






专利摘要
本发明涉及一种镁基复合材料半固态间接挤压铸造成型方法,是针对增强体颗粒与基体材料之间润湿性差、易发生团聚、分布不均,制得的铸件性能低的问题,在镁合金基体中添加高硬度、高弹性模量、与基体结合性能好的镁锌钇准晶为增强体,经真空气氛熔炼炉熔炼、复合搅拌炉内超声波辅助振动搅拌、间接挤压铸造,制得铸件,以提高铸件的力学性能;此制备方法工艺先进,数据精确翔实,铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化,抗拉强度达225Mpa,延伸率达6.5%,硬度达86HV,是先进的镁基复合材料半固态间接挤压铸造成型方法。
权利要求
1.一种镁基复合材料半固态间接挤压铸造成型方法,其特征在于:
使用的化学物质材料为:镁合金、镁锌钇准晶、无水乙醇、氩气、氧化镁脱模剂,其准备用量如下:以克、毫升、厘米
制备方法如下:
(1)制备间接挤压铸造模具
间接挤压铸造模具用热作模具钢制造,固定模、活动模型腔表面粗糙度均为:Ra0.08-0.16μm;
(2)预处理镁锌钇准晶
球磨,将镁锌钇准晶1200g±1g置于球磨机的球磨罐内,磨球与粉体的体积比为3:1,进行球磨,球磨时间2.5h,球磨后成镁锌钇准晶细粉;
筛选,将镁锌钇准晶细粉用400目筛网过筛,球磨、过筛反复进行,成镁锌钇准晶粉末;
(3)镁合金切块
将镁合金20000g±1g置于钢质平板上,用机械切块,块体尺寸≤20mm×40mm×40mm;
(4)熔炼镁合金液
镁合金液的熔炼是在真空气氛熔炼炉内进行的,是在预热、氩气气氛下熔炼、保温过程中完成的;
①清理熔炼坩埚,用金属铲、金属刷清理熔炼坩埚内部,使表面清洁,用无水乙醇清洗熔炼坩埚内表面,使其洁净;
②预热镁合金块,将切制的镁合金块置于预热炉内,进行预热,预热温度为155℃,备用;
③预热熔炼坩埚,开启真空气氛熔炼炉加热器,预热熔炼坩埚,预热温度200℃,保温15min后关闭真空气氛熔炼炉加热器;
④将预热的镁合金块置于预热的熔炼坩埚内,密闭真空气氛熔炼炉;
开启真空气氛熔炼炉真空泵,抽取炉内空气,使炉内压强为2Pa;
开启真空气氛熔炼炉加热器,当温度升至250℃时,向真空气氛熔炼炉内通入氩气,氩气通入速度200cm
继续加热熔炼,熔炼温度720℃±1℃,恒温保温15min;
⑤降温至690℃±1℃,恒温保温10min,成镁合金液;
(5)超声辅助旋喷搅拌制备镁基复合材料半固态合金熔体
①密闭旋喷搅拌炉,开启旋喷搅拌炉真空泵,抽取炉内空气,使炉内压强为2Pa;
②开启旋喷搅拌炉加热器,预热旋喷搅拌坩埚,预热温度300℃;
当温度升至300℃时,开启旋喷搅拌炉进气阀,通过旋喷搅拌炉进气管,向旋喷搅拌炉内通入氩气,氩气通入速度200cm
③开启真空气氛熔炼炉电磁泵,将镁合金液通过输料管输送到旋喷搅拌坩埚内;
调节旋喷搅拌炉内的温度,保持炉内温度为570℃±1℃,恒温保温6min,开启并调节旋喷搅拌装置控制器,搅拌转数为100r/min,恒温搅拌10min,成半固态合金熔体;
④开启超声波振动装置,超声波频率为90kHz;调节旋喷搅拌装置控制器,搅拌转数为150r/min,搅拌时间5min;
⑤将镁锌钇准晶粉末放入氩气与准晶混合装置,开启氩气与准晶混合输入管,将混有准晶颗粒的氩气,通过旋喷搅拌装置加入到半固态合金熔体中;
⑥在超声波振动装置辅助下继续搅拌8min;
(6)半固态间接挤压铸造
①预热间接挤压铸造模具、料缸,间接挤压铸造模具预热温度为235℃,料缸预热温度为345℃;
将氧化镁脱模剂均匀的喷涂在模具型腔表面,表面厚度为0.2mm;
②将石墨润滑油150mL注入料缸与冲头之间的间隙中,进行润滑;
③关闭旋喷搅拌装置,开启旋喷搅拌炉电磁泵,将半固态合金熔体通过出料管输送到料缸中;
④间接挤压铸造模具合模,冲头推动半固态合金熔体通过浇道进入模具型腔,冲头顶出速度为95mm/s,然后冲头进行保压,保压压力为235Mpa,保压时间为15s;
⑤开模,脱模,冲头继续向上运动,将铸件顶出;
⑥冷却,将铸件放置在钢质平板上,自然冷却至25℃;
(7)清理、清洗
①在钢质平板上用机械切制成型;
②清理铸件各部及周边,用400目砂纸打磨铸件表面,然后用无水乙醇清洗,清洗后晾干;
(8)检测、分析、表征
对铸件的形貌、色泽、金相组织结构、力学性能进行检测、分析、表征;
用金相显微镜进行金相组织分析;
用X射线衍射仪进行衍射强度分析;
用电子万能试验机进行抗拉强度及延伸率分析;
用维氏硬度计进行硬度分析;
结论:镁基复合材料铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化,抗拉强度达225Mpa,延伸率达6.5%,硬度达86HV。
2.根据权利要求1所述的一种镁基复合材料半固态间接挤压铸造成型方法,其特征在于:
铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化;
镁基复合材料内部存在Mg相、准晶相Mg
说明书
技术领域
本发明涉及一种镁基复合材料半固态间接挤压铸造成型方法,属有色金属材料制备及应用的技术领域。
背景技术
镁合金具有质轻、比强度和比刚度高、导热导电性好、阻尼减振、电磁屏蔽、易于加工成形及回收等优良特性,被列为高端新材料;但是,目前常用镁合金存在强度低、抗氧化性能差以及高温抗蠕变性能差的问题,限制了它在工业中的进一步应用;所以,提高镁合金的综合性能,开发新型镁基复合材料很有必要;当前,大多数采用Al2O3、SiC、TiC、SiO2颗粒作为增强体加入到镁合金基体当中,来制得镁基复合材料,然而外加颗粒与镁合金基体的润湿性较差,易发生团聚,在基体中分布不均;同时,外加颗粒与镁合金基体发生界面反应,生成了一些有害的脆性相,因而降低了复合材料的性能。
制备镁基复合材料常用搅拌铸造法,是在液态下搅拌,搅拌过程中产生的负压使复合材料很容易吸气而形成气孔,另外增强颗粒与基体合金的密度不同易造成颗粒沉积和微细颗粒的团聚现象,形成第二相偏析,使增强颗粒在基体内分布不均匀;在液态下进行浇注,由于成型温度高,成型后在铸件内部易造成缩孔和缩松等缺陷,降低了铸件的力学性能。
发明内容
发明目的
本发明的目的是针对背景技术的不足,在镁合金基体中添加高硬度、高弹性模量、与基体结合性能好的镁锌钇准晶为增强体,经真空气氛熔炼炉熔炼、复合搅拌炉内超声波辅助振动搅拌,间接挤压铸造,制得镁基复合材料铸件,以提高铸件的力学性能。
技术方案
本发明使用的化学物质材料为:镁合金、镁锌钇准晶、无水乙醇、氩气、氧化镁脱模剂,其准备用量如下:以克、毫升、厘米
制备方法如下:
(1)制备间接挤压铸造模具
间接挤压铸造模具用热作模具钢制造,固定模、活动模型腔表面粗糙度均为:Ra0.08-0.16μm;
(2)预处理镁锌钇准晶
球磨,将镁锌钇准晶1200g±1g置于球磨机的球磨罐内,磨球与粉体的体积比为3:1,进行球磨,球磨时间2.5h,球磨后成镁锌钇准晶细粉;
筛选,将镁锌钇准晶细粉用400目筛网过筛,球磨、过筛反复进行,成镁锌钇准晶粉末;
(3)镁合金切块
将镁合金20000g±1g置于钢质平板上,用机械切块,块体尺寸≤20mm×40mm×40mm;
(4)熔炼镁合金液
镁合金液的熔炼是在真空气氛熔炼炉内进行的,是在预热、氩气气氛下熔炼、保温过程中完成的;
①清理熔炼坩埚,用金属铲、金属刷清理熔炼坩埚内部,使表面清洁,用无水乙醇清洗熔炼坩埚内表面,使其洁净;
②预热镁合金块,将切制的镁合金块置于预热炉内,进行预热,预热温度为155℃,备用;
③预热熔炼坩埚,开启真空气氛熔炼炉加热器,预热熔炼坩埚,预热温度200℃,保温15min后关闭真空气氛熔炼炉加热器;
④将预热的镁合金块置于预热的熔炼坩埚内,密闭真空气氛熔炼炉;
开启真空气氛熔炼炉真空泵,抽取炉内空气,使炉内压强为2Pa;
开启真空气氛熔炼炉加热器,当温度升至250℃时,向真空气氛熔炼炉内通入氩气,氩气通入速度200cm
继续加热熔炼,熔炼温度720℃±1℃,恒温保温15min;
⑤降温至690℃±1℃,恒温保温10min,成镁合金液;
(5)超声辅助旋喷搅拌制备镁基复合材料半固态合金熔体
①密闭旋喷搅拌炉,开启旋喷搅拌炉真空泵,抽取炉内空气,使炉内压强为2Pa;
②开启旋喷搅拌炉加热器,预热旋喷搅拌坩埚,预热温度300℃;
当温度升至300℃时,开启旋喷搅拌炉进气阀,通过旋喷搅拌炉进气管,向旋喷搅拌炉内通入氩气,氩气通入速度200cm
③开启真空气氛熔炼炉电磁泵,将镁合金液通过输料管输送到旋喷搅拌坩埚内;
调节旋喷搅拌炉内的温度,保持炉内温度为570℃±1℃,恒温保温6min,开启并调节旋喷搅拌装置控制器,搅拌转数为100r/min,恒温搅拌10min,成半固态合金熔体;
④开启超声波振动装置,超声波频率为90kHz;调节旋喷搅拌装置控制器,搅拌转数为150r/min,搅拌时间5min;
⑤将镁锌钇准晶粉末放入氩气与准晶混合装置,开启氩气与准晶混合输入管,将混有准晶颗粒的氩气,通过旋喷搅拌装置加入到半固态合金熔体中;
⑥在超声波振动装置辅助下继续搅拌8min;
(6)半固态间接挤压铸造
①预热间接挤压铸造模具、料缸,间接挤压铸造模具预热温度为235℃,料缸预热温度为345℃;
将氧化镁脱模剂均匀的喷涂在模具型腔表面,表面厚度为0.2mm;
②将石墨润滑油150mL注入料缸与冲头之间的间隙中,进行润滑;
③关闭旋喷搅拌装置,开启旋喷搅拌炉电磁泵,将半固态合金熔体通过出料管输送到料缸中;
④间接挤压铸造模具合模,冲头推动半固态合金熔体通过浇道进入模具型腔,冲头顶出速度为95mm/s,然后冲头进行保压,保压压力为235Mpa,保压时间为15s;
⑤开模,脱模,冲头继续向上运动,将铸件顶出;
⑥冷却,将铸件放置在钢质平板上,自然冷却至25℃;
(7)清理、清洗
①在钢质平板上用机械切制成型;
②清理铸件各部及周边,用400目砂纸打磨铸件表面,然后用无水乙醇清洗,清洗后晾干;
(8)检测、分析、表征
对铸件的形貌、色泽、金相组织结构、力学性能进行检测、分析、表征;
用金相显微镜进行金相组织分析;
用X射线衍射仪进行衍射强度分析;
用电子万能试验机进行抗拉强度及延伸率分析;
用维氏硬度计进行硬度分析;
结论:镁基复合材料铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化,抗拉强度达225Mpa,延伸率达6.5%,硬度达86HV。
有益效果
本发明与背景技术相比具有明显的先进性,是针对增强体颗粒与基体材料之间润湿性差、易发生团聚、分布不均,制得的铸件性能低的问题,在镁合金基体中添加高硬度、高弹性模量、与基体结合性能好的镁锌钇准晶为增强体,经真空气氛熔炼炉熔炼、复合搅拌炉内超声波辅助振动搅拌、间接挤压铸造,制得铸件,以提高铸件的力学性能;此制备方法工艺先进,数据精确翔实,铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化,抗拉强度达225Mpa,延伸率达6.5%,硬度达86HV,是先进的镁基复合材料半固态间接挤压铸造成型方法。
附图说明
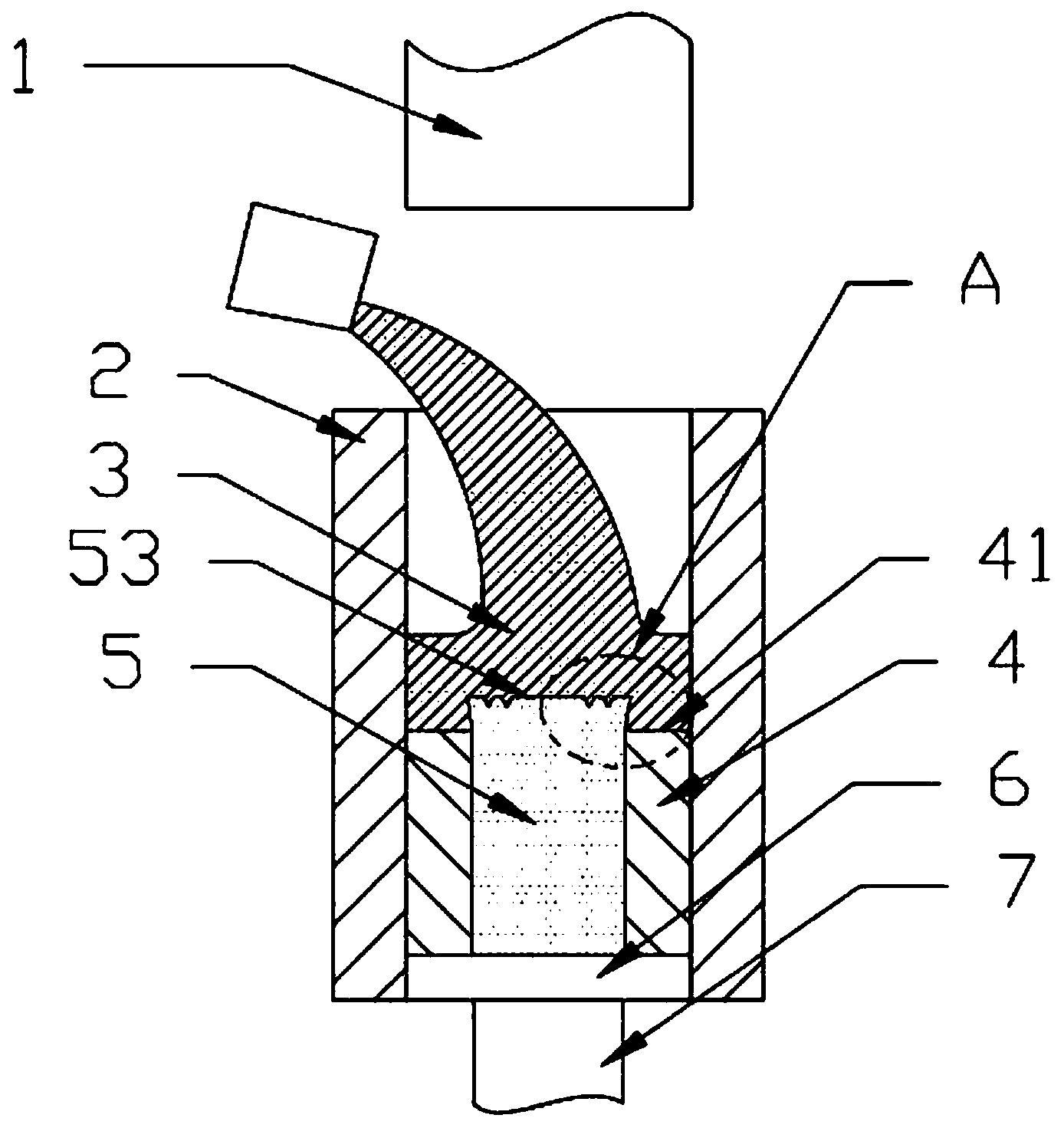
图1、镁基复合材料半固态合金熔体制备状态图;
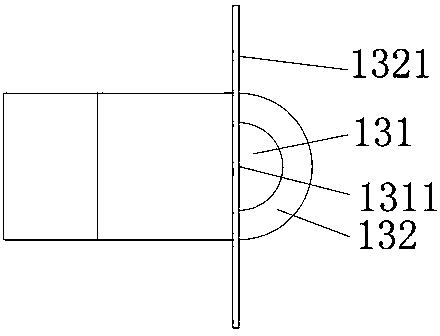
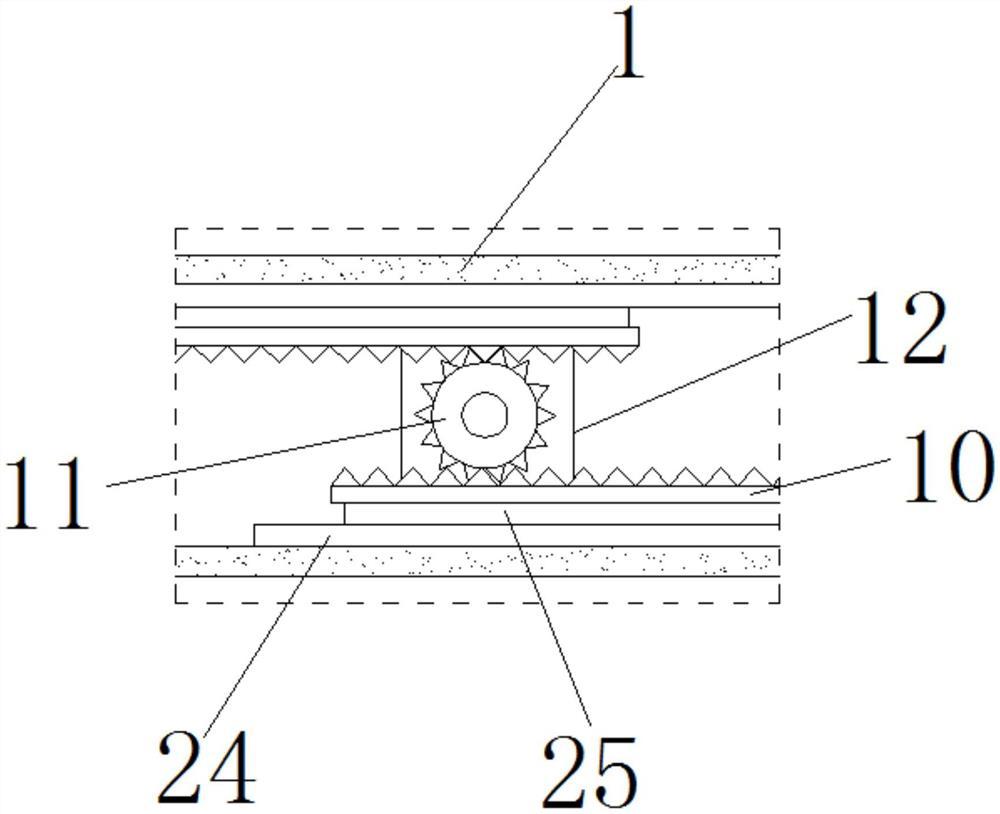
图2、半固态合金熔体充填模具型腔、冲头保压状态图;
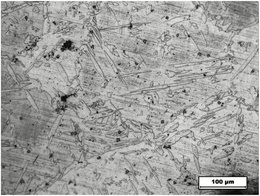
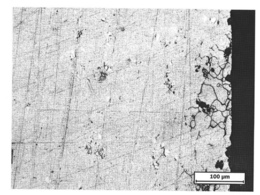
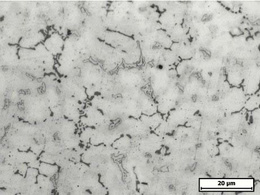
图3、铸件内部金相组织图;
图4、镁基复合材料X射线衍射强度图谱;
图中所示,附图标记清单如下:
1、总控制柜,2、真空气氛熔炼炉,3、旋喷搅拌炉,4、真空气氛熔炼炉电磁泵,5、旋喷搅拌炉电磁泵,6、旋喷搅拌装置,7、旋喷搅拌装置控制器,8、第一氩气瓶,9、第二氩气瓶,10、真空气氛熔炼炉进气管,11、真空气氛熔炼炉进气阀,12、真空气氛熔炼炉出气管,13、真空气氛熔炼炉出气阀,14、旋喷搅拌炉进气管,15、旋喷搅拌炉进气阀,16、旋喷搅拌炉出气管,17、旋喷搅拌炉出气阀,18、第一电缆,19、第二电缆,20、第三电缆,21、熔炼坩埚,22、真空气氛熔炼炉加热器,23、真空气氛熔炼炉真空泵,24、镁合金液,25、输料管,26、输料管保温套,27、旋喷搅拌坩埚,28、旋喷搅拌炉加热器,29、旋喷搅拌炉真空泵,30、超声波振动装置,31、半固态合金熔体,32、氩气,33、出料管,34、氩气与准晶混合装置,35、搅拌电机,36、变速器,37、旋转接头,38、氩气与准晶混合输入管,39、活动模背板,40、活动模,41、固定模,42、第一模架,43、第二模架,44、第三模架,45、第四模架,46、料缸,47、料缸加热保温套,48、料缸测温装置,49、冲头,50、压射杆,51、铸件。
具体实施方式
以下结合附图对本发明做进一步说明:
图1所示,为镁基复合材料半固态合金熔体制备状态图,各部位置、连接关系要正确,安装牢固;
整套制备装置主要由总控制柜1、真空气氛熔炼炉2、旋喷搅拌炉3、真空气氛熔炼炉电磁泵4、旋喷搅拌炉电磁泵5、旋喷搅拌装置6、旋喷搅拌装置控制器7组成;
总控制柜1通过第一电缆18控制真空气氛熔炼炉2、旋喷搅拌炉3、真空气氛熔炼炉电磁泵4、旋喷搅拌炉电磁泵5、真空气氛熔炼炉真空泵23、旋喷搅拌炉真空泵29的工作状态;总控制柜1左侧连接第一氩气瓶8,总控制柜1通过真空气氛熔炼炉进气管10、真空气氛熔炼炉进气阀11与真空气氛熔炼炉2连接,真空气氛熔炼炉2通过真空气氛熔炼炉出气管12、真空气氛熔炼炉出气阀13来调节炉内压强;总控制柜1通过旋喷搅拌炉进气管14、旋喷搅拌炉进气阀15与旋喷搅拌炉3连接,旋喷搅拌炉3通过旋喷搅拌炉出气管16、旋喷搅拌炉出气阀17来调节炉内压强;
镁合金液24是在真空气氛熔炼炉2的熔炼坩埚21内进行熔炼的,熔炼坩埚21周围设有真空气氛熔炼炉加热器22,真空气氛熔炼炉2依靠真空气氛熔炼炉电磁泵4、输料管25与旋喷搅拌炉3相连接,输料管25外部设有输料管保温套26;开启真空气氛熔炼炉电磁泵4,可将镁合金液24通过输料管25输送到旋喷搅拌炉3的旋喷搅拌坩埚27内;
旋喷搅拌坩埚27周围设有旋喷搅拌炉加热器28,在旋喷搅拌坩埚27的下部设有超声波振动装置30,旋喷搅拌装置6的搅拌端部置于旋喷搅拌坩埚27内的半固态合金熔体31中;
旋喷搅拌装置6依靠搅拌电机35提供动力,搅拌电机35通过变速器36与旋喷搅拌装置6连接,旋喷搅拌装置控制器7通过第二电缆19来控制旋喷搅拌装置6的运动状态,旋喷搅拌装置控制器7通过第三电缆20与总控制柜1连接;
旋喷搅拌装置控制器7左侧与第二氩气瓶9相连接,旋喷搅拌装置控制器7上设有氩气与准晶混合装置34,氩气与准晶混合装置34通过氩气与准晶混合输入管38、旋转接头37与旋喷搅拌装置6连接,混有准晶粉末的氩气32通过氩气与准晶混合输入管38、旋转接头37、旋喷搅拌装置6通入到半固态合金熔体31中,超声波振动装置30辅助半固态合金熔体31中的氩气32排出。
旋喷搅拌坩埚27与旋喷搅拌炉电磁泵5连接,半固态合金熔体31通过旋喷搅拌炉电磁泵5、出料管33输送到料缸46中。
图2所示,为半固态合金熔体充填模具型腔、冲头保压状态图,压射杆50推动冲头49向上运动,冲头49推动半固态合金熔体进入模具型腔,然后冲头49进行保压,经过保压后制得铸件51。
图3所示,为铸件内部金相组织图,如图所示,铸件的金相组织致密性好,无缩孔、缩松缺陷,金相组织中初生相由球状和近球状晶粒组成,树枝状晶粒基本消失,晶粒尺寸明显细化。
图4所示,为镁基复合材料X射线衍射强度图谱,如图所示,镁基复合材料内部存在Mg相、准晶相Mg3YZn6和Mg17Al12相。
一种镁基复合材料半固态间接挤压铸造成型方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0