








专利摘要
本发明公开了USB接口的内芯、接口及制造方法,该USB接口的内芯包括:金属簧片部分和簧片座,其中,金属簧片部分包括:端部和多个金属簧片,其中,多个金属簧片依次固定在端部上;簧片座包括:固定部分,用于将金属簧片部分固定在簧片座上。通过本发明解决了相关技术中USB接口生产中存在的问题,进而降低了USB接口在生产的过程中报废率。
说明书
技术领域技术领域
本发明涉及通信领域,具体而言,涉及一种通用串行总线(Universal Serial Bus,简称为USB)接口的内芯、接口及制造方法。
技术背景背景技术
标准的数据卡USB接口中,其物理结构上有四个外形较小金属簧片,金属簧片通过模内注塑的方式镶嵌入塑胶中,提供通讯功能。在目前通用的做法中,都是通过模内注塑的方法,将金属簧片嵌入塑料中。由于金属簧片较小,难以定位,在塑胶注射过程中,很容易产生偏位、变形等缺陷,从而导致USB接口报废,降低产能,增高成本。
发明内容发明内容
本发明的主要目的在于提供一种USB接口的内芯、接口及制造方法,以至少解决上述问题之一。
根据本发明的一个方面,提供了一种通用串行总线USB接口的内芯,包括:金属簧片部分和簧片座,其中,所述金属簧片部分包括:端部和多个金属簧片,其中,所述多个金属簧片依次固定在所述端部上;所述簧片座包括:固定部分,用于将所述金属簧片部分固定在所述簧片座上。
优选地,每个所述金属簧片的顶端为钩状。
优选地,所述簧片座的固定部分为柱体,所述金属簧片上设置有与所述柱体的横截面形状相同的孔,通过将所述孔穿过所述柱体将所述金属簧片固定在所述簧片座上。
优选地,所述金属簧片部分为冲压形成。
优选地,所述簧片座为注塑成型的塑料片。
根据本发明的另一个方面,还提供了一种USB接口,包括上述的USB接口的内芯。
优选地,该USB接口还包括:用于装配所述内芯的本体,以及金属外盖。
根据本发明的再一个方面,还提供了一种USB接口的制造方法,所述USB接口包括上述的USB接口的内芯,所述方法包括:将所述金属簧片部分固定在所述簧片座上;将组装好的所述金属簧片部分和所述簧片座装配到USB本体上;将装配好的USB本体盖上外盖。
通过本发明,解决了相关技术中USB接口生产中存在的问题,进而降低了USB接口在生产的过程中报废率。
附图说明附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1是根据本发明实施例的USB接口的内芯的金属簧片的结构示意图;
图2是根据本发明实施例的USB接口的内芯的簧片座的结构示意图;
图3是根据本发明实施例的USB接口的内芯的金属簧片和塑料片组装结构示意图;
图4是根据本发明实施例的USB本体结构示意图;
图5是根据本发明实施例的USB接口金属外盖的结构示意图;
图6是根据本发明实施例的USB接口的制造方法的流程图。
具体实施方式具体实施方式
下文中将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
图1是根据本发明实施例的USB接口的内芯的金属簧片的结构示意图,如图1所示,金属簧片部分1包括:端部11和多个金属簧片12,其中,多个金属簧片12依次固定在端部11上。
在实际生产过程中,上述金属簧片部分1可以通过机加工形成,例如,通过冲压的机加工方式,此外,金属簧片12与端部11也可以通过焊接的方式相连接。实际生产中,可结合生产条件和设备情况选择最合适的制造方法。
优选地,上述多个金属簧片12顶端为钩状。金属簧片这样的设计配合簧片座,可以有效地解决相关技术中USB接口制造过程中金属簧片难以定位的问题。
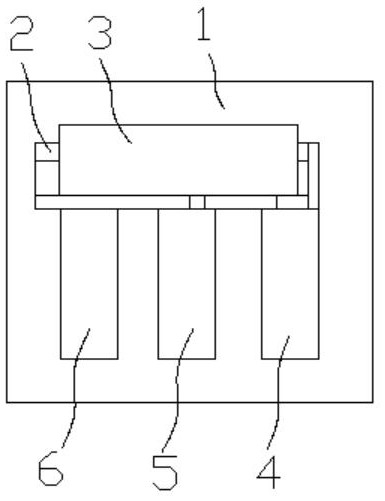
图2是根据本发明实施例的USB接口的内芯的簧片座的结构示意图。如图2所示,簧片座2包括:固定部分21,用于将金属簧片部分1固定在簧片座2上。簧片座2可通过注塑工艺制造,材料可以是树脂材料,例如,塑料。
优选地,上述簧片座2和金属簧片部分1可通过人工或机器方式进行组装。
优选地,为使金属簧片12可以良好地固定在和簧片座2上,在簧片座2上还有用于固定的柱体21,同时在金属簧片12上设置有与柱体21的横截面形状相同的孔13,通过将孔13穿过所述柱体将金属簧片12固定在簧片座2上。通过柱孔配合,金属簧片12和簧片座2可实现定位进而提高金属簧片12的牢固度,从而更好的解决了相关技术中在USB接口生产过程中金属簧片容易偏位、变形的问题。
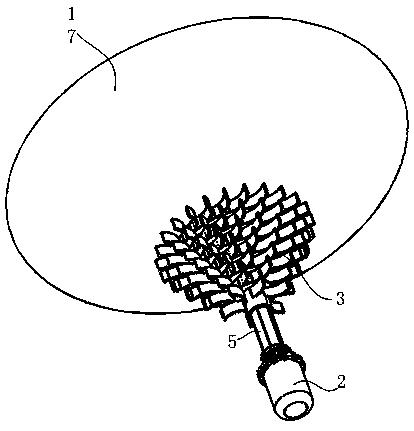
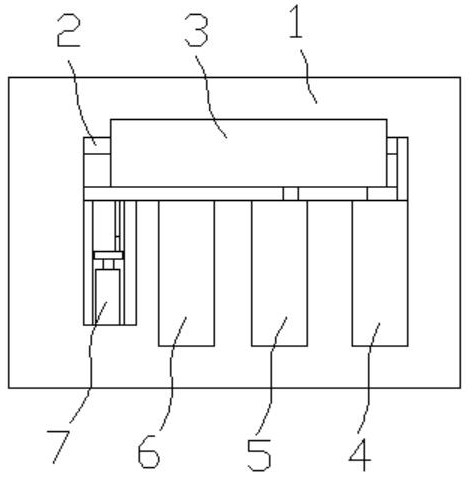
图3是根据本发明实施例的USB接口的内芯的金属簧片和塑料片组装结构示意图。如图3所示,本实施例提供的USB接口的内芯包括:金属簧片部分1和簧片座2。通过将金属簧片部分1和簧片座2组装生产USB接口内芯,可对金属簧片部分1和簧片座2可单独大批量生产,可以大幅度提高产能,降低成本。
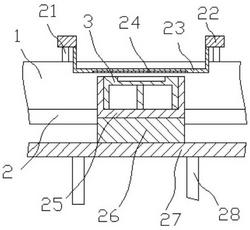
图4是根据本发明实施例的USB本体结构示意图。如图4所示的USB接口,优选地,包括图1-3所示的USB接口的内芯。
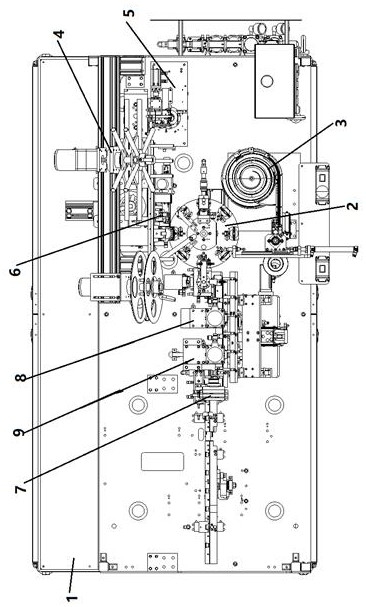
图5是根据本发明实施例的USB接口金属外盖的结构示意图。如图5所示的金属外盖可与图4所示的USB接口的内芯组装成USB接口。
图6是根据本发明实施例的USB接口的制造方法流程图。如图6所示的USB接口包括图1-4所示的USB接口的内芯,该方法包括:S602,将金属簧片部分固定在簧片座上;S604将组装好的金属簧片部分和簧片座装配到USB本体上;S606将装配好的USB本体盖上外盖。
通过上述方法生产USB接口,简单、易行,解决了相关技术中由于金属簧片较小,难以定位,在塑胶注射过程中容易产生偏未、变形导致USB接口报废的问题,可以大幅度提高产能,降低成本。
在本实施例中,还提供了一种USB接口的制造方法,可以通过以下步骤实现:
S1,通过冲压成形金属簧片;
S2,通过注塑成型塑料片;
S3,通过人工将金属簧片和塑料片组装在一起;
S4,通过注塑成型USB本体;
S5,将金属簧片和塑料片的组装件装配到USB本体上;
S6,通过冲压成形金属外盖;
S7,将S5的组装体装上金属外盖,即完成了整个USB接口的制造过程。
通过本实施例提供的USB接口的制造方法,可以有效地解决相关技术中USB接口制造过程中金属簧片难以定位的问题,该方法简单、易行,可以大幅度提高产能,降低成本。
从以上的描述中,可以看出,本发明实现了如下技术效果:USB接口的生产简单、易行,可以大幅度提高产能,降低成本。
显然,本领域的技术人员应该明白,上述的本发明的各模块或各步骤可以用通用的计算装置来实现,它们可以集中在单个的计算装置上,或者分布在多个计算装置所组成的网络上,可选地,它们可以用计算装置可执行的程序代码来实现,从而可以将它们存储在存储装置中由计算装置来执行,或者将它们分别制作成各个集成电路模块,或者将它们中的多个模块或步骤制作成单个集成电路模块来实现。这样,本发明不限制于任何特定的硬件和软件结合。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
通用串行总线接口的内芯、接口及制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0