








专利摘要
本发明公开了一种坡楞木板的自动纵切系统,属于板材裁切尤其是木材的板材裁切领域,应用一种圆盘多片锯本体,还包括控制器、工控机,设置在输送辊道上的在线测量装置。通过在线测量装置在木板行进过程中,实时检测木板的尺寸,并计算出木板的最小矩形的宽度,之后控制驱动装置自动调整锯片的位置进行锯切。具有木板的利用率高、工作效率高、劳动强度降低,人工费用降低的有益效果。
权利要求
1.一种坡楞木板的自动纵切系统,包括圆盘多片锯本体,所述圆盘多片锯本体包括输送辊道(100)、锯片调整机构,所述锯片调整机构的驱动装置(500)为电机,其特征在于:
还包括控制器(200)、工控机(300),所述输送辊道(100)上设有在线测量装置,
所述在线测量装置包括固定支架(410)以及安装在固定支架(410)上的取像装置(420)、光源(430),所述固定支架(410)与输送辊道(100)固定连接,并且取像装置(420)、光源(430)位于输送辊道(100)的上部,
所述取像装置(420)的长度方向与坡楞木板的长度方向呈30°~60°夹角,
所述控制器(200)与取像装置(420)、光源(430)、锯片调整机构的驱动装置(500)电气连接,所述取像装置(420)与工控机(300)电气连接用以传输数据,所述工控机(300)安装有图像处理程序,
本系统的工作方法:
步骤1、通过控制器(200)的人机交互装置输入锯切参数,包括获取实际尺寸与图像尺寸的比例系数,具体为:
步骤1.1、在线测量装置固定之后,将标准校准卡置于取像装置(420)的取像区域,
步骤1.2、在线测量装置对标准校准卡取像,并将图像数据传送给工控机(300),工控机(300)对图像进行处理,计算出标准校准卡的图像数据,
步骤1.3、人工测量标准校准卡或者根据标准校准卡的数据计算出实际尺寸与图像中尺寸的比例系数,
步骤1.4、将步骤1.3中获取的比例系数存入系统,用以后续计算使用;
步骤2、控制器(200)控制取像装置(420)对向锯片移动的坡楞木板进行连续取像,
步骤3、取像装置(420)将获取的图像数据传送给工控机(300),
步骤4、工控机(300)通过图像处理程序对所有的图像进行分析计算,得出每一个位置的坡楞木板的图像数据,并确定最窄矩形木板的参数,具体为:
步骤4.1、图形处理软件获取类似梯形中的每一条线段和梯形高的像素数,进而得取像区域内部轮廓线的图像像素数据,根据像素数据获取图像中的线段的长度,
步骤4.2、对每一个图像进行处理,获取图像中Xn1、Xn2、Xn3、Xn4、Hn的长度数据,其中n为正整数,
步骤4.3、比较Xn2、Xn3的大小,获取Xn2的最大值Xmax2,Xn3的最小值Xmin3,
最窄矩形木板的宽度为Lnu=Xmin3-Xmax2,
步骤4.4、利用步骤1.3中获取的比例系数和步骤4.3中获取的图像尺寸数据计算出实际尺寸数据;
步骤5、工控机(300)将最窄矩形木板的参数发送给控制器(200),
步骤6、控制器(200)根据输入的锯切参数和最窄矩形木板的参数控制锯片调整机构的驱动装置(500)以改变圆盘锯片的锯切位置。
2.根据权利要求1所述的一种坡楞木板的自动纵切系统,其特征在于:
所述取像装置(420)为工业相机,
所述光源(430)为激光器,所述激光器发射出十字光线,所述十字光线的一条光线与坡楞木板的长度方向平行,
或所述光源(430)包括两个发射出一字光线的激光器,两个激光器发射出的一字光线垂直相交,并且其中一个一字光线与坡楞木板的长度方向平行。
3.根据权利要求1所述的一种坡楞木板的自动纵切系统,其特征在于:
所述在线测量装置设有两套,两套在线测量装置分别位于坡楞木板的上部和下部。
4.根据权利要求2所述的一种坡楞木板的自动纵切系统,其特征在于:
所述步骤2中,坡楞木板的行进速度为50m/min,工业相机的帧 频率为60帧/秒,此时,在坡楞木板上的取像间隔为14mm。
5.根据权利要求1所述的一种坡楞木板的自动纵切系统,其特征在于:
所述控制器(200)为PLC。
6.根据权利要求5所述的一种坡楞木板的自动纵切系统,其特征在于:
所述锯片调整机构的电动控制机构的驱动装置(500)为伺服电机系统,
所示步骤6中,控制器输出产生对应速度和位置的脉冲列到伺服电机系统,用以改变圆盘锯片的位置。
7.根据权利要求5所述的一种坡楞木板的自动纵切系统,其特征在于:
所述锯片调整机构的电动控制机构的驱动装置(500)采用普通变频电机系统,
所示步骤6中,控制器(200)连续检测锯片位置,并根据锯片的位置控制变频电机的速度和启停来控制圆盘锯片的位置。
说明书
技术领域
本发明涉及板材裁切设备尤其是木材的板材裁切设备,具体为一种坡楞木板的自动纵切系统。
背景技术
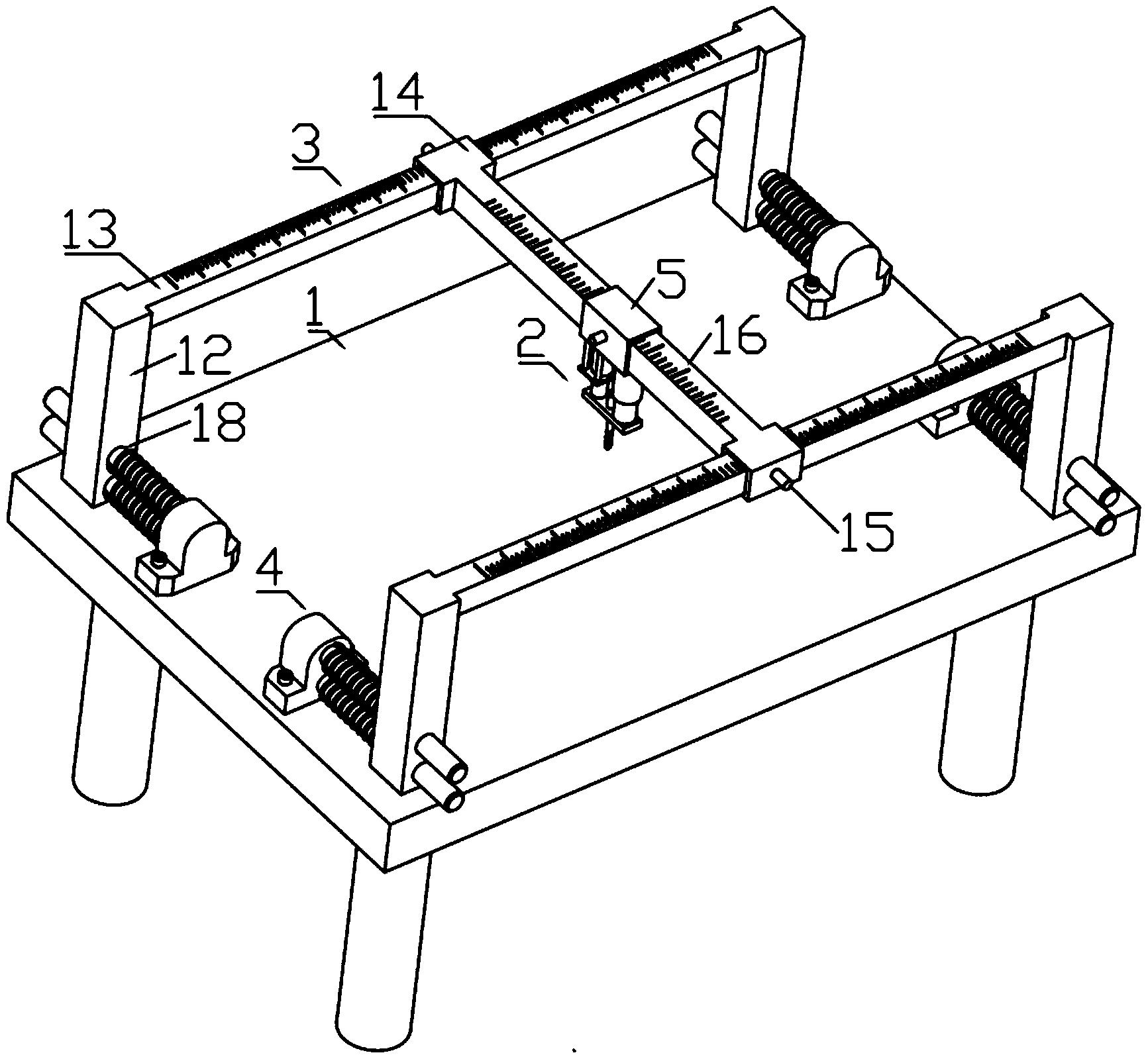
在木材加工过程中,需要对横断面如图3所示的近似梯形的坡楞木板进行纵切,其工艺要求为:通过纵切锯切除坡楞木板的坡楞部分,使有用木板截面成为矩形。或者在纵切切除坡楞的同时,对中间横截面为矩形部分的木板同时进行纵切分割,锯切为需要的尺寸。
纵切的核心装置为多片纵切锯,其锯片可以横向移动,从而在不同的位置对木板进行纵切。目前,现有技术中采用的是半自动方式,即通过人工在红色激光线的指示下,调整设定锯切位置,多片纵切锯锯片根据人工调整自动随动,产生锯切位置,之后将木板纵向进给,一次性完成锯切。整个工艺过程中需操作岗位2人。之所以称为半自动方式,是因为锯切位置的确定完全是操作工人人工移动激光线然后根据肉眼观察来完成的,多片纵切锯的锯片移动则是根据操作工人目测的信息然后手动设定完成的。
这种半自动方式一定程度上实现了工艺要求,但存在几个方面的不足:
一、人工设定锯切位置时,木板必须要在静止状态,从而不能实现连续纵切,生产效率低;
二、人工根据肉眼观察设定锯切位置,设定精度不高,可能造成成材率低或者正品率低;
三、操作工人在整个劳动过程中必须全神贯注设定锯切位置,操作工人必须精神高度集中,容易疲劳。
因此设计一种实现连续纵切、自动检测板材尺寸并且自动调整锯片位置的一种坡楞木板的自动纵切系统称为一种迫切的要求。
发明内容
本发明要解决的技术问题是:提供了一种实现连续纵切、自动检测板材尺寸并且自动调整锯片位置的一种坡楞木板的自动纵切系统称。
本发明要解决的技术问题的技术方案是:一种坡楞木板的自动纵切系统,包括圆盘多片锯本体,所述圆盘多片锯本体包括输送辊道、锯片调整机构,所述锯片调整机构的驱动装置为电机,其特征在于:还包括控制器、工控机,所述输送辊道上设有在线测量装置,所述在线测量装置包括固定支架以及安装在固定支架上的取像装置、光源,所述固定支架与输送辊道固定连接,并且取像装置、光源位于输送辊道的上部,所述取像装置的长度方向与坡楞木板的长度方向呈30°~60°夹角,所述控制器与取像装置、光源、锯片调整机构的驱动装置电气连接,所述取像装置与工控机电气连接用以传输数据,所述工控机安装有图像处理程序;
本系统的工作方法:
步骤1、通过控制器的人机交互装置输入锯切参数,
步骤2、控制器控制取像装置对向锯片移动的坡楞木板进行连续取像,
步骤3、取像装置将获取的图像数据传送给工控机,
步骤4、工控机通过图像处理程序对所有的图像进行分析计算,得出每一个位置的坡楞木板的图像数据,并确定最窄矩形木板的参数,
步骤5、工控机将最窄矩形木板的参数发送给控制器,
步骤6、控制器根据输入的锯切参数和最窄矩形木板的参数控制锯片调整机构的驱动装置以改变圆盘锯片的锯切位置。
更好的,所述取像装置为工业相机,所述光源为激光器,所述激光器发射出十字光线,所述十字光线的一条光线与坡楞木板的长度方向平行,
或所述光源包括两个发射出一字光线的激光器,两个激光器发射出的一字光线垂直相交,并且其中一个一字光线与坡楞木板的长度方向平行。
更好的,所述在线测量装置设有两套,两套在线测量装置分别位于坡楞木板的上部和下部。
更好的,所述步骤2中,坡楞木板的行进速度为50m/min,工业相机的帧 频率为60帧/秒,此时,在坡楞木板上的取像间隔为14mm。
更好的,所述步骤1中,还包括获取实际尺寸与图像尺寸的比例系数,具体为:
步骤1.1、在线测量装置固定之后,将标准校准卡置于取像装置的取像区域,
步骤1.2、在线测量装置对标准校准卡取像,并将图像数据传送给工控机,工控机对图像进行处理,计算出标准校准卡的图像数据,
步骤1.3、人工测量标准校准卡或者根据标准校准卡的数据计算出实际尺寸与图像中尺寸的比例系数,
步骤1.4、将步骤1.3中获取的比例系数存入系统,用以后续计算使用;
所述步骤4中,
步骤4.1、图形处理软件获取类似梯形中的每一条线段和梯形高的像素数,进而得取像区域内部轮廓线的图像像素数据,根据像素数据获取图像中的线段的长度,
步骤4.2、对每一个图像进行处理,获取图像中Xn1、Xn2、Xn3、Xn4、Hn的长度数据,其中n为正整数,
步骤4.3、比较Xn2、Xn3的大小,获取Xn2的最大值Xmax2,Xn3的最小值Xmin3,
最窄矩形木板的宽度为Lnu=Xmin3- Xmax2,
步骤4.4、利用步骤1.3中获取的比例系数和步骤4.3中获取的图像尺寸数据计算出实际尺寸数据。
更好的,所述控制器为PLC。
更好的,所述锯片调整机构的电动控制机构的驱动装置为伺服电机系统,
所示步骤6中,控制器输出产生对应速度和位置的脉冲列到伺服电机系统,用以改变圆盘锯片的位置。
更好的,所述锯片调整机构的电动控制机构的驱动装置采用普通变频电机系统,
所示步骤6中,控制器连续检测锯片位置,并根据锯片的位置控制变频电机的速度和启停来控制圆盘锯片的位置。
本发明的有益效果为:
1、木板的利用率高。由于通过在线测量装置可以获取木板的高精度尺寸,可实现木板坡楞的最优化切除。
2、工作效率高。本系统实现了木板的连续纵切,其纵切进给速度可达到50m/S以上,从而实现了较高的加工效率。
3、劳动强度降低,人工费用降低。在实际工作中,可设操作工岗位一人进行现场巡视和应急处置,正常情况下操作工的任务只是巡视,劳动强度极低。同时,可减少操作工一人,节约了生产过程的劳动力成本。
附图说明
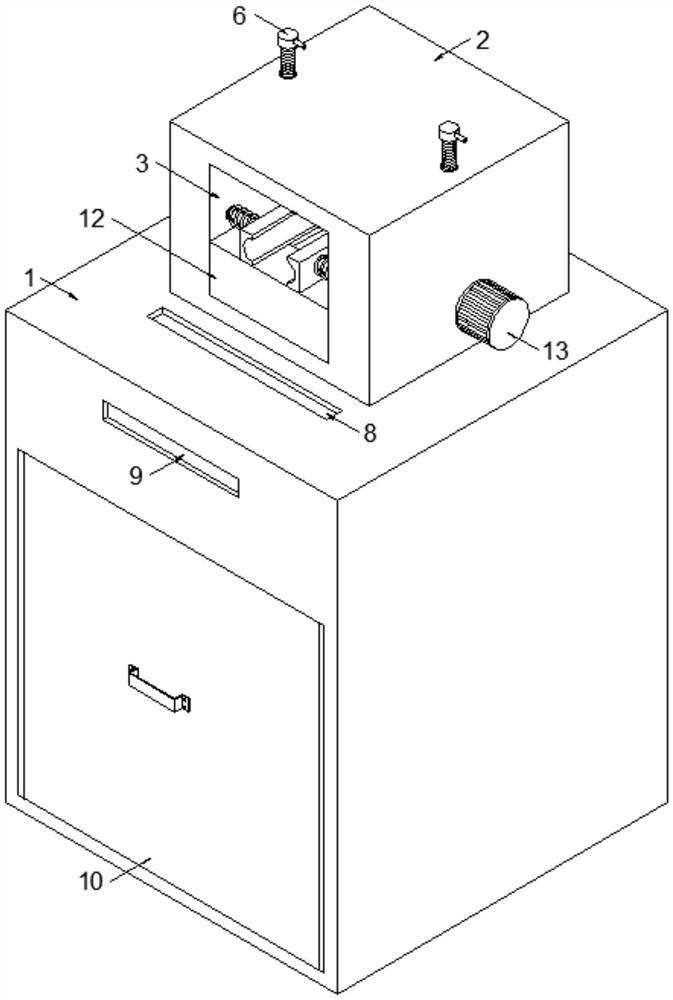
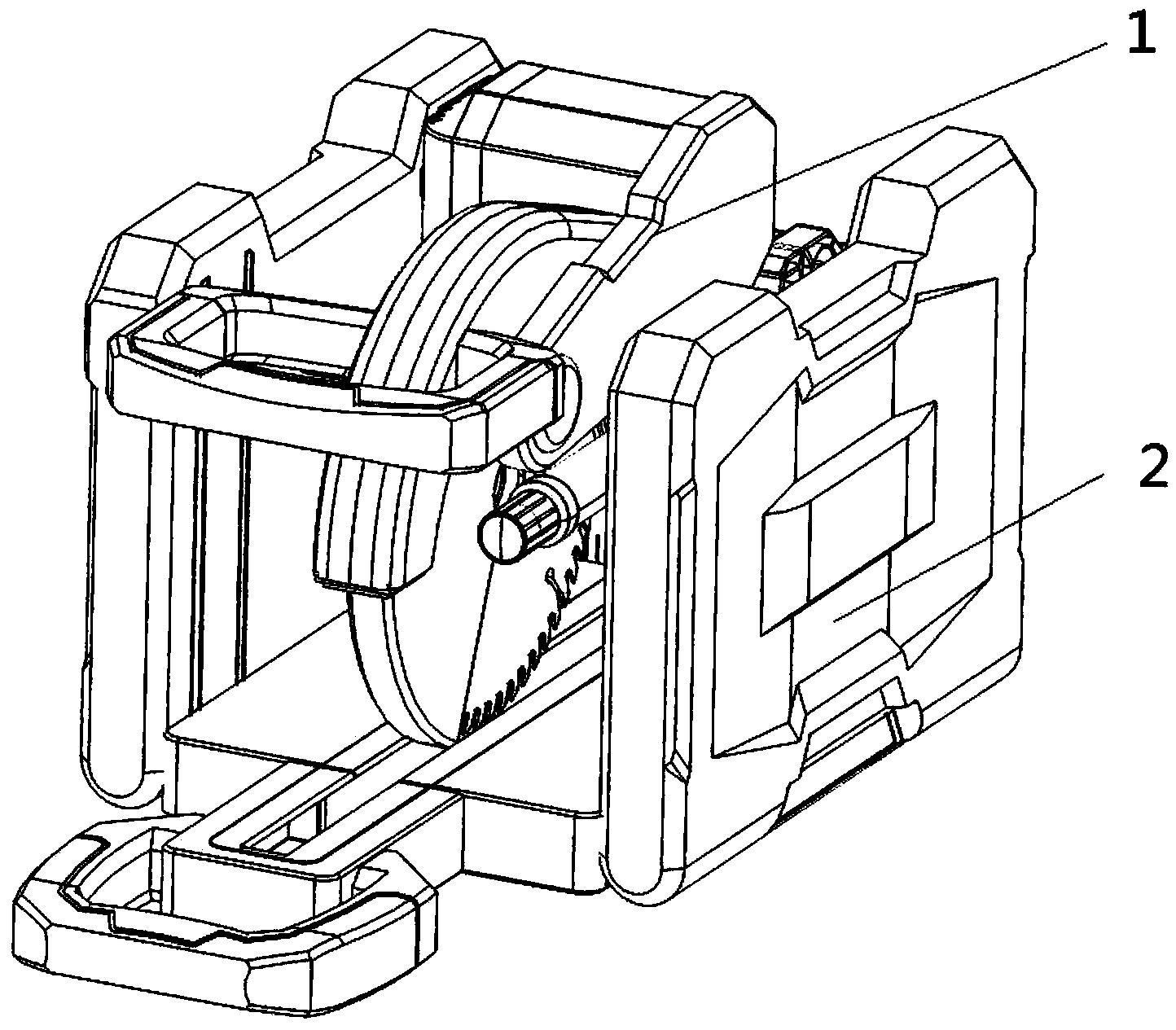
图1是本发明一种实施例的示意图,
图2是本发明一种实施例控制系统的示意图,
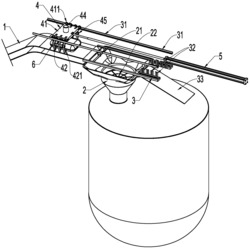
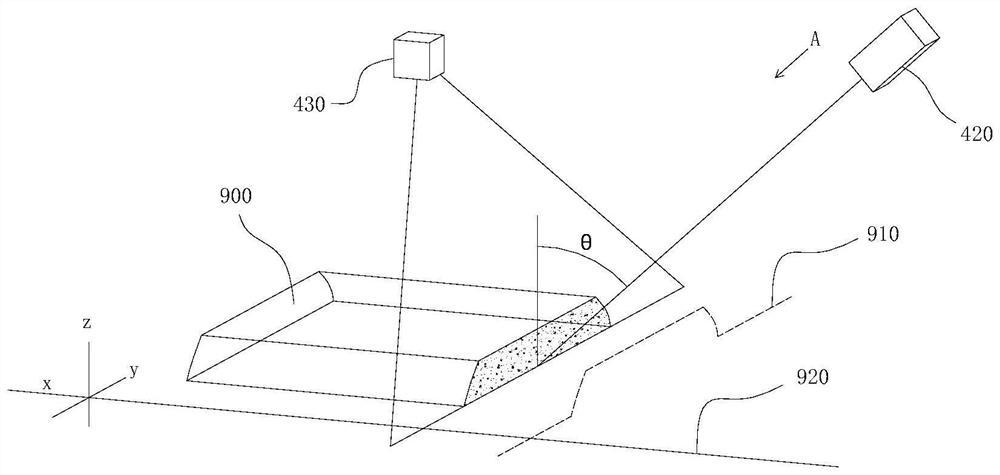
图3是本发明一种实施例坡楞木板取像原理的三维示意图,
图4是图3中A方向的视图的示意图。
图中:
500、驱动装置; 430、光源; 420、取像装置; 410、固定支架; 200、控制器; 100、输送辊道;
具体实施方式
为使本发明的技术方案和有益效果更加清楚,下面对本发明的实施方式做进一步的详细解释。
如图1所示,一种坡楞木板的自动纵切系统,包括圆盘多片锯本体,圆盘多片锯本体包括输送辊道100、锯片调整机构,锯片调整机构的驱动装置500为电机,还包括控制器200、工控机300以及设置在输送辊道100上的在线测量装置。
在线测量装置用以检测检测坡楞木板的尺寸,其包括固定支架410以及安装在固定支架410上的取像装置420、光源430。取像装置420用以获取坡楞木板的某一点的截面的轮廓图形,光源430服务于取像装置。
为了增加图像的清晰度,取像装置420采用工业相机。
为了便于图像处理,光源430采用激光器,如建筑领域应用的激光水平仪,本发明中的激光器发射出十字光线,十字光线的一条光线与坡楞木板的长度方向平行,另一条光线投射在坡楞木板上,并且与坡楞木板的长度方向垂直。或者光源430包括两个发射出一字光线的激光器,两个激光器发射出的一字光线垂直相交,并且其中一个一字光线与坡楞木板的长度方向平行。
如图3所示,上述两种方案中,与坡楞木板900的长度方向平行的光线为基准线920,与基准线垂直的光线即投射在坡楞木板上的光线为轮廓线910。其中坡楞木板900的长度方向与进线纵切时坡楞木板900的行进方向平行。
固定支架用以安装取像装置420和光源430,同时用以保证取像装置420与光源430之间的相对位置的稳定。
本实施例中固定支架为下部开口的框形,固定支架的上部设有横担,横担的长度方向与坡楞木板的长度方向平行。横担的两端分别用以安装取像装置420和光源430。
固定支架410可以与输送辊道100固定连接,及固定支架410的两个竖直边与输送辊道100的两侧的边缘固定连接,固定支架410的上部的边跨接在输送辊道上部。横担位于输送辊道的上部,相应的取像装置420、光源430位于输送辊道100的上部。取像装置420的长度方向与坡楞木板的长度方向呈30°~60°夹角,以更好的获取取像区域的轮廓线。
或者固定支架410直接放置在地面上,并且固定支架横跨在输送辊道的上部。
在坡楞木板的运行的过程中,尤其是流水线作业过程中,从圆木生产板材之后,板材在进入到输送辊道100之后,板材的长度较短的底边不一定是在上面还是在下面,因此,为了减少检测板材并且翻动板材的机械结构,在线测量装置可以采用两个,其中取像装置420和光源430在输送辊道100的上部和下部各有一套。更好的,为了保证板材的稳定性,输送辊道100为双重辊道,板材夹设在输送辊道100中部前进。
控制器200与取像装置420、光源430、锯片调整机构的驱动装置500电气连接,并且可以控制锯片的驱动系统以及获取圆盘多片锯本体各传感器的检测数据。本发明中,控制器采用PLC。取像装置420与工控机300电气连接用以传输数据,工控机300安装有图像处理程序。由于图像数据为信息量较大,本实施例中采用千兆网线进行数据的传送或者采用光纤进行数据传输。图像处理程序或者是图像识别技术在现有技术中已经有应用。本发明中进行图像识别的原理为最基础的原理,即采用像素统计的办法获取图像中线条的长度。因此本发明中,光源430发出的且投射在坡楞木板上的光线为区别于木板板材颜色的有色光线,更好的,本发明中采用红色光线。颜色用以识别图像中的线条,然后根据像素的个数计算出长度。本发明中,可以采用两条平行的基准线,即设置三个产生一字光线的激光器,其中两个激光器的一字光线与坡楞木板的长度方向平行,且两个平行的一字光线之间的距离为已知,以此作为基准。或者架设好光源430与取像装置420之后,拍摄取像区域的图像,该图像中设有已知长度的线条,然后计算基准。算出基准之后,可以通过统计像素进行长度的统计。
本系统的工作方法:
步骤1、通过控制器200的人机交互装置输入锯切参数。
在工艺要求中,根据不同的需要可以切出不同的板材,如需要的是矩形板材、类似矩形板材,成材率要求太高,偏移量大,可能成才木板就存在有少量圆边的状况,要求矩形则要设定较小的偏移量,因此需要在计算数据的基础上做一定的偏移,以实现最高效率的成材率。偏移量是可以从人机界面输入的。用户根据自己需要来确定是否需要偏移以及偏移量的大小。为了便于人机交互,控制器一般设有键盘、显示器或者触摸屏等人机交互装置。
更好的,在本步骤中,还包括获取实际尺寸与图像尺寸的比例系数,具体为:
步骤1.1、在线测量装置固定之后,将标准校准卡置于取像装置420的取像区域,
步骤1.2、在线测量装置对标准校准卡取像,并将图像数据传送给工控机300,工控机300对图像进行处理,计算出标准校准卡的图像数据,
步骤1.3、人工测量标准校准卡或者根据标准校准卡的数据计算出实际尺寸与图像中尺寸的比例系数,
步骤1.4、将步骤1.3中获取的比例系数存入系统,用以后续计算使用。
步骤2、控制器200控制取像装置420对向锯片移动的坡楞木板进行连续取像。
其中,木板的行进速度、取像间隔、相机帧频率根据要求的工艺参数以及经济性折中选取,本实施例中相机帧频率60帧/秒、行进速度≥50m/min时,取像间隔为14mm。如果要同时提高速度和减小取像间隔,就要增大帧频率,同时需要提高控制器与工控机300之间的数据的传输速率。
步骤3、取像装置420将获取的图像数据传送给工控机300。
步骤4、工控机300通过图像处理程序对所有的图像进行分析计算,得出每一个位置的坡楞木板的图像数据,并确定最窄矩形木板的参数,具体为:
该步骤包括以下步骤:
步骤4.1、图形处理软件获取类似梯形中的每一条线段和梯形高的像素数,进而得取像区域内部轮廓线的图像像素数据,根据像素数据获取图像中的线段的长度,
步骤4.2、对每一个图像进行处理,获取图像中Xn1、Xn2、Xn3、Xn4、Hn的长度数据,其中n为正整数,
或,此时计算实际数据,在步骤4.4中就不在计算。
步骤4.3、比较Xn2、Xn3的大小,获取Xn2的最大值Xmax2,Xn3的最小值Xmin3,
最窄矩形木板的宽度为Lnu=Xmin3- Xmax2,
该步骤中,判断最大值Xmax2时,在获取一个最大值Xmax2时,可判断该点位置Xn1的长度是否大于该点的Xn2的长度,如果大于则最大值为该点的Xn1的长度。同样在判断最小Xmin3时,在获取一个最小值Xn3时,需要判断Xn4是否小于Xn3,如果小于则选择Xn3。即:Xmax2在Xn1、Xn2中选择,Xmin3在Xn3、Xn4中选择。
步骤4.4、利用步骤1.3中获取的比例系数和步骤4.3中获取的图像尺寸数据计算出实际尺寸数据。
本步骤中,获取的梯形可根据图4中夹角进一步换算成实际的尺寸。在实际中,因安装夹角等问题,不能用计算的方式时应用步骤1中计算出的系数换算实际长度。
步骤5、工控机300将最窄矩形木板的参数发送给控制器200。
步骤6、控制器200根据输入的锯切参数和最窄矩形木板的参数控制锯片调整机构的驱动装置500以改变圆盘锯片的锯切位置。
如果锯片调整机构的驱动装置500为伺服电机系统,则控制器输出产生对应速度和位置的脉冲列到伺服电机系统,用以改变圆盘锯片的位置。
如果锯片调整机构的驱动装置500采用普通变频电机系统,则控制器200连续检测锯片位置,并根据锯片的位置控制变频电机的速度和启停来控制圆盘锯片的位置。
综上所述,仅为本发明的较佳实施例而已,并非用来限定本发明的范围,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本发明的技术性范围并不局限于说明书上的内容,凡依本发明的要求范围所述的形状、构造、特征及精神所谓的均等变化与修饰,均应包括与本发明的权利要求范围内。
一种坡楞木板的自动纵切系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0