







专利摘要
本发明公开了一种木钉焊接剪力墙的制作方法,包括以下步骤:S1:将木材制成木钉。S2:用多排木钉将沿厚度方向相叠的两根边柱焊接形成一根拼合边柱。S3:将顶梁板、底梁板平行设置,并将骨柱的两端分别通过木钉焊接在顶梁板和底梁板上,将拼合边柱的一端与顶梁板通过木钉焊接,将拼合边柱的另一端与底梁板之间可拆卸连接,形成框式支架。S4:在框式支架的一侧面覆盖并用木钉焊接木基结构板,木基结构板与拼合边柱的非拼接面用多排木钉焊接。步骤S2、S3和S4中焊接时采用气枪打入木钉,木钉的打入速度为20~35m/s。本发明实施例的木钉焊接剪力墙的制作方法,木钉焊接时快速与周围环境融合,焊接紧密无需进行额外胶粘胶合,不易变形。
权利要求
1.一种木钉焊接剪力墙的制作方法,其特征在于,所述木钉焊接剪力墙包括顶梁板、底梁板、骨柱、边柱和木基结构板,所述顶梁板与所述底梁板平行设置,所述骨柱、所述边柱的顶端均连接所述顶梁板,所述骨柱、所述边柱的底端均连接所述底梁板,所述顶梁板、所述底梁板、所述骨柱和所述边柱形成框式支架,所述木基结构板连接在所述框式支架上;
所述木钉焊接剪力墙的制作包括以下步骤:
S1:将木材制备成带有尖头的木钉;
S2:将两根所述边柱沿所述边柱的厚度方向叠置,用多排所述木钉将相叠的两根所述边柱焊接,以形成一根拼合边柱;
S3:将所述顶梁板、所述底梁板平行设置,并将所述骨柱的两端分别通过所述木钉焊接在所述顶梁板和所述底梁板上,将所述拼合边柱的一端与所述顶梁板通过所述木钉焊接,将所述拼合边柱的另一端与所述底梁板之间可拆卸连接,形成所述框式支架;
S4:在所述框式支架的一侧面覆盖所述木基结构板,所述木基结构板与所述顶梁板、所述底梁板、所述骨柱之间分别用所述木钉焊接,所述木基结构板与所述拼合边柱的非拼接面用多排所述木钉焊接;
步骤S2、步骤S3和步骤S4中焊接时采用气枪打入所述木钉,所述木钉的打入速度为20~35m/s。
2.根据权利要求1所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S3中还包括步骤S31,在所述边柱内连接加固件,将所述加固件的底部与所述底梁板之间采用多个第一螺栓连接。
3.根据权利要求2所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S2中,在叠置两根所述边柱前,先在两根所述边柱的对接面开槽形成半接合槽,再将两根所述边柱对接,且两个所述半接合槽对齐形成接合槽,所述接合槽的形状与所述加固件相契合。
4.根据权利要求2所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S3中还包括步骤S32,所述边柱和所述加固件之间采用多个第二螺栓连接,多个所述第二螺栓的排布方向与所述顶梁板平行。
5.根据权利要求1所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S2中,将两根所述顶梁板沿所述顶梁板的厚度方向叠置,用多排所述木钉将相叠的两根所述顶梁板焊接。
6.根据权利要求1所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S4后还包括步骤S5:在所述框式支架的另一侧面覆盖并连接石膏板或另一所述木基结构板。
7.根据权利要求1所述的木钉焊接剪力墙的制作方法,其特征在于,当所述骨柱或所述木基结构板的密度大于等于0.6g/cm
8.根据权利要求6所述的木钉焊接剪力墙的制作方法,其特征在于,在步骤S5后还包括步骤S6:对制好的木钉焊接剪力墙进行养护,养护条件包括:温度20~25℃,相对湿度60%~70%,养护时间60~80小时。
9.根据权利要求1所述的木钉焊接剪力墙的制作方法,其特征在于,所述木钉焊接剪力墙还包括间柱,步骤S3中将所述间柱的两端分别通过所述木钉焊接在所述顶梁板和所述底梁板上,所述间柱位于所述骨柱和所述边柱之间。
10.根据权利要求1~9中任一项所述的木钉焊接剪力墙的制作方法,其特征在于,所述木钉的含水率为0~15%,所述骨柱的含水率为8~15%,所述木基结构板的含水率为8~10%。
11.根据权利要求1~9中任一项所述的木钉焊接剪力墙的制作方法,其特征在于,所述木钉的长度为60~90mm,所述木钉的直径为2.5~4mm。
12.根据权利要求1~9中任一项所述的木钉焊接剪力墙的制作方法,其特征在于,所述木钉间距为100~300mm,所述木钉距离所述骨柱及所述木基结构板的边缘均大于等于18mm。
13.根据权利要求9所述的木钉焊接剪力墙的制作方法,其特征在于,所述顶梁板、所述底梁板、所述骨柱、所述边柱和所述间柱均采用截面为40mm*80mm的规格材,所述木基结构板采用定向刨花板或结构用胶合板。
说明书
技术领域
本发明属于木结构工程技术领域,具体是一种木钉焊接剪力墙的制作方法。
背景技术
在修建木结构框架房屋时,通常采用木制件工厂预制并现场施工的方式,以高效、方便地完成房屋的施工安装。由于木制件相比于钢筋混凝土构件所能承受的侧向力较低,现场拼接后的木制件如剪力墙体在受到较大的侧向力时容易发生较大变形。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种木钉焊接剪力墙的制作方法,采用所述木钉焊接剪力墙的制作方法制造的木钉焊接剪力墙抗侧性能强,可解决受到较大的侧向力容易发生变形的问题。
根据本发明实施例的一种木钉焊接剪力墙的制作方法,所述木钉焊接剪力墙包括顶梁板、底梁板、骨柱、边柱和木基结构板,所述顶梁板与所述底梁板平行设置,所述骨柱、所述边柱的顶端均连接所述顶梁板,所述骨柱、所述边柱的底端均连接所述底梁板,所述顶梁板、所述底梁板、所述骨柱和所述边柱形成框式支架,所述木基结构板连接在所述框式支架上;
所述木钉焊接剪力墙的制作包括以下步骤:S1:将木材制备成带有尖头的木钉;S2:将两根所述边柱沿所述边柱的厚度方向叠置,用多排所述木钉将相叠的两根所述边柱焊接,以形成一根拼合边柱;S3:将所述顶梁板、所述底梁板平行设置,并将所述骨柱的两端分别通过所述木钉焊接在所述顶梁板和所述底梁板上,将所述拼合边柱的一端与所述顶梁板通过所述木钉焊接,将所述拼合边柱的另一端与所述底梁板之间可拆卸连接,形成所述框式支架;S4:在所述框式支架的一侧面覆盖所述木基结构板,所述木基结构板与所述顶梁板、所述底梁板、所述骨柱之间分别用所述木钉焊接,所述木基结构板与所述拼合边柱的非拼接面用多排所述木钉焊接;步骤S2、步骤S3和步骤S4中焊接时采用气枪打入所述木钉,所述木钉的打入速度为20~35m/s。
根据本发明实施例的木钉焊接剪力墙的制作方法,采用气枪将木钉快速打入两个待连接的木制件之间,使得两个木制件之间形成可靠的连接,木钉焊接时在两个木制件之间的连接处形成了短暂的热熔,木钉快速与周围环境融合,焊接紧密无需进行额外胶粘胶合,环保、安装效率高、连接处间隙少不易变形。边柱、骨柱、底梁板、顶梁板共同构成了框式支架,木基结构板覆盖在框式支架的一侧,尤其是拼合边柱的非拼接面与木基结构板用多排木钉焊接,使拼合边柱上的拼接缝免于直面从木基结构板传来的侧向作用力,非拼接面可承载的侧向力大,因此制成的木钉焊接剪力墙的抗侧性能好。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,在步骤S3中还包括步骤S31,在所述边柱内连接加固件,将所述加固件的底部与所述底梁板之间采用多个第一螺栓连接。
根据本发明进一步的实施例,在步骤S2中,在叠置两根所述边柱前,先在两根所述边柱的对接面开槽形成半接合槽,再将两根所述边柱对接,且两个所述半接合槽对齐形成接合槽,所述接合槽的形状与所述加固件相契合。
可选的,在步骤S3中还包括步骤S32,所述边柱和所述加固件之间采用多个第二螺栓连接,多个所述第二螺栓的排布方向与所述顶梁板平行。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,在步骤S2中,将两根所述顶梁板沿所述顶梁板的厚度方向叠置,用多排所述木钉将相叠的两根所述顶梁板焊接。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,在步骤S4后还包括步骤S5:在所述框式支架的另一侧面覆盖并连接石膏板或另一所述木基结构板。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,当所述骨柱或所述木基结构板的密度大于等于0.6g/cm3时,在步骤S4中还包括:在所述顶梁板、所述底梁板、所述骨柱和所述边柱的侧面对应位置开设预钻孔,后再将所述木基结构板与所述框式支架焊接,所述预钻孔的直径为所述木钉的直径的1/2~2/3,所述预钻孔的深度为所述木钉的长度的1/2~3/4。
根据本发明进一步的实施例,在步骤S5后还包括步骤S6:对制好的木钉焊接剪力墙进行养护,养护条件包括:温度20~25℃,相对湿度60%~70%,养护时间60~80小时。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,所述木钉焊接剪力墙还包括间柱,步骤S3中将所述间柱的两端分别通过所述木钉焊接在所述顶梁板和所述底梁板上,所述间柱位于所述骨柱和所述边柱之间。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,所述木钉的含水率为0~15%,所述骨柱的含水率为8~15%,所述木基结构板的含水率为8~10%。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,所述木钉的长度为60~90mm,所述木钉的直径为2.5~4mm。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,所述木钉间距为100~300mm,所述木钉距离所述骨柱及所述木基结构板的边缘均大于等于18mm。
根据本发明一个实施例的木钉焊接剪力墙的制作方法,所述顶梁板、所述底梁板、所述骨柱、所述边柱和所述间柱均采用截面为40mm*80mm的规格材,所述木基结构板采用定向刨花板或结构用胶合板。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
图1为本发明一个实施例的木钉焊接剪力墙的总体结构示意图。
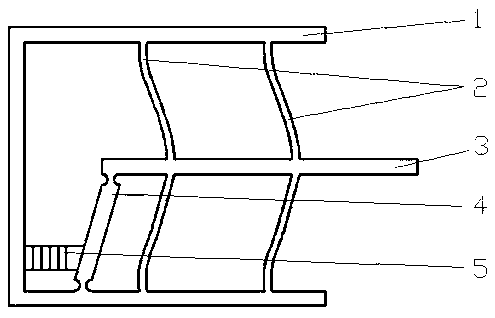
图2为本发明一个实施例的木钉焊接剪力墙的截面线过顶梁板的横向剖视图。
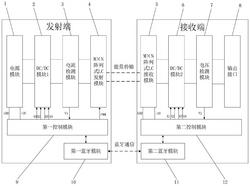
图3为本发明一个实施例的木钉焊接剪力墙的截面线过边柱的纵向剖视图。
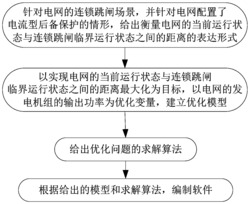
图4为本发明一个实施例的木钉焊接剪力墙的制作方法流程图。
附图标记:
木钉焊接剪力墙100;
顶梁板1;底梁板2;骨柱3;拼合边柱4;边柱41;间柱5;木基结构板6;加固件7;打紧部71;强化部72;螺栓73;第一螺栓731;第二螺栓732;木钉8。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中部”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
下面参考附图描述本发明实施例的木钉焊接剪力墙100的制作方法。本发明中的木钉焊接剪力墙100整体为木制结构,主要用于修缮或筑造木结构房屋。
根据本发明实施例的一种木钉焊接剪力墙100的制作方法,如图1所示,所要制作的木钉焊接剪力墙100包括顶梁板1、底梁板2、骨柱3、边柱41和木基结构板6。其中,顶梁板1与底梁板2平行设置,骨柱3、边柱41的顶端均连接顶梁板1,骨柱3、边柱41的底端均连接底梁板2,顶梁板1、底梁板2、骨柱3和边柱41形成框式支架,木基结构板6连接在框式支架上。
上述木钉焊接剪力墙100的制作包括以下步骤:
S1:将木材制备成带有尖头的木钉8。尖头的木钉8有利于将木钉8打入到木制件中。
S2:将两根边柱41沿边柱41的厚度方向(边柱41的厚度方向如图3中所示)叠置,用多排木钉8将相叠的两根边柱41焊接,以形成一根拼合边柱4。
S3:将顶梁板1、底梁板2平行设置,并将骨柱3的两端分别通过木钉8焊接在顶梁板1和底梁板2上,将拼合边柱4的一端与顶梁板1通过木钉8焊接,将拼合边柱4的另一端与底梁板2之间可拆卸连接,形成框式支架。
S4:在框式支架的一侧面覆盖木基结构板6,木基结构板6与顶梁板1、底梁板2、骨柱3之间分别用木钉8焊接,木基结构板6与拼合边柱4的非拼接面用多排木钉8焊接。
步骤S2、步骤S3和步骤S4中焊接时采用气枪打入木钉8,木钉8的打入速度为20~35m/s。这里需要说明的是,本发明中“焊接”具体指当木钉8与木制件之间进行高速瞬时连接时形成的短暂的木材之间的热熔,进而使得木钉8和多个木制件之间连接紧固且缝隙少的现象,经过上述“焊接”后无需再用胶粘粘合等结构,且连接处不易变形和开裂。本发明中所述的木钉8焊接,均适用于此解释,将不做赘述。
由上述结构和制作方法可知,本发明实施例的木钉焊接剪力墙100的制作方法,采用气枪将木钉8快速打入两个待连接的木制件之间,使得两个木制件之间形成可靠的连接,具体的如采用木钉8焊接两根边柱41形成一根拼合边柱4,采用木钉8将拼合边柱4与顶梁板1焊接,采用木钉8将骨柱3的两端分别与顶梁板1和底梁板2焊接,以及采用木钉8将木基结构板6分别与顶梁板1、底梁板2、骨柱3、拼合边柱4焊接,均使得两个木制件之间拼接快速,且无明显的缝隙,不易发生开裂。
主要过程为:木钉8高速打入的过程中形成焊接时在两个木制件之间的连接处形成了短暂的热熔,木钉8快速与周围环境融合,焊接紧密无需进行额外胶粘胶合,环保性好、安装效率高、连接处间隙少不易变形。
拼合边柱4、骨柱3、底梁板2、顶梁板1共同构成了框式支架,木基结构板6覆盖在框式支架的一侧,尤其是拼合边柱4的非拼接面与木基结构板6用多排木钉8焊接,使拼合边柱4上的拼接缝免于直面从木基结构板6传来的侧向作用力,非拼接面可承载的侧向力大,如此,可使得传统边柱的窄边拼接面和木基结构板焊接的连接方式改为宽面非拼接面和木基结构板连接,一方面,可以将木钉8数量增加一倍,尤其是墙角处由原单排单钉受力变为多排多钉受力,有效降低墙角处木基结构板6局部被木钉8挤压破坏的几率,避免木钉8的弯折现象,另一方面,由于宽面截面矩的增加,将明显提高拼合边柱4的抗侧性能,降低挠度变化,进而提升木钉焊接剪力墙100的整体抗剪强度和抗侧刚度。因此制成的木钉焊接剪力墙100的抗侧性能好,不易断裂。
本发明的木钉焊接剪力墙100的制作方法,现场制作方便快速,制成的木钉焊接剪力墙100抗侧性能好,不易开裂。
在本发明的一些示例中,顶梁板1、边柱41、骨柱3、底梁板2均采用截面为40mm*80mm的规格材,每个规格材均具有长度方向、宽度方向和厚度方向,其中规格材的长度方向可根据需要裁剪,规格材之间可沿厚度方向进行拼接,形成为截面80mm*80mm的组合。
可选的,规格材为云杉-松-冷杉、欧洲云杉、落叶松、花旗松、杨木、桉木等,含水率为8~15%,作为骨柱3的规格材的含水率为8~15%,作为木基结构板6的规格材的含水率为8~10%。
有利的,在步骤S2中,每组的两根边柱41之间沿着边柱41的厚度方向拼接连接,边柱41的厚度方向(如图3所示)与顶梁板1的长度方向(如图2中所示)垂直。也就是说,边柱41的宽边*长边的一面作为木钉焊接剪力墙100的侧边,当受到侧向力时,该组边柱41的受力面无接缝,有效的增加边柱41的宽面截面矩,带接缝的一面无需直接承受侧向力,防止接缝处受力开裂或形成位错,明显提高边柱41的抗侧性能。边柱41拼接后形成的80mm*80mm的两端面分别与顶梁板1和底梁板2进行接触,并用木钉8焊接,拼合边柱4的两端分别受底梁板2和顶梁板1的限制接缝处不易发生位错,且拼合边柱4增大了与底梁板2和顶梁板1之间的接触面积。
可选的,采用双排齐列木钉8或双排错列木钉8焊接两根边柱41形成为拼合边柱4。
在本发明的一些实施例中,在步骤S2中,将两根顶梁板1沿顶梁板1的厚度方向叠置,用多排木钉8将相叠的两根顶梁板1焊接。增加了制成后的木钉焊接剪力墙100顶部的承力性能。
可选的,如图2所示,采用双排齐列木钉8焊接两根顶梁板1,木钉的直径为2.5~4mm,木钉8的长度为60~90mm,木钉8间距为100~300mm,木钉8的含水率为0~15%。木钉8的材料可为硬质阔叶材、竹材、木塑材料中的一种。
当然在其他示例中,可以采用多排错列的木钉8焊接两根顶梁板1,这里不做限制。
在本发明的一些实施例中,在步骤S3中还包括步骤S31,如图3所示,在边柱41内连接加固件7,将加固件7的底部与底梁板2之间采用多个第一螺栓731连接。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
可选的,第一螺栓731的连接方向与拼合边柱4的长度方向一致,相邻两个第一螺栓731之间的间距为50~60mm。
可选的,图1和图3所示,步骤S2中在叠置两根边柱41前,先在两根边柱41的对接面开槽形成半接合槽,再将两根边柱41对接,且两个半接合槽对齐形成接合槽,接合槽的形状与加固件7相契合。
可选的,加固件7形成为钢制件。有效加强局部受力强度。在一些具体的示例中,加固件7为厚度为8~12mm的钢板。
可选的,使用的前述加固件7包括相垂直设置的打紧部71和强化部72,强化部72伸入拼合边柱4中,打紧部71与底梁板2之间可拆卸连接。
在一些具体的示例中,强化部72设在两个边柱41对接形成的接合槽内,强化部72沿着边柱41的长度方向延伸,打紧部71分别与拼合边柱4的下表面以及底梁板2的上表面接触,打紧部71与底梁板2之间通过螺栓73连接,在此实施例中,加固件7形成为T型连接件,T型连接件内填于木钉焊接剪力墙100内,极大地加强了木钉焊接剪力墙100的抗剪强度和抗侧刚度。在这些实施例中,在步骤S3中还包括步骤S32,如图3所示,边柱41和加固件7之间采用多个第二螺栓732连接,多个第二螺栓732的排布方向与顶梁板1平行。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。
在另一些实施例中,强化部72同时伸入拼合边柱4和底梁板2中,打紧部71设在底梁板2内,打紧部71与底梁板2采用连接件连接。
在本发明的一些实施例中,木钉焊接剪力墙100还包括间柱5,步骤S3中将间柱5的两端分别通过木钉8焊接在顶梁板1和底梁板2上,间柱5位于骨柱3和边柱41之间。间柱5分担了边柱4和骨柱3承受的压力和侧向力,且间柱5上也可焊接木基结构板6,使木基结构板6受到的侧向支撑更加均匀,有效防止木基结构板6塌陷。
可选的,间柱5也采用前述的截面为40mm*80mm的规格材。当搭建框架支架和选材时更容易,连接时更容易对齐而无需裁剪。
在本发明的一些实施例中,在步骤S4中,打入木钉8焊接骨柱3和木基结构板6时,木钉8距离骨柱3及木基结构板6的边缘均大于等于18mm。
在本发明的一些实施例中,当骨柱3或木基结构板6的密度大于等于0.6g/cm3时,在步骤S4中还包括:在顶梁板1、底梁板2、骨柱3和边柱41的侧面对应位置开设预钻孔,后再将木基结构板6与框式支架焊接,预钻孔的直径为木钉8的直径的1/2~2/3,预钻孔的深度为木钉8的长度的1/2~3/4,木钉8的直径为2.5~4mm,木钉8的长度为60~90mm。开设预钻孔有利于木钉8迅速打入木制件中,且达到相应的打入深度,并形成摩擦热熔使待连接的木制件连接效果好。
当然,当骨柱3或木基结构板6的密度小于0.6g/cm3时,无需开设预钻孔。在这些示例中,木钉8的直径为3.6~6mm,木钉8的长度为60~90mm。
在其他的示例中,当骨柱3或木基结构板6的密度大于等于0.6g/cm3时,也可以选择不开设预钻孔,而以更高的木钉8的打入速度,并采用性能更优于待连接木制件的木材作为木钉8的用材,以使木钉8在待连接件的密度较大时,也能够准确、高速地打入连接处。
在本发明的一些实施例中,在步骤S4后还包括步骤S5:在框式支架的另一侧面覆盖并连接石膏板作为木钉焊接剪力墙100的内侧面。
可选的,步骤S5中,在框式支架的另一侧面覆盖并连接另一木基结构板6作为木钉焊接剪力墙100的内侧面。
在本发明的一些示例中,在步骤S5中还包括步骤S51,在步骤S51中,在木钉焊接剪力墙100的内侧面的石膏板或木基结构板6、外侧面的木基结构板6、拼合边柱4、顶梁板1、底梁板2之间形成的腔体中增设防火材料或保温材料,如岩棉、玻璃纤维棉等。
在本发明的一些实施例中,在步骤S5后还包括步骤S6:对制好的木钉焊接剪力墙100进行养护,养护条件包括:温度20~25℃,相对湿度60%~70%,养护时间60~80小时。最终制成的木钉焊接剪力墙100抗侧性能好,接缝处不易开裂。
在本发明的一些实施例中,木基结构板6采用定向刨花板或结构用胶合板。
在本发明中,制成的木钉焊接剪力墙100的抗剪强度大于等于7.16kN/m,木钉焊接剪力墙100的抗侧刚度大于等于1320N/mm。
下面参考附图描述本发明实施例的木钉焊接剪力墙100的制作方法。
在制作木钉焊接剪力墙100时,共采用步骤S1-S4。
其中在步骤S1中,制成两种尺寸的尖头的木钉8,分别为直径3mm与长度63mm的第一木钉和直径4.5mm与长度82mm的第二木钉。
在步骤S2中,选用截面为40mm*80mm的规格材作为边柱41、骨柱3、间柱5、顶梁板1、底梁板2。将各个规格材裁至所需的长度。将两根边柱41沿边柱41的厚度方向叠置,并将两根边柱41的拼接面上开设半接合槽,用多排第一木钉将相叠的两根边柱41焊接,以形成一根拼合边柱4,同时半接合槽形成为接合槽。将两根顶梁板1沿顶梁板1的厚度方向叠置,用双排第一木钉将相叠的两根顶梁板1焊接,第一木钉的间距为150mm。将两根骨柱3沿骨柱3的厚度方向叠置,并用多排第一木钉将相叠的两根骨柱3焊接。
在步骤S3中,将制好的顶梁板1、底梁板2平行设置,将两组拼合边柱4设在两端、骨柱3设在中部、间柱5设在骨柱3和拼合边柱4之间,将拼合边柱4、间柱5、骨柱3的上端分别与顶梁板1的非拼接面采用第一木钉焊接。再将两组拼合边柱4与底梁板2之间加设加固件7并用第一螺栓731可拆卸连接。加固件7内置在拼合边柱4的接合槽中。将间柱5、骨柱3的下端分别与底梁板2采用第一木钉焊接,第一木钉之间的间距为35mm,形成为框式支架。
在步骤S4中,在框式支架的一侧面覆盖两块木基结构板6,两块木基结构板6之间形成2mm缝隙,将两块木基结构板6分别采用第二木钉焊接在框式支架上,第二木钉在对应间柱5的位置处间距为300mm,第二木钉在连接木基结构板6与框式支架的其他结构的位置处间距为150mm。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
木钉焊接剪力墙的制作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0