

IPC分类号 : C04B35/565,C04B35/80,C04B35/622,C04B35/65,F41H5/02




专利摘要
一种整体式碳化硅木质陶瓷防弹面板的制备方法,原料由以下重量百分数的组份组成:杨木粉28‑32%、短切碳纤维粉18‑22%、酚醛树脂粉38‑42%、中空陶瓷微球10‑15%。其中,杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球的总重量计100%。本发明克服了现有技术中整体式陶瓷防弹面板脆性大、成型工艺复杂、中弹后破损面积大以及拼接陶瓷在接缝处存在薄弱点的缺陷,制备的碳化硅木质陶瓷降低了整体式陶瓷板的脆性、抗多发打击能力提高,改善了防弹面板的防弹能力。
权利要求
1.一种整体式碳化硅木质陶瓷防弹面板的制备方法,其特征在于:原料由以下重量百分数的组份组成:杨木粉28-32%、短切碳纤维粉18-22%、酚醛树脂粉38-42%、中空陶瓷微球10-15%,所述的杨木粉的长度为100-200μm,直径为20-30μm,所述的短切碳纤维粉的长度为100-500μm,直径为7μm,所述的酚醛树脂粉的固含量≥50%,游离酚含量≤15%,所述的中空陶瓷微球的直径为1-200μm,密度为2.0-2.5g/cm
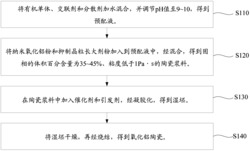
步骤一、按照原料中组份的重量百分数称取杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球,然后将杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球进行混合,形成预混料,备用;
步骤二、采用去离子水为分散介质,将步骤一得到的预混料与去离子水按照4-5:1的质量比置于球磨机中,在氮气气氛下球磨2-3h,得到混合均匀的粘稠浆料,备用;
步骤三、将粘稠浆料在80-100℃干燥箱中烘干,造粒过筛,得颗粒粉;将所得颗粒粉置于预备的模具中压制成型,得到坯体,备用;采用冷压成型,且冷压成型的压力为30-80MPa;
步骤四、将步骤三所得坯体依次进行炭化处理,之后用粒度为4-6mm、纯度99%的单质硅颗粒覆盖所得坯体后,置于真空烧结炉内的石墨坩埚中,在氮气气氛下1550-1650℃,保温1-3h进行渗硅反应,表面清理,即得到碳化硅木质陶瓷,炭化处理工艺为:炭化反应温度为900-1000℃,保温1-3h。
说明书
技术领域
本发明涉及木质陶瓷技术领域,具体涉及一种整体式碳化硅木质陶瓷防弹面板的制备方法。
背景技术
防弹材料的研发和生产能力体现了国家的军事实力,是维护国家安全和社会治安的重要保证。随着世界军事科技迅猛发展、反恐战争全球化和人们防护意识的增强,防弹材料的研发越来越受到世界各国的重视,作战装甲车、武装直升机、装甲防暴车、个人防弹衣等防护武器装备对防弹材料的要求也越来越高。防弹材料的轻质化、防弹性能的提升,可大大提高其防护车辆、个人快速反应能力和机动灵活性,保证自身安全防护。
防弹材料按照原材料的种类分,主要有金属板防弹材料、陶瓷板防弹材料、高性能纤维复合防弹材料和组合防弹材料等。陶瓷板材料具有极高的强度、硬度、弹性模量和相对金属较低的密度,化学稳定性良好,耐高温、耐冲蚀和耐磨损,能在减轻装甲质量的基础上很好地抵御高速穿甲弹的侵蚀。目前,陶瓷防弹材料通常选用氧化铝、碳化硅、碳化硼和氮化硅,然而,陶瓷材料也存在诸多缺点,如塑性差、断裂强度低且易产生脆性断裂、成型尺寸较小等,使陶瓷至今仍然不能作为均质装甲单独使用。
以陶瓷为面板和以纤维增强树脂基复合材料或金属材料为背板所构成的组合防弹材料(又称复合装甲),与传统的金属均质装甲相比是一种更为有效的轻型防护装甲,这种装甲可利用弹体侵彻各阶段特有的侵彻机理,使面板和背板材料的性能优势分别得以最大限度地发挥,目前,已广泛应用于武装直升机、装甲车辆、防弹衣中。作为防弹面板的陶瓷,目前,主要由小块陶瓷拼接成面板和整块陶瓷作为面板两种方式。随着防弹陶瓷烧结工艺的进步,大尺寸的单块陶瓷板已能够制备得到,同小块陶瓷拼接而成的面板相比,整块陶瓷复合装甲板生产效率高,防弹均一性较好,但中弹后破损面积较大,削弱了复合板的整体刚度,导致抗多发打击能力弱,且成型工艺复杂,性能不稳定;而拼接陶瓷复合板抗多发打击能力强,且对不同形状的背板可快捷的进行拼接,因此目前拼接式防弹陶瓷是组合陶瓷的主流形式。但拼接式的防弹陶瓷拼接缝多,缝间隙控制难度大,接缝处是防弹薄弱点,实际有效防护面积小于陶瓷面板的面积。
申请号为2017107509406的专利,公开了一种嵌扣式防弹陶瓷片及其制备方法,其采用的嵌扣式防弹陶瓷片结构形式能有效提高拼接式陶瓷面板的拼接缝隙处的防弹性能,但其防弹均一性仍达不到整体式陶瓷面板的防弹均一性。
如何降低大尺寸整体式陶瓷板的脆性、提高它的抗多发打击能力,是目前防弹材料急需攻克的技术难题。
发明内容
本发明的目的是提供了一种整体式碳化硅木质陶瓷防弹面板制备方法,克服了现有技术中整体式陶瓷防弹面板脆性大、成型工艺复杂、中弹后破损面积大以及拼接陶瓷在接缝处存在薄弱点的缺陷,制备的碳化硅木质陶瓷降低了整体式陶瓷板的脆性、抗多发打击能力提高,改善了防弹面板的防弹能力。
本发明为实现上述目的所采用的技术方案为:一种整体式碳化硅木质陶瓷防弹面板,原料由以下重量百分数的组份组成:杨木粉28-32%、短切碳纤维粉18-22%、酚醛树脂粉38-42%、中空陶瓷微球10-15%。其中,杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球的总重量计100%。
本发明中,杨木粉的长度为100-200μm,直径为20-30μm。
本发明中,短切碳纤维粉的长度为100-500μm,直径为7μm。
本发明中,酚醛树脂粉的固含量≥50%,游离酚含量≤15%。
本发明中,中空陶瓷微球的直径为1-200μm,密度为2.0-2.5g/cm
一种整体式碳化硅木质陶瓷防弹面板的制备方法,包括以下步骤:
步骤一、按照所述的原料中组份的重量百分数称取杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球,然后将杨木粉、短切碳纤维粉、酚醛树脂粉和中空陶瓷微球进行混合,形成预混料,备用;
步骤二、采用去离子水为分散介质,将步骤一得到的预混料与去离子水按照4-5:1的质量比置于球磨机中,在氮气气氛下球磨2-3h,得到混合均匀的粘稠浆料,备用;
步骤三、将粘稠浆料浆料在80-100℃干燥箱中烘干,造粒过筛,得颗粒粉;将所得颗粒粉置于预备的模具中压制成型,得到坯体,备用;
步骤四、将步骤三所得坯体依次进行炭化处理,之后用单质硅颗粒覆盖所得坯体后,置于真空烧结炉内的石墨坩埚中进行渗硅反应,表面清理,即得到碳化硅木质陶瓷。
其中,步骤三中采用冷压成型,且冷压成型的压力为30-80Mpa。
其中,步骤四中的炭化处理工艺为:炭化反应温度为900-1000℃,保温1-3h。
其中,步骤四中的渗硅反应为在氮气气氛下1550-1650℃,保温1-3h。
本发明还提供了一种整体式碳化硅木质陶瓷防弹面板在制备防弹装甲面板中的应用。
本发明以杨木粉为原料,将其炭化后获得超细碳粉,采用冷压、干法压制成型工艺制备坯体,坯体在高温下进行渗硅反应,得到结构均匀、力学性能优良,特别是脆性较低的整体式碳化硅木质陶瓷防弹面板。
本发明碳化后的杨木粉和酚醛树脂粉是防弹面板的基体材料,硬度高,抗冲击力强、耐磨损好,能够分配和传递载荷,同时,将其它成分粘合为一个整体;碳纤维是防弹面板的增强相,其本身具有较高的抗拉强度,在其受到基体传递过来的载荷时,能够通过自身的断裂吸收能量,同时,将无法吸收的载荷继续传递;液相渗硅能够最大限度的降低防弹面板中的气孔缺陷,从而增加其吸收冲击能量的能力。
本发明的碳化硅木质陶瓷脆性低,韧性高,整体式防弹面板在使用时,整体式防弹面板需要压实粘接在防弹背板上,在受到子弹产生的作用力后,弹坑四周裂纹范围有限,能像拼接式陶瓷面板一样,具有抗多发打击能力。
本发明的防弹面板采用碳化硅木质陶瓷,其密度在3.0g/cm
本发明采用酚醛树脂裂解碳来充当消耗层,以此避免高温时,液硅对短切碳纤维的损伤,提高短切碳纤维对于碳化硅陶瓷材料的补强增韧作用,降低陶瓷的脆性;同时,酚醛树脂会在裂解过程中转化为碳基体,过量的硅与碳基体发生反应从而生成碳化硅基体;另一方面,硅在高温环境下会蒸发,硅蒸汽在流出的过程中将与碳发生气相反应生成碳化硅纳米纤维,碳化硅纳米纤维和短切碳纤维为增强相;其中,碳纤维成均匀分散的三维增强骨架,避免出现分层现象,过量的硅填充于孔隙中,提高陶瓷的致密度。
有益效果:本发明克服了现有技术中整体式陶瓷防弹面板脆性大、成型工艺复杂、中弹后破损面积大以及拼接陶瓷在接缝处存在薄弱点的缺点,本发明制备得到的整体式陶瓷防弹面板成型工艺简单易操作,可靠性高,制备得到的整体式碳化硅木质陶瓷防弹面板具有防弹均一性好、结构均匀、力学性能优良特别是脆性较低等优点,有利于大规模生产,对陶瓷材料在防弹装甲材料的大规模应用具有较大的借鉴意义。
本发明采用成本低、可再生的杨木粉为主要原料,能有效降低防弹陶瓷的生产成本的同时,杨木粉具有天然的微孔结构,在受到冲击后能够变形或破损吸收一定能量。
本发明加入高强中空陶瓷微球后,因其内部是中空结构,在受到弹头撞击后可以通过变形和破损吸收大量能量,避免防弹板出现整体破坏,从而提高防弹板的使用次数,改善碳化硅防弹陶瓷易破碎、抗多发打击性能弱的劣势。
附图说明
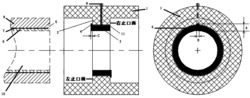
图1为本发明实施例1所添加的高强中空陶瓷微球内部结构SEM照片;
图2为本发明打靶实验后的防弹靶板的正面图;
图3为本发明打靶实验后的防弹靶板的背面图;
图4为本发明弹坑四周裂纹图。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
一种整体式碳化硅木质陶瓷防弹面板,原料由以下重量百分数的组份组成:杨木粉28-32%、短切碳纤维粉18-22%、酚醛树脂粉38-42%、中空陶瓷微球10-15%。
优选的,杨木粉的长度为100-200μm,直径为20-30μm。
优选的,短切碳纤维粉的长度为100-500μm,直径为7μm。
优选的,酚醛树脂粉的固含量≥50%,游离酚含量≤15%。
优选的,中空陶瓷微球的直径为1-200μm,密度为2.0-2.5g/cm
实施例1
一种整体式碳化硅木质陶瓷防弹面板的制备方法,包括以下步骤:
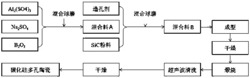
(1)、将杨木粉(长200μm,直径30μm)、短切碳纤维(长200μm,直径7μm)、酚醛树脂粉、中空陶瓷微球(直径150μm,2.0g/cm
(2)、采用去离子水为分散介质,将步骤(1)混合料与去离子水按照质量比5:1的比例置于球磨机中,在氮气气氛下球磨2h得到混合均匀的粘稠浆料;
(3)、将浆料在80℃干燥箱中烘干,造粒过筛,将所得颗粒粉置于模具中,40MPa下压制成型,得到坯体;
(4)、将步骤(3)所得坯体在900℃,保温1h炭化处理,之后用单质硅粉包覆坯体,置于真空烧结炉内的石墨坩埚中在1550℃,保温1h反应渗硅,经过简单的表面清理,即得到碳化硅木质陶瓷。其中,采用粒度为4-6mm的单质硅(纯度99%)颗粒覆盖坯体,然后放入真空烧结炉内进行渗硅反应,在此条件下,单质硅熔化并因毛细管作用渗入多孔碳坯,与碳发生反应生成碳化硅木质陶瓷;其中,烧结过程中保护气体为氮气,纯度99.99%。本发明中,加入高强中空陶瓷微球的目的是通过一部分陶瓷微球在弹头在撞击后受压破损,因其内部是中空结构,可以通过变形和破损吸收大量能量,避免防弹板出现整体破坏,从而提高防弹板的使用次数,改善碳化硅防弹陶瓷易破碎、抗多发打击性能弱的劣势。
实施例2
一种整体式碳化硅木质陶瓷防弹面板的制备方法,包括以下步骤:
(1)、将杨木粉(长150μm,直径25μm)、短切碳纤维(长150μm,直径7μm)、酚醛树脂粉、中空陶瓷微球(直径100μm,2.3g/cm
(2)、采用去离子水为分散介质,将步骤(1)混合料与去离子水按照质量比4.5:1的比例置于球磨机中,在氮气气氛下球磨2.5h得到混合均匀的粘稠浆料;
(3)、将浆料在90℃干燥箱中烘干,造粒过筛,将所得颗粒粉置于模具中,60Mpa下压制成型,得到坯体;
(4)、将步骤(3)所得坯体在950℃,保温2h炭化处理,之后用单质硅粉包覆坯体,置于真空烧结炉内的石墨坩埚中在1600℃,保温2h反应渗硅,经过简单的表面清理,即得到碳化硅木质陶瓷。
实施例3
一种整体式碳化硅木质陶瓷防弹面板的制备方法,包括以下步骤:
(1)、将杨木粉(长100μm,直径20μm)、短切碳纤维(长100μm,直径7μm)、酚醛树脂粉、中空陶瓷微球(直径60μm,2.5g/cm
(2)、采用去离子水为分散介质,将步骤(1)混合料与去离子水按照质量比4:1的比例置于球磨机中,在氮气气氛下球磨3h得到混合均匀的粘稠浆料;
(3)、将浆料在100℃干燥箱中烘干,造粒过筛,将所得颗粒粉置于模具中,80Mpa下压制成型,得到坯体;
(4)、将步骤(3)所得坯体在1000℃,保温3h炭化处理,之后用单质硅粉包覆坯体,置于真空烧结炉内的石墨坩埚中在1650℃,保温3h反应渗硅,经过简单的表面清理,即得到碳化硅木质陶瓷。
对实施例1-实施例3制得的碳化硅木质陶瓷按照常规方法进行性能测试 ,测试结果见下表1所示:
表1 实施例1-实施例3碳化硅木质陶瓷的性能指标
采用本发明重量百分数范围内的原料制成的碳化硅木质陶瓷,制得的长300mm×宽250mm×厚8mm的整体式碳化硅木质陶瓷作为防弹面板,将12mm厚的UHMWPE(超高分子量聚乙烯)纤维复合材料作为防弹背板,粘接而成靶板,进行打靶试验。防弹级别标准采用影响力较大的北约AEP-55 STANAG 4569防护标准中的Ⅲ级,即采用7.62 ×39mm钢弹,以854m/s着弹速度射击靶板;每种靶板取3块进行打靶测试,每块靶板射击3发子弹。试验结果如图2和图3所示,本发明的整体式防弹面板粘接而成的靶板均未被击穿。其中,弹坑四周的裂纹如图4所示。
将本发明的整体式碳化硅木质陶瓷复合装甲与现有技术中常规拼接式碳化硅陶瓷复合装甲进行同等条件下的打靶实验,结果如表2所示。
表2 本发明与常规拼接式陶瓷复合装甲实验结果对比
从表2中可看出:本发明的子弹侵彻深度和背凸高度数值最小,防弹性能优于常规拼接式陶瓷面板,本发明的防弹效果更好。
实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
本发明还提供了一种整体式碳化硅木质陶瓷防弹面板在制备防弹装甲面板中的应用。
本发明整体式碳化硅陶瓷具有强度高、耐磨性好、抗化学腐蚀和热稳定性优异等优良特性,制得的陶瓷的弹道性能较好,价格低于碳化硼陶瓷,弹道性能优于氧化铝陶瓷;木质材料成本低且可再生,同时具有天然的微孔结构。本发明制备得到的碳化硅木质陶瓷综合了以上两种材料的优点,是一种有广阔应用前景的防弹材料,利用碳化硅木质陶瓷制备的整体式陶瓷防弹面板,脆性小、质量轻、防弹性能好,能够用于车辆、舰船、武装直升机以及个体的防护中。将陶瓷片通过胶粘剂粘接在防弹背板上制成碳化硅木质陶瓷复合装甲。
以上实施例是为了说明本发明的技术方案,其目的是在于使本领域技术人员能够了解本发明的内容并予以实施,但并不以此限制本发明的保护范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种整体式碳化硅木质陶瓷防弹面板的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0