

IPC分类号 : B23K1/008,B23K1/20,C23C18/36,C23G1/14,B23K103/18






专利摘要
一种硬质合金与钢的真空扩散焊接工艺,包括:焊前处理;将经过预处理的硬质合金进行镀Ni;对钎料进行再结晶退火;真空扩散焊接,采用真空扩散焊对硬质合金与钢的异种金属进行焊接,并通过严格控制温度、连接压力以及连接时间等工艺参数实现扩散焊。
权利要求
1.一种硬质合金与钢的真空扩散焊接工艺,其特征在于:包括以下步骤:
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,并将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干;
将经过预处理的硬质合金进行镀Ni,施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火;
真空扩散焊接:首先将处理好的硬质合金与钢放入真空炉中,将炉内抽真空至14Pa,当真空度达到14Pa后,施加预压力10MPa,以22.5℃/min的速度开始升温到200℃,随后以25℃/min的速度开始升温到500℃;扩散焊接时保持加热温度在400-500℃之间、保温时间60-180min、焊接压力0-10Mpa,焊接结束后,随炉冷却至100℃以下。
2.根据权利要求1所述的硬质合金与钢的真空扩散焊接工艺,其特征在于:化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L。
3.根据权利要求1所述的硬质合金与钢的真空扩散焊接工艺,其特征在于:所述再结晶退火处理具体为:
首先对箱式电阻加热炉进行空炉加热并保温60min,使炉温均匀化,然后关掉箱式电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,开启箱式电阻加热炉继续加热,当温度到退火温度时进行保温处理,保温处理后进行自然冷却,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕。
4.根据权利要求1所述的硬质合金与钢的真空扩散焊接工艺,其特征在于:钎料选用CuMnNi、CuMnTi以及铁片。
说明书
技术领域
本发明涉及异种材料焊接领域,特别涉及一种硬质合金与钢的真空扩散焊接工艺。
背景技术
硬质合金具有高硬度、高耐磨性等优异性能,因而广泛的应用于机械加工、地质勘探、矿山开采等工业领域,但其价格昂贵,钢具有较高的强度,良好的韧性,易于焊接,但易磨损,若将钢与硬质合金复合,用一定的工艺方法使它们之间形成良好的结合,形成硬质合金-钢的复合耐磨材料WC焊钉。
由于硬质合金与钢属于异种材料的连接,需要通过特定的工艺方法将两者结合形成复合焊钉,然后利用电弧螺柱焊的方法将此WC焊钉与合金钢焊接,那样不仅具有像合金钢那样的韧性,而且还具有如硬质合金那样的高硬度及高耐磨性,价格也低于硬质合金;但由于硬质合金WC与合金钢之间的热膨胀系数差异较大,使得焊接接头在冷却过程中产生很大的热应力,它们之间的异质连接面临着很大困难。
硬质合金与钢的热物理性能、线膨胀系数等差别都是很大的,这种相差大的因素,使得中间容易出现化合物的共晶组织,因此,硬质合金和钢焊接时接头处容易产生脆性相和很大的应力,导致出现焊接裂纹,降低接头性能,从焊接性角度分析,硬质合金与硬质合金焊接涉及以下及方面的问题。
硬质合金和钢的熔点、热导率、线膨胀系数、力学性能都有很大的差别,焊接时低熔点的母材先熔化,高熔点的母材还在加热的状况下,导致高低熔点的母材熔化困难,而且焊接过程中接头处会产生很大的热应力,增加裂纹倾向,此外,硬质合金高温时容易氧化,形成高熔点的氧化膜,这些氧化膜既能形成焊缝夹渣,又直接影响焊缝熔合,也会导致焊缝产生焊接微裂纹。钢与硬质合金焊接时焊缝易产生热裂纹,这与接头处生成的低熔点共晶、晶界偏析以及线膨胀系数相差较大有关,这些低熔点的共晶在焊缝中的晶界偏析,消弱了晶粒间的联系,容易引起较大的焊接应力,导致出现热裂纹。
发明内容
本发明克服现有技术异种材料焊接线膨胀差异大、金属间产生脆性相的缺陷,提供了一种硬质合金与钢的真空扩散焊接工艺,包括以下步骤:
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,并将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干;
将经过预处理的硬质合金进行镀Ni,施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火;
真空扩散焊接:首先将处理好的硬质合金与钢放入真空炉中,将炉内抽真空至14Pa,当真空度达到14Pa后,施加预压力10MPa,以平均22.5℃/min的速度开始升温到200℃,随后以25℃/min的速度开始升温到500℃;扩散焊接时保持加热温度在400-500℃之间、保温时间60-180min、焊接压力0-10Mpa,焊接结束后,随炉冷却至100℃以下。
作为本发明的进一步限定,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L。
作为本发明的进一步限定,所述再结晶退火处理具体为:首先对箱式电阻加热炉进行空炉加热并保温60min,使炉温均匀化,然后关掉箱式电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,开启箱式电阻加热炉继续加热,当温度到退火温度时进行保温处理,保温处理后进行自然冷却,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕。
作为本发明的进一步限定,钎料选用CuMnNi、CuMnTi以及铁片。
温度的选择:由于关于硬质合金与45钢异种金属扩散焊的研究未见报道,所以只能依据经验公式选择焊接温度,即通常进行扩散焊所需的温度在0.6~0.8Tm,Tm为金属的熔化温,考虑到温度过低,扩散效果较差,温度过高又会导致晶粒长大严重,降低接头强度,所以本发明温度范围定在400~500℃。
压力的选择:焊接表面是非常不平的,因此,焊接过程中需要施加压力来使焊接表面微观凸起部分产生塑性变形和激活界面区原子、消除界面孔洞,从而使焊接表面接近到原子间结合力起作用的距离之内以完成焊接面上的原子间结合,所需要的焊接压力大小取决于材料的硬度、屈服强度、韧塑性、线膨胀系数等,7075铝合金塑性好,且与镁合金的线膨胀系数存在较大差异,因此选择的压力不宜过大,否则会导致变形严重,产生较大的焊接残余应力,大大降低接头强度;考虑到既要保证焊接面紧密接触,又要避免焊接残余应力,本发明采用0-10MPa的焊接压力。
本发明的有益效果是:
根据再结晶理论利用加热炉对钎料进行再结晶退火处理,钎料的基体组织得到细化,为扩散焊接提供了良好的基础材料;硬质合金与钢焊接时,两者的物理化学性能的差异和影响,使得硬质合金与钢的焊接性差,会在接头界面生成大量的脆性大硬度高的金属间化合物,严重影响焊接接头的性能;通过在硬质合金上镀Ni,避免或减少金属间化合物的生成,改善接头处生成的金属间化合物种类和分布状态,以提高接头的强度;采用真空扩散焊对硬质合金与钢的异种金属进行焊接,并通过严格控制温度、连接压力以及连接时间等工艺参数实现扩散焊。
附图说明
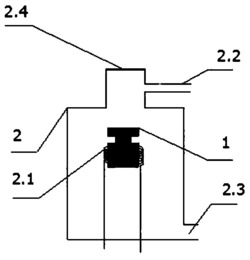
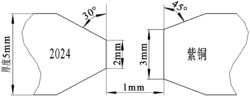
图1是本发明钎焊结构图。
具体实施方式
下面结合具体实施例,进一步阐明本发明;应理解,这些实施例仅用于说明本发明而不用于限制本发明请求保护的范围;此外,还应理解,在阅读了本发明所讲授的内容之后,本领域技术人员可以对本发明做各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
实施例一
一种硬质合金与钢的真空扩散焊接工艺。
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮,将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮,钎料CuMnNi都剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙,用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干,以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到结晶温度,到温后,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始保温,保温处理后进行自然冷却,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕;
真空扩散焊接:在试验过程中,首先将处理好的硬质合金与钢放入真空炉中,装配好硬质合金、钢和钎料,关上炉门,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数,当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大,扩散焊接参数为:加热温度450℃、保温时间100min、焊接压力5Mpa,保温结束后随炉冷却至100℃以下,以防焊接接头在高温时发生氧化。
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验,钎焊焊接接头的剪切强度为50.12KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面,继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量,接头的硬度为102HV。
实施例二
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;钎料铁片都剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙,用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干,以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到退火温度,到温后,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始计时保温,到试验保温时间后关掉开关,炉冷到室温后取出钎料,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕;
真空扩散焊接:在试验过程中,首先将处理好的硬质合金、钢和钎料放入真空炉中,装配好硬质合金、钢和钎料,关上炉门,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数;当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大,扩散焊接参数为:加热温度400℃、保温时间60min、焊接压力10Mpa,保温结束后随炉冷却至100℃以下,以防焊接接头在高温时发生氧化。
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验。
钎焊焊接接头的剪切强度为55.34KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面,继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量;接头的硬度为122HV。
实施例三
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;钎料CuMnTi都剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙,用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干,以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到退火温度,到温后,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始计时保温,到试验保温时间后关掉开关,炉冷到室温后取出试样,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕;
真空扩散焊接:首先将处理好的硬质合金、钢和钎料放入真空炉中,装配好硬质合金、钢和钎料,关上炉门,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数,当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大;
扩散焊接参数为:加热温度400℃、保温时间60min、焊接压力10Mpa,保温结束后,试样随炉冷却至100℃以下,以防焊接接头在高温时发生氧化。
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,本采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验。
钎焊焊接接头的剪切强度为55.67KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面;继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量;接头的硬度为125HV。
实施例四
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;钎料CuMnNi剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙,用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干,以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到退火温度,到温后,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始计时保温,到试验保温时间后关掉开关,炉冷到室温后取出钎料,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕;
真空扩散焊接:在试验过程中,首先将处理好的硬质合金与钢放入真空炉中,装配好硬质合金、钢和钎料,关上炉门,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数;当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大。
扩散焊接参数为:加热温度500℃、保温时间100min、焊接压力10Mpa,保温结束后,试样随炉冷却至100℃以下,以防焊接接头在高温时发生氧化;
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验。
钎焊焊接接头的剪切强度为57KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面;继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量;接头的硬度为104HV。
实施例五
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮;将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮;钎料铁片剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙;用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干,以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到退火温度,到温后,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始计时保温,到试验保温时间后关掉开关,炉冷到室温后取出钎料,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕。
真空扩散焊接:在试验过程中,首先将处理好的硬质合金、钢,放入真空炉中,装配好硬质合金、钢和钎料,关上炉门,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数;当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大;
扩散焊接参数为:加热温度400℃、保温时间90min、焊接压力10Mpa,保温结束后,试样随炉冷却至100℃以下,以防焊接接头在高温时发生氧化。
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验。
钎焊焊接接头的剪切强度为59KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面,继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量;接头的硬度为117HV。
实施例六
焊前处理:将硬质合金与钢在金刚石磨床上将铺展试验面和钎焊面粗磨,然后在铸铁块上用涂上金刚石研磨膏,最后将其铺展面和钎焊面置于铸铁上进行研磨至表面光亮,将45钢在磨床上进行粗磨,然后用金相砂纸将铺展试验面和钎焊面磨光亮,钎料CuMnTi剪成片状,尺寸都要稍大于钎焊面,以确保钎料的量足够填满钎焊间隙,用金相砂纸将钎料和铁片打磨光亮,除去氧化层;
钎焊时将所有打磨过的材料在丙酮中浸泡5~10分钟,擦洗,然后取出吹干;以防试样被再次污染,需要尽快进行真空扩散钎焊;
将经过预处理的硬质合金进行渡Ni,化学镀镍的镀液配方为:硫酸镍28g/L、乙酸钠19g/L、柠檬酸钠17g/L、次亚磷酸钠29g/L、硫脲6~7滴、乳酸30滴,将PH值调节至4.5~5;
碱洗液配方为:氢氧化钠20g/L、磷酸三钠35g/L、碳酸钠25g/L、硅酸钠2.5g/L;
施镀工艺条件为:碱洗温度60℃,碱洗时间为10~15min;碱洗后,在盐酸中进行酸洗,酸洗时间为10~15s;施镀温度80℃;
对钎料进行再结晶退火:根据经验公式计算确定钎料的最低再结晶温度,首先箱式电阻加热炉里合上开关,使炉温升高到退火温度,保温60min,使炉温均匀化,然后关掉电阻加热炉,迅速打开炉门将钎料送入炉内并迅速关上炉门,合上开关继续加热,当温度到退火温度开始计时保温,到试验保温时间后关掉开关,炉冷到室温后取出钎料,退火后分别用01号、03号砂纸粗磨,05号、07号精磨,然后用A1203抛光液在丝绒上进行抛光处理,直到表面光洁、无划痕;
真空扩散焊接:在试验过程中,首先将处理好的硬质合金、钢和钎料放入真空炉中,装配好硬质合金、钢和钎料,将炉内抽真空至14Pa,在控制器上设置好退火温度,保温时间及升温速度等参数,当真空度达到14Pa后施加预压力10MPa,以平均22.5℃/min的速度开始升温到预设温度,温度升至200℃时由于焊接材料自身膨胀导致压力逐渐增大。
扩散焊接参数为:加热温度400℃、保温时间70min、焊接压力8Mpa,保温结束后,试样随炉冷却至100℃以下,以防焊接接头在高温时发生氧化。
剪切强度试验:首先将扩散焊接头加工成10mm×10mm×20mm试样,采用DNS200型微控电子万能试验压力机以及专用夹具,将扩散焊试样装配在专用夹具上,在万能试验机上进行扩散焊接头的剪切强度则试,其加载速度为1mm/min。
剪切试验前,将试样的外表面磨平,以便测量剪切面积和保证剪切精度,然后在试验压力机上进行剪切试验。
钎焊焊接接头的剪切强度为55.76KN/mm2;硬度测试:首先将焊接试样用水砂纸磨出两个平行度高、且具有一定光滑度的表面,继续按照金相试样要求对待测量硬度的表面进行打磨、抛光、腐蚀处理;然后采用HVS-1000A维氏显微硬度仪对焊缝扩散层的不同位置进行显微硬度测量;接头的硬度为115HV。
通过以上实施例的接头硬度的测试结果可以看出,本发明利用加热炉对钎料进行再结晶退火处理,钎料的基体组织得到细化,为扩散焊接提供了良好的基础材料;硬质合金与钢焊接时,两者的物理化学性能的差异和影响,使得硬质合金与钢的焊接性差,会在接头界面生成大量的脆性大硬度高的金属间化合物,严重影响焊接接头的性能;通过在硬质合金上镀Ni,避免或减少金属间化合物的生成,改善接头处生成的金属间化合物种类和分布状态,以提高接头的强度,同时采用真空扩散焊对硬质合金与钢的异种金属进行焊接,能够获得较好质量的焊接质量。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
一种硬质合金与钢的真空扩散焊接工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







![一种具有[100]择尤取向的全IMC微焊点的制备方法](https://www.zhichawang.com/images/CN110560815A/CN110560815A.jpg)


动态评分
0.0