

IPC分类号 : B22F1/00,C22C30/00,C22C32/00,C22C27/06,C23C24/10






专利摘要
石墨烯‑铬钛铝复合材料的制备方法及其在刀具上的应用,通过激光束辐射,使其与刀具表层材料一起熔化接着迅速凝固,获得稀释率小、与刀具材料相容性较好的表面涂层,该表面涂层实际上是一种高致密结合的石墨烯复合熔敷层,使刀具基体材料与涂层材料有机地结合在一起。从而,刀具的抗磨、抗蚀、耐氧化等综合性能得到明显提高,实现刀具表面修复或改良等目的。主要制备条件为:石墨烯纳米粉占复合材料总质量的百分比为5~15%,Ti粉末占复合材料总质量的百分比为20~25%,Al粉末占复合材料总质量的百分比为20~25%,Cr粉末占复合材料总质量的百分比为35~55%。
权利要求
1.石墨烯-铬钛铝复合材料的制备方法,其特征在于,包括以下步骤:
步骤一、选取纳米石墨烯粉体,并将其置于浓度为1.6wt%的氢氟酸水溶液中,超声波处理后静置60~90min,倒出上层溶液及漂浮的杂质,所得沉淀物加入去离子水进行洗涤,静置60~90min再次倒出上层溶液,再次加入去离子水进行洗涤多次,直至上层溶液pH值大于6.5为止,得到酸洗后石墨烯纳米粉;将所得酸洗后石墨烯纳米粉采用无水乙醇进行洗涤,得到预处理后的石墨烯纳米粉,备用;
步骤二、分别取Ti粉末、Cr粉末和Al粉末,按照步骤一相同的操作方法一次制得处理后的Ti粉末、Cr粉末和Al粉末,备用;
步骤三、将步骤一处理后的石墨烯纳米粉倒入装有去离子水、且设有温度传感器的容器中,得到悬浮液A,将装有悬浮液A的容器置于超声波发生器中,在120-170Hz、180~220r/min下超声搅拌,并将悬浮液A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照m(聚乙二醇):m(悬浮液A)=1:80的比例取聚乙二醇,加入到悬浮液A中,继续超声搅拌15~20min,得到混合物B,备用;其中,去离子水的体积为石墨烯纳米粉体积7~8倍;
步骤四、将所得混合物B放入球磨罐中球磨180~220h后,取出混合物B在140~160℃条件下真空干燥24~25h,过筛,得到细化并非团聚的石墨烯纳米粉,备用;
步骤五、取步骤四制得的石墨烯纳米粉、步骤二制得的Ti粉末、Cr粉末和Al粉末倒入装有去离子水、且设有温度传感器的容器中,得到混合物C,其中,去离子水的体积为石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末总体积的3~5倍;将装有混合物C的容器置于超声波发生器中,80~100Hz超声分散,同时对其进行100~150r/min搅拌;在超声搅拌过程中,将混合物C温度升高至100℃,维持该温度,继续超声搅拌30~40min,按照聚m(聚乙二醇):m(混合物C)= 1:100的质量比加入聚乙二醇,然后继续超声搅拌分散10~20min,超声搅拌分散结束后,得到混合物D,备用;
步骤六、将步骤五得到的混合物D放入球磨罐中球磨280~300h后,在170~180℃条件下真空干燥20~22h,过筛,得到石墨烯-铬钛铝复合材料。
2.根据权利要求1所述的石墨烯-铬钛铝复合材料的制备方法,其特征在于:步骤一选取的纳米石墨烯粉体平均厚<3nm,片层直径为1~5μm,比表面积为40~60m2/g;步骤二选取的Ti粉末、Cr粉末和Al粉末的粒径均为15~45μm。
3.根据权利要求1所述的石墨烯-铬钛铝复合材料的制备方法,其特征在于:步骤一中的超声波处理的参数为:60~80Hz超声波,在80~150r/min的转速下搅拌处理50~70min。
4.根据权利要求1所述的石墨烯-铬钛铝复合材料的制备方法,其特征在于:步骤五中,按照质量百分比,石墨烯纳米粉占复合材料总质量的百分比为5~15%,Ti粉末占复合材料总质量的百分比为20~25%,Al粉末占复合材料总质量的百分比为20~25%,Cr粉末占复合材料总质量的百分比为35~55%。
5.根据权利要求1所述的石墨烯-铬钛铝复合材料的制备方法,其特征在于:步骤四和步骤六中球磨罐中的球磨介质均为无水乙醇,研磨球为纳米硬质合金球。
6.如权利要求1所述的制备方法制备的石墨烯-铬钛铝复合材料在刀具上的应用,其特征在于,包括以下步骤:
步骤一、采用砂纸对刀具表面进行打磨至刀具表面的粗糙度Ra达到1.2~1.6μm,将刀具清洗干净并晾干,得到预处理后的刀具,备用;
步骤二、利用激光熔敷系统,利用激光熔覆头将权利要求1制备的石墨烯-铬钛铝复合材料熔覆到表面,其中,激光光斑直径恒定为1mm,激光熔覆层的搭接率恒定为20%,激光的输出功率为1.5~3.0kW,激光的扫描速度为180~300 mm/min,N2流量为3~10 L/min,熔覆完成后,断电自然冷却至室温,即得到石墨烯-铬铝钛复合涂层刀具。
7.根据权利要求6所述的石墨烯-铬钛铝复合材料在刀具上的应用,其特征在于:步骤一的刀具清洗步骤为:将刀具放入丙酮中超声清洗10min后,采用乙醇溶液超声清洗2min以洗去丙酮,然后再用去离子水冲洗干净;然后将刀具置于清洗液中在温度80℃下超声清洗10min,再在混合液中超声清洗2min,最后用去离子水冲洗干净其中,清洗液由体积比依次为1:1:5的NH3∙H2O、H2O2和H2O组成;混合液由体积比依次为1:50的HF和H2O组成。
说明书
技术领域
本发明涉及复合涂层材料技术领域,具体涉及一种石墨烯-铬钛铝复合材料的制备方法及其在刀具上的应用。
背景技术
刀具涂层技术自问世以来,对刀具性能的改善及加工技术的进步起着十分重要的作用,在刀具中涂层刀具所占的比例已超过50%。根据涂层材料的性质,涂层刀具又可分为两大类,即“硬”涂层刀具和“软”涂层刀具。“硬”涂层刀具追求的主要目标是高的硬度和耐磨性,典型的“硬”涂层物质有TiC、TiN、TiCN、A12O3和TiAIN等;“软”涂层刀具追求的主要目标是低摩擦系数,也称为固体润滑涂层刀具,属于自润滑刀具的一种,如MoS2和WS2涂层刀具等。
“硬”涂层刀具主要由化学气相沉积法(CVD)与物理气相沉积法(PVD),这两种方式制备。CVD法的反应气体、反应尾气都可能具有一定的腐蚀性、可燃性及毒性,因此对设备、环境和操作人员都不利,并不符合绿色制造的发展方向。PVD工艺虽然优点很多,但目前仍然存在一定的问题。比如,PVD工艺处理温度较低,因此涂层与刀具基体、涂层与涂层之间的界面结合强度较低,一方面使涂层厚度受到了限制,同时使涂层在切削负荷的作用下很快因开裂和剥落而失效。同时,涂层与刀具基体的性能差异较大,涂层内易形成较大的残余应力,导致刀具在切削(尤其是断续切削)负荷的作用下,易产生微裂纹。“硬”涂层刀具本身的一些缺陷也限制了其使用范围。
“软”涂层刀具目前主要还是以MoS2为代表性涂层,中国专利(专利号ZL 200610068975.3)报道了“自润滑复合软涂层刀具及其制各方法”,它是采用中频磁控+多弧法镀膜方法制备的MoS2/Zr/Ti复合涂层刀具,刀具表面为MoS2 层,MoS2 层与刀具基体之间具有Ti、MoS2/Zr/Ti和MoS2/Zr 过渡层。该刀具在无切削液冷却、润滑的切削过程中,能够在刀具表面能形成具有润滑作用的润滑膜,从而实现刀具自身的润滑功能,但是这种润滑涂层硬度较低而导致刀具涂层尤其是后刀面涂层的耐磨性较差。
目前有在TiN涂层中添加Cr、Al等元素形成多组元的多元涂层,如TiCrN、TiAlN涂层,显微硬度达到HV3000,具有比TiN、TiCN涂层更高的抗机械磨损、抗磨料磨损性能,且涂层的应用温度也提高到800°C以上。虽然TiCrN、TiAlN涂层有效地提高了刀具的抗机械磨损性能,仍不能满足现代高速加工对刀具更好性能的要求。近来添加有的纳米结构的复合涂层具有低摩擦、高硬度和高温抗氧化性等特点成为刀具涂层发展的方向之一。也就是说,多元纳米复合涂层可以进一步提高刀具的硬度和韧性。
石墨烯(Graphene)是一种由单层碳原子紧密堆积而成的二维碳原子晶体,石墨烯的比表面积(2630m2/g)很大,拉伸模量(1.01TPa)和极限强度(116GPa)与单壁纳米管相当。与昂贵的富勒烯和碳纳米管相比,石墨烯价格低廉,原料易得。石墨烯作为一种新型的高性能材料,因其优异的强度、硬度和模量,有望在众多领域得到广泛应用。
如果能将石墨烯多元复合涂层采用一定制备技术添加到刀具表面,就能使刀具涂层既可提高与基体的结合强度,又能具有多种涂层材料的综合物理机械性能,从而满足不同材料、不同加工条件的要求。这样就能很好地解决目前“硬”、“软”涂层刀具遇到的难题,可广泛应用于干切削和难加工材料以及有色金属的切削加工,利用其进行石墨烯的特性,进行高抗磨切削是一种环境效益和经济效益俱佳的工艺选择,具有广阔应用前景。
发明内容
本发明的目的是提克服现有涂层材料的硬涂层和软涂层不能兼具的不足,制备出既可提高与基体的结合强度,又能具有多种涂层材料的综合物理机械性能要求的石墨烯-铬钛铝复合材料的制备方法及其在刀具上的应用。
本发明为实现上述目的所采用的技术方案为:石墨烯-铬钛铝复合材料的制备方法,包括以下步骤:
步骤一、选取纳米石墨烯粉体,并将其置于浓度为1.6wt%的氢氟酸水溶液中,超声波处理后静置60~90min,倒出上层溶液及漂浮的杂质,所得沉淀物加入去离子水进行洗涤,静置60~90min再次倒出上层溶液,再次加入去离子水进行洗涤多次,直至上层溶液pH值大于6.5为止,得到酸洗后石墨烯纳米粉;将所得酸洗后石墨烯纳米粉采用无水乙醇进行洗涤,得到预处理后的石墨烯纳米粉,备用;
步骤二、分别取Ti粉末、Cr粉末和Al粉末,按照步骤一相同的操作方法一次制得处理后的Ti粉末、Cr粉末和Al粉末,备用;
步骤三、将步骤一处理后的石墨烯纳米粉倒入装有去离子水、且设有温度传感器的容器中,得到悬浮液A,将装有悬浮液A的容器置于超声波发生器中,在120-170Hz、180~220r/min下超声搅拌,并将悬浮液A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照m(聚乙二醇):m(悬浮液A)=1:80的比例取聚乙二醇,加入到悬浮液A中,继续超声搅拌15~20min,得到混合物B,备用;其中,去离子水的体积为石墨烯纳米粉体积7~8倍;
步骤四、将所得混合物B放入球磨罐中球磨180~220h后,取出混合物B在140~160℃条件下真空干燥24~25h,过筛,得到细化并非团聚的石墨烯纳米粉,备用;
步骤五、取步骤四制得的石墨烯纳米粉、步骤二制得的Ti粉末、Cr粉末和Al粉末倒入装有去离子水、且设有温度传感器的容器中,得到混合物C,其中,去离子水的体积为石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末总体积的3~5倍;将装有混合物C的容器置于超声波发生器中,80~100Hz超声分散,同时对其进行100~150r/min搅拌;在超声搅拌过程中,将混合物C温度升高至100℃,维持该温度,继续超声搅拌30~40min,按照聚m(聚乙二醇):m(混合物C)= 1:100的质量比加入聚乙二醇,然后继续超声搅拌分散10~20min,超声搅拌分散结束后,得到混合物D,备用;
步骤六、将步骤五得到的混合物D放入球磨罐中球磨280~300h后,在170~180℃条件下真空干燥20~22h,过筛,得到石墨烯-铬钛铝复合材料。
进一步地,步骤一选取的纳米石墨烯粉体平均厚<3nm,片层直径为1~5μm,比表面积为40~60m2/g;步骤二选取的Ti粉末、Cr粉末和Al粉末的粒径均为15~45μm。
进一步地,步骤一中的超声波处理的参数为:60~80Hz超声波,在80~150r/min的转速下搅拌处理50~70min。
进一步地,步骤五中,按照质量百分比,石墨烯纳米粉占复合材料总质量的百分比为5~15%,Ti粉末占复合材料总质量的百分比为20~25%,Al粉末占复合材料总质量的百分比为20~25%,Cr粉末占复合材料总质量的百分比为35~55%。
进一步地,步骤四和步骤六中球磨罐中的球磨介质均为无水乙醇,研磨球为纳米硬质合金球。
上述制备方法制备的石墨烯-铬钛铝复合材料在刀具上的应用,包括以下步骤:
步骤一、采用砂纸对刀具表面进行打磨至刀具表面的粗糙度Ra达到1.2~1.6μm,将刀具清洗干净并晾干,得到预处理后的刀具,备用;
步骤二、利用激光熔敷系统,利用激光熔覆头将上述制备的石墨烯-铬钛铝复合材料熔覆到表面,其中,激光光斑直径恒定为1mm,激光熔覆层的搭接率恒定为20%,激光的输出功率为1.5~3.0kW,激光的扫描速度为180~300 mm/min,N2流量为3~10 L/min,熔覆完成后,断电自然冷却至室温,即得到石墨烯-铬铝钛复合涂层刀具。
进一步地,步骤一的刀具清洗步骤为:将刀具放入丙酮中超声清洗10min后,采用乙醇溶液超声清洗2min以洗去丙酮,然后再用去离子水冲洗干净;然后将刀具置于清洗液中在温度80℃下超声清洗10min,再在混合液中超声清洗2min,最后用去离子水冲洗干净其中,清洗液由体积比依次为1:1:5的NH3∙H2O、H2O2和H2O组成;混合液由体积比依次为1:50的HF和H2O组成。
本发明中,激光熔覆过程的激光的输出功率为1.5~3.0kW,当激光功率比较小时,熔敷材料即制备的石墨烯-铬钛铝复合材料不能够全部熔化,则会导致熔敷层之间以及熔敷层与刀具表面之间不能产生很好的牢固结合,进而产生脱落,降低刀具表面的稀释率以及它们之间的结合强度;相反,如果激光功率过大,造成刀刃表面熔深很大,稀释率很高,并且熔敷材料出现过热甚至过烧,则会引起熔敷层在冷却过程中组织粗大,影响其表面性能,更严重的会由于熔敷材料的气化引起熔敷层品质的降低。
本发明中,激光的扫描速度为180~300 mm/min,如果扫描速度很大,则引起单位长度内激光输入能量的减少,引起刀具表面不能够充分熔化,致使熔敷层与刀刃表面不能很好熔合;相反,如果扫描速度过小,刀具表面熔化量很大,产生较大的稀释率,熔敷层的组织和性能会产生变化,达不到预期目标。刀具激光熔敷工艺参数的不同,最终影响刀刃表面的稀释率,而稀释率直接影响熔敷层硬度、耐磨性、耐蚀性等性能,稀释率过大会导致熔敷层的综合性能不均匀或下降,只有较低的稀释率,才能保证涂层与基体有良好的冶金结合性能。
本发明采用激光熔敷工艺,在刀具表面制备石墨烯-CrTiAl复合涂层,石墨烯复合涂层的激光熔敷技术是采用高能量激光为能量源,根据刀具的性能要求,在刀具表层添置特殊性能的粉末材料,其中的Cr、Ti、Al金属为理想的粘结相材料,具有优异的润湿性,通过激光束辐射,使其与刀具表层材料一起熔化接着迅速凝固,获得稀释率小、与刀具材料相容性较好的表面涂层,该表面涂层实际上是一种高致密结合的石墨烯复合熔敷层,使刀具基体材料与涂层材料有机地结合在一起,不仅能够实现“硬”涂层刀具追求的高的硬度和耐磨性要求,还能够实现软”涂层刀具追求的刀具自润滑的功能。从而,刀具的抗磨、抗蚀、耐氧化等综合性能得到明显提高,实现刀具表面修复或改良等目的。
本发明利用激光的光效应、热效应促进复合涂层与基体刀具更好的结合,由于激光能量密度集中的特点,决定了熔敷层能够迅速加热,并且迅速冷却,使得熔敷层在冷却过程中产生较大的过冷度,对其组织产生均匀细化的作用,有助于改善熔敷层的综合品质。
本发明利用石墨烯的比表面积大、拉伸模量和极限强度较大的优势,连续大功率激光间接照射刀具表面,修饰刀具表面形成纳米级微台阶,为石墨烯薄膜形成初期提供大量成核点,使材料形成初期成核更加容易。
附图说明
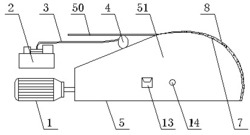
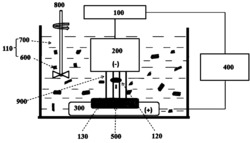
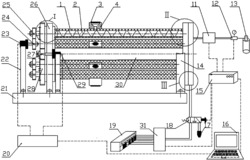
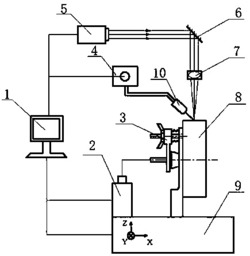
图1为本发明使用的复合涂层刀具的激光熔敷加工系统;
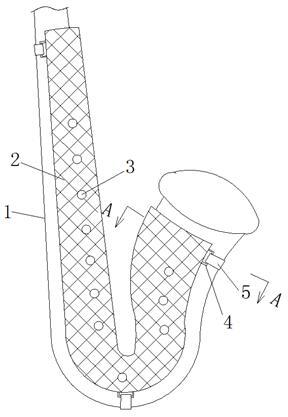
图2为本发明复合涂层刀具加工过程中,刀具前刀面润滑膜形成示意图;
图3为图2中标记A至标记B石墨烯结构表面的吸附沉积图。
具体实施方式
石墨烯-铬钛铝复合材料的制备方法,包括以下步骤:步骤一、选取纳米石墨烯粉体,并将其置于浓度为1.6wt%的氢氟酸水溶液中,60~80Hz超声波,在80~150r/min的转速下搅拌处理50~70min后,静置60~90min,倒出上层溶液及漂浮的杂质,所得沉淀物加入去离子水进行洗涤,静置60~90min再次倒出上层溶液,再次加入去离子水进行洗涤多次,直至上层溶液pH值大于6.5为止,得到酸洗后石墨烯纳米粉;将所得酸洗后石墨烯纳米粉采用无水乙醇进行洗涤,得到预处理后的石墨烯纳米粉,备用;其中选取的纳米石墨烯粉体平均厚<3nm,片层直径为1~5μm,比表面积为40~60m2/g;
步骤二、分别取Ti粉末、Cr粉末和Al粉末,按照步骤一相同的操作方法一次制得处理后的Ti粉末、Cr粉末和Al粉末,备用;其中选取的Ti粉末、Cr粉末和Al粉末的粒径均为15~45μm。
步骤三、将步骤一处理后的石墨烯纳米粉倒入装有去离子水、且设有温度传感器的容器中,得到悬浮液A,将装有悬浮液A的容器置于超声波发生器中,在120-170Hz、180~220r/min下超声搅拌,并将悬浮液A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照m(聚乙二醇):m(悬浮液A)=1:80的比例取聚乙二醇,加入到悬浮液A中,继续超声搅拌15~20min,得到混合物B,备用;其中,去离子水的体积为石墨烯纳米粉体积7~8倍;
步骤四、将所得混合物B放入球磨罐中球磨180~220h后,取出混合物B在140~160℃条件下真空干燥24~25h,过筛,得到细化并非团聚的石墨烯纳米粉,备用;
步骤五、取步骤四制得的石墨烯纳米粉、步骤二制得的Ti粉末、Cr粉末和Al粉末,倒入装有去离子水、且设有温度传感器的容器中,得到混合物C,其中,按照质量百分比,石墨烯纳米粉占复合材料总质量的百分比为5~15%,Ti粉末占复合材料总质量的百分比为20~25%,Al粉末占复合材料总质量的百分比为20~25%,Cr粉末占复合材料总质量的百分比为35~55%;去离子水的体积为石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末总体积的3~5倍;将装有混合物C的容器置于超声波发生器中,80~100Hz超声分散,同时对其进行100~150r/min搅拌;在超声搅拌过程中,将混合物C温度升高至100℃,维持该温度,继续超声搅拌30~40min,按照聚m(聚乙二醇):m(混合物C)= 1:100的质量比加入聚乙二醇,然后继续超声搅拌分散10~20min,超声搅拌分散结束后,得到混合物D,备用;
步骤六、将步骤五得到的混合物D放入球磨罐中球磨280~300h后,在170~180℃条件下真空干燥20~22h,过筛,得到石墨烯-铬钛铝复合材料。
其中的步骤四和步骤六中,球磨罐中的球磨介质均为无水乙醇,研磨球为纳米硬质合金球。
上述制备方法制备的石墨烯-铬钛铝复合材料在刀具上的应用,包括以下步骤:步骤一、采用砂纸对刀具表面进行打磨至刀具表面的粗糙度Ra达到1.2~1.6μm,将刀具放入丙酮中超声清洗10min后,采用乙醇溶液超声清洗2min以洗去丙酮,然后再用去离子水冲洗干净;然后将刀具置于清洗液中在温度80℃下超声清洗10min,再在混合液中超声清洗2min,最后用去离子水冲洗干净其中,清洗液由体积比依次为1:1:5的NH3∙H2O、H2O2和H2O组成;混合液由体积比依次为1:50的HF和H2O组成,晾干,得到预处理后的刀具,备用;
步骤二、利用激光熔敷系统,利用激光熔覆头将权利要求1制备的石墨烯-铬钛铝复合材料熔覆到表面,其中,激光光斑直径恒定为1mm,激光熔覆层的搭接率恒定为20%,激光的输出功率为1.5~3.0kW,激光的扫描速度为180~300 mm/min,N2流量为3~10 L/min,熔覆完成后,断电自然冷却至室温,即得到石墨烯-铬铝钛复合涂层刀具。
本发明可以的复合材料涂层可以应用在现有的刀具上,优选的,本发明的刀具选取WC-6%Co硬质合金基刀具或高速钢基刀具;或者具有微织构表面结构的刀具上。
下面结合具体实施例和附图对本发明作进一步说明,以使本领域的技术人员可以更好的理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
本说明书(包括任何附加权利要求、摘要)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
结合具体实施例对本发明加以说明:
实施例1
一种石墨烯-铬钛铝复合材料在硬质合金基刀具上的应用,通过激光束辐射,使其与刀具表层材料一起熔化接着迅速凝固,获得稀释率小、与刀具材料相容性较好的表面涂层,该表面涂层实际上是一种高致密结合的石墨烯复合熔敷层,使刀具基体材料与涂层材料有机地结合在一起。从而,刀具的抗磨、抗蚀、耐氧化等综合性能得到明显提高,实现刀具表面修复或改良等目的。主要制备条件为:细化的石墨烯纳米粉末占总质量百分比为5%,Ti粉末占总质量百分比为20%,Al粉末占质量百分比为20%,Cr粉末占总质量百分比为55%,激光输出功率为1.5kW,扫描速度为180 mm/min,N2流量为3 L/min。
具体包括以下步骤:
步骤(1):硬质合金基刀具预处理准备工作:
a、采用1200#细砂纸对硬质合金基刀具表面进行打磨,确保粗糙度Ra达到1.2μm。
b、将硬质合金基刀具放入丙酮中超声清洗10min,去除其表面磨屑和油污。
c、然后用酒精超声清洗2min洗去丙酮,再用去离子水冲洗干净。
d、然后由体积比NH3∙H2O:H2O2:H2O =1:1:5的NH3∙H2O、H2O2、H2O组成的清洗液中在温度80℃下超声清洗10min,再在由体积比HF:H2O = 1:50的HF和H2O组成的混合液中超声清洗2min,最后用去离子水冲洗干净。
步骤(2):粉末的选取与球磨预处理工作:
a、粉末的选取:石墨烯粉末平均厚<3 nm,片层直径为1~5 μm,比表面积为40~60 m2/g;Ti粉末、Cr粉末和Al粉末的粒径均为15~45 μm。
b、粉末的预处理:分别将石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末置于四个盛有浓度为1.6wt%的氢氟酸水溶液的容器中,然后均在60Hz超声波、80r/min搅拌处理70min,静置60min,倒出上层溶液及漂浮的杂质,所得沉淀物分别加入去离子水进行洗涤,静置60min再次倒出上层溶液,再次加入去离子水进行洗涤,直至上层溶液pH值大于6.5为止,分别得到酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末;将所得酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末分别采用无水乙醇洗涤进行洗涤,分别得到预处理后的石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末,备用;
c、配料、搅拌、分散及球磨:
将石墨烯纳米粉倒入装有石墨烯纳米粉体积8倍的去离子水、且设有温度传感器的容器中,得到混合物A;将装有混合物A的容器置于超声波发生器中,150Hz超声波处理,同时对其进行180r/min搅拌;在超声搅拌过程中,将混合物A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照聚乙二醇和混合物A的质量比为1:80取聚乙二醇,加入到混合物A中,继续超声搅拌15min,得到混合物B;将所得混合物B放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨180h,在140℃条件下真空干燥24h,过筛,得到细化并非团聚的石墨烯纳米粉,备用。
d、二次球磨:
取上述步骤c所得,细化的石墨烯纳米粉末占总质量百分比为5%,上述步骤b所得Ti粉末占总质量百分比为20%,Al粉末占质量百分比为25%,Cr粉末占总质量百分比为50%,将所有粉末以一起倒入总体积5倍的去离子水的容器中,得到混合物C;所述容器配合有温度传感器,可以随时测量容器内液体的温度;将装有混合物C的容器置于超声波发生器中,80Hz超声分散,同时对其进行100r/min搅拌;在超声搅拌过程中,将混合物温度快速升高至100℃,维持该温度,继续超声搅拌30min,按照聚乙二醇和混合物的质量比为1:100加入聚乙二醇,然后继续超声搅拌分散15min,超声搅拌分散结束后,得到混合物D;将所得混合物D放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨280h,在170℃条件下真空干燥20h,过筛,得到二次球磨细化粉末,备用。
步骤(3):激光熔敷石墨烯复合涂层工作:
激光熔敷石墨烯复合涂层的制备在刀具同轴送粉激光熔敷加工成套系统上进行。刀具的同轴送粉激光熔敷加工工作系统如图1所示,其主要由激光器、工业机器人、熔敷头、气载送粉器、水冷系统、自动回转工作台、预热系统和一些外部辅助设备等组成。石墨烯复合涂层的激光熔敷制备主要工艺参数为:保持光斑直径恒定为1mm,搭接率恒定为20%,激光输出功率为1.5 kW,扫描速度为180 mm/min,N2流量为3L/min,然后断电自然冷却至室温,即得到硬质合金基石墨烯-铬铝钛复合涂层刀具。
实施例2
一种石墨烯-铬钛铝复合材料在高速钢基刀具上的应用,通过激光束辐射,使其与刀具表层材料一起熔化接着迅速凝固,获得稀释率小、与刀具材料相容性较好的表面涂层,该表面涂层实际上是一种高致密结合的石墨烯复合熔敷层,使刀具基体材料与涂层材料有机地结合在一起。从而,刀具的抗磨、抗蚀、耐氧化等综合性能得到明显提高,实现刀具表面修复或改良等目的。主要制备条件为:细化的石墨烯纳米粉末占总质量百分比为10%,Ti粉末占总质量百分比为22%,Al粉末占质量百分比为23%,Cr粉末占总质量百分比为45%,激光输出功率为2.2kW,扫描速度为240 mm/min,N2流量为6 L/min。
具体包括以下步骤:
步骤(1):高速钢基刀具预处理准备工作:
a.采用1200#细砂纸对刀具表面进行打磨,确保粗糙度Ra达到1.4μm。
b.将刀具放入丙酮中超声清洗10分钟,去除其表面磨屑和油污。
c.然后用酒精超声清洗2分钟洗去丙酮,再用去离子水冲洗干净。
d. 然后由体积比NH3∙H2O:H2O2:H2O =1:1:5的NH3∙H2O、H2O2、H2O组成的清洗液中在温度80 ℃下超声清洗10min,再在由体积比HF:H2O = 1:50的HF和H2O组成的混合液中超声清洗2min,最后用去离子水冲洗干净。
步骤(2):粉末的选取与球磨预处理工作:
a.粉末的选取。石墨烯粉末平均厚< 3 nm,片层直径为1~5 μm,比表面积为40~60 m2/g;Ti粉末、Cr粉末和Al粉末的粒径均为15~45 μm。
b.粉末的预处理。分别将石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末置于四个盛有浓度为1.6wt%的氢氟酸水溶液的容器中,然后70Hz超声波、120r/min搅拌处理70min,静置75min,倒出上层溶液及漂浮的杂质,所得沉淀物加入去离子水进行洗涤,静置75min再次倒出上层溶液,再次加入去离子水进行洗涤,直至上层溶液pH值大于6.5为止,分别得到酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末;将所得酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末分别采用无水乙醇洗涤进行洗涤,分别得到预处理后的石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末,备用;
c.配料、搅拌、分散及球磨。
将石墨烯纳米粉倒入装有石墨烯纳米粉体积7.5倍的去离子水、且设有温度传感器的容器中,得到混合物A;将装有混合物A的容器置于超声波发生器中,150Hz超声波处理,同时对其进行200r/min搅拌;在超声搅拌过程中,将混合物A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照聚乙二醇和混合物A的质量比为1:80取聚乙二醇,加入到混合物A中,继续超声搅拌17min,得到混合物B;将所得混合物B放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨200h,在150℃条件下真空干燥24.5h,过筛,得到细化并非团聚的石墨烯纳米粉,备用。
d.二次球磨。
取上述步骤c所得,细化的石墨烯纳米粉末占总质量百分比为5%,上述步骤b所得Ti粉末占总质量百分比为22%,Al粉末占质量百分比为23%,Cr粉末占总质量百分比为45%,将所有粉末以一起倒入总体积4倍的去离子水的容器中,得到混合物C;所述容器配合有温度传感器,可以随时测量容器内液体的温度;将装有混合物C的容器置于超声波发生器中,90Hz超声分散,同时对其进行130r/min搅拌;在超声搅拌过程中,将混合物温度快速升高至100℃,维持该温度,继续超声搅拌35min,按照聚乙二醇和混合物的质量比为1:100加入聚乙二醇,然后继续超声搅拌分散10min,超声搅拌分散结束后,得到混合物D;将所得混合物D放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨295h,在175℃条件下真空干燥21h,过筛,得到二次球磨细化粉末,备用。
步骤(3):激光熔敷石墨烯复合涂层工作:
激光熔敷石墨烯复合涂层的制备在刀具同轴送粉激光熔敷加工成套系统上进行。刀具的同轴送粉激光熔敷加工工作系统,其主要由激光器、工业机器人、熔敷头、气载送粉器、水冷系统、自动回转工作台、预热系统和一些外部辅助设备等组成。刀具激光熔敷加工系统如图1所示。石墨烯复合涂层的激光熔敷制备主要工艺参数为:保持光斑直径恒定为1mm,搭接率恒定为20%,激光输出功率为2.2 kW,扫描速度为240 mm/min,N2流量为6L/min,然后断电自然冷却至室温,即得到高速钢基石墨烯-铬铝钛复合涂层刀具。
实施例3
一种石墨烯-铬钛铝复合材料在刀具上的应用,通过激光束辐射,使其与刀具表层材料一起熔化接着迅速凝固,获得稀释率小、与刀具材料相容性较好的表面涂层,该表面涂层实际上是一种高致密结合的石墨烯复合熔敷层,使刀具基体材料与涂层材料有机地结合在一起。从而,刀具的抗磨、抗蚀、耐氧化等综合性能得到明显提高,实现刀具表面修复或改良等目的。主要制备条件为:细化的石墨烯纳米粉末占总质量百分比为15%,Ti粉末占总质量百分比为25%,Al粉末占质量百分比为25%,Cr粉末占总质量百分比为35%,激光输出功率为3kW,扫描速度为300 mm/min,N2流量为10 L/min。
具体包括以下步骤:
步骤(1)、刀具预处理准备工作:
a.采用1500#细砂纸对刀具表面进行打磨,确保粗糙度Ra达到1.6μm。
b.将刀具放入丙酮中超声清洗10分钟,去除其表面磨屑和油污。
c.然后用酒精超声清洗2分钟洗去丙酮,再用去离子水冲洗干净。
d. 然后由体积比NH3∙H2O:H2O2:H2O =1:1:5的NH3∙H2O、H2O2、H2O组成的清洗液中在温度80℃下超声清洗10min,再在由体积比HF:H2O = 1:50的HF和H2O组成的混合液中超声清洗2min,最后用去离子水冲洗干净。
步骤(2)、粉末的选取与球磨预处理工作:
a.粉末的选取。石墨烯粉末平均厚< 3 nm,片层直径为1~5μm,比表面积为40~60 m2/g;Ti粉末、Cr粉末和Al粉末的粒径均为15~45μm。
b.粉末的预处理。分别将石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末置于浓度为1.6wt%的氢氟酸水溶液中,然后80Hz超声波、150r/min搅拌处理70min,静置90min,倒出上层溶液及漂浮的杂质,所得沉淀物加入去离子水进行洗涤,静置90min再次倒出上层溶液,再次加入去离子水进行洗涤,直至上层溶液pH值大于6.5为止,分别得到酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末;将所得酸洗后石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末分别采用无水乙醇洗涤进行洗涤,分别得到预处理后的石墨烯纳米粉、Ti粉末、Cr粉末和Al粉末,备用;
c.配料、搅拌、分散及球磨。
将石墨烯纳米粉倒入装有石墨烯纳米粉体积8倍的去离子水、且设有温度传感器的容器中,得到混合物A;将装有混合物A的容器置于超声波发生器中,170Hz超声波处理,同时对其进行220r/min搅拌;在超声搅拌过程中,将混合物A的温度升高至105℃,维持该温度,并超声搅拌35min后,按照聚乙二醇和混合物A的质量比为1:80取聚乙二醇,加入到混合物A中,继续超声搅拌17min,得到混合物B;将所得混合物B放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨220h,在160℃条件下真空干燥25h,过筛,得到细化并非团聚的石墨烯纳米粉,备用。
d.二次球磨。
取上述步骤c所得,细化的石墨烯纳米粉末占总质量百分比为15%,上述步骤b所得Ti粉末占总质量百分比为25%,Al粉末占质量百分比为25%,Cr粉末占总质量百分比为35%,将所有粉末以一起倒入总体积3倍的去离子水的容器中,得到混合物C;所述容器配合有温度传感器,可以随时测量容器内液体的温度;将装有混合物C的容器置于超声波发生器中,100Hz超声分散,同时对其进行150r/min搅拌;在超声搅拌过程中,将混合物温度快速升高至100℃,维持该温度,继续超声搅拌40min,按照聚乙二醇和混合物的质量比为1:100加入聚乙二醇,然后继续超声搅拌分散20min,超声搅拌分散结束后,得到混合物D;将所得混合物D放入球磨罐中(球的材料选用超细晶粒的纳米硬质合金球),以无水乙醇为介质,球磨300h,在180℃条件下真空干燥22h,过筛,得到二次球磨细化粉末,备用。
步骤(3)、激光熔敷石墨烯复合涂层工作:
激光熔敷石墨烯复合涂层的制备在刀具同轴送粉激光熔敷加工成套系统上进行。刀具的同轴送粉激光熔敷加工工作系统,其主要由激光器、工业机器人、熔敷头、气载送粉器、水冷系统、自动回转工作台、预热系统和一些外部辅助设备等组成。刀具激光熔敷加工系统如图1所示。石墨烯复合涂层的激光熔敷制备主要工艺参数为:保持光斑直径恒定为1mm,搭接率恒定为20%,激光输出功率为3.0 kW,扫描速度为300 mm/min,N2流量为10 L/min,然后断电自然冷却至室温,即得到硬质合金基石墨烯-铬铝钛复合涂层刀具。
其中,图2为石墨烯复合涂层刀具加工过程中,前刀面润滑膜形成示意图。石墨烯复合涂层刀具材料在切削摩擦过程中的润滑机理主要是依赖与石墨烯自身的片层结构特性,与拉伸模量和极限强度高的特点。
首先,石墨烯-CrTiAl复合涂层与切屑在切削摩擦副接触表面时,可以形成吸附沉积,如图3所示,阻止切屑与基体摩擦副间的直接接触,形成物理减摩层,依靠石墨烯本身的片层结构,可以大幅度的降低切削过程中的摩擦系数,实现一种自润滑切削,同时石墨烯本身的拉伸模量和极限强度也非常高,这种自润滑膜本身并不容易破裂,可以较长时间实现一种物理自润滑。
其次,随着切削摩擦过程的不断进行,物理减摩层逐渐失去连续性,在摩擦反复作用下,涂层刀具中的Cr、Al元素与空气中的O反应形成Al2O3和Cr2O3氧化膜,起到抑制氧化、耐磨及隔热作用,使更多的热量通过切屑带走,降低了刀具体温度。
最后,石墨烯本身与切屑表面发生也容易发生摩擦化学反应,生成含石墨烯的复杂摩擦化学反应膜,最终吸附减摩层和摩擦化学反应膜共同作用,使得摩擦磨损降低。
石墨烯-铬钛铝复合材料的制备方法及其在刀具上的应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0