2min等,对阀门的前部和后部进行冲洗,喷洗时间为8-10min,如8min、9min、10min等,在对阀门的前部和后部进行冲洗的最后2-4min内,如2min、3min、4min等,开启所有方向的喷管,在六个相互垂直的方向上同时对阀门进行冲洗。
上述的冲洗方式,可以节省清洗液的用量,并且还能防止各方向上的喷管喷出的清洗液之间相互干扰提高清洗效果。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
喷淋生产线以及喷淋清洗方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0