







专利摘要
本发明提供了一种大螺距外螺纹加工表面形貌分布特性的检测方法,其技术要点在于:一、获取大螺距外螺纹表面形貌的检测试件;二、检测大螺距外螺纹的检测试件左右螺纹面的加工表面形貌,解算检测试件的加工表面形貌波纹指标;检测表面粗糙度指标;三、构建检测试件加工表面形貌波纹指标和表面粗糙度指标的分布序列;四、评价检测试件加工表面形貌的一致性。本发明对整条螺纹进行采样,根据大螺距外螺纹表面形貌的特点,提出了螺纹表面三维表征指标,提取螺纹表面波纹及指标,以大螺距外螺纹加工表面形貌分布一致性为评价指标,评定大螺距外螺纹车削加工表面质量,为大螺距外螺纹质量检测及工艺方案设计、评价提供了参照。
权利要求
1.一种大螺距外螺纹加工表面形貌分布特性的检测方法,其特征在于由以下步骤构成:
一、获取大螺距外螺纹表面形貌的检测试件,
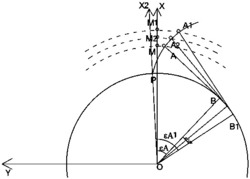
将4根结构尺寸相同的大螺距外螺纹工件分别装夹在线切割机床上,使切割钼丝平行于螺纹轴线,取样宽度为g,以通过螺纹切入点及切入点法向量并将大螺距外螺纹工件二等分的平面为参考,切割钼丝从参考平面左侧距离a处切入,切入螺纹深度为b,从参考平面右侧距离a处切出,获取四组大螺距外螺纹加工表面形貌的检测试件,检测试件的坐标原点在大螺距螺纹工件上沿轴向分布的坐标序列如下式:
Zi={Z1,Z1+p,...,Z1+(i-1)p,...,Z1+(k-1)p}
式中,Zi为试件坐标原点距大螺距外螺纹坐标原点的轴向距离分布序列、p为大螺距外螺纹螺距、i为试件编号、k为试件总数;
二、检测大螺距外螺纹的检测试件的表面形貌,解算检测试件的表面形貌波纹指标,
提取检测试件表面形貌的数据,其数据包括切削速度方向波纹平均宽度 垂直于切削速度方向波纹平均宽度 切削速度方向波峰波谷平均高度差Δhx、垂直于切削速度方向波峰波谷平均高度差Δhy、轮廓算数平均偏差Ra、轮廓单元平均宽度RSm及轮廓高度不对称分布指标RSk,
利用超景深显微镜提取检测试件的表面形貌波纹指标 Δhx、Δhy进行解算,以切削速度方向作为X向、垂直于切削速度方向作为Y’向,分别沿X向与Y’向任取一条表面波纹指标按下述公式进行解算:
式中,m是波纹轮廓上波峰波谷总数、Xsj是X向轮廓第j个波的波纹宽度、hx2j-1是X向轮廓第j个波峰相对于轮廓最低点处的高、hx2j是X向轮廓第j个波谷相对于轮廓最低点处的轮廓谷高、Y’sj是Y’向轮廓第j个波的波纹宽度、hy2j-1是Y’向轮廓第j个波峰相对于轮廓最低点处的高、hy2j是Y’向轮廓第j个波谷相对于轮廓最低点处的轮廓谷高;
三、构建检测试件加工表面形貌的分布序列,
根据步骤一中得到的检测试件的坐标序列和步骤二中得到的各检测试件的表面形貌指标构建大螺距外螺纹加工表面形貌分布序列,按检测试件坐标原点在大螺距外螺纹上的轴向坐标值由小到大的顺序,分别构建各检测试件的7个表面形貌指标分布序列,获得大螺距外螺纹表面形貌指标沿轴向的分布序列:
式中,下角标Z1+(i-1)p为检测试件坐标原点在大螺距外螺纹上的轴向坐标值;
四、评价检测试件加工表面形貌的一致性,
对步骤三中的分布序列进行处理,分别解算各检测试件加工表面形貌指标沿轴向的变动范围、平均值及标准差:
大螺距外螺纹表面形貌螺纹面变动范围按下述公式计算:
Ra'(Z)=Ramax-Ramin(12)
RSm'(Z)=RSmmax-RSmmin(13)
RSk'(Z)=RSkmax-RSkmin(14)
△hx'(Z)=△hxmax-△hxmin(17)
△hy'(Z)=△hymax-△hymin(18)
大螺距外螺纹表面形貌螺纹面平均值按下述公式进行解算:
大螺距外螺纹表面形貌螺纹面标准差按下述公式进行解算:
采用表面轮廓仪沿垂直于检测试件表面纹理方向进行测量。
2.如权利要求1所述的一种大螺距外螺纹加工表面形貌分布特性的检测方法,其特征在于:步骤二中利用超景深显微镜在检测试件表面取长为7.00mm、宽5.00mm的矩形区域进行表面形貌波纹指标提取,检测区域距检测试件左右边距为1.50mm、距检测试件底边边距为1.00mm,在超景深显微镜矩形检测区域内选取长为2.40mm的线段作为表面轮廓仪检测区,线段平行于矩形宽,距左右宽边距均为3.50mm,距上下长边距均为1.30mm。
3.如权利要求1所述的一种大螺距外螺纹加工表面形貌分布特性的检测方法,其特征在于:步骤一中的大螺距外螺纹工件为螺距16mm的右旋梯形外螺纹,其中两个工件的材料采用45#钢、两件工件的材料采用35CrMo,每个工件的总长为200mm、螺纹段长度为160mm、外径为120mm、内径为100mm、两端非螺纹部分直径为100mm、切入端面距螺纹切入点长度为10mm,螺纹面切出点距切出端面长度30mm。
4.如权利要求1所述的一种大螺距外螺纹加工表面形貌分布特性的检测方法,其特征在于:每组检测试件为10个,每组检测试件由切入端至切出端依次将试件编号为1~10。
5.如权利要求1所述的一种大螺距外螺纹加工表面形貌分布特性的检测方法,其特征在于:每组检测试件的上表面为宽5mm、沿长度方向直线距离为10mm、半径60mm、带有2°36’螺旋升角的圆弧面;下表面为平面,宽为9mm,长度方向的两边为带有2°36’螺旋升角的螺旋线段,沿长度方向直线距离为10mm;线切割两截面为上底5mm、下底9mm的等腰梯形,牙型半角为15°;左右面为底长10mm、两侧边高7mm,上边为半径60mm的圆弧线。
说明书
技术领域:
本发明涉及一种大螺距外螺纹加工表面形貌分布特性的检测及评价方法,具体涉及种大螺距外螺纹加工表面形貌分布特性的检测方法。
背景技术:
螺纹加工表面形貌及其分布特性对大螺距外螺纹的传动精度及稳定性具有重要影响,已有的大螺距外螺纹加工表面形貌的检测是采用抽样法对螺纹面指定位置进行检测,并采用单项指标进行评价,这种方法具有简单、快捷、效率高特点,但检测结果具有局限性,没有反映出检测指标沿螺纹面的分布及变动状,螺纹加工表面形貌检测结果误差较大。
而且现有方式中采用分层车削法进行大螺距外螺纹车削时,螺纹表面是刀具切削刃沿工件轴线的直线运动与工件旋转运动共同作用形成的,由于车刀切削刃的磨损,刃形会发生改变造成螺纹加工表面形貌发生变化,切削过程中刀具与工件间的相对振动同样会反映在螺纹加工表面形貌上,螺纹表面形貌沿轴向分布并不是均匀的,实际生产加工中通常采用轮廓算数平均偏差Ra值作为大螺距外螺纹加工表面形貌质量检测指标,在加工非传动螺纹和传动精度要求不高的螺纹时可以满足使用要求,但由于大螺距传动螺纹的牙侧配合接触面积大,只采用表面粗糙度并不足以完整表征大螺距外螺纹的加工表面形貌,需要采用三维形貌表征指标对其进行表征。在运动和力的传动过程中,整条螺纹面及左右螺纹侧面加工表面形貌的一致性对其传动性能起着决定性的作用,对整条螺纹加工表面质量进行评价就变得尤为重要。
发明内容:
本发明提供了一种大螺距外螺纹加工表面形貌分布特性的检测方法,本发明对整条螺纹进行采样,根据大螺距外螺纹表面形貌的特点,提出了螺纹表面三维表征指标,提取螺纹表面波纹及指标,以大螺距外螺纹表面形貌分布一致性为评价指标,评定大螺距外螺纹车削加工表面质量,为大螺距外螺纹质量检测及工艺方案设计、评价提供了参照。
本发明的大螺距外螺纹加工表面形貌分布特性的检测方法,为实现上述目的所采用的技术方案在于其包括以下步骤构成:
一、获取大螺距外螺纹表面形貌的检测试件,
将4根结构尺寸相同的大螺距外螺纹工件分别装夹在线切割机床上,使切割钼丝平行于螺纹轴线,取样宽度为g,以通过螺纹切入点及切入点法向量并将大螺距外螺纹工件二等分的平面为参考,切割钼丝从参考平面左侧距离a处切入,切入螺纹深度为b,从参考平面右侧距离a处切出,获取四组大螺距外螺纹加工表面形貌的检测试件,检测试件的坐标原点在大螺距螺纹工件上沿轴向分布的坐标序列如下式:
Zi={Z1,Z1+p,...,Z1+(i-1)p,...,Z1+(k-1)p}
式中,Zi为试件坐标原点距大螺距外螺纹坐标原点的轴向距离分布序列、p为大螺距外螺纹螺距、i为试件编号、k为试件总数;
二、检测大螺距外螺纹的检测试件的表面形貌,解算检测试件的表面形貌波纹指标,
提取检测试件表面形貌的数据,其数据包括切削速度方向波纹平均宽度 垂直于切削速度方向波纹平均宽度 切削速度方向波峰波谷平均高度差Δhx、垂直于切削速度方向波峰波谷平均高度差Δhy、轮廓算数平均偏差Ra、轮廓单元平均宽度RSm及轮廓高度不对称分布指标RSk,
利用超景深显微镜提取检测试件的表面形貌波纹指标 Δhx、Δhy进行解算,以切削速度方向作为X向、垂直于切削速度方向作为Y’向,分别沿X向与Y’向任取一条表面波纹指标按下述公式进行解算:
式中,m是波纹轮廓上波峰波谷总数、Xsj是X向轮廓第j个波的波纹宽度、hx2j-1是X向轮廓第j个波峰相对于轮廓最低点处的高、hx2j是X向轮廓第j个波谷相对于轮廓最低点处的轮廓谷高、Y’sj是Y’向轮廓第j个波的波纹宽度、hy2j-1是Y’向轮廓第j个波峰相对于轮廓最低点处的高、hy2j是Y’向轮廓第j个波谷相对于轮廓最低点处的轮廓谷高;
三、构建检测试件加工表面形貌的分布序列,
根据步骤一中得到的检测试件的坐标序列和步骤二中得到的各检测试件的表面形貌指标构建大螺距外螺纹加工表面形貌分布序列,按检测试件坐标原点在大螺距外螺纹上的轴向坐标值由小到大的顺序,分别构建各检测试件的7个表面形貌指标分布序列,获得大螺距外螺纹表面形貌指标沿轴向的分布序列:
式中,下角标Z1+(i-1)p为检测试件坐标原点在大螺距外螺纹上的轴向坐标值;
四、评价检测试件加工表面形貌的一致性,
对步骤三中的分布序列进行处理,分别解算各检测试件加工表面形貌指标沿轴向的变动范围、平均值及标准差:
大螺距外螺纹表面形貌螺纹面变动范围按下述公式计算:
Ra'(Z)=Ramax-Ramin(12)
RSm'(Z)=RSmmax-RSmmin(13)
RSk'(Z)=RSkmax-RSkmin(14)
Δhx'(Z)=Δhxmax-Δhxmin(17)
Δhy'(Z)=Δhymax-Δhymin(18)
大螺距外螺纹表面形貌螺纹面平均值按下述公式进行解算:
一种大螺距外螺纹加工表面形貌分布特性的检测方法专利购买费用说明
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
![]()












动态评分
0.0