









专利摘要
本发明提供一种移动终端及其壳体及壳体的加工方法,壳体设有饰品装配槽,饰品装配槽用于装配饰品,饰品装配槽包括底槽和对称设置于底槽端部的侧槽,底槽的延伸面与侧槽的延伸面非平面相交衔接,使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
权利要求
1.一种壳体,其特征在于,所述壳体设有饰品装配槽,所述饰品装配槽用于装配饰品,所述饰品装配槽包括底槽和对称设置于所述底槽端部的侧槽,所述底槽的延伸面与所述侧槽的延伸面非平面相交衔接,使得所述饰品经由所述侧槽卡紧时与所述底槽形成间隔进而提升所述饰品在外部光线的照射下的璀璨度;
其中,所述饰品装配槽内进一步加工有多个饰品装配孔,所述饰品对应于多个所述饰品装配孔装配,所述饰品装配孔相对于所述底槽具有进一步的加工深度,以进一步加大间隔和反光效果进而提升所述饰品在外部光线的照射下的璀璨度;
其中,所述壳体还包括位于所述侧槽端部的收口槽,所述收口槽的槽宽小于所述侧槽的槽宽,所述底槽与所述侧槽之间形成有一过度槽,所述过度槽的一端与所述底槽连接,所述过度槽的另一端与所述侧槽连接,所述过度槽的槽宽与所述收口槽相等。
2.根据权利要求1所述的壳体,其特征在于,所述饰品装配孔包括底面、对称设于所述底面边缘的第一侧面和第二侧面,其中,所述第一侧面与所述底面夹角大于零。
3.根据权利要求2所述的壳体,其特征在于,所述侧槽包括:
第一斜面,设于所述第一侧面端部且与所述第一侧面的夹角大于零;
第二斜面,与所述第一斜面连接形成V形状。
4.根据权利要求3所述的壳体,其特征在于,所述饰品包括:
突出部,卡设于所述侧槽内;
下端,位于所述突出部的下部,间隔悬设于所述饰品装配孔内;
上端,位于所述突出部的上部,设于所述收口槽中。
5.根据权利要求4所述的壳体,其特征在于,所述收口槽的槽宽小于所述饰品突出部的直径,以弹性紧卡所述饰品。
6.根据权利要求5所述的壳体,其特征在于,所述壳体为方形,所述壳体由四条侧壁围绕形成,其中,至少有一所述侧壁设有所述饰品装配槽。
7.根据权利要求6所述的壳体,其特征在于,所述壳体由金属或塑料材料制成。
8.一种移动终端,其特征在于,包括权利要求1-7任意一项所述的壳体。
9.一种壳体的加工方法,其特征在于,包括如下步骤:
将壳体固定;
在所述壳体的侧壁铣出底槽;
在所述底槽端部剔出对称设置于所述底槽端部的侧槽,其中,所述底槽的延伸面与所述侧槽的延伸面非平面相交衔接,以使得饰品经由所述侧槽卡紧时与所述底槽形成间隔进而提升所述饰品在外部光线的照射下的璀璨度;
其中,所述在所述底槽端部剔出对称设置于所述底槽端部的侧槽步骤后还包括:
在所述饰品装配槽内进一步钻孔以形成多个饰品装配孔,其中,所述饰品对应于多个所述饰品装配孔装配,所述饰品装配孔相对于所述底槽具有进一步的加工深度,以进一步加大间隔和反光效果进而提升所述饰品在外部光线的照射下的璀璨度;
其中,所述在所述饰品装配槽内进一步钻孔以形成多个饰品装配孔步骤前还包括:
在侧槽的端部铣出收口槽,其中,所述收口槽的槽宽小于所述侧槽的槽宽,所述收口槽的槽宽小于所述饰品的突出部的直径,所述侧槽的一端形成有所述收口槽,所述侧槽的另一端形成有与所述底槽连接的过度槽,所述过度槽的槽宽与所述收口槽相等。
10.根据权利要求9所述的壳体的加工方法,其特征在于,所述在所述饰品装配槽内进一步钻孔以形成多个饰品装配孔步骤后还包括:
使所述收口槽变形以便将所述饰品镶嵌于所述饰品装配孔,其中,所述饰品的上端设于所述收口槽中,所述饰品的突出部卡紧于所述侧槽,所述饰品的下端悬于所述饰品装配孔内。
11.根据权利要求10所述的壳体的加工方法,其特征在于,所述使所述收口槽变形以便将所述饰品镶嵌于所述饰品装配孔步骤后还包括:
将镶嵌有所述饰品的所述壳体放入超声波清洗机清洗;
撬动镶嵌于所述壳中的饰品以检验所述饰品是否稳固于所述饰品装配孔。
12.根据权利要求11所述的壳体的加工方法,其特征在于,所述撬动镶嵌于所述壳中的饰品以检验所述饰品是否稳固于所述饰品装配孔步骤后还包括:
铣去所述壳体的外观余量;
对所述壳体进行喷砂。
13.根据权利要求12所述的壳体的加工方法,其特征在于,所述对所述壳体进行喷砂步骤后还包括:
对所述壳体进行第一次氧化处理;
对所述壳体进行高光加工;
对所述壳体进行第二次氧化处理;
铣去所述第一次和第二次氧化留下的余料。
14.根据权利要求13所述的壳体的加工方法,其特征在于,所述铣去所述第一次和第二次氧化留下的余料步骤后还包括:对所述壳体进行镭雕加工。
说明书
技术领域
本发明涉及壳体装饰技术领域,特别是涉及一种镶嵌饰品的壳体,及安装所述壳体的移动终端,还涉及一种所述壳体的加工方法。
背景技术
现有技术中壳体上镶石是通过因8400爪镶石技术将宝石于壳体中的孔,由于壳体中的孔与宝石的相匹配,宝石各面紧贴的孔壁,故贴于孔壁的宝石面无法透光,透光度不够导致宝石的璀璨度不够。
发明内容
本发明提供一种移动终端及其壳体及壳体的加工方法,以解决现有技术中透光度不够导致宝石的璀璨度不够的技术问题。
为解决上述技术问题,本发明采用的一个技术方案是:提供一种壳体,壳体设有饰品装配槽,饰品装配槽用于装配饰品,饰品装配槽包括底槽和对称设置于底槽端部的侧槽,底槽的延伸面与侧槽的延伸面非平面相交衔接,使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
其中,饰品装配槽内进一步加工有多个饰品装配孔,饰品对应于多个饰品装配孔装配,饰品装配孔相对于底槽具有进一步的加工深度,以进一步加大间隔和反光效果进而提升饰品在外部光线的照射下的璀璨度。
其中,饰品装配孔包括底面、对称设于底面边缘的第一侧面和第二侧面,其中,第一侧面与底面夹角大于零。
其中,侧槽包括第一斜面和第二斜面,第一斜面设于第一侧面端部且与第一侧面的夹角大于零;第二斜面与第一斜面连接形成V形状。
其中,壳体还包括位于侧槽端部的收口槽,收口槽的槽宽小于侧槽的槽宽。
其中,饰品包括突出部、下端以及上端,突出部卡设于侧槽内;下端位于突出部的下部,间隔悬设于饰品装配孔内;上端位于突出部的上部,设于收口槽中。
其中,收口槽的槽宽小于饰品突出部的直径,以弹性紧卡饰品。
其中,壳体为方形,壳体由四条侧壁围绕形成,其中,至少有一侧壁设有饰品装配槽。
其中,壳体由金属或塑料材料制成。
为解决上述技术问题,本发明采用的另一个技术方案是:提供一种移动终端,其包括上述的壳体。
为解决上述技术问题,本发明采用的另一个技术方案是:提供一种壳体的加工方法,其包括如下步骤:将壳体固定;在壳体的侧壁铣出底槽;在底槽端部剔出对称设置于底槽端部的侧槽,其中,底槽的延伸面与侧槽的延伸面非平面相交衔接,以使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
其中,在底槽端部剔出对称设置于底槽端部的侧槽步骤后还包括:在饰品装配槽内进一步钻孔以形成多个饰品装配孔,其中,饰品对应于多个饰品装配孔装配,饰品装配孔相对于底槽具有进一步的加工深度,以进一步加大间隔和反光效果进而提升饰品在外部光线的照射下的璀璨度。
其中,在饰品装配槽内进一步钻孔以形成多个饰品装配孔步骤前还包括:在侧槽的端部铣出收口槽,其中,收口槽的槽宽小于侧槽的槽宽,收口槽的槽宽小于饰品的突出部的直径。
其中,在饰品装配槽内进一步钻孔以形成多个饰品装配孔步骤后还包括:使收口槽变形以便将饰品镶嵌于饰品装配孔,其中,饰品的上端设于收口槽中,饰品的突出部卡紧于侧槽,饰品的下端悬于饰品装配孔内。
其中,使收口槽变形以便将饰品镶嵌于饰品装配孔步骤后还包括:将镶嵌有饰品的壳体放入超声波清洗机清洗;撬动镶嵌于壳中的饰品以 检验饰品是否稳固于饰品装配孔。
其中,撬动镶嵌于壳中的饰品以检验饰品是否稳固于饰品装配孔步骤后还包括:铣去壳体的外观余量;对壳体进行喷砂。
其中,对壳体进行喷砂步骤后还包括:对壳体进行第一次氧化处理;对壳体进行高光加工;对壳体进行第二次氧化处理;铣去第一次和第二次氧化留下的余料。
其中,铣去第一次和第二次氧化留下的余料步骤后还包括:对壳体进行镭雕加工。
与现有技术相比,本发明所提供的移动终端及其壳体及壳体的加工方法使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
附图说明
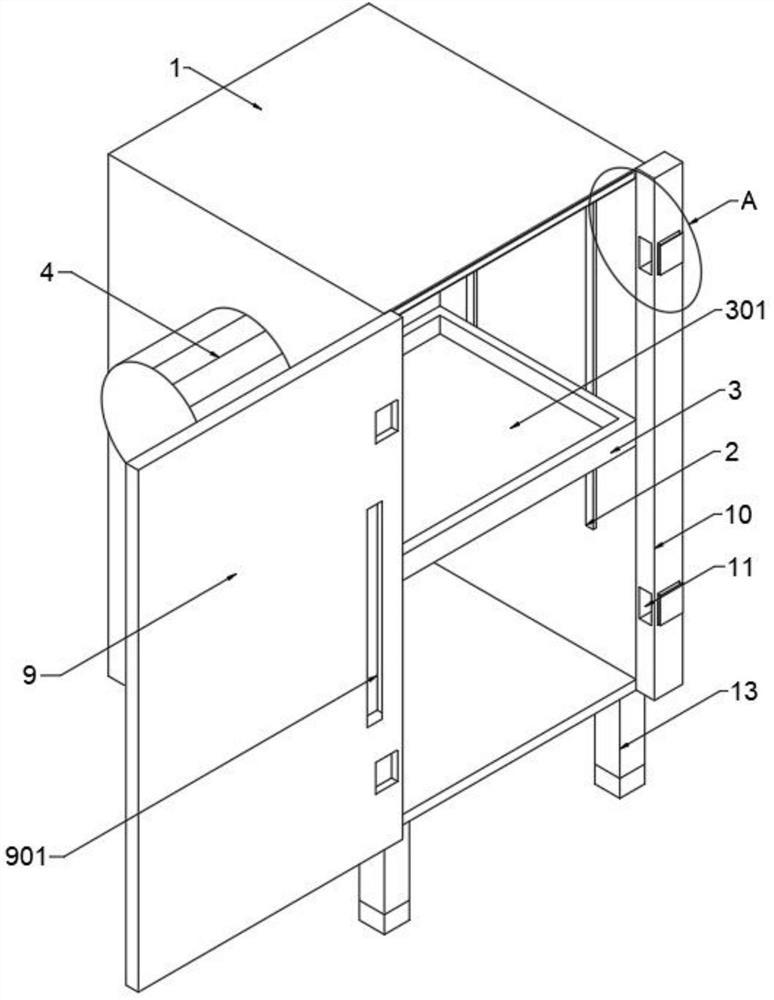
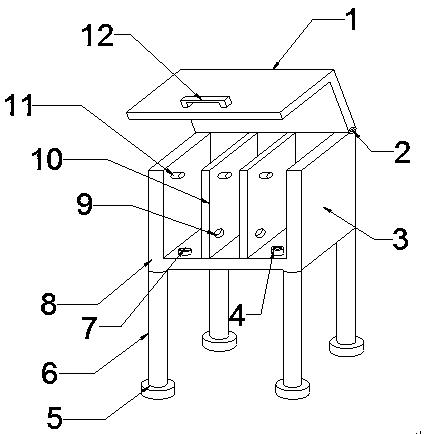
图1是本发明例一实施例壳体的主视图;
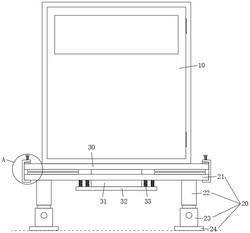
图2是图1中壳体的俯视图;
图3是图2中壳体A部分装配饰品后的局部放大示意图;
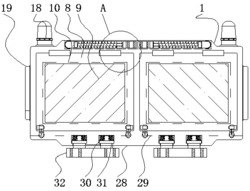
图4是本发明例另一实施例壳体的俯视图;
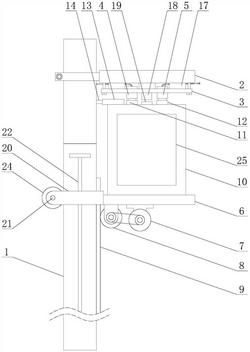
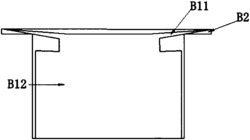
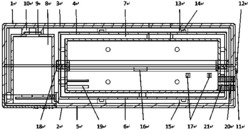
图5是图4中壳体B-B截面的局部剖视图;
图6是图4中壳体C部分的局部放大示意图;
图7是本发明饰品的结构示意图;
图8是本发明一实施例壳体的加工方法流程图;
图9是本发明另一实施例壳体的加工方法流程图;
图10是本发明另一实施例壳体的加工方法流程图。
具体实施方式
下面将结合附图和实施方式对本发明进行详细说明。
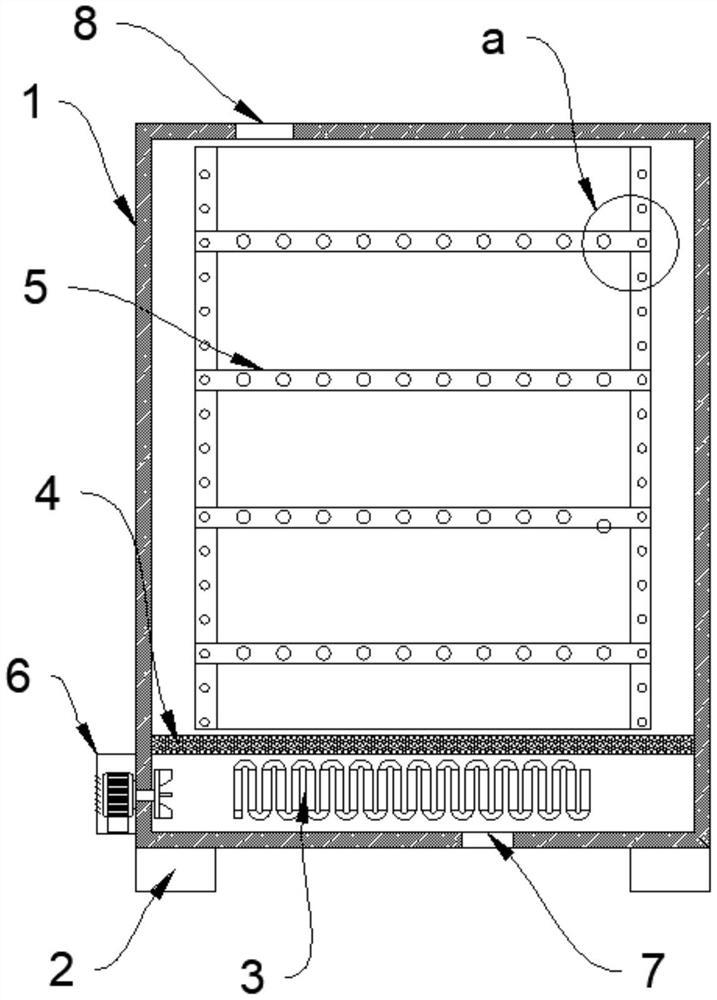
请一并参阅图1-3,图1是本发明一实施例壳体的主视图,图2是图1中壳体的俯视图,图3是图2中壳体A部分装配饰品后的局部放大示意图。
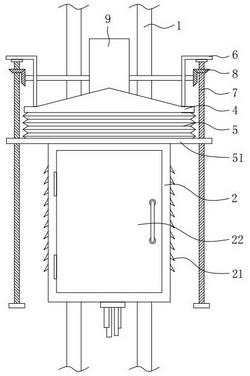
如图1所示,本实施例的壳体100的轮廓可以为方形、圆形或其它 不规则的形状,为了便于理解,本发明以方形举例,壳体100由四条侧壁10围绕形成,其可以进一步包括设于四条侧壁10中间的并与侧壁10垂直的壳盖20,当然也可以没有壳盖20,其可根据实体的需要进行设置。
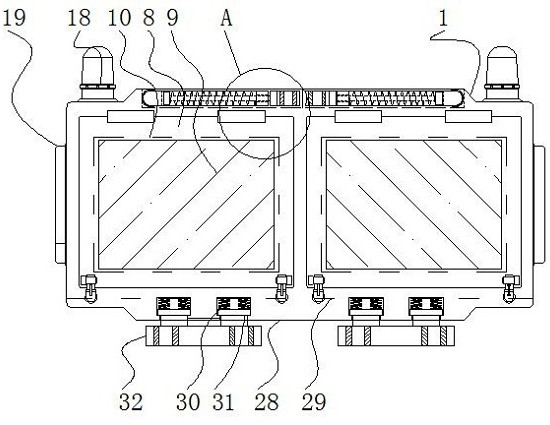
如图2所示,壳体100设有饰品装配槽30,装配槽30可以设于壳体100的侧壁10,值得说明的是,装配槽30可以设于壳盖20也可以设于至少一侧壁10,进一步,装配槽30的槽长可以等于侧壁10的长度,当然也可以是侧壁10中的某一段,还可以设于四条侧壁10并且四条侧壁10上的装配槽30彼此相通。
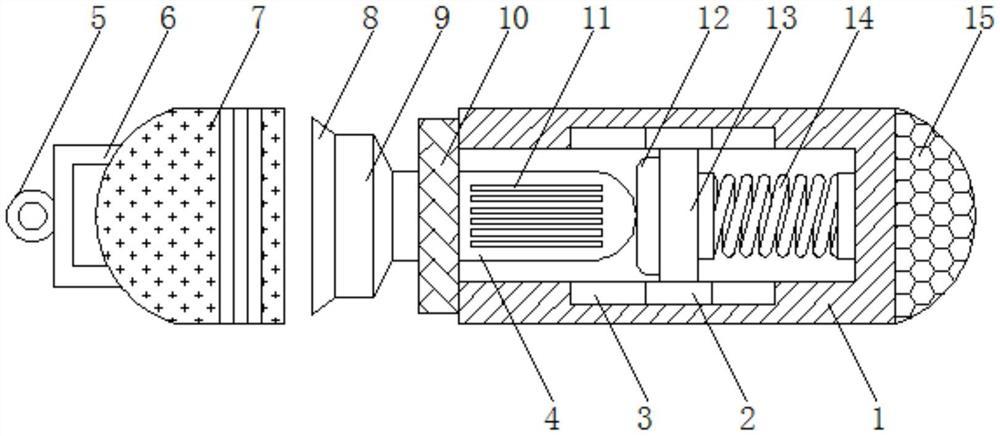
如图3所示,本发明的饰品装配槽30用于装配多个饰品150,饰品装配槽30包括底槽31和对称设置于底槽31端部的侧槽32,侧槽32与饰品150的最大直径的轮廓相匹配,用于夹紧饰品的最大直径的部位,底槽31的延伸面与侧槽32的延伸面非平面相交衔接,使得饰品150经由侧槽32卡紧时与底槽31形成间隔进而提升饰品150在外部光线的照射下的璀璨度,即,饰品150的下端各个面与底槽31形成有间隔33。
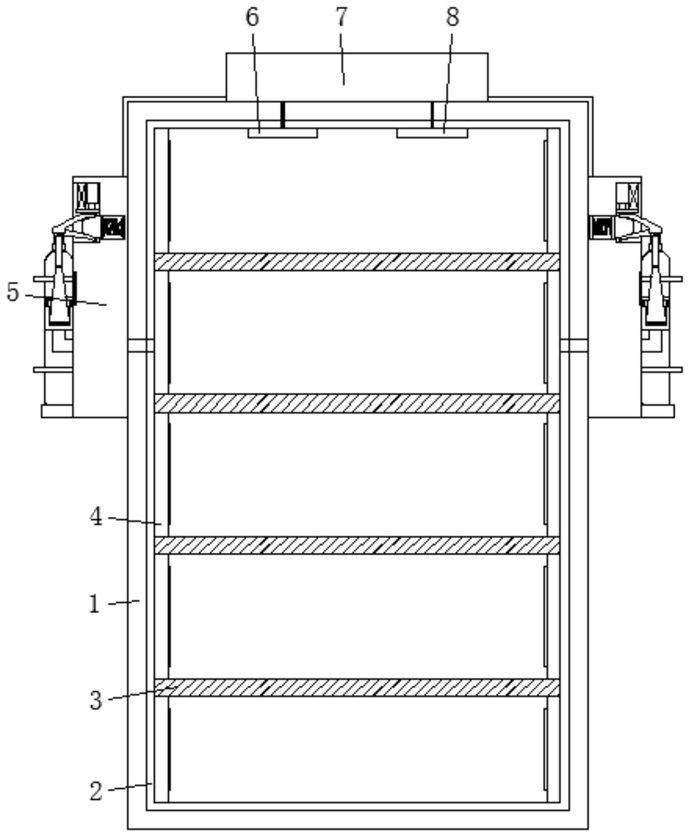
请一并参阅图4-6,图4是本发明例另一实施例壳体的俯视图,图5是图4中壳体B-B截面的局部剖视图,图6是图4中壳体C部分的局部放大示意图。本实施例是在上述实施例的饰品装配槽30的基础上进一步加工有多个饰品装配孔40,饰品150对应于多个饰品装配孔40装配,饰品装配孔40相对于底槽30具有进一步的加工深度,以进一步加大间隔和反光效果进而提升饰品150在外部光线的照射下的璀璨度。
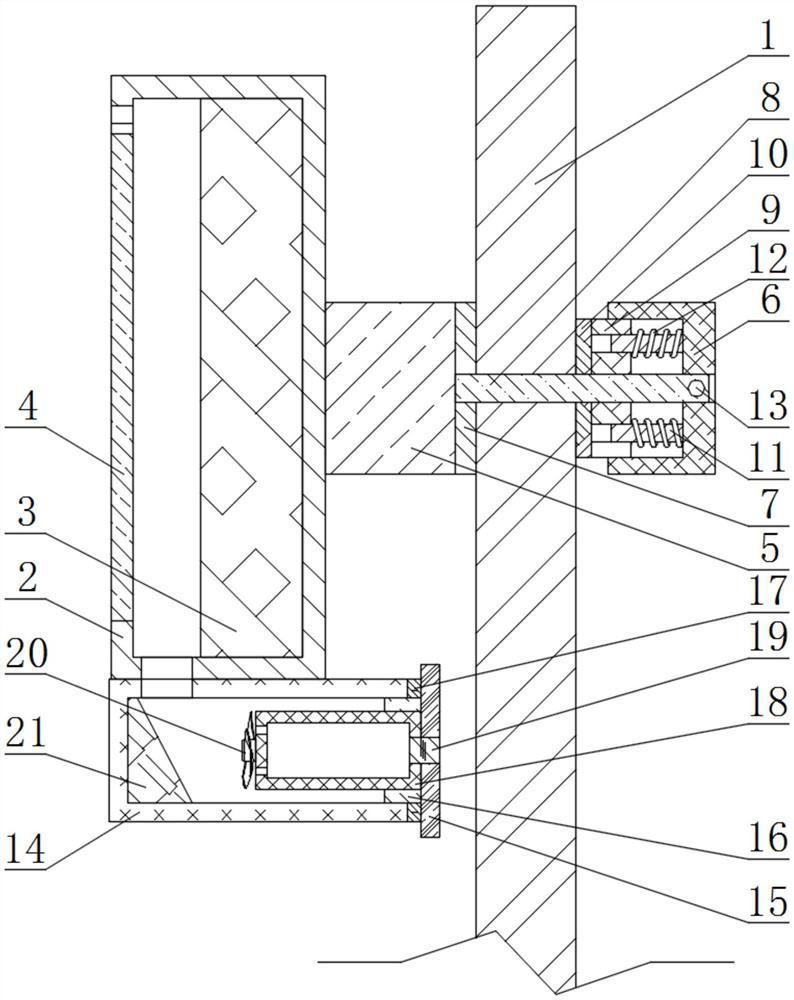
如图6所示,饰品装配孔40包括底面411、对称设于底面411边缘的第一侧面412和第二侧面413,其中,第一侧面412与底面411夹角大于零,侧槽32包括第一斜面321和第二斜面322,第一斜面321设于第一侧面412端部且与第一侧面412的夹角大于零;第二斜面322与第一斜面412连接形成V形状。壳体100还包括位于侧槽32端部的收口槽50,收口槽50的槽宽小于侧槽32的槽宽,为了方便加工,底槽31与侧槽32之间形成有一过度槽34,具体地,过度槽34一端与底槽31连接,另一端与侧槽32连接,过度槽34的槽宽与收口槽50相等。
请参阅图7,图7是本发明饰品的结构示意图,饰品150包括突出 部151、下端152以及上端153,突出部151卡设于侧槽32内,下端152位于突出部151的下部,间隔悬设于饰品装配孔40内,上端153位于突出部151的上部,设于收口槽50中,饰品150的直径由突出部151往两端逐渐变小,收口槽50的槽宽小于饰品突出部151的直径,以弹性紧卡饰品150。
值得说明的是本实施例中的底槽30的宽度可以与饰品150的下端152匹配,也可以小于或大于饰品150下端152的最大直径,只要饰品装配孔40与饰品150下端152的各面形成一定的间隙即可。
本发明的壳体100由金属或塑料材料制成,该金属材料优选铝、不锈钢、铜等。
本发明还提供一种移动终端,其包括上述的壳体100。
请参阅图8,图8是本发明一实施例壳体的加工方法流程图,本实施例的壳体的加工方法,其包括如下步骤:
S10:将壳体固定;
其中,该壳体可以是留有单边余量的壳体,也可以是实际成品所需要尺寸的壳体,具体地,举例而言,实际成品的壳体长宽高的尺寸为:123.8×58.6×7.6mm,厚度为2mm,为避免加工中存在误差损坏壳体,故,在加工前选择的壳体为:其加工面基于成品的尺寸增加2-5mm的单边余量,而该2-5的单边余量在加工工序完成可再用加工中心铣去,例如,所需要镶嵌饰品的加工面上增加3mm的余量,即,侧壁的壁厚在成品厚度的基础上增加3mm,在完成槽、孔、镶嵌等工序后,需要按误差的影响计算需要铣掉多余的单边余量,如果误差为1mm,那么需要铣掉2mm的单边余量,如果不存在误差那么可直接铣掉3mm的单边余量。
S20:在壳体的侧壁铣出底槽;
其中,该底槽呈V字形。
S30:在底槽端部剔出对称设置于底槽端部的侧槽;
其中,底槽的延伸面与侧槽的延伸面非平面相交衔接,以使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
请参阅图9,图9是本发明另一实施例壳体的加工方法流程图,本 实施例中的体的加工方法是在上述实施例壳体的加工方法的进一步加工,在S30在底槽端部剔出对称设置于底槽端部的侧槽步骤之后还具体包括如下步骤:
S40:在侧槽的端部铣出收口槽;
其中,本步骤可以在步骤S30之前,具体地,先加工与底槽端部连接的收口槽,再在收口槽的靠近底槽的端部剔出侧槽,在优选实施例中,侧槽可进一步使收口槽一分为二,即侧槽一端形成有安装饰品上端的收口槽,侧槽的另一端形成有与底槽连接的过度槽。其中,收口槽的槽宽小于侧槽的槽宽,收口槽的槽宽小于饰品突出部的直径;
S50:在饰品装配槽内进一步钻孔以形成多个饰品装配孔;
其中,饰品对应于多个饰品装配孔装配,饰品装配孔为在底槽的基础上作进一步加工,多个饰品装配孔间隔设置,饰品装配孔相对于底槽具有进一步的加工深度,以进一步加大间隔和反光效果进而提升饰品在外部光线的照射下的璀璨度。
S60:使收口槽变形以便将饰品镶嵌于饰品装配孔;
其中,本步骤可使用挤压机使饰品镶嵌于饰品装配孔,饰品的上端设于收口槽中,饰品的突出部卡紧于侧槽,饰品的下端悬于饰品装配孔内,饰品直径由突出部往两端逐渐变小。
请参阅图10,图10是本发明另一实施例壳体的加工方法流程图,本实施例中的体的加工方法是在上述实施例壳体的加工方法的进一步加工,S60使收口槽变形以便将饰品镶嵌于饰品装配孔步骤后具体步骤如下:
S70:将镶嵌有饰品的壳体放入超声波清洗机清洗;
S80:撬动镶嵌于壳中的饰品以检验饰品是否稳固于饰品装配孔;
其中,撬动饰品的工具可以使用钢针。
S90:铣去壳体的外观余量;
其中,本步骤是根据步骤S10设置的单边余量和加工存在的误差计算出需要铣掉的单边余量,设置单边余量不一定只有侧壁厚度,也可以是侧壁的长度、宽度或高度中的一种以上。
S100:对壳体进行喷砂;
S110:对壳体进行第一次氧化处理;
其中,本步骤的氧化处理是通过一定的化学作用,使壳体表面发生氧化,形成一层膜,以提高产品的耐磨、耐腐蚀、反光性及增进美感等其他作用。
S120:对底槽、收口槽进行高光加工;
S130:对壳体进行第二次氧化处理;
S140:铣去第一次和第二次氧化留下的余料;
S150:对壳体进行镭雕加工。
值得说明的是,本发明的铣面、铣槽、剔槽、钻孔等工艺均可在数控机床上进行,可以是三轴加工中心、四轴加工中心和五轴加工中心,优选五轴加工中心。
本发明所提供的移动终端及其壳体及壳体的加工方法使得饰品经由侧槽卡紧时与底槽形成间隔进而提升饰品在外部光线的照射下的璀璨度。
以上所述仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
移动终端及其壳体及壳体的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0