









专利摘要
本发明涉及机械自动化加工领域,特别涉及一种膨胀钉自动插钉机,包括工作台、设置在工作台正中位置的多工位转盘、依次设置在多工位转盘周围的膨胀管上料装置、螺杆上料装置、按压装置和下料装置,多工位转盘在旋转电机的带动下,依次转过各个子装置并停留,膨胀钉工件被抓取组件抓取并放至膨胀钉治具上的圆柱形凹槽结构中,随后先后被第一按压气缸和第二按压气缸按压定位,随后多工位转盘转至螺杆上料装置处,螺杆被螺杆上料装置推送至插钉组件处,螺杆被插钉组件插入膨胀钉工件上的套管中,随后在下料装置处,成品膨胀钉工件被下料装置取下,如此反复。本设置实现自动化插钉加工,节省了人力和时间,在生产中提升生产效率。
权利要求
1.一种膨胀钉自动插钉机,其特征在于:包括工作台(1)、设置在工作台(1)正中位置的多工位转盘(2)、膨胀管上料装置(3)、按压装置(4)、螺杆上料装置(5)和下料装置(6),所述膨胀管上料装置(3)、螺杆上料装置(5)、按压装置(4)和下料装置(6)均设置在工作台(1)上且依次设置在多工位转盘(2)周围,所述多工位转盘(2)上设置有多个膨胀钉治具(2a),所述膨胀钉治具(2a)位于多工位转盘(2)的四周,膨胀钉治具(2a)之间等距设置,所述膨胀管上料装置(3)包括第一振动盘(3a)、第一导轨(3b)和抓取组件(3c),所述第一导轨(3b)的一端与第一振动盘(3a)的输出端固定连接,第一导轨(3b)的另一端朝向多工位转盘(2),所述抓取组件(3c)设置在第一导轨(3b)上方,所述按压装置(4)包括龙门架(4a)、第一按压气缸(4b)和第二按压气缸(4c),所述第一按压气缸(4b)和第二按压气缸(4c)固定在龙门架(4a)上,所述螺杆上料装置(5)包括螺丝推送组件(5a)和插钉组件(5b),所述螺丝推送组件(5a)、插钉组件(5b)和多工位转盘(2)位于同一水平面,所述下料装置(6)包括下料气缸(6a)和收集箱(6c);
所述抓取组件(3c)固定在龙门架(4a)上,所述抓取组件(3c)包括丝杆滑台(3c1)、固定在丝杆滑台(3c1)上的升降气缸(3c2)和固定在升降气缸(3c2)输出端的气动夹爪(3c3),所述丝杆滑台(3c1)横向设置且与第一导轨(3b)平行设置,所述升降气缸(3c2)的输出端方向朝向工作台(1),所述气动夹爪(3c3)的方向朝向第一导轨(3b);
所述第一按压气缸(4b)和第二按压气缸(4c)的输出端方向朝向工作台(1),所述第一按压气缸(4b)的前端设置有第一按压塞(4b1),所述第二按压气缸(4c)的前端设置有第二按压塞(4c1),所述第一按压塞(4b1)和第二按压塞(4c1)位于膨胀钉治具(2a)的正上方。
2.根据权利要求1所述的一种膨胀钉自动插钉机,其特征在于:所述多工位转盘(2)下方设置有旋转电机(2b),旋转电机(2b)的输出端与多工位转盘(2)的中心位置相连接,所述旋转电机(2b)为伺服电机。
3.根据权利要求1所述的一种膨胀钉自动插钉机,其特征在于:所述膨胀钉治具(2a)的数目至少设置有四个,所述膨胀钉治具(2a)上设置有圆柱形凹槽结构(2a1),所述圆柱形凹槽结构(2a1)为向上敞开设置。
说明书
技术领域
本发明涉及机械自动化加工领域,特别涉及一种膨胀钉自动插钉机。
背景技术
膨胀钉,是一种广泛用于建筑装潢中的建材,小巧实用,膨胀钉由螺杆和膨胀管等部件组成。从材质上分为金属膨胀钉和塑料膨胀钉,从安装方式分为拧入式膨胀钉和敲击式膨胀钉。
固定原理:膨胀钉由螺杆和膨胀管等部件组成。螺杆尾部为圆锥状:圆锥的内径大于膨胀管内径。当螺母拧紧的时候,螺杆向外移动。通过螺纹的轴向移动。使用圆锥部分移动,进而在膨胀管的外周形成很大的正压力,加之圆锥的角度很小从而使墙体、膨胀管以及圆锥间形成摩擦自锁,进而达到固定的作用。膨胀钉是利用楔形斜度导致的膨胀所产生的摩擦力达到固定的效果。
应用范围:一般用于防护栏、雨篷、空调等在水泥、砖等材料上的紧固。膨胀钉的用途广泛,在其使用前需要将螺杆插入膨胀管上的套管中,如果采用人工进行加工装配的话,不但费时费力,而且成品质量也会良莠不齐,对于膨胀钉加工行业采用自动化的插钉机械显得非常有必要。
发明内容
本发明的目的在于针对现有技术的不足,提供一种膨胀钉自动插钉机。
为解决上述问题,本发明提供以下技术方案:一种膨胀钉自动插钉机,包括工作台、设置在工作台正中位置的多工位转盘、膨胀管上料装置、按压装置、螺杆上料装置和下料装置,所述膨胀管上料装置、螺杆上料装置、按压装置和下料装置均设置在工作台上且依次设置在多工位转盘周围,所述多工位转盘上设置有多个膨胀钉治具,所述膨胀钉治具位于多工位转盘的四周,膨胀钉治具之间等距设置,所述膨胀管上料装置包括第一振动盘、第一导轨和抓取组件,所述第一导轨的一端与第一振动盘的输出端固定连接,第一导轨的另一端朝向多工位转盘,所述抓取组件设置在第一导轨上方,所述按压装置包括龙门架、第一按压气缸和第二按压气缸,所述第一按压气缸和第二按压气缸固定在龙门架上,所述螺杆上料装置包括螺丝推送组件和插钉组件,所述螺丝推送组件、插钉组件和多工位转盘位于同一水平面,所述下料装置包括下料气缸和收集箱;
所述抓取组件固定在龙门架上,所述抓取组件包括丝杆滑台、固定在丝杆滑台上的升降气缸和固定在升降气缸输出端的气动夹爪,所述丝杆滑台横向设置且与第一导轨平行设置,所述升降气缸的输出端方向朝向工作台,所述气动夹爪的方向朝向第一导轨;
所述第一按压气缸和第二按压气缸的输出端方向朝向工作台,所述第一按压气缸的前端设置有第一按压塞,所述第二按压气缸的前端设置有第二按压塞,所述第一按压塞和第二按压塞位于膨胀钉治具的正上方。
进一步地,所述多工位转盘下方设置有旋转电机,旋转电机的输出端与多工位转盘的中心位置相连接,所述旋转电机为伺服电机。
进一步地,所述膨胀钉治具的数目至少设置有四个,所述膨胀钉治具上设置有圆柱形凹槽结构,所述圆柱形凹槽结构为向上敞开设置。
有益效果:本发明的一种膨胀钉自动插钉机,通过各个子装置的设置能实现膨胀钉的自动化插钉加工装配,只需将工件倒入相应的振动盘中,便可以由机器完成加工,多工位转盘上的多个膨胀钉治具,能够使得多个工序同时进行,极大地提升了工作效率;第一按压气缸和第二按压气缸的双重设置,保证了膨胀钉工位精确地在膨胀钉治具上就位,插钉时不会产生误差,避免了次品的出现,设备的产出质量得到保证;螺杆在螺丝推送组件和插钉组件的配合下,能够有序精准地完成插钉加工;下料装置设置有下料滑道,对成品起到缓冲作用,避免成品出现损坏,本设备能够释放人力劳动,实现自动化加工装配,极大地提升了生产效率和质量。
附图说明
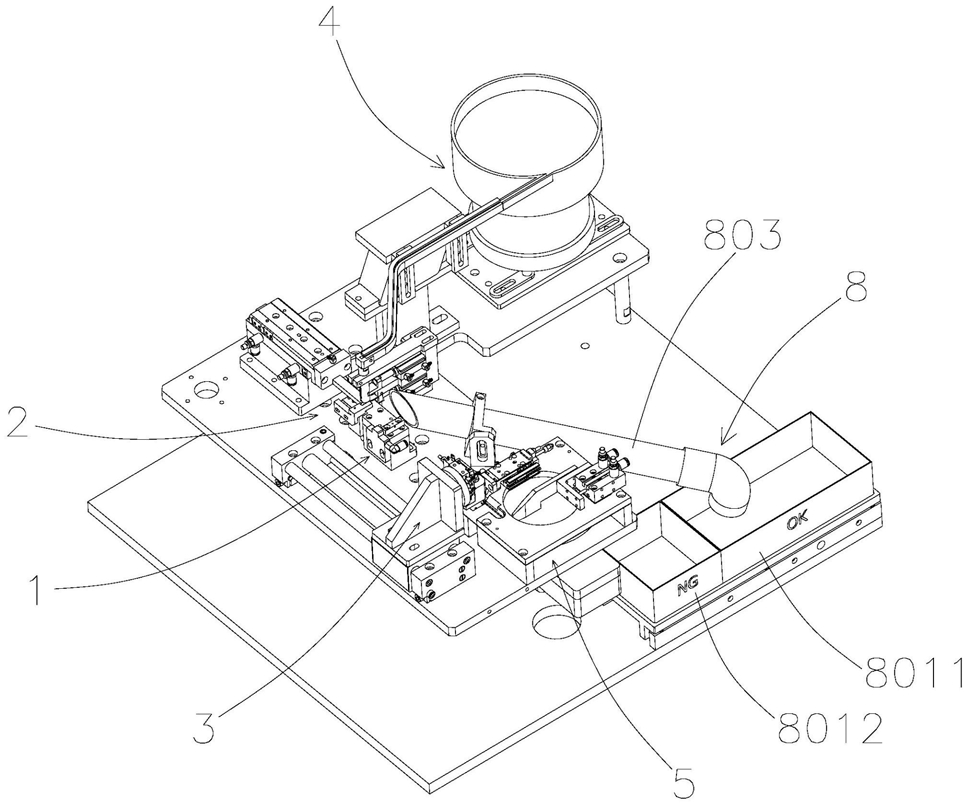
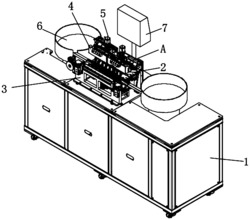
图1为本发明的立体结构示意图;
图2为图1中A处的放大示意图;
图3为图1中B处的放大示意图;
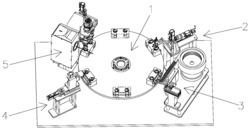
图4为本发明的俯视图;
图5为本发明的主视图;
图6为本发明的膨胀管上料装置结构示意图;
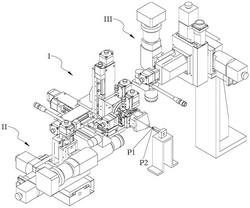
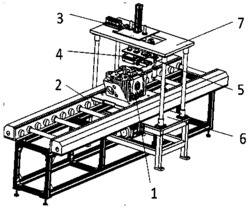
图7为本发明的螺杆上料装置结构示意图;
图8为本发明的螺杆上料装置工作原理示意图;
图9为本发明的下料装置结构示意图;
图10为本发明的按压装置结构示意图;
附图标记说明:工作台1,多工位转盘2,膨胀钉治具2a,圆柱形凹槽结构2a1,旋转电机2b,膨胀管上料装置3,第一振动盘3a,第一导轨3b,抓取组件3c,丝杆滑台3c1,升降气缸3c2,气动夹爪3c3,按压装置4,龙门架4a,第一按压气缸4b,第一按压塞4b1,第二按压气缸4c,第二按压塞4c1,螺杆上料装置5,螺丝推送组件5a,第二振动盘5a1,第二导轨5a2,推送气缸5a3,推送块5a4,圆孔结构5a41,挡板5a5,插钉组件5b,插钉气缸5b1,插钉块5b2,顶针5b21,固定滑台5b3,下料装置6,下料气缸6a,下料块6b,倒钩结构6b1,收集箱6c,下料滑道6d,膨胀钉工件7。
具体实施方式
下面结合说明书附图和实施例,对本发明的具体实施例做进一步详细描述:
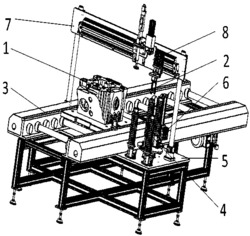
参照图1至图10所示的一种膨胀钉自动插钉机,包括工作台1、设置在工作台1正中位置的多工位转盘2、膨胀管上料装置3、按压装置4、螺杆上料装置5和下料装置6,所述膨胀管上料装置3、螺杆上料装置5、按压装置4和下料装置6均设置在工作台1上且依次设置在多工位转盘2周围,所述多工位转盘2上设置有多个膨胀钉治具2a,所述膨胀钉治具2a位于多工位转盘2的四周,膨胀钉治具2a之间等距设置,所述膨胀管上料装置3包括第一振动盘3a、第一导轨3b和抓取组件3c,所述第一导轨3b的一端与第一振动盘3a的输出端固定连接,第一导轨3b的另一端朝向多工位转盘2,所述抓取组件3c设置在第一导轨3b上方,所述按压装置4包括龙门架4a、第一按压气缸4b和第二按压气缸4c,所述第一按压气缸4b和第二按压气缸4c固定在龙门架4a上,所述螺杆上料装置5包括螺丝推送组件5a和插钉组件5b,所述螺丝推送组件5a、插钉组件5b和多工位转盘2位于同一水平面,所述下料装置6包括下料气缸6a和收集箱6c。本设备在工作时,先将膨胀钉工件7放入第一振动盘3a中,将螺杆放入第二振动盘5a1中,多工位转盘2在旋转电机2b的带动下,依次转过各个子装置并停留,随后膨胀钉工件7被整齐排列地输送到第一导轨3b上,然后膨胀钉工件7被抓取组件3c抓取并放至膨胀钉治具2a上的圆柱形凹槽结构2a1中,随后多工位转盘2转至按压装置4下方,先后被第一按压气缸4b和第二按压气缸4c按压定位,使得膨胀钉工件7固定在膨胀钉治具2a上,随后多工位转盘2转至螺杆上料装置5处,螺杆被第二振动盘5a1整齐排列输送至第二导轨5a2上,然后螺杆被螺杆上料装置5推送至插钉组件5b处,螺杆被插钉组件5b插入膨胀钉工件7上的套管中,随后多工位转盘2带着插钉加工完成的膨胀钉工件7转至下料装置6处,成品膨胀钉工件7被下料装置6取下,随后膨胀钉治具2a空出,再转至膨胀管上料装置3进行下一轮的上料加工,如此反复,本设备实现自动化插钉加工,节省了人力和时间,在工厂生产中能提升生产效率,误差率低,成品质量优良,使得成本降低的同时产量提升,带来更大的利润。
所述多工位转盘2下方设置有旋转电机2b,旋转电机2b的输出端与多工位转盘2的中心位置相连接,所述旋转电机2b为伺服电机。所述旋转电机2b能够精确地带动多工位转盘2转动,使得上面的膨胀钉治具2a能够停留在各个子装置处,保证各工位不会出现误差,使得机器有序的运作。
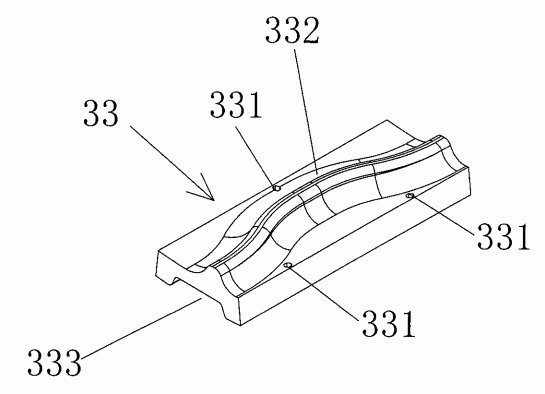
所述膨胀钉治具2a的数目至少设置有四个,所述膨胀钉治具2a上设置有圆柱形凹槽结构2a1,所述圆柱形凹槽结构2a1为向上敞开设置。多工位的设置能提升加工装配的效率,圆柱形凹槽结构2a1用来容纳固定膨胀钉工件7。
参照图6所示,所述抓取组件3c固定在龙门架4a上,所述抓取组件3c包括丝杆滑台3c1、固定在丝杆滑台3c1上的升降气缸3c2和固定在升降气缸3c2输出端的气动夹爪3c3,所述丝杆滑台3c1横向设置且与第一导轨3b平行设置,所述升降气缸3c2的输出端方向朝向工作台1,所述气动夹爪3c3的方向朝向第一导轨3b。所述丝杆滑台3c1带动升降气缸3c2和气动夹爪3c3横向移动,往返于多工位转盘2和第一导轨3b上方,升降气缸3c2在第一导轨3b上方启动使得气动夹爪3c3下降,将第一导轨3b中排列整齐的膨胀钉工件7抓取,随后升降气缸3c2上升,丝杆滑台3c1向多工位转盘2横移,随后升降气缸3c2和气动夹爪3c3配合将膨胀钉工件7放置在膨胀钉治具2a上,完成膨胀管上料工序。
参照图10所示,所述第一按压气缸4b和第二按压气缸4c的输出端方向朝向工作台1,所述第一按压气缸4b的前端设置有第一按压塞4b1,所述第二按压气缸4c的前端设置有第二按压塞4c1,所述第一按压塞4b1和第二按压塞4c1位于膨胀钉治具2a的正上方。第一按压气缸4b推动第一按压塞4b1将膨胀钉治具2a上的膨胀钉工件7压至圆柱形凹槽结构2a1中,第二按压气缸4c推动第二按压塞4c1进行再次按压,确保工件就位,不会出现误差,保证了插钉加工时不会产生偏差,确保成品质量。
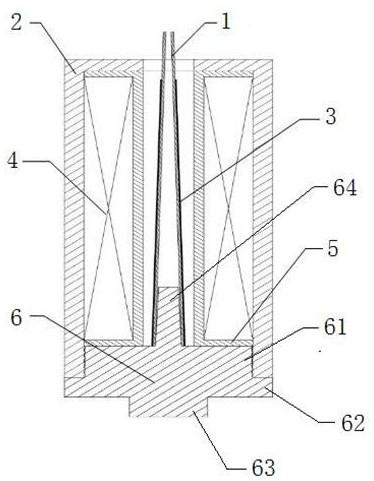
参照图7至图8所示,所述螺丝推送组件5a包括第二振动盘5a1、第二导轨5a2、推送气缸5a3、设置在推送气缸5a3输出端的推送块5a4、设置在第二导轨5a2延伸端的挡板5a5,所述第二导轨5a2的一端与第二振动盘5a1固定连接,所述推送气缸5a3与第二导轨5a2垂直设置,所述推送块5a4设置在第二导轨5a2和挡板5a5之间。第二振动盘5a1将螺杆整齐排列输送至第二导轨5a2上,进而进入推送块5a4中,推送气缸5a3推动推送块5a4到达插钉组件5b处,挡板5a5的设置避免螺杆伸出,脱离推送块5a4,推送块5a4在送料的过程中,同时阻止了后续的螺杆向前,避免出现混乱。
参照图7至图8所示,所述插钉组件5b包括插钉气缸5b1、设置在插钉气缸5b1输出端的插钉块5b2和固定滑台5b3,所述插钉块5b2设置在固定滑台5b3上,所述插钉块5b2与固定滑台5b3滑动连接,所述插钉块5b2前端设置有顶针5b21,所述顶针5b21正对着膨胀钉治具2a上的圆柱形凹槽结构2a1。当多工位转盘2带着膨胀钉工件7到达插钉组件5b的工位时,插钉气缸5b1推动插钉块5b2在固定滑台5b3上前后移动,插钉块5b2前端的顶针5b21可将螺杆顶入膨胀钉工件7的套管中。
参照图7至图8所示,所述第二导轨5a2和插钉气缸5b1平行设置,所述推送块5a4上设置有圆孔结构5a41,所述圆孔结构5a41与顶针5b21插接配合,所述推送气缸5a3的行径长度等于第二导轨5a2和插针组件间的距离。所述推送块5a4上的圆孔结构5a41可容纳螺杆,推送块5a4带着螺杆到达插钉组件5b处后,插钉块5b2上的顶针5b21将圆孔结构5a41中的螺杆顶出,插入膨胀钉工件7的套管中。
参照图9所示,所述收集箱6c固定在工作台1上,收集箱6c为向上敞开设置,所述下料气缸6a和多工位转盘2平行设置,下料气缸6a的输出端设置有下料块6b,所述下料块6b位于膨胀钉治具2a的上方,所述下料块6b上还设置有倒钩结构6b1,倒钩结构6b1向下朝向膨胀钉治具2a,所述倒钩结构6b1的宽度小于圆柱形凹槽结构2a1的宽度。在完成插钉加工后,多工位转盘2带着成品转至下料装置6处,下料块6b在下料气缸6a的带动下,收回运动,倒钩结构6b1将圆柱形凹槽结构2a1中的成品拉出,使其进入收集箱6c,随后下料气缸6a向前推动下料块6b,倒钩结构6b1正好从空的圆柱形凹槽结构2a1中原路返回,回到先前的位置,等待进行下一个成品的下料。
所述下料装置6还包括下料滑道6d,所述下料滑道6d固定在工作台1上,所述下料滑道6d为倾斜设置且为向上敞开结构,所述下料滑道6d的一端位于下料气缸6a的下方,下料滑道6d的另一端位于收集箱6c的上方。成品在下料块6b的拉动下,掉入下料滑道6d中,然后顺着下料滑道6d进入收集箱6c中,下料滑道6d使得成品下落有一定的缓冲,避免直接掉落造成损坏。
工作原理:本设备在工作时,先将膨胀钉工件7放入第一振动盘3a中,将螺杆放入第二振动盘5a1中,多工位转盘2在旋转电机2b的带动下,依次转过各个子装置并停留,随后膨胀钉工件7被整齐排列地输送到第一导轨3b上,然后膨胀钉工件7被抓取组件3c抓取并放至膨胀钉治具2a上的圆柱形凹槽结构2a1中,随后多工位转盘2转至按压装置4下方,先后被第一按压气缸4b和第二按压气缸4c按压定位,使得膨胀钉工件7固定在膨胀钉治具2a上,随后多工位转盘2转至螺杆上料装置5处,螺杆被第二振动盘5a1整齐排列输送至第二导轨5a2上,然后螺杆被螺杆上料装置5推送至插钉组件5b处,螺杆被插钉组件5b插入膨胀钉工件7上的套管中,随后多工位转盘2带着插钉加工完成的膨胀钉工件7转至下料装置6处,成品膨胀钉工件7被下料装置6取下,随后膨胀钉治具2a空出,再转至膨胀管上料装置3进行下一轮的上料加工,如此反复,本设置实现自动化插钉加工,节省了人力和时间,在工厂生产中能提升生产效率,误差率低,成品质量优良,使得成本降低的同时产量提升,带来更大的利润。
所述旋转电机2b能够精确地带动多工位转盘2转动,使得上面的膨胀钉治具2a能够停留在各个子装置处,保证各工位不会出现误差,使得机器有序的运作。
多工位的设置能提升加工装配的效率,圆柱形凹槽结构2a1用来容纳固定膨胀钉工件7。
所述丝杆滑台3c1带动升降气缸3c2和气动夹爪3c3横向移动,往返于多工位转盘2和第一导轨3b上方,升降气缸3c2在第一导轨3b上方启动使得气动夹爪3c3下降,将第一导轨3b中排列整齐的膨胀钉工件7抓取,随后升降气缸3c2上升,丝杆滑台3c1向多工位转盘2横移,随后升降气缸3c2和气动夹爪3c3配合将膨胀钉工件7放置在膨胀钉治具2a上,完成膨胀管上料工序。
第一按压气缸4b推动第一按压塞4b1将膨胀钉治具2a上的膨胀钉工件7压至圆柱形凹槽结构2a1中,第二按压气缸4c推动第二按压塞4c1进行再次按压,确保工件就位,不会出现误差,保证了插钉加工时不会产生偏差,确保成品质量。
第二振动盘5a1将螺杆整齐排列输送至第二导轨5a2上,进而进入推送块5a4中,推送气缸5a3推动推送块5a4到达插钉组件5b处,挡板5a5的设置避免螺杆伸出,脱离推送块5a4,推送块5a4在送料的过程中,同时阻止了后续的螺杆向前,避免出现混乱。
当多工位转盘2带着膨胀钉工件7到达插钉组件5b的工位时,插钉气缸5b1推动插钉块5b2在固定滑台5b3上前后移动,插钉块5b2前端的顶针5b21可将螺杆顶入膨胀钉工件7的套管中。
所述推送块5a4上的圆孔结构5a41可容纳螺杆,推送块5a4带着螺杆到达插钉组件5b处后,插钉块5b2上的顶针5b21将圆孔结构5a41中的螺杆顶出,插入膨胀钉工件7的套管中。
在完成插钉加工后,多工位转盘2带着成品转至下料装置6处,下料块6b在下料气缸6a的带动下,收回运动,倒钩结构6b1将圆柱形凹槽结构2a1中的成品拉出,使其进入收集箱6c,随后下料气缸6a向前推动下料块6b,倒钩结构6b1正好从空的圆柱形凹槽结构2a1中原路返回,回到先前的位置,等待进行下一个成品的下料。
成品在下料块6b的拉动下,掉入下料滑道6d中,然后顺着下料滑道6d进入收集箱6c中,下料滑道6d使得成品下落有一定的缓冲,避免直接掉落造成损坏。
膨胀钉自动插钉机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0