

IPC分类号 : C22C19/05I,B22D7/00I,C22C1/03I









专利摘要
本发明提供了一种GH4720Li合金的真空感应熔炼工艺、GH4720Li合金及航空零部件。所述GH4720Li合金的真空感应熔炼工艺包括:将GH4720Li合金液注入温度为600‑680℃的锭模内,得到GH4720Li合金。该工艺能减少缩松、缩孔的形成范围和尺寸,并降低裂纹的产生,从而提高后续冶炼工艺(例如ESR和/或VAR)的稳定性、可控性和合金的综合使用性能。
权利要求
1.一种GH4720Li合金的真空感应熔炼工艺,其特征在于,包括:将GH4720Li合金液注入温度为600-680℃的锭模内,得到GH4720Li合金。
2.根据权利要求1所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h。
3.根据权利要求1所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,将GH4720Li合金液注入温度为610-640℃的锭模内,得到GH4720Li合金。
4.根据权利要求3所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,温度为610-640℃的锭模主要由以下方法得到:将锭模加热到610-640℃,保温4-6h。
5.根据权利要求1-4任一项所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,锭模内还设置有保温冒口。
6.根据权利要求5所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,保温冒口的高度为240-260mm。
7.根据权利要求6所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,保温冒口的高度为245-255mm。
8.根据权利要求5所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,锭模的直径为350-370mm。
9.根据权利要求8所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,锭模的直径为355-365mm。
10.根据权利要求1或8所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,合金液的温度为1420-1500℃。
11.根据权利要求9所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,合金液的温度为1450-1500℃。
12.根据权利要求1或8所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,合金液的注入时间为11-15min。
13.根据权利要求12所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,合金液的注入时间为12-13min。
14.根据权利要求1或8所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金。
15.根据权利要求14所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,冷却时间为0.5-1.5h。
16.根据权利要求14所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,GH4720Li合金液注入锭模时的真空度为18000-20000Pa。
17.根据权利要求14所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,冷却时的真空度为5-50Pa。
18.根据权利要求1所述的GH4720Li合金的真空感应熔炼工艺,其特征在于,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金;
温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h;
锭模内还设置有保温冒口,保温的高度为240-260mm;锭模的直径为350-370mm;
合金液的温度为1420-1500℃;合金液的注入时间为11-15min;
冷却时间为0.5-1.5h;
GH4720Li合金液注入锭模时的真空度为18000-20000Pa,冷却时的真空度为5-50Pa。
19.采用权利要求1-18任一项所述的GH4720Li合金的真空感应熔炼工艺得到的GH4720Li合金。
20.一种航空零部件,其特征在于,包括权利要求19所述的GH4720Li合金。
说明书
技术领域
本发明涉及合金制造领域,具体而言,涉及一种GH4720Li合金的真空感应熔炼工艺、GH4720Li合金及航空零部件。
背景技术
GH4720Li合金是Ni-Cr-Co基沉淀强化型变形高温合金,使用温度在750℃以下,该合金具有较高的高温强度、抗疲劳和抗蠕变性能,以及长期的组织稳定性。目前国内高温合金生产厂商均通过真空感应熔炼工艺制备电渣重熔或真空电弧重熔所需的镍基高温合金GH4720Li电极。
然而,目前更侧重关于VIM浇注系统中的浇注温度和浇注速度等冶炼因素,从而致使其铸锭的缩松、缩孔和裂纹等冶金缺陷显著增多,导致后续冶炼工艺的稳定性、可控性及合金的综合使用性能不良。
有鉴于此,特提出本发明。
发明内容
本发明的第一目的在于提供一种GH4720Li合金的真空感应熔炼工艺,该工艺能减少缩松、缩孔的形成范围和尺寸,并降低裂纹的产生,从而提高后续冶炼工艺(例如ESR和/或VAR)的稳定性、可控性和合金的综合使用性能。
本发明的第二目的在于提供一种采用上述GH4720Li合金的真空感应熔炼工艺得到的GH4720Li合金。
本发明的第三目的在于提供一种航空零部件。
为了实现本发明的上述目的,特采用以下技术方案:
第一方面,本发明提供了一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为600-680℃的锭模内,得到GH4720Li合金。
作为进一步优选的技术方案,温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h;
优选地,将GH4720Li合金液注入温度为610-640℃的锭模内,得到GH4720Li合金;
优选地,温度为610-640℃的锭模主要由以下方法得到:将锭模加热到610-640℃,保温4-6h。
作为进一步优选的技术方案,锭模内还设置有保温冒口;
优选地,保温冒口的高度为240-260mm,优选为245-255mm。
作为进一步优选的技术方案,锭模的直径为350-370mm,优选为355-365mm。
作为进一步优选的技术方案,合金液的温度为1420-1500℃,优选为1450-1500℃。
作为进一步优选的技术方案,合金液的注入时间为11-15min,优选为12-13min。
作为进一步优选的技术方案,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金;
优选地,冷却时间为0.5-1.5h;
优选地,GH4720Li合金液注入锭模时的真空度为18000-20000Pa;
优选地,冷却时的真空度为5-50Pa。
作为进一步优选的技术方案,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金;
温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h;
锭模内还设置有保温冒口,保温冒口的高度为240-260mm;锭模的直径为350-370mm;
合金液的温度为1420-1500℃;合金液的注入时间为11-15min;
冷却时间为0.5-1.5h;
GH4720Li合金液注入锭模时的真空度为18000-20000Pa,冷却时的真空度为5-50Pa。
第二方面,本发明提供了一种采用上述GH4720Li合金的真空感应熔炼工艺得到的GH4720Li合金。
第三方面,本发明提供了一种航空零部件,包括上述GH4720Li合金。
与现有技术相比,本发明的有益效果为:
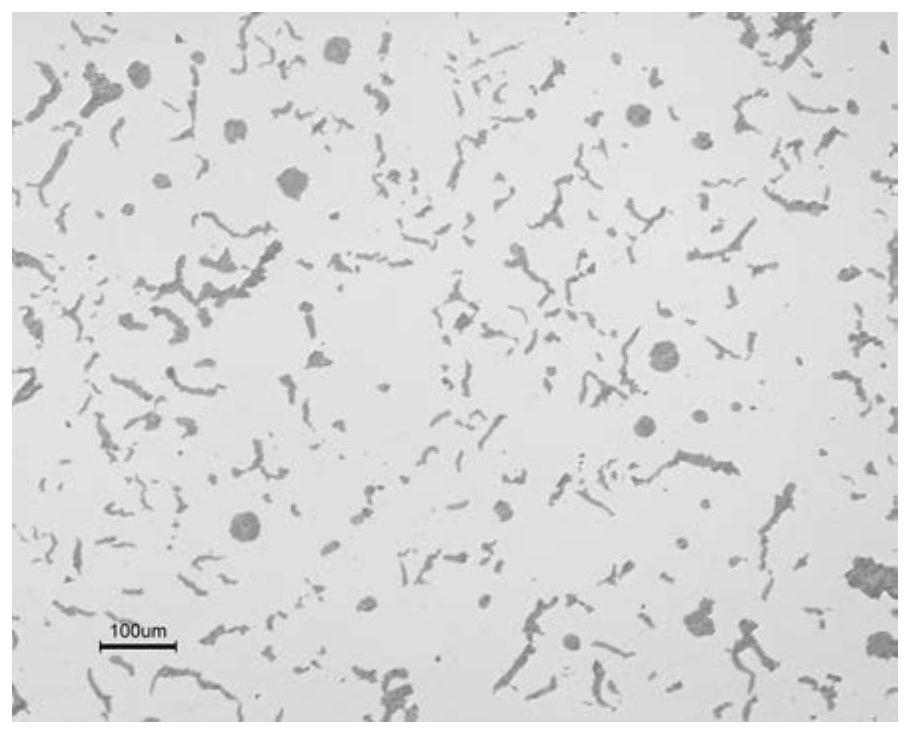
本发明提供的GH4720Li合金的真空感应熔炼工艺中,将GH4720Li合金液注入温度为600-680℃的锭模内,通过合金液与锭模之间的换热实现合金液的凝固,温度为600-680℃的锭模内部无结晶水,呈干燥状态,能够提高铸锭的表面质量,该温度的锭模与合金液的温度差较小,因而能提高合金液的流动性,减少缩松、缩孔的形成范围和尺寸,并减小由于温差产生的应力,降低裂纹的产生,从而提高后续冶炼工艺(例如ESR和/或VAR)的稳定性、可控性和合金的综合使用性能。当锭模温度低于600℃时,铸锭内缩松缩孔的形成范围与尺寸均呈明显的增加,降低了铸锭的致密程度,致使后续冶炼工艺的参数波动范围增大;当锭模温度高于680℃时,增加了操作人员的工作难度,且破空取锭后锭模心部可能存在未凝的合金液,致使锭模在浇注室内的冷却时长增加,降低了生产效率。
采用上述工艺得到的GH4720Li合金缩松、缩孔和裂纹较少,合金表面质量较高,该合金在后续冶炼工艺的稳定性、可控性及合金的综合使用性能较高。
具体实施方式
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。
需要说明的是:
VIM:Vacuum Induction Melting,真空感应熔炼。
ESR:Electro-Slag Remelting,电渣重熔。
VAR:Vacuum Arc Remelting,真空电弧重熔。
根据本发明的一个方面,提供了一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为600-680℃的锭模内,得到GH4720Li合金。
上述GH4720Li合金的真空感应熔炼工艺中,将GH4720Li合金液注入温度为600-680℃的锭模内,通过合金液与锭模之间的换热实现合金液的凝固,温度为600-680℃的锭模内部无结晶水,呈干燥状态,能够提高铸锭的表面质量,该温度的锭模与合金液的温度差较小,因而能提高合金液的流动性,减少缩松、缩孔的形成范围和尺寸,并减小由于温差产生的应力,降低裂纹的产生,从而提高后续冶炼工艺(例如ESR和/或VAR)的稳定性、可控性和合金的综合使用性能。当锭模温度低于600℃时,铸锭内缩松缩孔的形成范围与尺寸均呈明显的增加,降低了铸锭的致密程度,致使后续冶炼工艺的参数波动范围增大;当锭模温度高于680℃时,增加了操作人员的工作难度,且破空取锭后锭模心部可能存在未凝的合金液,致使锭模在浇注室内的冷却时长增加,降低了生产效率。
本发明中,锭模的温度典型但非限制性的为600℃、610℃、620℃、630℃、640℃、650℃、660℃、670℃或680℃。
GH4720Li合金是一种以γ′相析出强化以及Mo,W,Cr,Co固溶强化的高强度、耐腐蚀的镍基高温合金。GH4720Li合金成分包括以下重量百分比的成分:C 0.01-0.04%,Al2.0-3.4%,Ti 4.2-5.8%,Cr 15-17%,Mo 2.2-3.8%,Co 14.0-17.0%,W 0.8-2.2%,Ni余量。
GH4720Li合金液是指:熔融状态的GH4720Li合金。
锭模是指把熔融金属浇入并凝固成锭的模具或容器。
在一种优选的实施方式中,温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h。上述保温的时间典型但非限制性的为4h、4.5h、5h、5.5h或6h。在以上保温时间范围内,能使锭模内部各处的温度均达到600-680℃,锭模内部各处温度均匀一致。
优选地,将GH4720Li合金液注入温度为610-640℃的锭模内,得到GH4720Li合金。当锭模的温度为610-640℃时,所得合金的缩松、缩孔和裂纹更少,合金表面质量更高。
优选地,温度为610-640℃的锭模主要由以下方法得到:将锭模加热到610-640℃,保温4-6h。
在一种优选的实施方式中,锭模内还设置有保温冒口。保温冒口是指用低导热材料制作的冒口,与普通冒口相比,保温冒口内金属液凝固时间长,补缩效果更好。
在一种优选的实施方式中,保温冒口的高度为240-260mm,优选为245-255mm。上述高度典型但非限制性的为240mm、242mm、244mm、246mm、248mm、250mm、252mm、254mm、256mm、258mm或260mm。当保温冒口的高度在上述范围内时,高度较为合理,既能使合金液凝固区域集中在冒口内,又能避免在凝固前沿形成狭长细小的熔池,保证良好的补缩效果。
在一种优选的实施方式中,锭模的直径为350-370mm,优选为355-365mm。上述直径典型但非限制性的为350mm、352mm、354mm、356mm、358mm、360mm、362mm、364mm、366mm、368mm或370mm。当锭模的直径在上述范围内,有利于促使缩孔尽可能的集中在铸锭最上端,便于切除,如果锭模直径过大,则缩孔会出现在铸锭中部,不利于切除,如果锭模直径过小,则铸锭的切头量过大,较为浪费原料。
在一种优选的实施方式中,合金液的温度为1420-1500℃,优选为1450-1500℃。上述保温温度典型但非限制性的为1420℃、1430℃、1440℃、1450℃、1460℃、1470℃、1480℃、1490℃或1500℃。当合金液的温度在上述范围内时,合金液与锭模之间的温差更为合理,过高则易产生补缩不良,过低则易造成浇注不足。
在一种优选的实施方式中,合金液的注入时间为11-15min,优选为12-13min。上述注入时间典型但非限制性的为11min、12min、13min、14min或15min。当合金液的注入时间在上述范围内时,能使所得合金的缺陷更少。若注入时间过长,则易产生冷隔、浇不到、夹砂、粘砂等缺陷;若注入时间过短,金属液对锭模的冲击大,容易造成冲砂、砂眼、渣眼、抬型和气孔等缺陷。
在一种优选的实施方式中,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金。
在一种优选的实施方式中,冷却时间为0.5-1.5h。上述冷却时间典型但非限制的为0.5h、0.6h、0.8h、1h、1.2h、1.4h或1.5h。冷却0.5-1.5h后,锭模的温度降至450-550℃,铸锭中间温度降至800-900℃。当冷却0.5-1.5h,即可进行脱锭处理,铸锭的温度合理,不会出现裂纹等情况。
在一种优选的实施方式中,GH4720Li合金液注入锭模时的真空度为18000-20000Pa。上述真空度典型但非限制性的为18000、18500、19000、19500或20000Pa。
优选地,冷却时的真空度为5-50Pa。上述真空度典型但非限制性的为5Pa、10Pa、15Pa、20Pa、25Pa、30Pa、35Pa、40Pa、45Pa或50Pa。
当真空度在以上范围内时,难以发生合金液与气体之间的化学反应,因而可以得到较为纯净的高质量合金。
在一种优选的实施方式中,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金;
温度为600-680℃的锭模主要由以下方法得到:将锭模加热到600-680℃,保温4-6h;
锭模内还设置有保温冒口,保温冒口的高度为240-260mm;锭模的直径为350-370mm;
合金液的温度为1420-1500℃;合金液的注入时间为11-15min;
冷却时间为0.5-1.5h;
GH4720Li合金液注入锭模时的真空度为18000-20000Pa,冷却时的真空度为5-50Pa。
采用上述真空感应熔炼工艺能够使铸锭内缩松、缩孔的形成尺寸减小,且原来铸锭顶端内800mm范围内的缩松、缩孔消失,只有铸锭底端与中间部分存有缩松、缩孔;后续ESR冶炼参数中电压、电流的摆动范围下降10-15%,熔化速率、电渣阻值的摆动范围下降7%左右。
需要说明的是,GH4720Li合金的真空感应熔炼工艺中其他工艺步骤(例如配料、备料、装料、抽真空、合金料)及其相关参数采用本领域常用的即可,本发明对此不做特别限制。
例如,GH4720Li合金的真空感应熔炼工艺包括:
①配料:根据变形高温合金GH4720Li成分控制要求,按照质量百分比计算各元素原材料用量;
②备料:精选金属镍、金属钴、金属铬、金属钼、硼铁及石墨电极等,所有原材料需清洁、无油污;
③装料:镍板、钴板等散乱装入炉底,钨条、钼条等布入坩埚中层位置,中间合金置于其上;
④抽高真空:真空感应炉抽真空;
⑤熔化期:合金料全熔温度为1400-1590℃;
⑥精炼期:合金料全熔后进入精炼期,加入合金元素Al和Ti;
⑦充氩:精炼期结束后熔炼室充入氩气;
⑧加微量元素:充入氩气后将微量合金元素混合后加入坩埚中,搅拌微合金化后取成品样合金液;
⑨合金的浇注:采用本发明的方法对合金液进行浇注。
根据本发明的另一方面,提供了一种采用上述工艺得到的GH4720Li合金。采用上述工艺得到的GH4720Li合金缩松、缩孔和裂纹较少,合金表面质量较高,该合金在后续冶炼工艺的稳定性、可控性及合金的综合使用性能较高。
根据本发明的另一方面,提供了一种航空零部件,包括上述GH4720Li合金。该航空零部件包括上述GH4720Li合金,因而具有缩松、缩孔和裂纹较少,以及航空零部件表面质量较高的优点。
上述航空零部件是指飞机中各种零部件的总称,包括但不限于机体零部件、发动机零部件和机载设备等。机体零部件包括但不限于机身、机翼、尾翼等主体机构相关零部件,或起落架装置,如减震器、支柱、机轮、刹车装置、收放装置等。发动机零部件包括但不限于盘轴、风扇盘、涡轮盘、轴、整体叶盘(叶轮)、涡轮机匣、风扇机匣等。机载设备包括但不限于燃油系统、液压系统、气动系统、瓶体、防冰和除冰系统、环境控制系统、救生系统、辅助动力装置、机轮刹车系统等。
下面结合实施例和对比例对本发明做进一步详细的说明。
实施例1
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为600℃的锭模内,得到GH4720Li合金;
温度为600℃的锭模主要由以下方法得到:将锭模加热到600℃,保温8h;
锭模的直径为380mm,合金液的温度为1530℃,合金液的注入时间为10min。
实施例2
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为600℃的锭模内,得到GH4720Li合金;
温度为600℃的锭模主要由以下方法得到:将锭模加热到600℃,保温4h;
锭模的直径为380mm,合金液的温度为1530℃,合金液的注入时间为10min。
与实施例1不同的是,本实施例中温度为600℃的锭模的制备方法在本发明优选范围内。
实施例3
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为650℃的锭模内,得到GH4720Li合金;
温度为650℃的锭模主要由以下方法得到:将锭模加热到650℃,保温5h;
锭模的直径为380mm,合金液的温度为1530℃,合金液的注入时间为10min。
实施例4
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液注入温度为680℃的锭模内,得到GH4720Li合金;
温度为680℃的锭模主要由以下方法得到:将锭模加热到680℃,保温6h;
锭模的直径为380mm,合金液的温度为1530℃,合金液的注入时间为10min。
实施例5-7
一种GH4720Li合金的真空感应熔炼工艺,与实施例2不同的是,实施例5-7中,锭模的温度分别为610、630和640℃。
实施例5-7中锭模的温度在本发明优选范围内。
实施例8
一种GH4720Li合金的真空感应熔炼工艺,与实施例7不同的是,本实施例中锭模内还设置有保温冒口,保温冒口的高度为280mm。
实施例9-11
一种GH4720Li合金的真空感应熔炼工艺,与实施例8不同的是,实施例9-11中,保温冒口的高度分别为240、260和250mm。
实施例9-11中保温冒口的高度在本发明优选范围内。
实施例12-14
一种GH4720Li合金的真空感应熔炼工艺,与实施例11不同的是,实施例12-14中锭模的直径分别为350、370和360mm。
实施例12-14中锭模的直径在本发明优选范围内。
实施例15-17
一种GH4720Li合金的真空感应熔炼工艺,与实施例14不同的是,实施例15-17中合金液的温度分别为1420、1500和1480℃。
实施例15-17中合金液的温度在本发明优选范围内。
实施例18-21
一种GH4720Li合金的真空感应熔炼工艺,与实施例17不同的是,实施例18-21中合金液的注入时间分别为11、15、12和13min。
实施例18-21中合金液的注入时间在本发明优选范围内,实施例20-21中合金液的注入时间在本发明进一步优选范围内。
实施例22-24
一种GH4720Li合金的真空感应熔炼工艺,与实施例21不同的是,实施例22-24中,所述工艺包括:将GH4720Li合金液注入温度为600-680℃的锭模内,然后依次进行冷却和脱锭处理,得到GH4720Li合金;
冷却时间分别为0.5、1.5和1h。
实施例25-27
一种GH4720Li合金的真空感应熔炼工艺,与实施例24不同的是,实施例25-27中,GH4720Li合金液注入锭模时的真空度分别为18000、19000和20000Pa,冷却时的真空度分别为5、50和25Pa。
对比例1-2
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液分别注入温度为500和800℃的锭模内,得到GH4720Li合金。
与实施例1不同的是,对比例1-2中,锭模的温度不在本发明所提供的范围内。
对比例3
一种GH4720Li合金的真空感应熔炼工艺,包括:将GH4720Li合金液浇注到锭模温度为室温条件下(25℃)的锭模内,浇注时间为15min,浇注时的真空度为20000Pa,冷却时的真空度为18000Pa,冷却时长为2h。
参见表1的测试结果可知,以上各实施例所得合金的缩松缩孔尺寸分布范围为:铸锭底端高400mm-距离铸锭顶部1000mm范围内存在不连续的缩松缩孔,其尺寸为14-20mm(对角线尺寸,锭模高度为2600mm);后续ESR冶炼参数中电压、电流的摆动范围下降10-15%,摆动范围在10.1%-14.81%之间,熔化速率、电渣阻值的摆动范围下降7%左右,摆动范围在6.61%-7.44%之间。而采用对比例1和3所得合金的缩松缩孔尺寸明显更大,且后续ESR冶炼参数中电压、电流的摆动范围以及熔化速率、电渣阻值的摆动范围更大,后续冶炼工艺的稳定性较差;对比例2的缩松缩孔尺寸和后续ESR冶炼参数中电压、电流的摆动范围以及熔化速率、电渣阻值的摆动范围虽然较小,但其操作难度是各实施例的两倍以上,不适合工业化生产。
表1
尽管已用具体实施例来说明和描述了本发明,然而应意识到,在不背离本发明的精神和范围的情况下可以作出许多其它的更改和修改。因此,这意味着在所附权利要求中包括属于本发明范围内的所有这些变化和修改。
GH4720Li合金的真空感应熔炼工艺、GH4720Li合金及航空零部件专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0