






专利摘要
本发明涉及一种静电纺丝纳米纤维包芯纱成纱装置及方法,所述装置包括高压电源,金属圆环、金属圆盘、驱动电机、绝缘传动杆、纺丝注射装置、芯纱退绕机及卷绕机;所述金属圆盘的中心设有通孔,所述金属圆盘接地;所述金属圆环接地;所述纺丝注射装置包括注射泵、输液管及针管,所述针管倾斜设置在金属圆盘的另一面,所述针管的尖端对着金属圆盘;所述高压电源的负极接地,所述高压电源的正极设置于针管的尖端,所述高压电源用于使针管的尖端、金属圆盘及金属圆环之间产生电场。驱动电机通过绝缘传动杆带动金属圆盘旋转,使取向纳米纤维以一定的角度加捻包覆在芯纱上,纳米纤维有序地排列在芯纱上形成纳米纤维包芯纱。
权利要求
1.一种静电纺丝纳米纤维包芯纱成纱装置,其特征在于,包括高压电源,金属圆环、金属圆盘、驱动电机、绝缘传动杆、纺丝注射装置、芯纱退绕机及卷绕机;
所述金属圆盘的一面通过绝缘传动杆与驱动电机传动连接,所述金属圆盘的中心设有通孔,所述金属圆盘接地;
所述金属圆环设置在金属圆盘的另一面,所述金属圆环的中心与金属圆盘的中心在同一竖直线上,所述金属圆环接地;
所述纺丝注射装置包括注射泵、输液管及针管,所述针管通过输液管连接于注射泵,所述针管倾斜设置在金属圆盘的另一面,所述针管的尖端对着金属圆盘;
所述高压电源的负极接地,所述高压电源的正极设置于针管的尖端,所述高压电源用于使针管的尖端、金属圆盘及金属圆环之间产生电场;
所述芯纱退绕机的出线口、金属圆盘的通孔、金属圆环的环孔及卷绕机的进线口之间形成包芯纱通道;
还包括浸泡设备,所述浸泡设备用于对纳米纤维包芯纱进行DMF水溶液浸泡;
所述芯纱为导电纱线或者非导电纱线。
2.根据权利要求1所述静电纺丝纳米纤维包芯纱成纱装置,其特征在于,所述针管的尖端与金属圆盘的中心的距离小于9cm。
3.根据权利要求1所述静电纺丝纳米纤维包芯纱成纱装置,其特征在于,所述金属圆盘的中心与金属圆环的中心之间的距离为5cm。
4.根据权利要求1所述静电纺丝纳米纤维包芯纱成纱装置,其特征在于,所述金属圆盘的转速为80r/min。
5.一种静电纺丝纳米纤维包芯纱成纱方法,所述方法应用于权利要求1所述静电纺丝纳米纤维包芯纱成纱装置,其特征在于,包括以下步骤:
高压电源使金属圆盘、金属圆环与针管的尖端之间形成电场;
芯纱退绕机将芯纱通过金属圆盘的通孔送入金属圆盘与金属圆环之间;
注射泵将纺丝液通过输液管输送至针管,向金属圆盘喷洒纺丝液,在金属圆盘与金属圆环之间形成取向纳米纤维;
驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱;
卷绕机对纳米纤维包芯纱进行卷绕;
所述“驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱”之后还包括步骤:
对纳米纤维包芯纱进行DMF溶液浸渍处理;
所述芯纱为导电纱线或者非导电纱线。
6.根据权利要求5所述静电纺丝纳米纤维包芯纱成纱方法,其特征在于,所述针管的尖端与金属圆盘的中心的距离小于9cm。
7.根据权利要求5所述静电纺丝纳米纤维包芯纱成纱方法,其特征在于,所述金属圆盘的中心与金属圆环的中心之间的距离为5cm。
8.根据权利要求5所述静电纺丝纳米纤维包芯纱成纱方法,其特征在于,所述金属圆盘的转速为80r/min。
说明书
技术领域
本发明涉及静电纺丝技术领域,特别涉及一种静电纺丝纳米纤维包芯纱成纱装置及方法。
背景技术
纤维以及纱线是几千年来传统纺织行业中的主要材料,以现有的纺织加工技术,只能加工直径最低为几微米的纤维。静电纺丝技术可以制备直径范围从几纳米到几微米的纤维。但是直径越细,细到纳米级时,纤维断裂强力及耐磨性能相对比较差,难以使用传统纺织加工技术进行加工。根据应用在纺织服装、微电子器件和复合材料等领域的具体需求,如果拓宽纳米级纤维的应用就需要形成定向排列的纳米纤维束及其加捻后的纱线。为了解决纳米级纤维在传统纺织领域中的应用问题,可以将纳米纤维包覆在传统纱线上,解决纳米纤维的强力问题,从而改善纳米纤维的可织性,并可以结合常规纱线和纳米纱线结构及功能性优点,生产出高附加值的功能性纺织品。同时,这种结构的复合纱线含有纳米纤维,具有纳米纤维的表面效应、小尺寸效应、量子尺寸效应和宏观的量子隧道效应等性质,可以用于制备传感器织物、比表面积大高吸附性织物、吸波织物以及一些具有特殊的声、光、电磁、热力学性质的织物。而现有的纳米纤维包芯纱成纱方法中,如ongoing静电纺丝喷丝在平行排列的单丝上收集纳米纤维,然后将表面有纳米纤维的单丝集合加捻,但这种方法在芯纱上包覆的纳米纤维呈无序排列;或者如将芯纱置于接收板和静电纺丝喷头之间,芯纱拦截部分纳米纤维并包覆在其表面,但这种方法获取的纳米纤维包芯纱包覆的纳米纤维数量少,且呈现无序状态等。
发明内容
为此,需要提供一种静电纺丝纳米纤维包芯纱成纱装置及方法,解决现有纳米纤维包芯纱成纱方法中的包芯纱包覆的纳米纤维呈无序排列的问题。
为实现上述目的,发明人提供了一种静电纺丝纳米纤维包芯纱成纱装置,包括高压电源,金属圆环、金属圆盘、驱动电机、绝缘传动杆、纺丝注射装置、芯纱退绕机及卷绕机;
所述金属圆盘的一面通过绝缘传动杆与驱动电机传动连接,所述金属圆盘的中心设有通孔,所述金属圆盘接地;
所述金属圆环设置在金属圆盘的另一面,所述金属圆环的中心与金属圆盘的中心在同一竖直线上,所述金属圆环接地;
所述纺丝注射装置包括注射泵、输液管及针管,所述针管通过输液管连接于注射泵传动连接,所述针管倾斜设置在金属圆盘的另一面,所述针管的尖端对着金属圆盘;
所述高压电源的负极接地,所述高压电源的正极设置于针管的尖端,所述高压电源用于使针管的尖端、金属圆盘及金属圆环之间产生电场;
所述芯纱退绕机的出线口、金属圆盘的通孔、金属圆环的环孔及卷绕机的进线口之间形成包芯纱通道。
进一步优化,所述针管的尖端与金属圆盘的中心的距离小于9cm。
进一步优化,所述金属圆盘的中心与金属圆环的中心之间的距离为5cm。
进一步优化,所述金属圆盘的转速为80r/min。
发明人还提供了另一个技术方案:一种静电纺丝纳米纤维包芯纱成纱方法,其特征在于,包括以下步骤:
高压电源使金属圆盘、金属圆环与针管的尖端之间形成电场;
芯纱退绕机将芯纱通过金属圆盘的通孔送入金属圆盘与金属圆环之间;
注射泵将纺丝液通过输液管输送至针管,向金属圆盘喷洒纺丝液在金属圆盘与圆环之间形成取向纳米纤维;
驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱;
卷绕机对纳米纤维包芯纱进行卷绕。
进一步优化,所述针管的尖端与金属圆盘的中心的距离小于9cm。
进一步优化,所述金属圆盘的中心与金属圆环的中心之间的距离为5cm。
进一步优化,所述金属圆盘的转速为80r/min。
进一步优化,所述芯纱为导电纱线或非导电纱线。
进一步优化,所述“驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱”之后还包括步骤:
对纳米纤维包芯纱进行DMF溶液浸渍处理。
区别于现有技术,上述技术方案,通过注射泵将纺丝液由输液管输送到针管,针管倾斜设置在金属圆盘的另一面,针管的尖端对着金属圆盘,纺丝液从针管的尖端喷向金属圆盘,由于在高压电源产生的电场的作用下,纺丝液形成纳米纤维,并在金属圆盘和金属圆环之间形成取向纳米纤维,而且芯纱退绕机将芯纱从金属圆盘的通孔送入,并穿过金属圆环进入卷绕机中,驱动电机通过绝缘传动杆带动金属圆盘旋转,使取向纳米纤维以一定的角度加捻包覆在芯纱上,纳米纤维有序地排列在芯纱上形成纳米纤维包芯纱,然后通过卷绕机对纳米纤维包芯纱进行卷绕。
附图说明
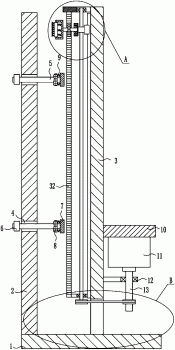
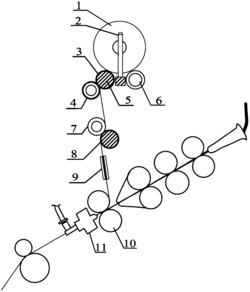
图1为具体实施方式所述静电纺丝纳米纤维包芯纱成纱装置的一种结构示意图;
图2a为具体实施方式所述采用浓度为5%的DMF溶液浸泡后的纳米纤维包芯纱线的一种扫描电镜图;
图2b为具体实施方式所述采用浓度为15%的DMF溶液浸泡后的纳米纤维包芯纱线的一种扫描电镜图;
图2c为具体实施方式所述采用浓度为25%的DMF溶液浸泡后的的纳米纤维包芯纱线的一种扫描电镜图;
图2d为图2a放大的扫描电镜图;
图2e为图2b放大的扫描电镜图;
图2f为图2c放大的扫描电镜图;
图3a为具体实施方式所述针管的尖端与金属圆盘中心之间的距离为9cm制备得到的纳米纤维包芯纱线的一种扫描电镜图;
图3b为具体实施方式所述针管的尖端与金属圆盘中心之间的距离为10cm制备得到的纳米纤维包芯纱线的一种扫描电镜图;
图3c为具体实施方式所述针管的尖端与金属圆盘中心之间的距离为11cm制备得到的纳米纤维包芯纱线的一种扫描电镜图;
图3d为图3a放大的扫描电镜图;
图3e为图3b放大的扫描电镜图;
图3f为图3c放大的扫描电镜图;
图4a为具体实施方式所述浸泡DMF溶液时间为0s的纳米纤维包芯纱的一种扫描电镜图;
图4b为具体实施方式所述浸泡DMF溶液时间为1s的纳米纤维包芯纱的一种扫描电镜图;
图4c为具体实施方式所述浸泡DMF溶液时间为15s的纳米纤维包芯纱的一种扫描电镜图;
图4d为具体实施方式所述浸泡DMF溶液时间为30s的纳米纤维包芯纱的一种扫描电镜图;
图4e为具体实施方式所述浸泡DMF溶液时间为45s的纳米纤维包芯纱的一种扫描电镜图;
图4f为具体实施方式所述浸泡DMF溶液时间为60s的纳米纤维包芯纱的一种扫描电镜图;
图5a为图4a放大的扫描电镜图;
图5b为图4b放大的扫描电镜图;
图5c为图4c放大的扫描电镜图;
图5d为图4d放大的扫描电镜图;
图5e为图4e放大的扫描电镜图;
图5f为图4f放大的扫描电镜图;
图6为具体实施方式所述芯纱为非导电纱线时,高压电源产生的电场的一种矢量示意图;
图7为具体实施方式所述芯纱为导电纱线时,高压电源产生的电场的一种矢量示意图;
图8为具体实施方式所述静电纺丝纳米纤维包芯纱成纱方法的一种流程示意图。
附图标记说明:
110、金属圆盘,
120、金属圆环,
130、驱动电机,
140、高压电源,
151、针管,
152、输液管,
153、注射泵,
160、取向纳米纤维,
170、芯纱退绕机,
171、芯纱,
180、纳米纤维包芯纱,
190、卷绕机。
具体实施方式
为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
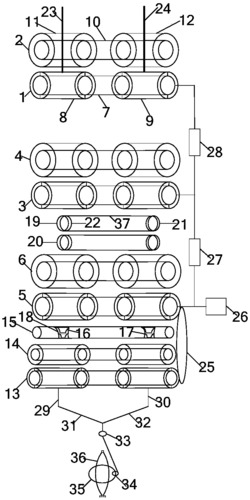
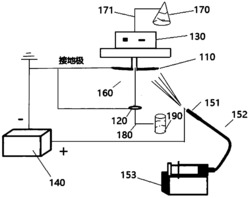
请参阅图1,本实施例所述静电纺丝纳米纤维包芯纱成纱装置,包括高压电源140,金属圆环120、金属圆盘110、驱动电机130、绝缘传动杆、纺丝注射装置、芯纱退绕机170及卷绕机190;
所述金属圆盘110的一面通过绝缘传动杆与驱动电机130传动连接,所述金属圆盘110的中心设有通孔,所述金属圆盘110接地;
所述金属圆环120设置在金属圆盘110的另一面,所述金属圆环120的中心与金属圆盘110的中心在同一竖直线上,所述金属圆环120接地;
所述纺丝注射装置包括注射泵153、输液管152及针管151,所述针管151通过输液管152连接于注射泵153传动连接,所述针管151倾斜设置在金属圆盘110的另一面,所述针管151的尖端对着金属圆盘110;
所述高压电源140的负极接地,所述高压电源140的正极设置于针管151的尖端,所述高压电源140用于使针管151的尖端、金属圆盘110及金属圆环120之间产生电场;
所述芯纱退绕机170的出线口、金属圆盘110的通孔、金属圆环120的环孔及卷绕机190的进线口之间形成包芯纱通道。
纺丝液通过添加质量分数为12%的PAN粉末到DMF溶液中,恒温40°搅拌一夜得到;通过注射泵153将纺丝液由输液管152输送到针管151,针管151的内径为1mm、外径为1.4mm,针管151倾斜设置在金属圆盘110的另一面,针管151与金属圆盘110之间的夹角为45°,针管151的尖端对着金属圆盘110,金属圆盘110采用半径为10cm、厚度为1mm的不锈钢圆盘,金属圆盘110的中心设有通孔,通孔的直径为1cm;纺丝液从针管151的尖端喷向金属圆盘110,高压电源140采用18kV电压形成电场,由于针管151的尖端在高压电源140的正极,靠近针管151的尖端,电场的电势最高;而金属圆盘110与金属圆环120接地,靠近金属圆环120和金属圆盘110的位置,电场的电势最低;随着远离针管151的尖端的距离增加,电场的电势下降,在高压电源140产生的电场的作用下,纺丝液形成纳米纤维,并在金属圆盘110和金属圆环120之间形成取向纳米纤维160,金属圆环120采用外环半径0.5cm、内环0.2cm、厚度0.2mm的不锈钢圆环;而且芯纱退绕机170将芯纱171从金属圆盘110的通孔送入,并穿过金属圆环120进入卷绕机190中,驱动电机130通过绝缘传动杆带动金属圆盘110旋转,取向纳米纤维160以一定的角度包覆在芯纱171上,形成纳米纤维包芯纱180,卷绕机190对纳米纤维包芯纱180进行卷绕。装置结构简单,而且通过金属圆盘110的旋转将纳米纤维加捻包覆在芯纱171上,加捻方式简单,成纱质量好;同时利用高压电源140形成的电场,使取向纳米纤维160具有很好的取向度,使纳米纤维可以有序地排列在芯纱171上。其中,芯纱退绕机170可以为芯纱退绕筒子,通过卷绕机190对芯纱171的牵伸,使芯纱171从芯纱退绕筒子上进行退绕。
本实施例中,为了加强纱线的断裂强力;还包括浸泡设备,通过浸泡设备对纳米纤维包芯纱进行DMF水溶液浸泡,当采用不同浓度的DMF溶液浸泡时,如图2a、图2b、图2c、图2d、图2e及图2f所示,芯纱采用无捻涤纶复丝,在金属圆环120与金属圆盘110之间的距离为5cm时,金属圆盘110的转速为80r/min时,纺丝时间为5分钟时,针管151的尖端与金属圆盘110中心之间的距离为9cm时,制备得到纳米纤维包芯纱180,对得到的纳米纤维包芯纱分别采用浓度为5%、15%及25%的DMF溶液浸泡后,得到浸泡后的纳米纤维包芯纱180对应纳米纤维的平均直径都在0.26μm左右,基本没有变化。而当浸泡时间为30S时,对制备得到纳米纤维包芯纱180分别采用浓度为5%、15%及25%的DMF溶液浸泡后,得到的浸泡后的纳米纤维包芯纱的断裂强度53.30MPa、59.59MPa和74.06MPa,断裂伸长率分别为以及21.07%、22.89%和23.13%,浸泡DMF溶液可以使纳米纤维包芯纱180中的纳米纤维之间发生黏连现象,有利于纳米纤维包芯纱180的断裂强度增强,而DMF溶液浓度越大,纳米纤维包芯纱180的断裂强度越大;由于芯纱浸泡DMF溶液后,使得纳米纤维包芯纱180上包覆的纳米纤维之间发生黏连现象,反而不利于断裂伸长率的提高。
而当在相同浓度的DMF溶液浸泡后,在针管151的尖端与金属圆盘110中心之间的距离不同时,如图3a、图3b、图3c、图3d、图3e及图3f所示,在金属圆环120与金属圆盘110之间的距离为5cm时,金属圆盘110的转速为80r/min时,纺丝时间为5分钟时,针管151的尖端与金属圆盘110中心之间的距离分别为9cm、10cm及11cm时,制备得到的静电纺丝纳米纤维包芯纱180采用浓度为25%的DMF溶液浸泡后,得到的浸泡后的纳米纤维包芯纱的的断裂强度分别为33.56MPa、36.89MPa和28.14MPa,断裂伸长率分别为以及42.52%、25.01%和18.65%。而无捻涤纶复丝芯纱的断裂强度和断裂伸长率分别为26.4MPa以及20.96%。随着针管151的尖端与金属圆盘110中心的距离增加,纳米纤维包芯纱180的断裂强度先增加后减小,断裂伸长呈下降的趋势,但是纳米纤维包芯纱180的断裂强度和断裂伸长率基本比芯纱的更高;由于取向纳米纤维160经过加捻包覆于芯纱表面,这些纳米纤维属于亚微米级别的纤维,经过加捻后的取向纳米纤维160在沿芯纱方向对芯纱起到了增强的作用,在无捻涤纶复丝断裂之后,在芯纱外的包覆结构纳米纤维还未被拉断,将继续被拉伸,因此纳米纤维包芯纱180的断裂强度和断裂伸长率有所增加。但是由于当针管151的尖端与金属圆盘110中心的距离为11cm时,金属圆环120与金属圆盘110之间的取向纳米纤维160数量较少,导致纳米纤维包芯纱180包覆的纳米纤维的包覆率低,其纱线强度与断裂伸长都较针管151的尖端与金属圆盘110中心距离为10cm时下降较多。
而当芯纱在相同浓度的DMF溶液中浸泡时间不同时,如图4a、图4b、图4c、图4d、图4e、图4f、图5a、图5b、图5c、图5d、图5e及图5f所示,在金属圆环120与金属圆盘110之间的距离为5cm时,金属圆盘110的转速为80r/min时,纺丝时间为5分钟时,针管151的尖端与金属圆盘110中心之间的距离为9cm时,采用浓度为25%的DMF溶液,浸泡DMF溶液时间分别为0s、1s、15s、30s、45s和60s,制备得到纳米纤维包芯纱180的断裂强度35.43MPa、63.19MPa、74.06MPa、75.93MPa和62.26MPa,断裂伸长率分别为以及18.27%、20.64%、23.13%、24.81%和26.74%,浸泡DMF溶液可以使纳米纤维包芯纱180中的纳米纤维之间发生黏连现象,有利于纳米纤维包芯纱180的断裂强度增强,而随着浸泡时间的增加,纳米纤维被DMF溶液溶解的比较多后断裂强度会有所下降,但是相对于未经过DMF溶液浸泡的芯纱经过纳米纤维包覆形成的纳米纤维包芯纱180的断裂强度(33.56MPa),浸泡DMF溶液的纳米纤维包芯纱180的断裂强度都有所提高;但是相对于未经过DMF溶液浸泡的纳米纤维包芯纱180的断裂伸长率(42.52%),浸泡DMF溶液后的纳米纤维包芯纱180的断裂伸长率都比较差,由于芯纱浸泡DMF溶液后,使得纳米纤维包芯纱180上包覆的纳米纤维之间发生黏连现象,反而不利于断裂伸长率的提高。如图4f及图5f中,在25%DMF溶液中浸泡处理60S后的纳米纤维包芯纱的纳米纤维表面出现珠状物,由于DMF溶液将PANI/PAN纳米纤维部分溶解后的产物粘附在部分纳米纤维之上导致的珠状物,而且可以看到纳米纤维已经稀稀疏疏被溶解了很多,说明在25%DMF溶液中浸泡处理60S后的纳米纤维包芯纱的纳米纤维包覆结构已经被破坏了。而如图5a-5f,浸泡得到的纳米纤维包芯纱所对应的纳米纤维的平均直径分别为0.28μm、0.28μm、0.27μm、0.26μm和0.25μm,随着处理时间的增加,纳米纤维表面部分溶解后平均直径将逐渐下降。
在本实施例中,为了进一步保证纳米纤维均匀包覆在芯纱上,所述针管151的尖端与金属圆盘110的中心的距离小于9cm。在金属圆环120与金属圆盘110之间的距离恒定的情况下,金属圆盘110的转速恒定的情况下,如金属圆环120与金属圆盘110之间的距离为5cm时,金属圆盘110的转速为80r/min时,纺丝时间为5分钟时,针管151的尖端与金属圆盘110中心之间的距离分别为9cm、10cm、11cm时,制备静电纺丝纳米纤维包芯纱180,即纳米纤维包覆结构纱线,而当针管151的尖端与金属圆盘110中心之间的距离为9cm时,其捻回角为19.11°,而在未穿芯纱的同等条件下,纳米纤维成纱的捻回角为38.19°,即芯纱的粗细影响纳米纤维的捻回角,即成纱后的纱线的各层纤维的捻回角各不相同,如图3a所示,当针管151的尖端与金属圆盘110中心之间的距离为9cm时,纳米纤维包覆在芯纱上相对比较均匀,没有出现露芯的现象;而当针管151的尖端与金属圆盘110中心的距离超过9cm时,如图3b及图3c所示,针管151的尖端与金属圆盘110中心之间的距离分别为10cm及11cm时,纳米纤维包覆结构纱线看不到非常明显的捻向,纳米纤维的取向相对比较杂乱,由于针管151的尖端与金属圆盘110中心之间的距离较大,金属圆盘110与金属圆环120之间的取向纳米纤维160较少,而且纺丝时间也比较短,取向纳米纤维160和部分直喷到芯纱上的纳米纤维相互重叠导致纳米纤维之间排列杂乱,但在芯纱上还是包覆一定的取向纳米纤维160,而这些曲线纳米纤维具有一定的方向性。在相同的纺纱时间内,纳米纤维包覆结构效果越来越差,包覆的纳米纤维也越来越少,这是由于针管151的尖端与金属圆盘110中心之间的距离越大,金属圆盘110与金属圆环120之间的取向纳米纤维160越少的缘故;但随着纺丝的时间增加,越来越多的取向纳米纤维160包覆在芯纱上,这种纳米纤维包覆结构纱线的包覆效果也会越来越好。而且,如图3d、图3e及图3f所示,不管是管的尖端与金属圆盘110中心之间的距离为9cm、或10cm、或11cm时,纳米纤维并行排列并相互粘合在一起,由于个别取向纳米纤维160在加捻过程中被推向了一起,并随着溶剂的挥发而粘合在一起;而在管的尖端与金属圆盘110中心之间的距离为9cm、10cm及11cm时,制备的纳米纤维包芯纱180对应的纳米纤维的平均直径为0.28um、0.26um、0.25um,同时由于针管151的尖端与金属圆盘110中心之间的距离增大,金属圆盘110与金属圆环120之间的纳米纤维的直径有减小的趋势。
在本实施例中,芯纱171可以采用导电纱线或者非导电纱线。如图6所示,当芯纱171为非导电纱线时,电场强度的峰值出现在针管151的尖端附近,针管151的尖端电场强度矢量几乎都指向金属圆盘110和金属圆环120;如图7所示,而当芯纱171为导电纱线时,电场强度的峰值出现在针管151的尖端附近,针管151的尖端电场强度矢量几乎都指向金属圆盘110、金属圆环120及导电纱线,使得不管芯纱171是导电纱线或者非导电纱线,都可以使纳米纤维包覆在芯纱171上,形成纳米纤维包芯纱180。
请参阅图8,发明人还提供了另一个技术方案:一种静电纺丝纳米纤维包芯纱成纱方法,其特征在于,包括以下步骤:
步骤S810:高压电源使金属圆盘、金属圆环与针管的尖端之间形成电场;
步骤S820:芯纱退绕机将芯纱通过金属圆盘的通孔送入金属圆盘与金属圆环之间;
步骤S830:注射泵将纺丝液通过输液管输送至针管,向金属圆盘喷洒纺丝液在金属圆盘与圆环之间形成取向纳米纤维;
步骤S840:驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱;
步骤S850:卷绕机对纳米纤维包芯纱进行卷绕。
纺丝液通过添加质量分数为12%的PAN粉末到DMF溶液中,恒温40°搅拌一夜得到;通过注射泵将纺丝液由输液管输送到针管,针管的内径为1mm、外径为1.4mm,针管倾斜设置在金属圆盘的另一面,针管与金属圆盘之间的夹角为45°,针管的尖端对着金属圆盘,金属圆盘采用半径为10cm、厚度为1mm的不锈钢圆盘,金属圆盘的中心设有通孔,通孔的直径为1cm;纺丝液从针管的尖端喷向金属圆盘,高压电源采用18kV电压形成电场,由于针管的尖端在高压电源的正极,靠近针管的尖端,电场的电势最高;而金属圆盘与金属圆环接地,靠近金属圆环和金属圆盘的位置,电场的电势最低;随着远离针管的尖端的距离增加,电场的电势下降,在高压电源产生的电场的作用下,纺丝液形成纳米纤维,并在金属圆盘和金属圆环之间形成取向纳米纤维,金属圆环采用外环半径0.5cm、内环0.2cm、厚度0.2mm的不锈钢圆环;而且芯纱退绕机将芯纱从金属圆盘的通孔送入,并穿过金属圆环进入卷绕机中,驱动电机通过绝缘传动杆带动金属圆盘旋转,取向纳米纤维以一定的角度包覆在芯纱上,形成纳米纤维包芯纱,卷绕机对纳米纤维包芯纱进行卷绕。装置结构简单,而且通过金属圆盘的旋转将纳米纤维加捻包覆在芯纱上,加捻方式简单,成纱质量好;同时利用高压电源形成的电场,使取向纳米纤维具有很好的取向度,使纳米纤维可以有序地排列在芯纱上。
本实施例中,为了加强纱线的断裂强力;所述“驱动电机通过带动金属圆盘转动将取向纳米纤维加捻在芯纱上形成纳米纤维包芯纱”之后还包括步骤:对纳米纤维包芯纱进行DMF溶液浸渍处理,当采用不同浓度的DMF溶液浸泡时,如图2a、图2b、图2c、图2d、图2e及图2f所示,芯纱采用无捻涤纶复丝,在金属圆环与金属圆盘之间的距离为5cm时,金属圆盘的转速为80r/min时,纺丝时间为5分钟时,针管的尖端与金属圆盘中心之间的距离为9cm时,制备得到纳米纤维包芯纱线,对得到的纳米纤维包芯纱分别采用浓度为5%、15%及25%的DMF溶液浸泡后,得到浸泡后的纳米纤维包芯纱对应纳米纤维的平均直径都在0.26μm左右,基本没有变化。而当浸泡时间为30S时,对制备得到纳米纤维包芯纱分别采用浓度为5%、15%及25%的DMF溶液浸泡后,得到的浸泡后的纳米纤维包芯纱的断裂强度53.30MPa、59.59MPa和74.06MPa,断裂伸长率分别为以及21.07%、22.89%和23.13%,浸泡DMF溶液可以使纳米纤维包芯纱中的纳米纤维之间发生黏连现象,有利于纳米纤维包芯纱的断裂强度增强,而DMF溶液浓度越大,纳米纤维包芯纱的断裂强度越大;由于芯纱浸泡DMF溶液后,使得纳米纤维包芯纱上包覆的纳米纤维之间发生黏连现象,反而不利于断裂伸长率的提高。
而当在相同浓度的DMF溶液浸泡后,在针管的尖端与金属圆盘110中心之间的距离不同时,如图3a、图3b、图3c、图3d、图3e及图3f所示,在金属圆环与金属圆盘之间的距离为5cm时,金属圆盘的转速为80r/min时,纺丝时间为5分钟时,针管的尖端与金属圆盘中心之间的距离分别为9cm、10cm及11cm时,制备得到的静电纺丝纳米纤维包芯纱采用浓度为25%的DMF溶液浸泡后,得到的浸泡后的纳米纤维包芯纱的断裂强度分别为33.56MPa、36.89MPa和28.14MPa,断裂伸长率分别为以及42.52%、25.01%和18.65%。而无捻涤纶复丝芯纱的断裂强度和断裂伸长率分别为26.4MPa以及20.96%。随着针管的尖端与金属圆盘中心的距离增加,纳米纤维包芯纱的断裂强度先增加后减小,断裂伸长呈下降的趋势,但是纳米纤维包芯纱的断裂强度和断裂伸长率基本比芯纱的更高;由于取向纳米纤维经过加捻包覆于芯纱表面,这些纳米纤维属于亚微米级别的纤维,经过加捻后的取向纳米纤维在沿芯纱方向对芯纱起到了增强的作用,在无捻涤纶复丝断裂之后,在芯纱外的包覆结构纳米纤维还未被拉断,将继续被拉伸,因此纳米纤维包芯纱的断裂强度和断裂伸长率有所增加。但是由于当针管的尖端与金属圆盘中心的距离为11cm时,金属圆环与金属圆盘之间的取向纳米纤维数量较少,导致纳米纤维包芯纱包覆的纳米纤维的包覆率低,其纱线强度与断裂伸长都较针管的尖端与金属圆盘中心距离为10cm时下降较多。
而当芯纱在相同浓度的DMF溶液中浸泡时间不同时,如图4a、图4b、图4c、图4d、图4e、图4f、图5a、图5b、图5c、图5d、图5e及图5f所示,在金属圆环与金属圆盘之间的距离为5cm时,金属圆盘的转速为80r/min时,纺丝时间为5分钟时,针管的尖端与金属圆盘中心之间的距离为9cm时,采用浓度为25%的DMF溶液,浸泡DMF溶液时间分别为0s、1s、15s、30s、45s和60s,制备得到纳米纤维包芯纱的断裂强度35.43MPa、63.19MPa、74.06MPa、75.93MPa和62.26MPa,断裂伸长率分别为以及18.27%、20.64%、23.13%、24.81%和26.74%,浸泡DMF溶液可以使纳米纤维包芯纱中的纳米纤维之间发生黏连现象,有利于纳米纤维包芯纱的断裂强度增强,而随着浸泡时间的增加,纳米纤维被DMF溶液溶解的比较多后断裂强度会有所下降,但是相对于未经过DMF溶液浸泡的芯纱经过纳米纤维包覆形成的纳米纤维包芯纱的断裂强度(33.56MPa),浸泡DMF溶液的纳米纤维包芯纱的断裂强度都有所提高;但是相对于未经过DMF溶液浸泡的纳米纤维包芯纱的断裂伸长率(42.52%),浸泡DMF溶液得到的纳米纤维包芯纱的断裂伸长率都比较差,由于芯纱浸泡DMF溶液后,使得纳米纤维包芯纱上包覆的纳米纤维之间发生黏连现象,反而不利于断裂伸长率的提高。如图4f及图5f中,在25%DMF溶液中浸泡处理60S后的纳米纤维包芯纱的纳米纤维表面出现珠状物,由于DMF溶液将PANI/PAN纳米纤维部分溶解后的产物粘附在部分纳米纤维之上导致的珠状物,而且可以看到纳米纤维已经稀稀疏疏被溶解了很多,说明在25%DMF溶液中浸泡处理60S后的纳米纤维包芯纱的纳米纤维包覆结构已经被破坏了。而如图5a-5f,浸泡得到的纳米纤维包芯纱所对应的纳米纤维的平均直径分别为0.28μm、0.28μm、0.27μm、0.26μm和0.25μm,随着处理时间的增加,纳米纤维表面部分溶解后平均直径将逐渐下降。
在本实施例中,为了进一步保证纳米纤维均匀包覆在芯纱上,所述针管的尖端与金属圆盘的中心的距离小于9cm。在金属圆环与金属圆盘之间的距离恒定的情况下,金属圆盘的转速恒定的情况下,如金属圆环与金属圆盘之间的距离为5cm时,金属圆盘的转速为80r/min时,纺丝时间为5分钟时,针管的尖端与金属圆盘中心之间的距离分别为9cm、10cm、11cm时,制备静电纺丝纳米纤维包芯纱,即纳米纤维包覆结构纱线,而当针管的尖端与金属圆盘中心之间的距离为9cm时,其捻回角为19.11°,而在未穿芯纱的同等条件下,纳米纤维成纱的捻回角为38.19°,即芯纱的粗细影响纳米纤维的捻回角,即成纱后的纱线的各层纤维的捻回角各不相同,如图3a所示,当针管的尖端与金属圆盘中心之间的距离为9cm时,纳米纤维包覆在芯纱上相对比较均匀,没有出现露芯的现象;而当针管的尖端与金属圆盘中心的距离超过9cm时,如图3b及图3c所示,针管的尖端与金属圆盘中心之间的距离分别为10cm及11cm时,纳米纤维包覆结构纱线看不到非常明显的捻向,纳米纤维的取向相对比较杂乱,由于针管的尖端与金属圆盘中心之间的距离较大,金属圆盘与金属圆环之间的取向纳米纤维较少,而且纺丝时间也比较短,取向纳米纤维和部分直喷到芯纱上的纳米纤维相互重叠导致纳米纤维之间排列杂乱,但在芯纱上还是包覆一定的取向纳米纤维,而这些曲线纳米纤维具有一定的方向性。在相同的纺纱时间内,纳米纤维包覆结构效果越来越差,包覆的纳米纤维也越来越少,这是由于针管的尖端与金属圆盘中心之间的距离越大,金属圆盘与金属圆环之间的取向纳米纤维越少的缘故;但随着纺丝的时间增加,越来越多的取向纳米纤维包覆在芯纱上,这种纳米纤维包覆结构纱线的包覆效果也会越来越好。而且,如图3d、图3e及图3f所示,不管是管的尖端与金属圆盘中心之间的距离为9cm、或10cm、或11cm时,纳米纤维并行排列并相互粘合在一起,由于个别取向纳米纤维在加捻过程中被推向了一起,并随着溶剂的挥发而粘合在一起;而在管的尖端与金属圆盘中心之间的距离为9cm、10cm及11cm时,制备的纳米纤维包芯纱对应的纳米纤维的平均直径为0.28um、0.26um、0.25um,同时由于针管的尖端与金属圆盘中心之间的距离增大,金属圆盘与金属圆环之间的纳米纤维的直径有减小的趋势。
在本实施例中,芯纱可以采用导电纱线或者非导电纱线。如图6所示,当芯纱为非导电纱线时,电场强度的峰值出现在针管的尖端附近,针管的尖端电场强度矢量几乎都指向金属圆盘和金属圆环;如图7所示,而当芯纱为导电纱线时,电场强度的峰值出现在针管的尖端附近,针管的尖端电场强度矢量几乎都指向金属圆盘、金属圆环及导电纱线,使得不管芯纱是导电纱线或者非导电纱线,都可以使纳米纤维包覆在芯纱上,形成纳米纤维包芯纱。
需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本发明的专利保护范围。因此,基于本发明的创新理念,对本文所述实施例进行的变更和修改,或利用本发明说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本发明的专利保护范围之内。
一种静电纺丝纳米纤维包芯纱成纱装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0