











专利摘要
本发明公开了一种铅酸电池极群加热熔焊工艺,首先,中间定位板由升降定位装置驱动下压,将极群压平并初步定位;其次,两侧极耳定位板同时向中间挤压,极耳定位板与中间定位板配合将极耳整形定位;最后,在极耳定位板上放置极柱和铅桥,并加热熔焊。本发明可将传统的极群加热熔焊工序与过桥焊工序一次性完成,工艺简化,降低了成本,连接可靠性高。
权利要求
1.铅酸电池极群加热熔焊工艺,其特征在于:铅酸电池极群加热熔焊夹具包括中间定位板以及设于中间定位板两侧的极耳定位板,所述中间定位板设于铅酸电池极群上方并由升降定位装置驱动升降,所述极耳定位板与铅酸电池极群的极耳水平平齐并由水平驱动装置驱动,所述中间定位板与极耳定位板之间设有对铅酸电池极群的极耳进行定位的极耳定位结构,所述极耳定位板上设有将两相邻极群单元的正负极加热熔焊连接的铅桥,所述铅桥包括U形桥体部以及设于U形桥体部底部左右两侧的L形支脚部;在铅酸电池极群加热熔焊时:
首先,中间定位板由升降定位装置驱动下压,将极群压平并初步定位;
其次,两侧极耳定位板同时向中间挤压,极耳定位板与中间定位板配合将极耳整形定位;
最后,在极耳定位板上放置极柱和铅桥,并加热熔焊。
2.根据权利要求1所述的铅酸电池极群加热熔焊工艺,其特征在于:所述极耳定位结构包括设于中间定位板两侧的锯齿,以及设于极耳定位板内侧的梳齿,所述梳齿头部设有与锯齿齿槽配合的尖头部。
3.根据权利要求1所述的铅酸电池极群加热熔焊工艺,其特征在于:所述极耳定位板上设有放置极群极柱的极柱定位槽。
4.根据权利要求1所述的铅酸电池极群加热熔焊工艺,其特征在于:所述极耳定位板在两相邻极群之间设有支撑所述铅桥的支撑板。
5.根据权利要求1所述的铅酸电池极群加热熔焊工艺,其特征在于:所述铅桥为模具浇铸成型结构。
说明书
技术领域
本发明涉及铅酸电池极群焊接技术。
背景技术
铅酸电池极群在焊接过程中,通过极耳定位机构对极耳进行定位,申请号为201310345320.6的中国发明专利申请于2013年11月27日公开了一种极群焊接工装,在模盒顶部设有将放入极群组放置模腔内的极群组的极耳进行夹紧的极耳定位机构,极耳定位机构包括模盒顶部前后两侧分别设置的一块梳板,梳板上设有梳齿,模盒中部设有中挡铁,梳板向中部运动从而使梳板与中挡铁配合将极群的极耳定位。其主要通过梳板水平运动,借助梳齿进行定位,定位精度不够高。
此外,现有加热熔焊极群统一采用正负极柱,每个极群需焊接正负两个极柱以便于与其它极群连接,焊接后还需进一步将极群与极群之间的极柱焊接在一起,不仅工艺复杂,成本较高,而且焊接可靠性不够高。
发明内容
本发明所要解决的技术问题就是提供一种铅酸电池极群加热熔焊工艺,提高极耳定位精度,降低成本。
为解决上述技术问题,本发明采用如下技术方案:铅酸电池极群加热熔焊工艺,铅酸电池极群加热熔焊夹具包括中间定位板以及设于中间定位板两侧的极耳定位板,所述中间定位板设于铅酸电池极群上方并由升降定位装置驱动升降,所述极耳定位板与铅酸电池极群的极耳水平平齐并由水平驱动装置驱动,所述中间定位板与极耳定位板之间设有对铅酸电池极群的极耳进行定位的极耳定位结构,所述极耳定位板上设有将两相邻极群单元的正负极加热熔焊连接的铅桥,所述铅桥包括U形桥体部以及设于U形桥体部底部左右两侧的L形支脚部;在铅酸电池极群加热熔焊时:
首先,中间定位板由升降定位装置驱动下压,将极群压平并初步定位;
其次,两侧极耳定位板同时向中间挤压,极耳定位板与中间定位板配合将极耳整形定位;
最后,在极耳定位板上放置极柱和铅桥,并加热熔焊。
优选的,所述极耳定位结构包括设于中间定位板两侧的锯齿,以及设于极耳定位板内侧的梳齿,所述梳齿头部设有与锯齿齿槽配合的尖头部。
优选的,所述极耳定位板上设有放置极群极柱的极柱定位槽。
优选的,所述极耳定位板在两相邻极群之间设有支撑所述铅桥的支撑板。
优选的,所述铅桥为模具浇铸成型结构。
本发明设有升降定位装置驱动中间定位板升降,在初始状态下,中间定位板在升降定位装置驱动下先下压,将极群压平且初步定位,然后再通过极耳定位板再同时向中间挤压,将极耳整形定位。这样由于经过中间定位板的初定位后再由极耳定位板将极耳整形定位,相对于目前仅仅通过梳板进行定位的结构,极耳定位精度更高,而且由于中间定位板上还设有锯齿,梳齿尖头部与锯齿齿槽配合便于整形定位时自动导向。
另外,由于设有将两相邻极群单元的正负极加热熔焊连接的铅桥,该铅桥可直接与两极群正负极加热熔焊连接,可将传统的极群加热熔焊工序与过桥焊工序一次性完成,工艺简化,降低了成本,连接可靠性高。
附图说明
下面结合附图和具体实施方式对本发明作进一步描述:
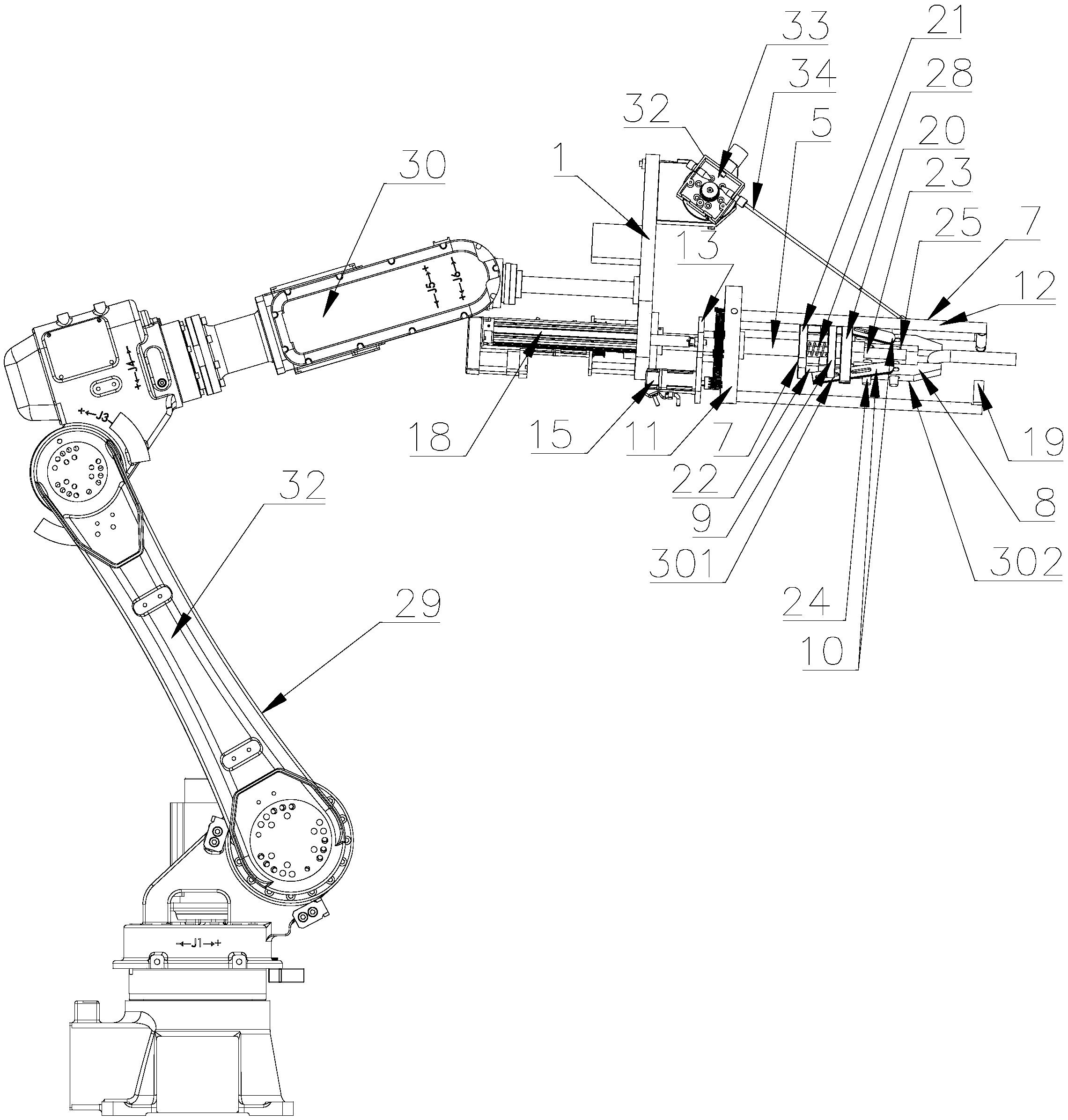
图1为极群焊接机的正面结构示意图;
图2为极群焊接机的俯视图;
图3为极群焊接机的侧视图;
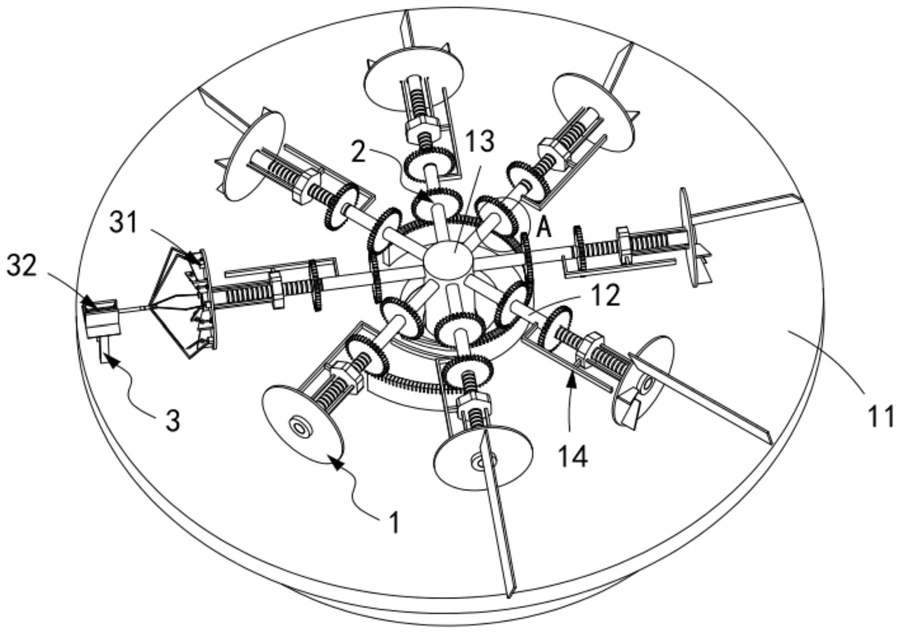
图4为铅酸电池极群加热熔焊夹具的结构示意图;
图5为图4中的A-A剖视图;
图6为铅酸电池极群加热熔焊夹具初始状态示意图;
图7为铅酸电池极群加热熔焊夹具在中间定位板压紧极群后示意图;
图8为铅酸电池极群加热熔焊夹具在两侧极耳定位板夹紧极耳后示意图;
图9为铅桥的结构示意图;
图10为铅桥定位支撑于极耳定位板上后的结构示意图;
图11为图10中铅桥位置剖面结构示意图;
图12为铅酸电池极群加热熔焊夹具的另一种结构示意图。
具体实施方式
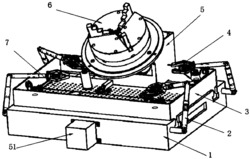
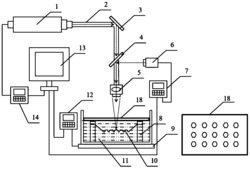
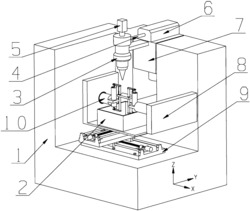
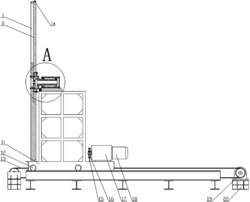
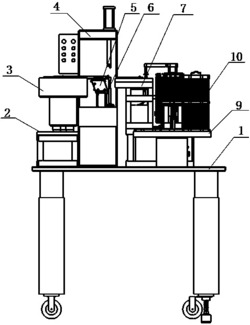
如图1至图3所示,铅酸电池极群焊接机,包括机架6,所述机架6头部与尾部之间设有极群水平输送装置61,待焊接的铅酸电池极群从极群水平输送装置61的头部输入,极群水平输送装置61包括输送链条,在机架头部与尾部设有输送链轮612,其中尾部为主动链轮,头部为从动链轮,在主动链轮和从动链轮之间还设有张紧链轮,在机架尾部下方设有极群输送电机611,所述极群输送电机611通过传动链条驱动主动链轮转动。
在机架6的中部设有极群焊接装置,极群焊接装置整体位于箱体65内部,其前后分割为极群整理区域A和极群焊接区域B,极群在极群整理区域A进行极群整理,在极群焊接区域B进行极群焊接。
所述极群焊接装置包括两组极群焊接模组5,所述极群焊接模组5包括底座51和设于底座上方的极群焊接夹具52。所述底座包括底板511及平行设于底板上方的顶板,在底座511上设有驱动极群焊接夹具52升降的夹具升降机构,所述夹具升降机构包括竖直安装于底座中心的夹具提升气缸516,底座在夹具提升气缸516外侧设有支撑柱514,支撑柱上端支撑顶板,夹具提升气缸安装于顶板上,所述夹具提升气缸的活塞杆与极群焊接夹具52连接,所述极群焊接夹具52四角设有竖直的夹具引导柱521,所述底座上设有供夹具引导柱滑动穿过的引导滑套515。
在机架中部设有铅酸电池极群焊接模组往复输送装置使铅酸电池极群焊接模组在极群整理区域A和极群焊接区域B之间往复运动,所述铅酸电池极群焊接模组往复输送装置包括在机架6中部左右并排设置的极群焊接模组往复驱动单元63,所述极群焊接模组往复驱动单元63与极群焊接模组连接并驱动极群焊接模组5沿横向水平往复运动,所述极群焊接模组往复驱动单元63包括极群焊接模组驱动丝杠631,所述极群焊接模组驱动丝杠631由极群焊接模组驱动电机632驱动,所述底座底部设有与极群焊接模组驱动丝杠配合的丝杠螺母512。所述极群焊接模组驱动丝杠631左右两侧并排设置有直线滑轨633,所述底座前后两侧均设有直线滑块513与直线滑轨633滑动配合。
所述机架6对应极群整理区域A设有极群定位机构将极群进行定位以使极群进入极群焊接夹具,该极群定位机构可以采用定位气缸升降的结构实现;所述机架在对应极群焊接区域B上方位置设有三轴数控机构64,所述三轴数控机构64连接有火枪嘴641,所述三轴数控机构带动火枪嘴运动对极群焊接模组5内的极群进行焊接。
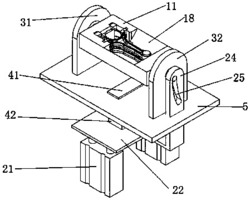
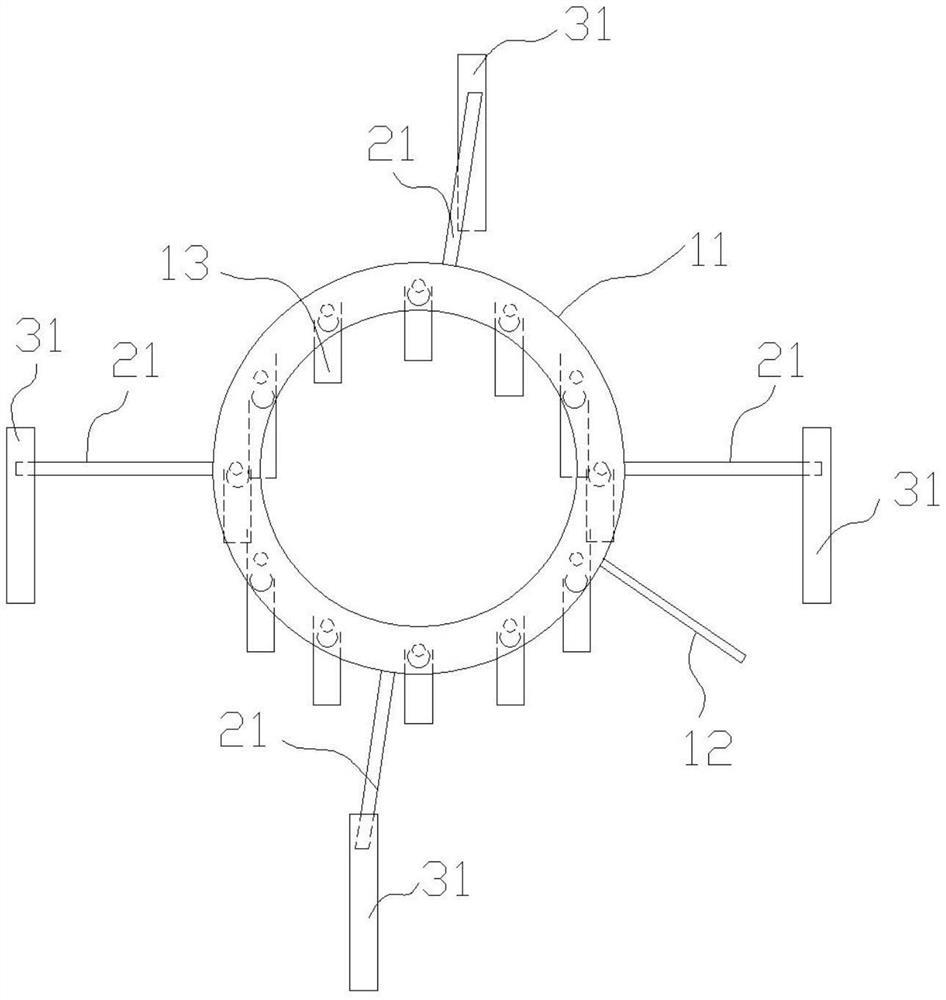
铅酸电池极群由若干组依次排列的极群单元组成,如图4和图5所示,所述极群焊接夹具52包括用于盛放极群3的模壳,极群3由若干组依次排列的极群单元组成,极群上设有极耳31,两相邻极群单元的正负极极柱连接起来。所述模壳上侧中部设有中间定位板2,所述中间定位板中部左右两侧设有极耳定位板1,所述中间定位板2设于极群3上方并由升降定位装置驱动升降,所述极耳定位板1与极群的极耳31水平平齐并由水平驱动装置驱动,所述中间定位板与极耳定位板之间设有对极群3的极耳31进行定位的极耳定位结构。
具体的,所述极耳定位结构包括设于中间定位板左右两侧的锯齿21,以及设于极耳定位板内侧的梳齿11,所述梳齿头部设有与锯齿齿槽配合的尖头部。锯齿呈等腰梯形结构,而梳齿根部为矩形,尖头部形状为等腰梯形。极耳定位于相邻梳齿之间的间隙内,梳齿尖头部与锯齿齿槽配合是为了便于整形定位时自动导向。
此外,所述极耳定位板上设有放置极群极柱的极柱定位槽13。极柱定位槽位置与极柱位置对应,极柱放置其中,加热熔焊时极柱与极耳一体熔焊。
如图6所示,在初始状态下,中间定位板2在升降定位装置驱动下先下压,先将极群压平且初步定位。
如图7所示,然后极耳定位板1再同时向中间挤压,将极耳整形定位。
如图8所示,在极耳整形后,就可以进行加热熔焊了,由于夹具所形成的形腔比极耳高,可以防止烧焊时铅液外流,便于熔焊及汇流排的成形,极耳伸入夹具型腔部分用于加热熔焊,其高度可通过极耳定位板薄厚进行调节。
上述的升降定位装置以及水平驱动装置,都可以采用气缸、液压缸或电机。
如图9和图10所示,在铅酸电池极群两相邻极群单元的正负极之间设置一个铅桥4,该铅桥与两相邻极群单元的正负极加热熔焊。
铅酸电池极群加热熔焊过桥结构包括极耳定位板1,在极耳定位板上设置将两相邻极群单元的正负极加热熔焊连接的铅桥4,所述铅桥包括U形桥体部41以及设于U形桥体部底部左右两侧的L形支脚部42。
所述极耳定位板在两相邻极群之间设有支撑所述铅桥的支撑板12。该支撑板一方面用于极群焊接时汇流排的隔离,另外对铅桥4起到定位支承的作用。其中铅桥为模具浇铸成型结构,因此一次性可通过一副模具成形多件铅桥。
该铅桥可直接与两相邻极群正负极的极柱加热熔焊连接,可将传统的极群加热熔焊工序与过桥焊工序一次性完成。
该铅桥的L形支脚部42与极耳连接,,可以加厚也可以加长,在加热熔焊时刚好可以用于填充汇流排,汇流排的厚薄可通过L形支脚部42的尺寸控制,从而省去了焊接时熔烧铅条辅助加铅焊接的工序,便于实现自动化。
上述提到的加热熔焊包括火焰烧焊及电加热熔焊两种方式。在本实施例中采用火焰烧焊。
其中,如图2所示,上述的用于极耳定位的水平驱动装置53包括夹具夹紧丝杠531,所述夹具夹紧丝杠531由夹具驱动电机532驱动,所述夹具夹紧丝杠531上设有两个极耳定位丝杠螺母533,所述两个极耳定位丝杠螺母533分别与两侧极耳定位板1连接,此外,在夹具夹紧丝杠531两侧平行设置有夹具夹紧导杆534,极耳定位板1还连接有夹具夹紧导套,夹具夹紧导套滑动嵌套于夹具夹紧导杆534上。
极群3由极群水平输送装置61输送至极群整理区域A后,利用极群定位机构对极群进行初步定位;此时夹具提升气缸516处于升起状态,将多组极群(本实施例中为两组极群)初步定位于模壳内,然后夹具提升气缸缩回将极群焊接夹具52降到极耳定位板1可夹紧极耳31处,然后夹具驱动电机532驱动夹具夹紧丝杠531转动,两个极耳定位丝杠螺母533带动极耳定位板向中间移动,从而夹紧极耳。再由人工将极柱及铅桥4放入对应位置,完成后极群焊接模组往复驱动单元63将极群焊接模组5整体移至极群焊接区域B,同时原极群焊接区域B的另一组极群焊接模组在另一个极群焊接模组往复驱动单元63的驱动下移至极群整理区域A;到了极群整理区域A的极群焊接模组重复完成极群整理工作,而极群焊接模组到了极群焊接区域B后,三轴数控机构64及火枪嘴641开始工作,三轴数控机构根据对应汇流排的形腔轨迹对极耳进行焊接,焊接完成后水平驱动装置53松开极耳,夹具提升气缸516升起。此时处在极群整理区域A的极群焊接模组也完成整理动作,两极群焊接模组可同时再对调位置,而极群水平输送装置将推动极群焊接区域B焊好的极群向后移动,并使极群进入极群入盒区域C。
在机架6的尾部对应极群入盒区域C设有将极群3放入电池盒的极群入盒机构。所述极群入盒机构包括极群压板621,所述极群压板621上方设有极群入盒气缸622驱动极群压板621升降,极群压板顶部四角设有升降引导柱623,所述升降引导柱623在升降导套内滑动。由极群焊接装置焊接完成后的极群由极群水平输送装置61输送,为了使极群输送至极群压板621正下方时停止输送以便于进行极群入盒动作,机架对应设有对极群进行定位的极群定位气缸613,当极群输送到位后,极群定位气缸613上升,阻挡极群继续输送,极群入盒机构开始动作,待极群入盒后,极群定位气缸613回缩,入盒后的极群随电池盒一起继续输送至下一道工序。
本发明的铅酸电池极群焊接机并不是采用目前比较常用的铸焊方式,而是采用加热熔焊原理,用火焰加热焊接,而且自动焊接,生产效率可达人工的3至10倍。相对于目前常用的铸焊方式,主要优势是生产成本低,主要体现在以下几点:1、铸焊所用的夹具、模具、铸焊液、切刷耳、加热管这些消耗品及易埙件都可省去不用,减化了工艺流程;2、铸焊中消耗大量电量的熔铅炉也可省去,此焊接机只对需要焊接的极耳进行局部的加热熔焊即可,可节省能耗。
如图12所示,为铅酸电池极群加热熔焊夹具的另一种结构,其不同之处在于中间定位板2为由中间分开,由两块分开的定位板组成,这样两块分开的定位板可分别动作,以使对极耳的定位更加精准。
铅酸电池极群加热熔焊工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0