







专利摘要
本发明公开了一种锚爪的铸造装置及铸造方法,该装置包括上模和下模,所述上模和下模形成用于浇注铸件的型腔,所述上模上设有漏斗状的浇口,浇注铁水从浇口进入直浇道后通过水平的内浇道进入型腔中,所述上模和下模的分型面为锚爪铸件的最大截面处,在型腔中放置有十字形的砂芯。本发明的锚爪的铸造装置,通过楔形状的冷铁可以减少铸件内部的缩孔和缩松现象,提高铸件的内部质量,选择组芯造型和开放式浇注系统,提高铸件质量和产品合格率,减少原料浪费的同时提高工作效率,降低生产成本,缩短生产周期。
权利要求
1.锚爪的铸造装置,其特征在于:包括上模和下模,所述上模和下模形成用于浇注铸件的型腔,所述上模上设有漏斗状的浇口,浇注铁水从浇口进入直浇道后通过水平的内浇道进入型腔中,所述上模和下模的分型面为锚爪铸件的最大截面处,在型腔中放置有十字形的砂芯。
2.根据权利要求1所述的锚爪的铸造装置,其特征在于:所述直浇道和内浇道的交界处设有横浇道,横浇道分别与直浇道和内浇道连通。
3.根据权利要求2所述的锚爪的铸造装置,其特征在于:所述内浇道有两条,两条内浇道分别与横浇道连通,内浇道位于分型面上。
4.根据权利要求3所述的锚爪的铸造装置,其特征在于:所述下模中型腔的前端设有两个楔形状的冷铁。
5.根据权利要求4所述的锚爪的铸造装置,其特征在于:所述型腔的顶端设有一对平台,平台上各放置一个冒口。
6.根据权利要求5所述的锚爪的铸造装置,其特征在于:所述砂芯为组芯造型。
7.一种如权利要求6所述的锚爪的铸造装置的铸造方法,其特征在于,包括以下步骤:
S1:制作砂芯,采取组芯造型,内部放置砂芯,砂芯整体形状为十字形;
S2:填砂,加入干砂,同时在圆角部位放置一定厚度铬铁矿砂,充满模型的各个部位,在下模中放置两个楔形状的冷铁,在上模中放置两个冒口;
S3:对砂芯和砂型进行烘烤,烘烤温度不得低于100℃,烘烤时间不得少于8小时;
S4:上模与下模进行配模,完成后进行浇注,采用灰铸铁作为浇注材料,浇注温度控制在1380℃至1420℃,浇注速度控制在1.5kg/s至2kg/s,收缩率在2.0%以内;
S5:浇注完成后冷却一定时间,并从砂箱中取出铸件,铸件出砂后在热状态下切割冒口,温度不低于150℃;
S6:切割冒口后进行保温和热处理,热处理工艺要求升温速度每小时≤60℃;
S7:铸件经过热处理出炉后进行缺陷检查,铸件内外无缺陷后用样板检查尺寸,并按多余打磨量进行打磨,完成后进行粗加工,最后进行精整打磨处理。
说明书
技术领域
本发明涉及一种锚爪的铸造装置及铸造方法,尤其涉及霍尔锚锚爪的铸造装置及铸造方法,涉及锚爪的制造领域。
背景技术
随着海洋产业的发展,在海洋中航行的各种船舶也日趋增多,船舶最常使用的是霍尔锚,霍尔锚锚爪折角约为45°,结构简单,作业和收藏方便,且霍尔锚性能稳定,质量过硬,能满足船舶抛锚落锚的作业要求。
现有霍尔锚锚爪前后体积变化较大,传统铸造难以顺序凝固,容易在锚爪爪端产生缩松现象、在锚爪顶端产生缩孔现象,铸件成品质量不高。并且霍尔锚锚爪由于规格重多,无专用砂箱,铸造的时间和工作量较大,传统铸造难以多规格小批量铸造成型,生产效率不高。
发明内容
发明目的:为了克服现有技术中存在的不足,本发明提供一种锚爪的铸造装置及铸造方法,可以减少铸件内部的缩孔和缩松现象,提高铸件的内部质量,生产效率高。
技术方案:为实现上述目的,本发明的锚爪的铸造装置,包括上模和下模,所述上模和下模形成用于浇注铸件的型腔,所述上模上设有漏斗状的浇口,浇注铁水从浇口进入直浇道后通过水平的内浇道进入型腔中,所述上模和下模的分型面为锚爪铸件的最大截面处,在型腔中放置有十字形的砂芯。
作为优选,所述直浇道和内浇道的交界处设有横浇道,横浇道分别与直浇道和内浇道连通。
作为优选,所述内浇道有两条,两条内浇道分别与横浇道连通,内浇道位于分型面上。
作为优选,所述下模中型腔的前端设有两个楔形状的冷铁。
作为优选,所述型腔的顶端设有一对平台,平台上各放置一个冒口。
作为优选,所述砂芯为组芯造型。
一种上述的锚爪的铸造装置的铸造方法,包括以下步骤:
S1:制作砂芯,采取组芯造型,内部放置砂芯,砂芯整体形状为十字形,芯骨使用钢材料;
S2:填砂,加入干砂,同时在圆角部位放置一定厚度铬铁矿砂,充满模型的各个部位,在下模中放置两个楔形状的冷铁,在上模中放置两个冒口;
S3:对砂芯和砂型进行烘烤,烘烤温度不得低于100℃,烘烤时间不得少于8小时;
S4:上模与下模进行配模,完成后进行浇注,采用灰铸铁作为浇注材料,浇口需采用耐火材料制作,浇注温度控制在1380℃至1420℃,浇注速度控制在1.5kg/s至2kg/s,不得高于30秒上冒口根部,浇注总时间不高于1分钟,收缩率在2.0%以内;
S5:浇注完成后冷却一定时间,并从砂箱中取出铸件,铸件出砂后在热状态下切割冒口,温度不低于150℃,切割时吹管不宜过粗,需便于顺利排走金属液,以防金属液长期在铸件上停留,造成局部过热,产生裂纹;
S6:切割冒口后进行保温和热处理,热处理工艺要求升温速度每小时≤60℃;
S7:铸件经过热处理出炉后进行缺陷检查,铸件内外无缺陷后用样板检查尺寸,并按多余打磨量进行打磨,完成后进行粗加工,最后进行精整打磨处理。
在本发明中,霍尔锚锚爪底部的孔体积较小,铸造无法成型,需要填满后再加工;霍尔锚锚爪内部中空,需要在内壁保留5-8mm加工余量,霍尔锚锚爪距端面处有坡度,也保留5-8mm加工余量。
有益效果:与现有技术相比,本发明具体一下优点:
1.本发明公开了一种锚爪的铸造装置及铸造方法,通过顶部添加的两个冒口,前部放置的三角形冷铁,以及采用组芯造型这种特定的铸造装置,可以减少顶部的缩孔现象以及前部的缩松现象;相比传统的单一砂芯造型,本发明使用组芯造型,配合传统铸造没有的三角形冷铁,严格控制浇注温度和速度,确保铸件能顺序凝固,浇注过后进行保温和热处理,可以减少铸件内部的缩孔和缩松现象,提高铸件的内部质量。
2.本发明结合多规格小批量生产特点,选择组芯造型和开放式浇注系统,提高铸件质量和产品合格率,减少原料浪费的同时提高工作效率,降低生产成本,缩短生产周期。
附图说明
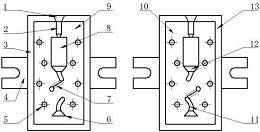
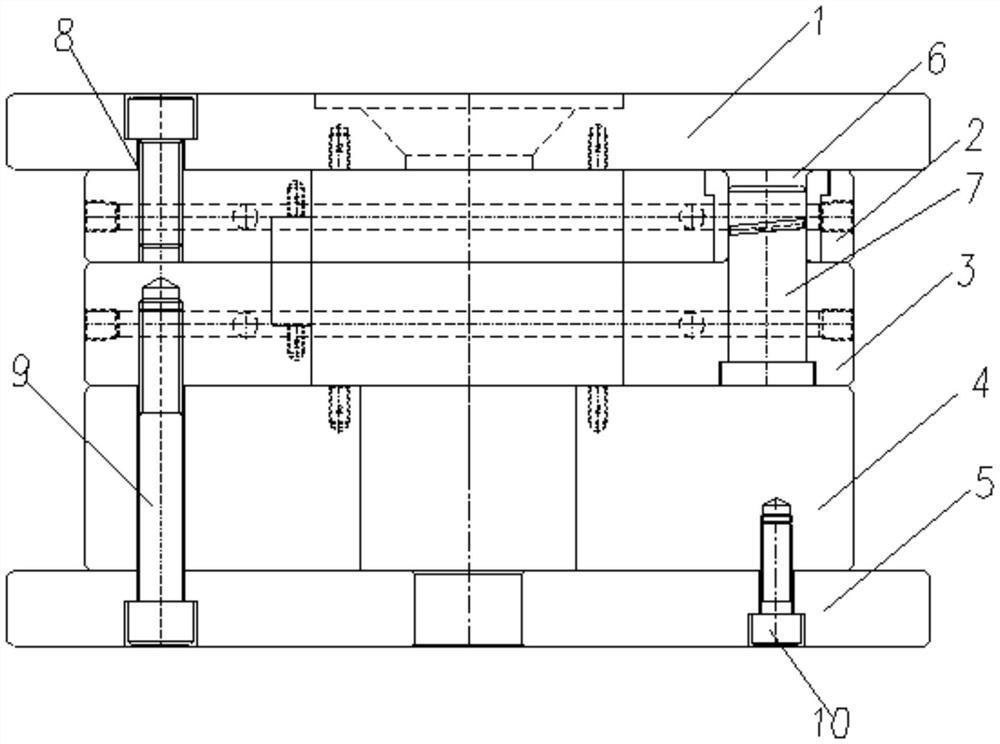
图1为本发明的主视示意图;
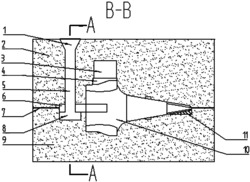
图2为图1的B-B剖视示意图;
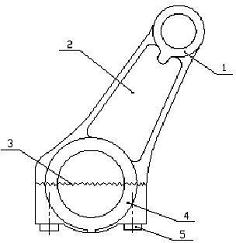
图3为下模的主视示意图;
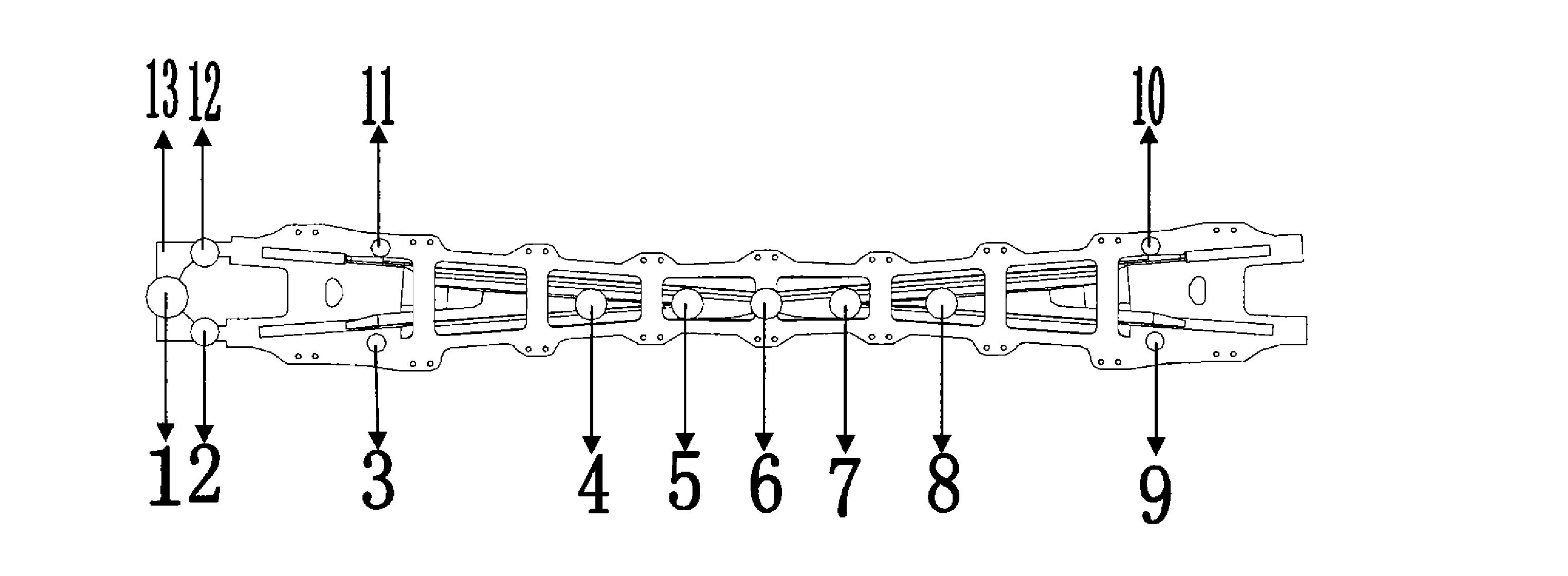
图4为图2的A-A剖视示意图;
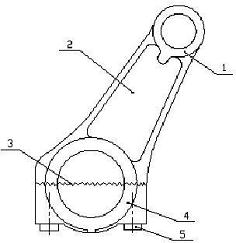
图5为霍尔锚锚爪的成品图;
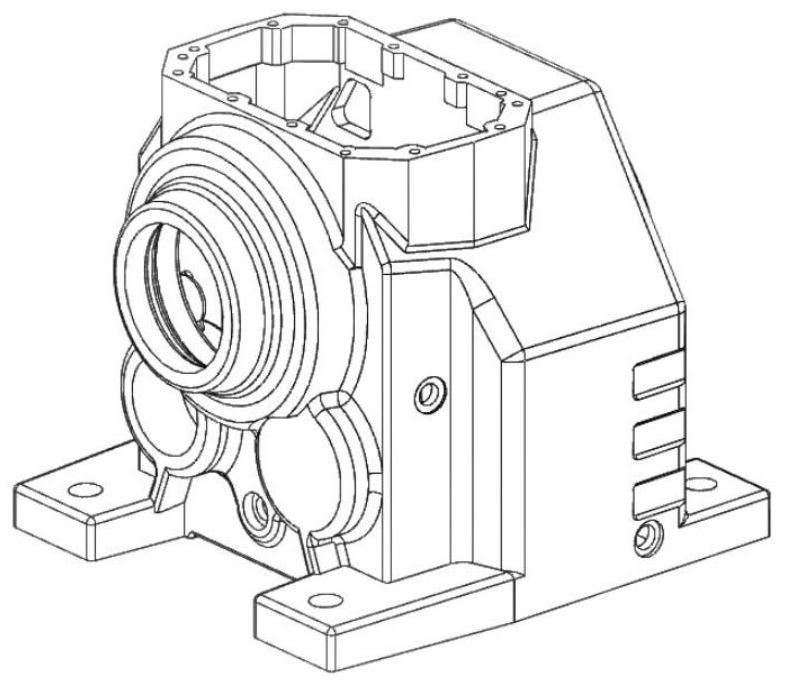
图6为浇注过后霍尔锚锚爪的俯视结构示意图;
图7为浇注过后霍尔锚锚爪的前视结构示意图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
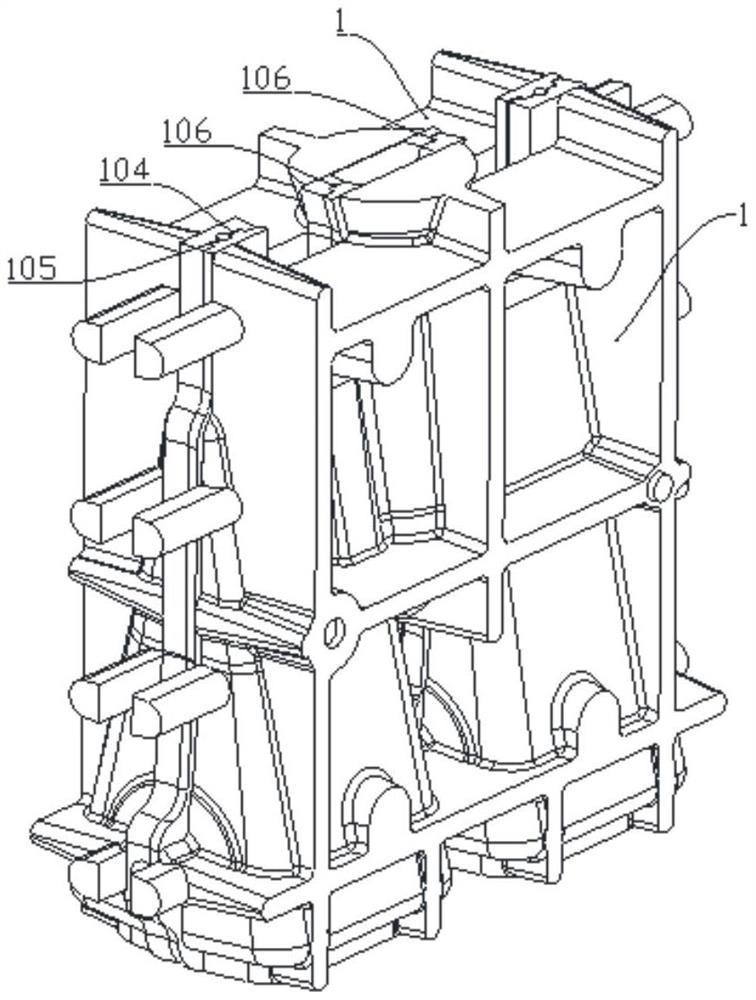
如图1至图4所示,本发明的锚爪的铸造装置,包括上模2和下模7,所述上模2和下模9形成用于浇注铸件的型腔10,所述上模2上设有漏斗状的浇口1,浇注铁水从浇口1进入直浇道5后通过水平的内浇道6进入型腔10中,所述上模2和下模9的分型面7为锚爪铸件的最大截面处,在型腔10中放置有十字形的砂芯12,所述砂芯12为组芯造型。
在本发明中,所述直浇道5和内浇道6的交界处设有横浇道8,横浇道8分别与直浇道5和内浇道6连通,所述内浇道6有两条,内浇道6关于直浇道4对称分布,两条内浇道6分别与横浇道8连通,内浇道6位于分型面7上。
在本发明中,所述下模9中型腔10的前端设有两个楔形状的冷铁11,霍尔锚锚爪前部体积较小,使其能顺序凝固,减少缩松缩孔的产生。所述型腔10的顶端设有一对平台4,平台4上各放置一个冒口3,霍尔锚锚爪顶部设置冒口3的位置有一定弧度,需要填补成为圆柱型用来放置冒口3,浇注完成后的铸件如图5、图6、图7所示。本发明的质量100kg,高度为500mm规格的霍尔锚,冒口3基本尺寸为Φ900×600mm。
利用本发明的锚爪的铸造装置的铸造方法,包括以下步骤:
S1:制作砂芯12,采取组芯造型,内部放置砂芯12,砂芯12整体形状为十字形,芯骨使用钢材料;
S2:填砂,加入干砂,同时在圆角部位放置一定厚度铬铁矿砂,充满模型的各个部位,在下模9中放置两个楔形状的冷铁11,在上模2中放置两个冒口3;
S3:对砂芯12和砂型进行烘烤,烘烤温度不得低于100℃,烘烤时间不得少于8小时;
S4:上模2与下模9进行配模,完成后进行浇注,采用灰铸铁作为浇注材料,浇口1需采用耐火材料制作。浇注温度控制在1380℃至1420℃,浇注速度不得过慢,不得高于30秒上冒口3根部,浇注总时间不高于1分钟,收缩率在2.0%以内;
S5:浇注完成后冷却一定时间,并从砂箱中取出铸件,铸件出砂后在热状态下切割冒口3,温度不低于150℃,切割时吹管不宜过粗,需便于顺利排走金属液,以防金属液长期在铸件上停留,造成局部过热,产生裂纹;
S6:切割冒口3后进行保温和热处理,热处理工艺要求升温速度每小时≤60℃;
S7:铸件经过热处理出炉后进行缺陷检查,铸件内外无缺陷后用样板检查尺寸,并按多余打磨量进行打磨,完成后进行粗加工,最后进行精整打磨处理,得到如图3所示的成品。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种锚爪的铸造装置及铸造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0