








专利摘要
本发明公开了一种用于轻量化汽车外壳骨架的焊接工装,本发明可以快速的对汽车外壳骨架进行定位,并利用负压进行固定,负压吸盘采用多个一组的方式,可以提高骨架固定的稳固性,并防止外壳骨架变形,本发明设置了焊渣处理组件,焊渣处理组件跟踪焊枪设置,这样,焊渣可以利用焊渣处理组件进行吸附走的同时,对焊渣进行降温处理,保证汽车外壳骨架的性能,而且,本发明的焊渣处理组件角度以及位置调节灵活,保证跟踪性能,本发明的外壳固定支撑装置不仅可以调节高度,而且,实现对外壳骨架的自动移动定位,并利用移动滚轮将焊接完成的外壳骨架进行移走,进入下一个加工工位,不需要额外的装夹,提高了加工效率。
权利要求
1.一种用于轻量化汽车外壳骨架的焊接工装,其包括导轨、横向移动组件、角度调节组件、焊渣处理组件、汽车外壳骨架支撑组件和控制器,其特征在于,所述导轨采用吊架固定设置在焊接车间内,且所述导轨沿着汽车外壳的宽度方向横向延伸设置;
所述横向移动组件对称的设置在所述导轨的两侧,且所述横向移动组件在所述导轨上横向移动;
所述横向移动组件的下方连接设置有角度调节组件,所述角度调节组件的端部设置有所述焊渣处理组件;
所述焊渣处理组件在所述控制器的控制下跟踪对汽车外壳骨架进行焊接的焊枪移动,且所述焊渣处理组件始终保持设置在所述焊枪的上方;
所述汽车外壳骨架支撑组件对汽车外壳骨架进行支撑并固定,且所述汽车外壳骨架支撑组件上端设置有对汽车外壳骨架进行驱动横向移动的辊筒组,且所述辊筒组的轴线方向沿着汽车外壳骨架的长度方向设置;
所述汽车外壳骨架支撑组件为可升降的调节设置,且所述汽车外壳骨架支撑组件的底部设置有移动滚轮,所述汽车外壳骨架支撑组件上还设置有对汽车外壳骨架进行固定的负压吸盘固定组件;
所述角度调节组件包括转动电机、转动轴、固定座、连接耳板、调节固定架、驱动连杆、铰接连杆、调节驱动气缸杆、铰接支座和伸缩套座,其中,所述固定座连接固定在连接座下端,所述固定座内设置有转动电机,所述固定座内还悬挂设置有转动轴,所述转动电机驱动所述转动轴转动,所述转动轴下端连接所述连接耳板,所述连接耳板下端固定在调节固定架上,所述调节固定架的上部设置有横向的调节驱动气缸,所述调节驱动气缸的调节驱动气缸杆连接至驱动连杆的上端,所述调节固定架的下部铰接设置有所述铰接支座,所述铰接支座上垂直固定设置有铰接连杆,所述铰接连杆的上端与所述驱动连杆的下端铰接设置,所述铰接支座上还可伸缩的调节设置有伸缩套座,焊渣处理组件设置在所述伸缩套座上;
所述横向移动组件包括横移电机、横移架、横移齿轮,其中,所述横移齿轮设置在所述横移架的四个角上,所述横移齿轮设置在所述导轨的上下两侧,且所述横移齿轮与所述导轨的上下两侧的齿均啮合传动,所述横移架的底部连接设置连接座,所述横移架上还设置有横移电机,所述横移电机输出轴通过减速器连接至所述横移齿轮。
2.根据权利要求1所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述汽车外壳骨架支撑组件包括底架、移动滚轮、高度调节组件和支撑工作台,其中,所述底架的底部设置有多个移动滚轮,所述底架的上端通过高度调节组件支撑设置有所述支撑工作台,所述支撑工作台的外围四周设置有固定架,所述负压吸盘固定组件固定在所述固定架的内侧,所述支撑工作台上还设置有对汽车外壳骨架进行定位的定位销。
3.根据权利要求2所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述高度调节组件包括高度调节器和高度控制气缸,所述高度调节器采用两个交叉铰接设置的铰接支板而成,铰接支板的上端铰接设置在支撑工作台下端面,所述铰接支板的下端铰接设置在底架上端面,所述支撑工作台和底架之间还铰接设置有高度控制气缸。
4.根据权利要求3所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述辊筒组布设在所述支撑工作台上,所述辊筒组的各个辊筒的辊筒轴的一端伸出所述支撑工作台设置,且伸出的一端固定设置有驱动链轮,各个驱动链轮采用链条传动连接在一起,所述链条采用链条驱动电机进行驱动。
5.根据权利要求1所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述负压吸盘固定组件包括安装盘、连接盘、外吸盘架、外吸盘座、内吸盘调节气缸、内吸盘调节气缸杆、内吸盘架和吸盘,其中,所述安装盘连接在所述汽车外壳骨架支撑组件上,所述安装盘的中心连接设置有连接盘,所述连接盘上固定设置有内吸盘调节气缸,所述内吸盘调节气缸的内吸盘调节气缸杆的端部固定设置有内吸盘架,所述内吸盘架的端部圆周阵列设置有多个吸盘,且吸盘在所述内吸盘架上铰接设置以便调节吸盘的角度,所述内吸盘调节气缸的缸体上固定套设有外吸盘架,所述外吸盘架的端部圆周阵列固定设置有多个外吸盘座,所述外吸盘座上可调节角度的铰接固定设置有吸盘。
6.根据权利要求5所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述焊渣处理组件包括焊渣罩和吸焊渣风机,所述焊渣罩设置在所述伸缩套座的端部,所述吸焊渣风机连接至所述焊渣罩。
7.根据权利要求2所述的一种用于轻量化汽车外壳骨架的焊接工装,其特征在于:所述底架上固定设置有气泵站以及气泵站控制器。
说明书
技术领域
本发明涉及一种用于轻量化汽车外壳骨架的焊接工装,属于汽车焊接辅助设备技术领域。
背景技术
目前,随着人们对环保的逐渐重视以及能源的短缺,人们对汽车的燃料消耗也越来越重视,对此,汽车开始向轻量化的方向发展,汽车的轻量化,就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。实验证明,汽车质量降低一半,燃料消耗也会降低将近一半。由于环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流。
对于轻量化汽车来说,其质量越来越轻,外壳要求也越来越薄,由于汽车的强度要求较高,这就要求汽车的外壳质量越来越高。因此,对于其外壳骨架的焊接要求也越来越高,而在焊接时,外壳骨架很容易受到焊渣的影响,高温的焊渣对表面产生损坏。
本发明针对以上问题,提供一种用于轻量化汽车外壳骨架的焊接工装,提高轻量化汽车外壳骨架的焊接质量,并提高焊接的自动化。
发明内容
为实现上述目的,本发明提供如下技术方案:一种用于轻量化汽车外壳骨架的焊接工装,其包括导轨、横向移动组件、角度调节组件、焊渣处理组件、汽车外壳骨架支撑组件和控制器,其特征在于,
所述导轨采用吊架固定设置在焊接车间内,且所述导轨沿着汽车外壳的宽度方向横向延伸设置;
所述横向移动组件对称的设置在所述导轨的两侧,且所述横向移动组件在所述导轨上横向移动;
所述横向移动组件的下方连接设置有角度调节组件,所述角度调节组件的端部设置有所述焊渣处理组件;
所述焊渣处理组件在所述控制器的控制下跟踪对汽车外壳骨架进行焊接的焊枪移动,且所述焊渣处理组件始终保持设置在所述焊枪的上方;
所述汽车外壳骨架支撑组件对汽车外壳骨架进行支撑并固定,且所述汽车外壳骨架支撑组件上端设置有对汽车外壳骨架进行驱动横向移动的滚筒组,且所述辊筒组的轴线方向沿着汽车外壳骨架的长度方向设置;
所述汽车外壳骨架支撑组件为可升降的调节设置,且所述汽车外壳骨架支撑组件的底部设置有移动滚轮,所述汽车外壳骨架支撑组件上还设置有对汽车外壳骨架进行固定的负压吸盘固定组件。
进一步,作为优选,所述负压吸盘固定组件包括安装盘、连接盘、外吸盘架、外吸盘座、内吸盘调节气缸、内吸盘调节气缸杆、内吸盘架和吸盘,其中,所述安装盘连接在所述汽车外壳骨架支撑组件上,所述安装盘的中心连接设置有连接盘,所述连接盘上固定设置有内吸盘调节气缸,所述内吸盘调节气缸的内吸盘调节气缸杆的端部固定设置有内吸盘架,所述内吸盘架的端部圆周阵列设置有多个吸盘,且吸盘在所述内吸盘架上铰接设置以便调节吸盘的角度,所述内吸盘调节气缸的缸体上固定套设有外吸盘架,所述外吸盘架的端部圆周阵列固定设置有多个外吸盘座,所述外吸盘座上可调节角度的铰接固定设置有吸盘。
进一步,作为优选,所述汽车外壳骨架支撑组件包括底架、移动滚轮、高度调节组件和支撑工作台,其中,所述底架的底部设置有多个移动滚轮,所述底架的上端通过高度调节组件支撑设置有所述支撑工作台,所述支撑工作台的外围四周设置有固定架,所述负压吸盘固定组件固定在所述固定架的内侧,所述支撑工作台上还设置有对汽车外壳骨架进行定位的定位销。
进一步,作为优选,所述高度调节组件包括高度调节器和高度控制气缸,所述高度调节器采用两个交叉铰接设置的铰接支板而成,铰接支板的上端铰接设置在支撑工作台下端面,所述铰接支板的下端铰接设置在底架上端面,所述支撑工作台和底架之间还铰接设置有高度控制气缸。
进一步,作为优选,所述横向移动组件包括横移电机、横移架、横移齿轮,其中,所述横移齿轮设置在所述横移架的四个角上,所述横移齿轮设置在所述导轨的上下两侧,且所述横移齿轮与所述导轨的上下两侧的齿均啮合传动,所述横移架的底部连接设置连接座,所述横移架上还设置有横移电机,所述横移电机输出轴通过减速器连接至所述横移齿轮。
进一步,作为优选,所述辊筒组布设在所述支撑工作台上,所述辊筒组的各个辊筒的辊筒轴的一端伸出所述支撑工作台设置,且伸出的一端固定设置有驱动链轮,各个驱动链轮采用链条传动连接在一起,所述链条采用链条驱动电机进行驱动。
进一步,作为优选,所述角度调节组件包括转动电机、转动轴、固定座、连接耳板、调节固定架、驱动连杆、铰接连杆、调节驱动气缸杆、铰接支座和伸缩套座,其中,所述固定座连接固定在连接座下端,所述固定座内设置有转动电机,所述固定座内还悬挂设置有转动轴,所述转动电机驱动所述转动轴转动,所述转动轴下端连接所述连接耳板,所述连接耳板下端固定在调节固定架上,所述调节固定架的上部设置有横向的调节驱动气缸,所述调节驱动气缸的调节驱动气缸杆连接至驱动连杆的上端,所述调节固定架的下部铰接设置有所述铰接支座,所述铰接支座上垂直固定设置有铰接连杆,所述铰接连杆的上端与所述驱动连杆的下端铰接设置,所述铰接支座上还可伸缩的调节设置有伸缩套座,焊渣处理组件设置在所述伸缩套座上。
进一步,作为优选,所述焊渣处理组件包括焊渣罩和吸焊渣风机,所述焊渣罩设置在所述伸缩座套的端部,所述吸焊渣风机连接至所述焊渣罩。
进一步,作为优选,所述底架上固定设置有气泵站以及气泵站控制器。
与现有技术相比,本发明的有益效果是:
本发明的用于轻量化汽车外壳骨架的焊接工装,可以快速的对汽车外壳骨架进行定位,并利用负压进行固定,负压吸盘采用多个一组的方式,可以提高骨架固定的稳固性,并防止外壳骨架变形,本发明设置了焊渣处理组件,焊渣处理组件跟踪焊枪设置,这样,焊渣可以利用焊渣处理组件进行吸附走的同时,对焊渣进行降温处理,保证汽车外壳骨架的性能,而且,本发明的焊渣处理组件角度以及位置调节灵活,保证跟踪性能,本发明的外壳固定支撑装置不仅可以调节高度,而且,实现对外壳骨架的自动移动定位,并利用移动滚轮将焊接完成的外壳骨架进行移走,进入下一个加工工位,不需要额外的装夹,提高了加工效率。
附图说明
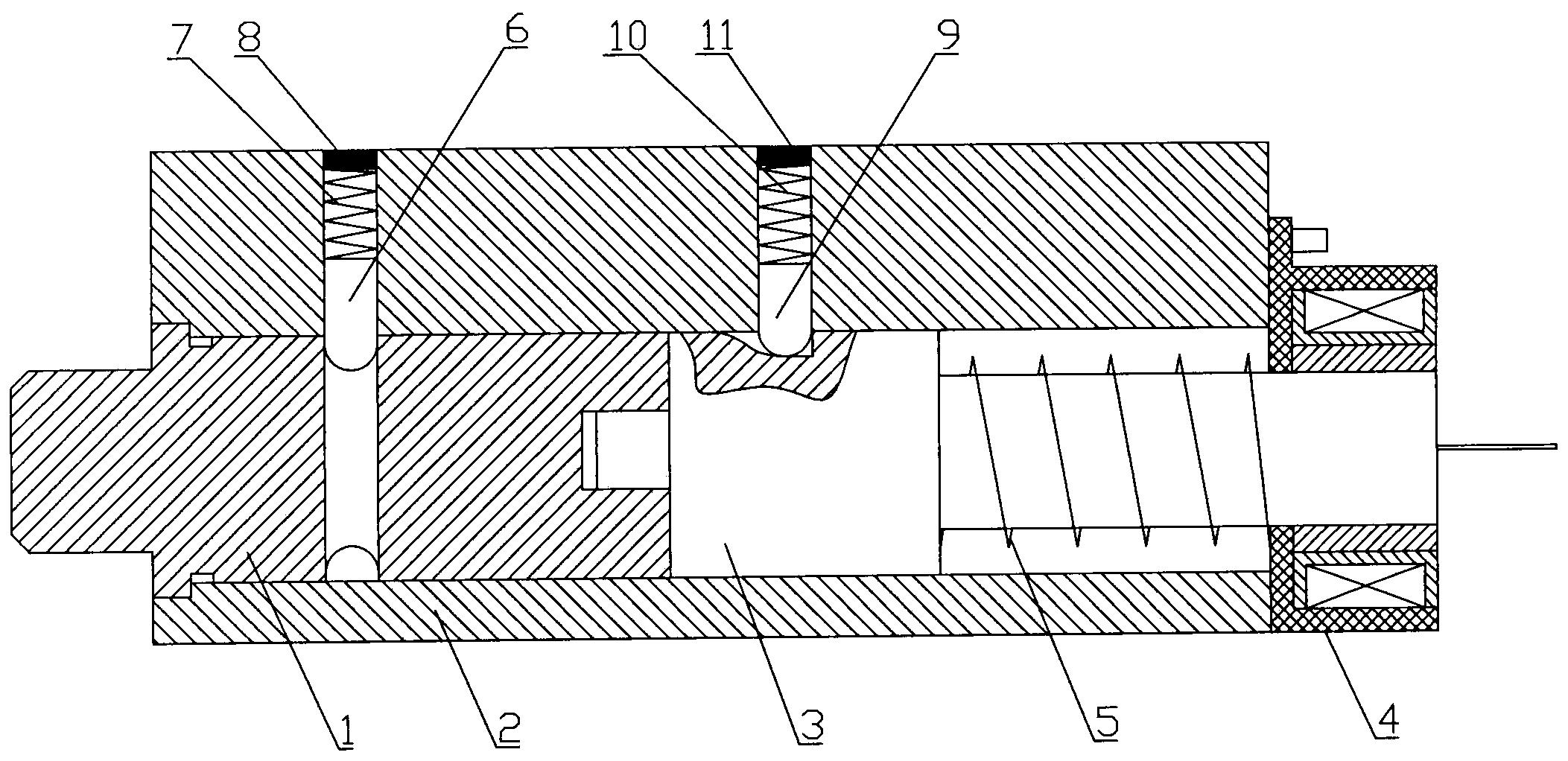
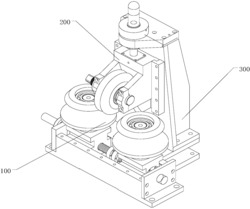
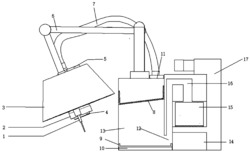
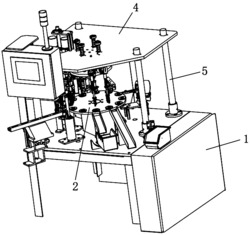
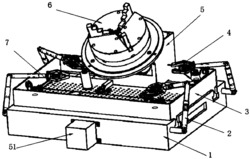
图1是本发明一种用于轻量化汽车外壳骨架的焊接工装的整体结构示意图;
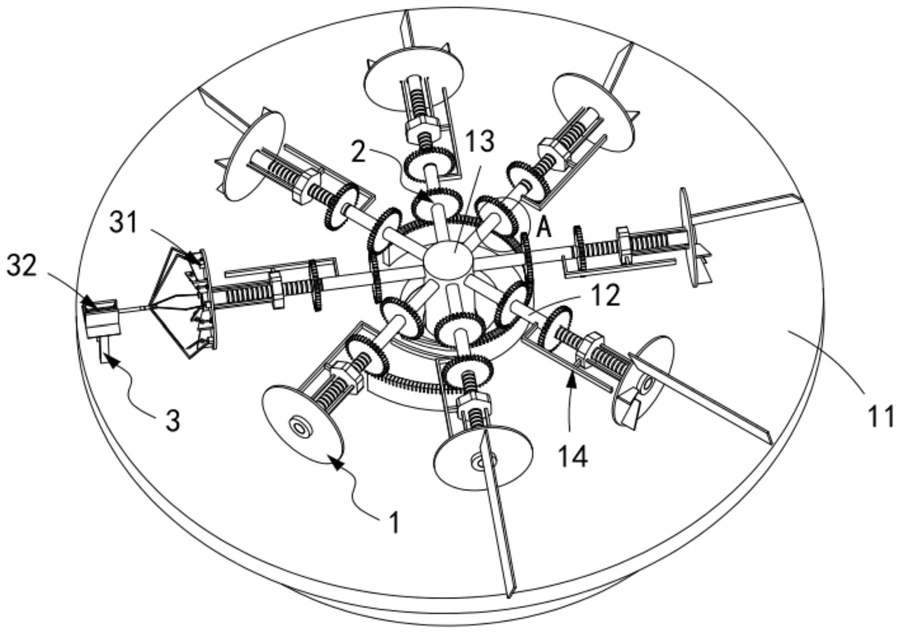
图2是本发明一种用于轻量化汽车外壳骨架的焊接工装的负压吸盘固定组件结构示意图;
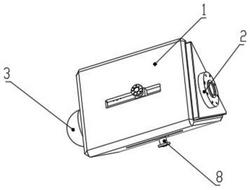
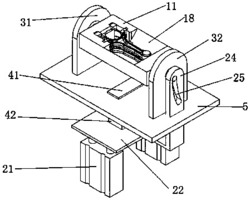
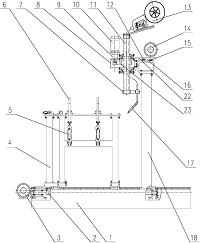
图3是本发明一种用于轻量化汽车外壳骨架的焊接工装的焊渣处理组件结构示意图;
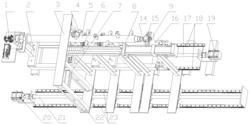
其中,1、导轨,2、横向移动组件,3、连接座,4、角度调节组件,5、焊渣处理组件,6、焊渣罩,7、吸焊渣风机,8、汽车外壳骨架,9、支撑工作台,10、定位销,11、固定架,12、驱动链轮,13、底架,14、高度调节器,15、高度控制气缸,16、链条驱动电机,17、气泵站,18、气泵站控制器,19、移动滚轮,20、吊架,21、横移电机,22、横移架,23、安装盘,24、连接盘,25、外吸盘架,26、外吸盘座,27、内吸盘调节气缸,28、内吸盘调节气缸杆,29、内吸盘架,30、吸盘,31、转动电机,32、转动轴,33、固定座,34、连接耳板,35、调节固定架,36、驱动连杆,37、铰接连杆,38、调节驱动气缸杆,39、铰接支座,40、伸缩套座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,本发明提供一种技术方案:一种用于轻量化汽车外壳骨架的焊接工装,其包括导轨1、横向移动组件2、角度调节组件4、焊渣处理组件5、汽车外壳骨架支撑组件和控制器,其特征在于,
所述导轨1采用吊架20固定设置在焊接车间内,且所述导轨1沿着汽车外壳骨架8的宽度方向横向延伸设置;
所述横向移动组件2对称的设置在所述导轨1的两侧,且所述横向移动组件2在所述导轨1上横向移动;
所述横向移动组件2的下方连接设置有角度调节组件4,所述角度调节组件4的端部设置有所述焊渣处理组件5;
所述焊渣处理组件5在所述控制器的控制下跟踪对汽车外壳骨架进行焊接的焊枪移动,且所述焊渣处理组件5始终保持设置在所述焊枪的上方;
所述汽车外壳骨架支撑组件对汽车外壳骨架进行支撑并固定,且所述汽车外壳骨架支撑组件上端设置有对汽车外壳骨架8进行驱动横向移动的滚筒组,且所述辊筒组的轴线方向沿着汽车外壳骨架的长度方向设置;
所述汽车外壳骨架支撑组件为可升降的调节设置,且所述汽车外壳骨架支撑组件的底部设置有移动滚轮19,所述汽车外壳骨架支撑组件上还设置有对汽车外壳骨架进行固定的负压吸盘固定组件。
在本实施例中,如图2,所述负压吸盘固定组件包括安装盘23、连接盘24、外吸盘架25、外吸盘座26、内吸盘调节气缸27、内吸盘调节气缸杆28、内吸盘架29和吸盘30,其中,所述安装盘23连接在所述汽车外壳骨架支撑组件上,所述安装盘23的中心连接设置有连接盘24,所述连接盘24上固定设置有内吸盘调节气缸27,所述内吸盘调节气缸27的内吸盘调节气缸杆28的端部固定设置有内吸盘架29,所述内吸盘架29的端部圆周阵列设置有多个吸盘30,且吸盘30在所述内吸盘架29上铰接设置以便调节吸盘的角度,所述内吸盘调节气缸的缸体上固定套设有外吸盘架25,所述外吸盘架25的端部圆周阵列固定设置有多个外吸盘座26,所述外吸盘座26上可调节角度的铰接固定设置有吸盘30。
所述汽车外壳骨架支撑组件包括底架13、移动滚轮19、高度调节组件和支撑工作台9,其中,所述底架13的底部设置有多个移动滚轮19,所述底架13的上端通过高度调节组件支撑设置有所述支撑工作台9,所述支撑工作台9的外围四周设置有固定架11,所述负压吸盘固定组件固定在所述固定架11的内侧,所述支撑工作台上还设置有对汽车外壳骨架进行定位的定位销10。
所述高度调节组件包括高度调节器14和高度控制气缸15,所述高度调节器14采用两个交叉铰接设置的铰接支板而成,铰接支板的上端铰接设置在支撑工作台下端面,所述铰接支板的下端铰接设置在底架上端面,所述支撑工作台和底架之间还铰接设置有高度控制气缸15。
所述横向移动组件包括横移电机21、横移架22、横移齿轮,其中,所述横移齿轮设置在所述横移架的四个角上,所述横移齿轮设置在所述导轨的上下两侧,且所述横移齿轮与所述导轨1的上下两侧的齿均啮合传动,所述横移架22的底部连接设置连接座3,所述横移架上还设置有横移电机21,所述横移电机21输出轴通过减速器连接至所述横移齿轮。
所述辊筒组布设在所述支撑工作台9上,所述辊筒组的各个辊筒的辊筒轴的一端伸出所述支撑工作台设置,且伸出的一端固定设置有驱动链轮12,各个驱动链轮12采用链条传动连接在一起,所述链条采用链条驱动电机16进行驱动。
如图3,所述角度调节组件包括转动电机31、转动轴32、固定座33、连接耳板34、调节固定架35、驱动连杆36、铰接连杆37、调节驱动气缸杆38、铰接支座39和伸缩套座40,其中,所述固定座33连接固定在连接座3下端,所述固定座33内设置有转动电机31,所述固定座33内还悬挂设置有转动轴32,所述转动电机31驱动所述转动轴32转动,所述转动轴32下端连接所述连接耳板34,所述连接耳板34下端固定在调节固定架35上,所述调节固定架35的上部设置有横向的调节驱动气缸,所述调节驱动气缸的调节驱动气缸杆38连接至驱动连杆36的上端,所述调节固定架的下部铰接设置有所述铰接支座39,所述铰接支座39上垂直固定设置有铰接连杆37,所述铰接连杆37的上端与所述驱动连杆36的下端铰接设置,所述铰接支座上还可伸缩的调节设置有伸缩套座40,焊渣处理组件设置在所述伸缩套座上。
所述焊渣处理组件包括焊渣罩6和吸焊渣风机7,所述焊渣罩6设置在所述伸缩座套的端部,所述吸焊渣风机7连接至所述焊渣罩。所述底架上固定设置有气泵站17以及气泵站控制器18。
本发明的用于轻量化汽车外壳骨架的焊接工装,可以快速的对汽车外壳骨架进行定位,并利用负压进行固定,负压吸盘采用多个一组的方式,可以提高骨架固定的稳固性,并防止外壳骨架变形,本发明设置了焊渣处理组件,焊渣处理组件跟踪焊枪设置,这样,焊渣可以利用焊渣处理组件进行吸附走的同时,对焊渣进行降温处理,保证汽车外壳骨架的性能,而且,本发明的焊渣处理组件角度以及位置调节灵活,保证跟踪性能,本发明的外壳固定支撑装置不仅可以调节高度,而且,实现对外壳骨架的自动移动定位,并利用移动滚轮将焊接完成的外壳骨架进行移走,进入下一个加工工位,不需要额外的装夹,提高了加工效率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
一种用于轻量化汽车外壳骨架的焊接工装专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0