








专利摘要
一种薄板激光扫描填丝焊接方法,包括以下步骤:步骤S1:焊接前,将待焊工件的待焊接直角结构的底板加工成半V型或半U型的坡口;步骤S2:将焊丝送入坡口,完成激光束和焊丝的对焦;步骤S3:设置所需激光焊接工艺参数,在保护气体下进行激光扫描填丝焊接。本发明在常规T型或L型直角焊接结构的基础上,开设半V型或半U型坡口,可以大大降低对直角结构的装配精度,有效控制焊缝的堆高和下凹,减少焊缝表面的飞溅,使其表面更光滑;能够在降低热输入的同时,减小薄板直角结构的焊接变形,降低气孔的生成率;能够促进焊丝和基材的冶金结合,提高薄板焊接效率,形成良好质量的焊接接头。
权利要求
1.一种薄板激光扫描填丝焊接方法,其特征在于,包括以下步骤:
步骤S1:焊接前,将待焊工件的待焊接直角结构的底板加工成半V型或半U型的坡口,坡口宽度t为0.8~1.2mm;
步骤S2:将焊丝(3)以一定的倾斜角送入坡口,所述倾斜角为激光束(2)与焊丝(3)之间的夹角,完成激光束(2)和焊丝的对焦,保证焊丝(3)端部位于激光束(2)的聚焦处,即保证激光光斑位于焊丝的端部;
步骤S3:设置所需激光焊接工艺参数,所述激光焊接工艺参数为:激光输出功率为2000W~3000W,激光束的离焦量为-3mm~+3mm,扫描速度为25mm/s~30mm/s,送丝速度为0.2mm/s~1.0mm/s,在保护气体下进行激光扫描填丝焊接。
2.根据权利要求1所述的一种薄板激光扫描填丝焊接方法,其特征在于,所述步骤S1中对加工后的待焊工件的坡口及两侧表面进行打磨和清洗。
3.根据权利要求1所述的一种薄板激光扫描填丝焊接方法,其特征在于,所述倾斜角为45度。
4.根据权利要求1所述的一种薄板激光扫描填丝焊接方法,其特征在于,所述焊丝(3)的直径不大于坡口宽度。
5.根据权利要求4所述的一种薄板激光扫描填丝焊接方法,其特征在于,直径为0.8mm。
6.根据权利要求1所述的一种薄板激光扫描填丝焊接方法,其特征在于,所述保护气体为高纯氩气,气流量为15L/min~20L/min。
7.根据权利要求1所述的一种薄板激光扫描填丝焊接方法,其特征在于,所述步骤S3中采用焊接系统的控制装置(8)设置焊接工艺参数,所述控制装置(8)控制激光器(6)发出的激光先通过聚焦镜(1)再照射到焊丝(3)上,控制装置(8)控制激光束(2)沿着坡口所在的直线运动,保证激光聚焦光斑先熔化焊丝(3)端部,熔化后进入坡口,进一步熔化,焊丝(3)与薄板融合。
说明书
技术领域
本发明涉及激光焊接技术领域,特指一种薄板直角结构激光扫描填丝焊接方法,适合薄板T型或L型等直角结构的高效率高质量焊接。
背景技术
随着船业、钢结构工程和汽车制造业的发展,薄板直角结构应用越来越多,对薄板直角结构件的焊接接头变形及机械性能提出了更高的要求。对于薄板直角结构件,传统的TIG焊是较为普遍采用的连接工艺。然而随着工业生产中对直角结构连接的要求不断提升,TIG焊工艺效率低、能量密度小等己不是最佳的焊接方法。
激光焊接技术是一种精密的连接方法,由于其具有能量密度高,焊缝质量好,深宽比大,热影响区小,焊接变形小,而且焊接速度快以及易于实现自动化等优点,已经在工业生产中得到广泛的应用。然而,焊接大尺寸薄板直角结构件时,板边间隙需严格控制,这使得生产应用中装配间隙往往难以满足这样严格的要求,从而限制了激光焊接的进一步应用。窄间隙焊接技术是一种先进、高效的焊接技术,已被广泛应用于重型构件制造的中厚板焊接中。目前,工业生产应用的窄间隙技术主要是窄间隙电弧焊技术,包括窄间隙TIG焊、窄间隙MIG/MAG焊、窄间隙埋弧焊技术。然而,窄间隙电弧焊在进行焊接时由于较大的热量输入,焊接热影响区宽,焊接残余应力较大。为此,众多学者将激光技术与窄间隙技术结合起来,获得了窄间隙激光焊接技术。虽然该技术已经被广泛应用于中厚板的平板对接焊中,但由于薄板直角结构的特殊性,在薄板直角结构焊接中,焊缝表面平整度、根部熔透、侧壁融合、变形等依然是需要解决的关键问题,致使其在薄板直角结构焊接中的应用较少。因此,急需开发薄板直角结构的有效焊接方法,以获得高质量的薄板直角焊接接头。
发明内容
本发明的目的是为解决现有技术存在的问题,提供一种薄板激光扫描填丝焊接方法,其通过在T型或L型等薄板的直角部位开设半V型或半U型坡口,然后采用光纤将激光束传输到焊缝,通过送丝机构采用“前送丝”的方法将焊丝送入熔池前端,保证焊丝端部位于激光光斑的焦点处,采用激光扫描填丝焊接方法,有效控制焊缝表面质量,减小焊接变形,提高焊接质量和效率,获得高质量的薄板T型焊接接头。
本发明的技术方案是:一种薄板激光扫描填丝焊接方法,采用T型件或L型件直角结构的底板开设一定角度的坡口和激光填丝焊接技术,解决由传统方法焊接薄板T型件或L型件所带来的焊接变形、焊缝不均匀、焊缝接头质量和机械性能差等问题,提高薄板T型件或L型件直角结构的焊接质量和焊接效率。
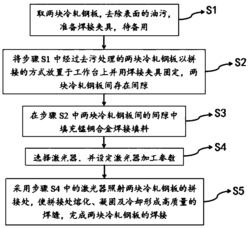
一种薄板激光扫描填丝焊接方法,包括以下步骤:
步骤S1:焊接前,将待焊工件的待焊接直角结构的底板加工成半V型或半U型的坡口;
步骤S2:将焊丝送入坡口,完成激光束和焊丝的对焦;
步骤S3:设置所需激光焊接工艺参数,在保护气体下进行激光扫描填丝焊接。
上述方案中,所述步骤S1中对加工后的待焊工件的坡口及两侧表面进行打磨和清洗。
上述方案中,所述坡口宽度t为0.8~1.2mm,促进焊丝与待焊工件的充分融合,增强结合强度,获得高质量的焊接接头。
上述方案中,所述步骤S2中将焊丝以一定的倾斜角送入坡口;所述倾斜角为激光束与焊丝之间的夹角。
优选的,所述倾斜角为45度。
上述方案中,所述焊丝的直径不大于坡口宽度,使得熔化后的焊丝能够充分融入坡口间隙,同时焊丝熔体也能与侧壁完全熔合。
优选的,直径为0.8mm。
上述方案中,所述激光焊接工艺参数为:激光输出功率为2000W~3000W,激光束的离焦量为-3mm~+3mm,扫描速度为25mm/s~30mm/s,送丝速度为0.2mm/s~1.0mm/s。
上述方案中,所述保护气体为高纯氩气,气流量为15L/min~20L/min。
上述方案中,所述步骤S3中采用焊接系统的控制装置设置焊接工艺参数,所述控制装置控制激光器发出的激光先通过聚焦镜再照射到焊丝上,控制装置控制激光束沿着坡口所在的直线运动,保证激光聚焦光斑先熔化焊丝端部,熔化后进入坡口,进一步熔化,焊丝与薄板融合。
与现有技术相比,本发明的有益效果是:
1.本发明在常规T型或L型焊接的直角结构的基础上,开设半V型或半U型坡口,可以大大降低薄板T型或L型结构件的装配精度,同时,能通过坡口间隙的大小来有效控制焊缝的堆高和下凹,减少焊缝两侧的熔体飞溅,使焊缝表面更加平整光滑;
2.本发明开设坡口角度能够增加激光束在坡口内的反射效果,同时也能促进焊丝和基材的冶金结合,为焊接过程中产生的金属蒸汽溢出熔池提供了空间,减小了微气孔的生成率;
3.本发明降低了热输入,减小了T型或L型薄板焊接的直角结构部位的焊接变形,提高了焊接效率和焊接接头的质量;
4.本发明工艺过程简单,易于操作,成本低,适合于大规模批量化生产。
附图说明
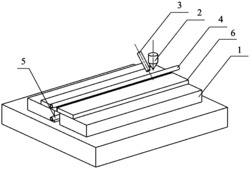
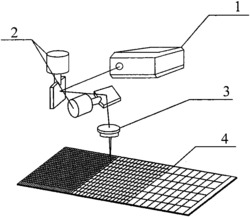
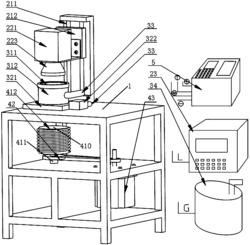
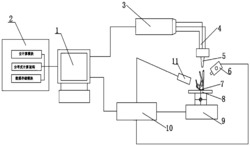
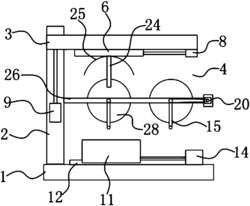
图1为本发明采用的窄间隙激光扫描填丝焊接系统的结构示意图。
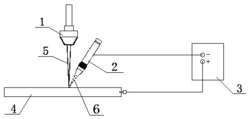
图2为本发明所述两待焊T型薄板之间的半V型坡口结构示意图。
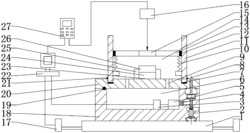
图3为本发明所述两待焊T型薄板之间的半U型坡口结构示意图。
图中,1、聚焦镜;2、激光束;3、焊丝;4、待焊薄板;5、送丝机;6、激光器;7、光纤;8、控制装置。
具体实施方式
下面结合具体实施方式对本发明作进一步详细说明,但本发明的保护范围并不限于此。
实施例1:
一种薄板激光扫描填丝焊接方法,如图1所示,本实施例采用的薄板为T型薄板,通过在T型薄板的直角结构的底板采用开设半V型坡口的方法,结合激光扫描填丝焊接方法,有效控制T型薄板直角结构的焊缝质量,减小焊接变形,增强焊丝和基材的冶金结合,提高焊接效率,形成高质量的T型焊接接头,其步骤为:
步骤S1:焊接薄板h为1.5mm厚的spcc冷轧薄板,两待焊薄板的T型接头处,直角结构的底板开设半V型坡口,如图2所示,坡口宽度t为0.8mm,并对加工后的坡口及两侧表面进行打磨和清洗,将打磨和清洗后的待焊工件固定在焊接工装夹具上,优选的,所述夹具为带开关的定位磁铁;
步骤S2:利用夹具将激光器6的激光头与送丝机5的送丝枪刚性固定,优选的,采用直径为0.8mm的ER506-焊丝,利用送丝机5将焊丝3以一定的倾斜角从熔池前部方向送入,保证焊丝3最前端位于激光束2的聚焦处,即保证激光光斑位于焊丝3的端部;并且激光束2与焊丝3的夹角为45度,激光束2与待焊薄板的底板的夹角为45度,焊丝3熔化的效果最好;
步骤S3:在待焊薄板T型件及焊接系统准备完成后,设置激光功率为2000W,离焦量为-3mm,扫描速度25mm/s,送丝速度0.2mm/s,采用高纯氩气保护,气流量为15L/min,然后进行激光扫描填丝焊接。
所述激光扫描填丝焊接过程为:所述激光器6的激光头和光纤7先通过固定夹具与KUKA六轴机器人连接,采用控制装置8调节焊接工艺参数,控制装置8为激光器程序控制和机器人程序控制的集成系统,用于控制激光器以及机器人的运动。所述控制装置8控制激光器6发出的激光先通过聚焦镜1再照射到焊丝3上,控制装置8控制机器人沿着坡口所在的直线运动,保证激光聚焦光斑先熔化焊丝端部,熔化后进入坡口,进一步熔化,与基材冶金结合。
焊接完成后,试件经检测,T型角焊缝底部恰好焊透,两侧边熔透,表面平整均匀,超声检测无缺陷。
实施例2:
一种薄板激光扫描填丝焊接方法,本实施例采用的薄板为T型薄板,通过在T型薄板的直角结构的底板采用开设半U型坡口的方法,如图3所示,结合激光扫描填丝焊接方法,有效控制T型薄板直角结构的焊缝质量,减小焊接变形,增强焊丝和基材的冶金结合,提高焊接效率,形成高质量的T型焊接接头,其步骤为:
步骤S1:焊接薄板h为1.5mm厚的spcc冷轧薄板,两待焊薄板的T型接头处,直角结构的底板开设半U型坡口,坡口宽度t为1.0mm,并对加工后的坡口及两侧表面进行打磨和清洗,将打磨和清洗后的待焊工件固定在焊接工装夹具上,优选的,所述夹具为带开关的定位磁铁;
步骤S2:利用夹具将激光器6的激光头与送丝机5的送丝枪刚性固定,优选的,采用直径为0.8mm的ER506-焊丝,利用送丝机5将焊丝3以一定的倾斜角从熔池前部方向送入,保证焊丝3最前端位于激光束2的聚焦处,即保证激光光斑位于焊丝3的端部;并且激光束2与焊丝3的夹角为45度,激光束2与待焊薄板的底板的夹角为45度,焊丝3熔化的效果最好;
步骤S3:在待焊薄板T型件及焊接系统准备完成后,设置激光功率为2500W,离焦量为0mm,扫描速度25mm/s,送丝速度1mm/s,采用高纯氩气保护,气流量为18L/min,然后进行激光扫描填丝焊接。
所述激光扫描填丝焊接过程为:所述激光器6的激光头和光纤7先通过固定夹具与KUKA六轴机器人连接,采用控制装置8调节焊接工艺参数,控制装置8为激光器程序控制和机器人程序控制的集成系统,用于控制激光器以及机器人的运动。所述控制装置8控制激光器6发出的激光先通过聚焦镜1再照射到焊丝3上,控制装置8控制机器人沿着坡口所在的直线运动,保证激光聚焦光斑先熔化焊丝端部,熔化后进入坡口,进一步熔化,与基材冶金结合。
焊接完成后,试件经检测,T型角焊缝底部恰好焊透,两侧边熔透,表面平整均匀,超声检测无缺陷。
实施例3:
一种薄板激光扫描填丝焊接方法,本实施例采用的薄板为T型薄板,通过在T型薄板的直角结构的底板处采用开设半V型坡口的方法,如图2所示,结合激光扫描填丝焊接方法,有效控制T型薄板直角结构的焊缝质量,减小焊接变形,增强焊丝和基材的冶金结合,提高焊接效率,形成高质量的T型焊接接头,其步骤为:
步骤S1:焊接薄板h为1.5mm厚的spcc冷轧薄板,两待焊薄板的T型接头处,直角结构的底板开设半V型坡口,坡口宽度t为1.2mm,并对加工后的坡口及两侧表面进行打磨和清洗,将打磨和清洗后的待焊工件固定在焊接工装夹具上,优选的,所述夹具为带开关的定位磁铁;
步骤S2:利用夹具将激光器6的激光头与送丝机5的送丝枪刚性固定,优选的,采用直径为0.8mm的ER506-焊丝,利用送丝机5将焊丝3以一定的倾斜角从熔池前部方向送入,保证焊丝3最前端位于激光束2的聚焦处,即保证激光光斑位于焊丝3的端部;并且激光束2与焊丝3的夹角为45度,激光束2与待焊薄板的底板的夹角为45度,焊丝3熔化的效果最好;
步骤S3:在待焊薄板T型件及焊接系统准备完成后,设置激光功率为3000W,离焦量为+3mm,扫描速度30mm/s,送丝速度1mm/s,采用高纯氩气保护,气流量为20L/min,然后进行激光扫描填丝焊接。
所述激光扫描填丝焊接过程为:所述激光器6的激光头和光纤7先通过固定夹具与KUKA六轴机器人连接,采用控制装置8调节焊接工艺参数,控制装置8为激光器程序控制和机器人程序控制的集成系统,用于控制激光器以及机器人的运动。所述控制装置8控制激光器6发出的激光先通过聚焦镜1再照射到焊丝3上,控制装置8控制机器人沿着坡口所在的直线运动,保证激光聚焦光斑先熔化焊丝端部,熔化后进入坡口,进一步熔化,与基材冶金结合。
焊接完成后,试件经检测,T型角焊焊缝底部恰好焊透,两侧边熔透,表面平整均匀,超声检测无缺陷。
应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
一种薄板激光扫描填丝焊接方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0