

IPC分类号 : B21C23/03,B21C31/00,B21C27/00,C22C23/04,C22F1/06





专利摘要
一种往复挤压制备纳米准晶增强Mg‑Zn‑Y合金的方法,步骤如下:A、按照设定的各组成元素的原子百分含量配比制备铸态Mg‑Zn‑Y合金;设定的各组成元素的原子百分含量分别为:0.5‑6%Zn、0.08‑1.2%Y,其余为Mg,且所述Zn、Y原子百分含量比值为5‑7:1;B、将铸态Mg‑Zn‑Y合金在380‑420℃退火8‑20h,随炉冷却;C、将经过退火的Mg‑Zn‑Y合金在300‑400℃下保温2‑4h后,进行热挤压,挤压温度为300‑400℃,挤压比为9‑60:1;D、将步骤C得到的热挤压加工后的Mg‑Zn‑Y合金置于热处理炉中,随炉升温至540‑600℃,保温5‑20min,淬火;E、将步骤D得到的Mg‑Zn‑Y合金在200‑380℃下保温2‑4h后,然后进行往复挤压,即得。该方法可制备兼具优良的屈服强度、拉伸强度和延伸率的高性能镁合金。
权利要求
1.一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:0.5-6%Zn、0.08-1.2%Y,其余为Mg,且所述Zn、Y原子百分含量比值为5-7:1;
B、将步骤A制备的铸态Mg-Zn-Y合金在380-420℃退火8-20h,随炉冷却;
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在300-400℃下保温2-4h后,进行热挤压,挤压温度为300-400℃,挤压比为9-60:1;
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至540-600℃,保温5-20min,然后进行淬火处理;
E、将步骤D得到的Mg-Zn-Y合金在200-380℃下保温2-4h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的具体操作是:往复挤压温度为200-380℃,往复挤压道次为4-8次。
2.根据权利要求1所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤A制备铸态Mg-Zn-Y合金所设定的各组成元素的原子百分含量分别为:1.5-3%Zn、0.25-0.5%Y,其余为Mg,且所述Zn、Y原子百分含量比值为5-7:1。
3.根据权利要求2所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤D中将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560-600℃,保温7-13min,然后进行淬火处理。
4.根据权利要求1-3任一所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤A制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至340-360℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y中间合金置于纯Mg熔体中,继续加热至720-760℃,搅拌2-5min,随后精炼并静置5-10min,待温度降至710-740℃时,进行浇注,即得铸态Mg-Zn-Y合金。
5.根据权利要求1所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤C中的对步骤B得到的经过退火处理的Mg-Zn-Y合金进行热挤压的挤压比为15-30:1。
6.根据权利要求1所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤D中进行淬火处理的淬火介质为30-70℃的水。
7.根据权利要求1所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤E中往复挤压的具体操作是:往复挤压温度为280-350℃,往复挤压道次为6-8次。
8.根据权利要求1或7所述的一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其特征在于:所述步骤E中进行往复挤压的挤压装置的挤压筒截面积与挤压颈截面积比值为14.8:1。
说明书
技术领域
本发明涉及一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,属于镁合金制造领域。
背景技术
镁合金作为最轻量化的金属结构材料,同时兼具有比强度高、降噪减振好、电磁屏蔽性好、易于回收等优点,在交通车辆、航空航天、电子通讯、国防科技等领域中具有十分广阔的应用前景。特别是随着对交通运输装备的轻量化、节能、环保和生态环境等要求的日益提高,镁合金在交通运输装备领域中的应用越来越受到重视。然而,镁合金自身具有的缺点,如强度较低、韧性较差等问题,限制了镁合金的工业化广泛应用。因此,要进一步扩大镁合金的应用范围,满足其在高技术领域的应用,必须提高镁合金的综合性能。
准晶因其独特的原子排列结构而具有优异的机械和物理性能,如高强度、低摩擦系数、抗氧化、耐腐蚀等,将其作为增强相引入到镁合金中可提高镁合金的综合性能,为新型镁合金的开发和实际应用提供了一条新途径。近年来,因Mg-Zn-Y合金微观组织中含有准晶相而成为研究热点,各国学者对Mg-Zn-Y准晶合金的成分设计、制备方法及力学性能、物理性能等开展了大量的研究工作。
准晶增强Mg-Zn-Y合金的生产工艺流程主要包括铸造和塑性加工。在准晶增强Mg-Zn-Y 合金的铸态微观组织中,准晶相I-phase多以层片状共准晶的形式分布于先凝固的α-Mg枝晶间。经过塑性加工后,层片状的准晶相I-phase碎化为弥散分布在α-Mg基体上的小颗粒,作为强化相提高Mg-Zn-Y合金的力学性能。
准晶I-phase颗粒的粒径和分布状态对于Mg-Zn-Y合金的力学性能有很大的影响。细化弥散分布在α-Mg基体上的准晶相颗粒可提高准晶相的强化效果,获得性能优良且成本较低的准晶增强Mg-Zn-Y。
目前准晶增强Mg-Zn-Y合金中准晶I-phase颗粒多为微米级,而关于纳米级的准晶相颗粒增强Mg-Zn-Y合金的研究较少,现有技术很难进一步细化准晶I-phase颗粒的尺寸。为了获得力学性能优良的准晶增强Mg-Zn-Y合金,现有方法可通过提高Zn、Y的含量增加Mg-Zn-Y 合金中的准晶I-phase含量,但提高Zn、Y的含量会导致合金的延伸率降低,且将显著提高合金成本。在实际应用,要求镁合金具有优良的综合力学性能,因此开发兼具优良的屈服强度、拉伸强度和延伸率的高性能镁合金是一个亟待解决的问题。
发明内容
本发明的发明目的是提供一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法。该方法可制备兼具优良的屈服强度、拉伸强度和延伸率的高性能镁合金。
本发明实现其发明目的所采取的技术方案是:一种往复挤压制备纳米准晶增强Mg-Zn-Y 合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:0.5-6%Zn、0.08-1.2%Y,其余为Mg,且所述Zn、Y原子百分含量比值为5-7:1;
B、将步骤A制备的铸态Mg-Zn-Y合金在380-420℃退火8-20h,随炉冷却;
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在300-400℃下保温2-4h后,进行热挤压,挤压温度为300-400℃,挤压比为9-60:1;
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至 540-600℃,保温5-20min,然后进行淬火处理;
E、将步骤D得到的Mg-Zn-Y合金在180-330℃下保温2-4h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的具体操作是:往复挤压温度为200-380℃,往复挤压道次为4-8次。
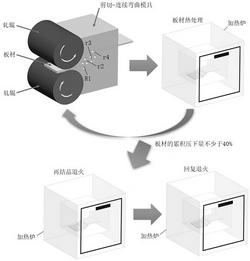
往复挤压所用的模具左右各有一个挤压筒和一个冲头,挤压筒中间有一缩颈区(挤压颈)。将试样加热至软化温度后放入挤压筒内,一端冲头压入,试样受到正挤压变形经缩颈区后在另一端的冲头作用下,发生镦粗恢复原形;然后,另一端冲头将试样按上述过程反向压回,完成一个循环,即一个道次。本发明最后一个道次只产生挤压变形,之前的道次为挤压变形+ 镦粗变形。往复挤压经过反复来回搓揉试样,试样中微观缩孔、缩松以及不均匀组织消失,形成均匀的等轴细晶组织。
本发明的反应原理是:步骤A得到的铸态Mg-Zn-Y合金中准晶相形貌为微米级层片间距的共准晶(α-Mg+I-phase)组织,经步骤B退火处理和步骤C热挤压加工后,使层片间距为微米级的共准晶组织破碎为微米级准晶(I-Phase)颗粒;然后再通过步骤D处理使准晶相形貌转变为层片间距为纳米级的共准晶(α-Mg+I-Phase)组织;最后经过步骤E往复挤压后,使层片间距为纳米级的共准晶组织破碎为纳米级准晶(I-Phase)颗粒,弥散的分布于α-Mg 基体上,制备出兼具优良的屈服强度、拉伸强度和延伸率的高性能Mg-Zn-Y合金。
与现有技术相比,本发明的有益效果是:
步骤A设定的各组成元素的原子百分含量保证了通过后续步骤B、C、D的加工处理,可获得层片间距为纳米级的(α-Mg+I-phase)共准晶增强Mg-Zn-Y合金;步骤B采用温度 380-420℃的退火处理8-20h可去除合金的应力,使其具有更好的变形加工性;再经过步骤C 的热挤压处理即可获得。
步骤D对步骤C得到具有微米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金进行半固态处理,通过对半固态处理温度和时间的控制,在短时间内获得了纳米级层片间距的(α-Mg +I-phase)共准晶增强Mg-Zn-Y合金。
往复挤压法是一种将正挤压与锻粗的过程相结合实现试样的大塑性变形,可以在不改变试样的原始形状的条件下,使试样获得任意大的应变而不发生破裂,而且试样在变形过程中基本处于压应力状态,有利于消除材料初始组织的各种缺陷,不会产生断裂和裂纹,能够制备大体积均匀超细晶材料。本发明在获得纳米级层片间距的(α-Mg+I-phase)共准晶增强 Mg-Zn-Y合金后,选择往复挤压的方法,使得准晶相碎化成纳米级准晶(I-Phase)颗粒,弥散的分布于α-Mg基体上,获得了具有纳米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金。
本发明在具有微米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金的基础上,结合半固态处理和和往复挤压工艺,使的合金中准晶相的尺寸由微米级转变为纳米级,获得了具有纳米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金,充分发挥了准晶相的增强作用,显著提高了Mg-Zn-Y合金的综合力学性能,大大扩展了Mg-Zn-Y合金的工业应用范围。
进一步,本发明所述步骤A制备铸态Mg-Zn-Y合金所设定的各组成元素的原子百分含量分别为:1.5-3%Zn、0.25-0.5%Y,其余为Mg,且所述Zn、Y原子百分含量比值为5-7:1。
试验验证,上述元素的原子百分含量可制备稳定的层片间距小于50nm的(α-Mg+I-phase) 共准晶增强Mg-Zn-Y合金,而且低合金元素含量也降低了Mg-Zn-Y合金的制备成本;同时,合金元素含量低时,(α-Mg+I-phase)共准晶含量降低,增强了Mg-Zn-Y合金的塑性加工性能。
进一步,本发明所述步骤D中将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560-600℃,保温7-13min,然后进行淬火处理。
试验验证,上述温度范围和保温时间更有利于制备稳定的纳米级层片间距的Mg-Zn-Y合金,从而有利于制备各方面性能优异的具有纳米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y 合金。
进一步,本发明所述步骤A制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至340-360℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y中间合金置于纯Mg熔体中,继续加热至720-760℃,搅拌2-5min,随后精炼并静置5-10min,待温度降至710-740℃时,进行浇注,即得铸态Mg-Zn-Y合金。
进一步,本发明所述步骤C中的对步骤B得到的经过退火处理的Mg-Zn-Y合金进行热挤压的挤压比为15-30:1。
试验验证,上述挤压比可以使后续制备的共准晶增强Mg-Zn-Y合金的层片间更加均匀,有利于制备稳定的纳米级层片间距的Mg-Zn-Y合金,从而有利于制备各方面性能优异的具有纳米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金。
进一步,本发明所述步骤D中进行淬火处理的淬火介质为30-70℃的水。
试验验证,用上述温度范围的水进行淬火,得到的准晶增强Mg-Zn-Y合金的层片间距更加均匀,有利于制备稳定的纳米级层片间距的Mg-Zn-Y合金,从而有利于制备各方面性能优异的具有纳米级准晶(I-Phase)颗粒的准晶增强Mg-Zn-Y合金。
进一步,本发明所述步骤E中往复挤压的具体操作是:往复挤压温度为280-350℃,往复挤压道次为6-8次。
更进一步,本发明所述步骤E中进行往复挤压的挤压装置的挤压筒截面积与挤压颈截面积比值为14.8:1。
试验验证,上述挤压装置和挤压操作制备的Mg-Zn-Y合金综合力学性能更优良,可制备出兼具优良的屈服强度、拉伸强度和延伸率的高性能镁合金。
下面结合附图和具体实施方式对本发明做进一步详细描述。
附图说明
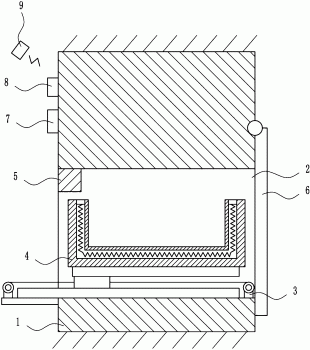
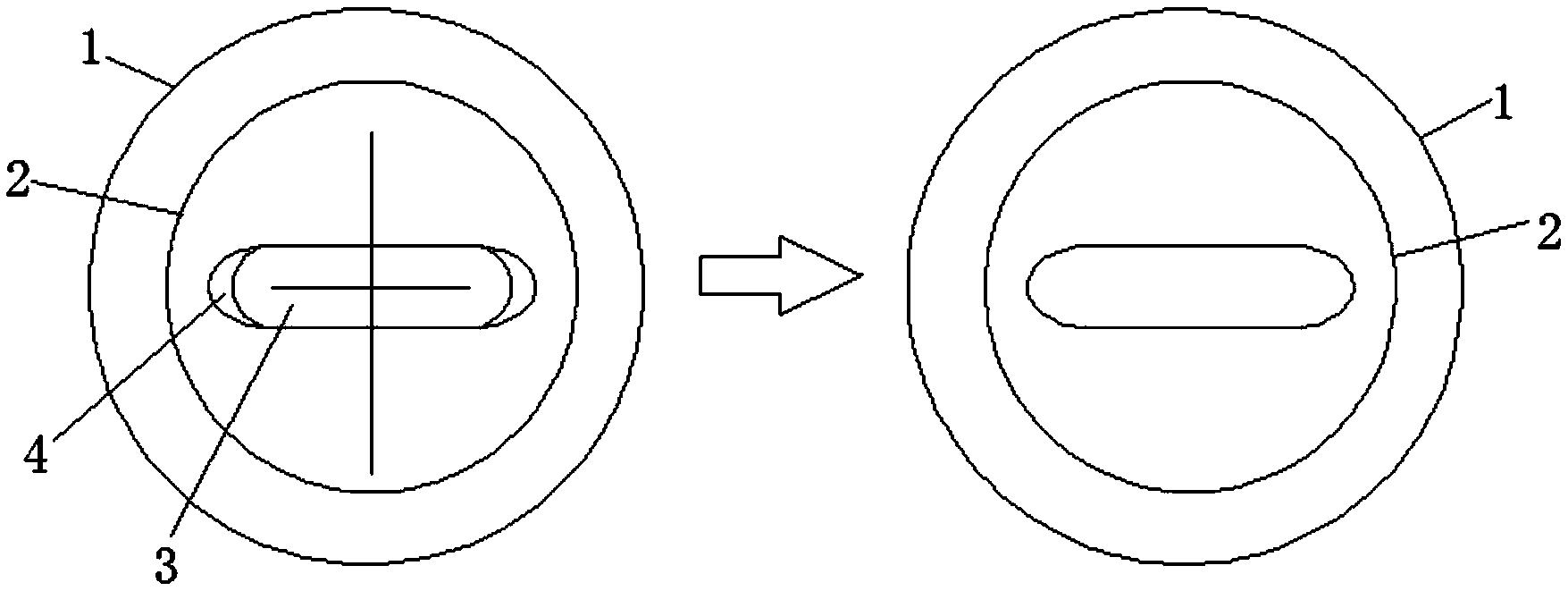
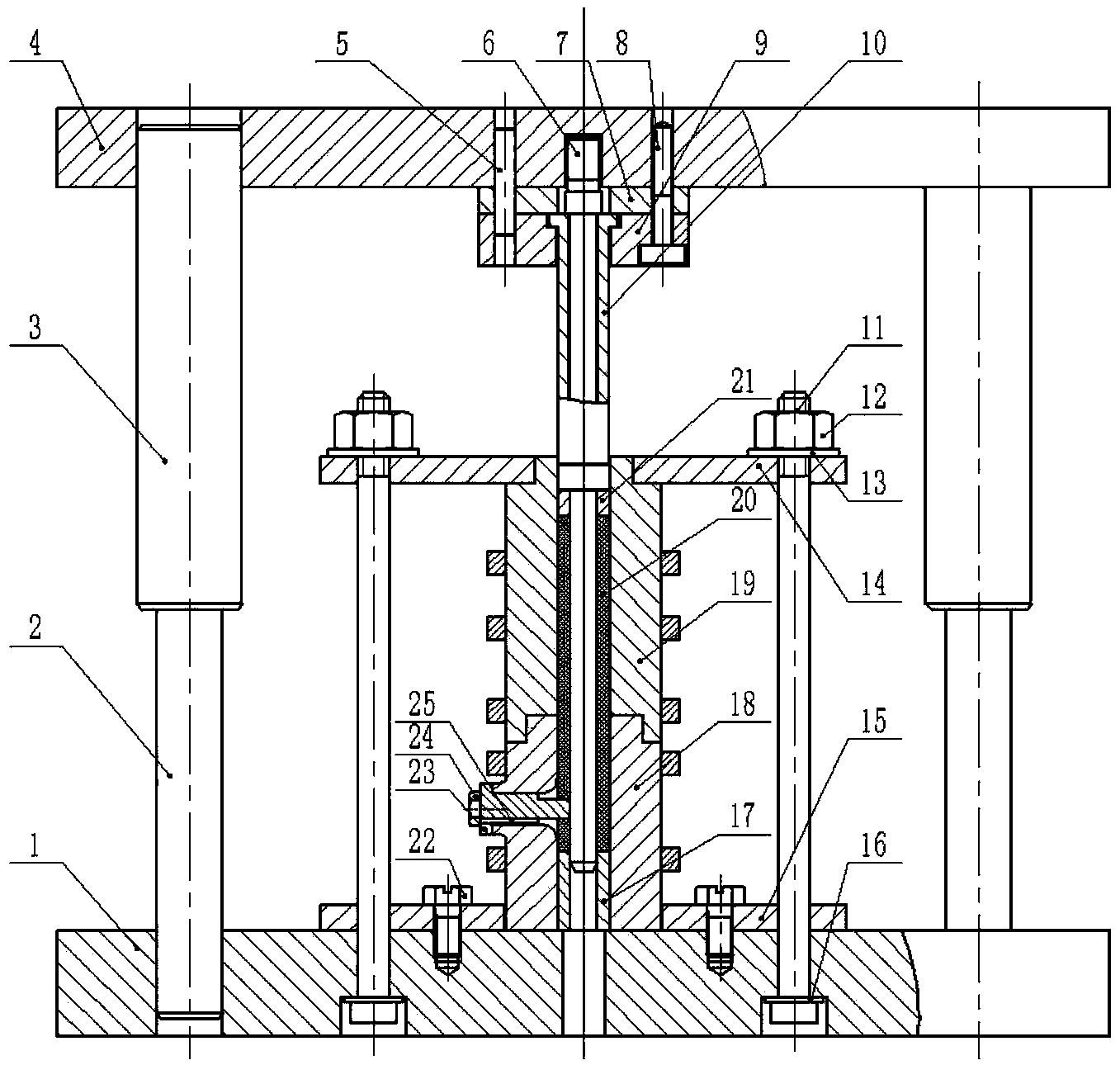
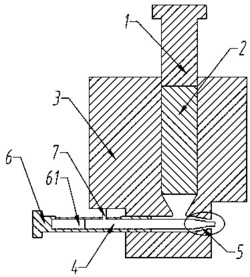
图1为本发明实施例步骤E往复挤压模具的正面剖视示意图。
图中,1为模具,2为挤压筒,3为试样,4为冲头。
具体实施方式
实施例一
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:1.5%Zn,0.25%Y,其余为Mg;所述制备铸态Mg-Zn-Y 合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至340℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至720℃,搅拌5min,随后精炼并静置10min,待温度降至710℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在320℃下保温4h后,进行热挤压,挤压温度为320℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至580℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在280℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为280℃,往复挤压道次为6次。挤压筒截面积与挤压颈截面积比值为14.8:1。
图1示出本实施例步骤E往复挤压模具的正面剖视示意图。往复挤压所用的模具1左右各有一个挤压筒2和一个冲头4,挤压筒2中间有一缩颈区(挤压颈)。往复挤压的过程是:试样3加热至软化温度后放入挤压筒2内,一端冲头4压入,试样3受到正挤压变形经缩颈区后在另一端的冲头4作用下,发生镦粗恢复原形;然后,另一端冲头4将试样3按上述过程反向压回,完成一个循环,即一个道次。本例中最后一个道次只产生挤压变形,之前的道次为挤压变形+镦粗变形。
本例制备的Mg-Zn-Y合金抗拉强度为372MPa,屈服强度为283MPa,延伸率为24%。
实施例二
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:1.5%Zn,0.25%Y,其余为Mg;所述制备铸态Mg-Zn-Y 合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至360℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至760℃,搅拌2min,随后精炼并静置5min,待温度降至740℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在310℃下保温4h后,进行热挤压,挤压温度为310℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至580℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在320℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为320℃,往复挤压道次为8次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为356MPa,屈服强度为260MPa,延伸率为28%。
实施例三
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:3%Zn,0.5%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在320℃下保温4h后,进行热挤压,挤压温度为320℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在300℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为300℃,往复挤压道次为6次。挤压筒截面积与挤压颈截面积比值为14.8:1。本例制备的Mg-Zn-Y合金抗拉强度为385MPa,屈服强度为292MPa,延伸率为21%。
实施例四
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:3%Zn,0.5%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在320℃下保温4h后,进行热挤压,挤压温度为320℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在330℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为330℃,往复挤压道次为8次。挤压筒截面积与挤压颈截面积比值为14.8:1。本例制备的Mg-Zn-Y合金抗拉强度为376MPa,屈服强度为285MPa,延伸率为25%。
实施例五
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:6%Zn,1%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在350℃下保温4h后,进行热挤压,挤压温度为350℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至540℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在320℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为320℃,往复挤压道次为6次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为397MPa,屈服强度为295MPa,延伸率为19%。
实施例六
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:6%Zn,1%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在400℃退火12h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在350℃下保温4h后,进行热挤压,挤压温度为350℃,挤压比为20:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至540℃,保温10min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在350℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为350℃,往复挤压道次为8次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为392MPa,屈服强度为290MPa,延伸率为23%。
实施例七
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:0.5%Zn,0.08%Y,其余为Mg;所述制备铸态Mg-Zn-Y 合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在420℃退火8h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在400℃下保温2h后,进行热挤压,挤压温度为400℃,挤压比为15:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至600℃,保温7min,然后用30℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在380℃下保温2h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为380℃,往复挤压道次为4次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为352MPa,屈服强度为263MPa,延伸率为26%。
实施例八
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:6%Zn,1.2%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在380℃退火20h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在300℃下保温4h后,进行热挤压,挤压温度为300℃,挤压比为30:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至540℃,保温13min,然后用70℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在200℃下保温4h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为200℃,往复挤压道次为5次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为392MPa,屈服强度为305MPa,延伸率为19%。
实施例九
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:3%Zn,0.5%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在380℃退火20h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在300℃下保温4h后,进行热挤压,挤压温度为300℃,挤压比为9:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560℃,保温5min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在300℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为300℃,往复挤压道次为7次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为390MPa,屈服强度为308MPa,延伸率为21%。
实施例十
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法,其步骤如下:
A、按照设定的各组成元素的原子百分含量配比,制备铸态Mg-Zn-Y合金;所述设定的各组成元素的原子百分含量分别为:3%Zn,0.5%Y,其余为Mg;所述制备铸态Mg-Zn-Y合金的具体操作是:按照设定的各组成元素的原子百分含量配比,将纯Mg置于坩埚中加热,加热至350℃时通入CO2+SF6混合保护气体,待纯Mg全部融化后,分别将纯Zn及Mg-Y 中间合金置于纯Mg熔体中,继续加热至740℃,搅拌3min,随后精炼并静置8min,待温度降至720℃时,进行浇注,即得铸态Mg-Zn-Y合金。
B、将步骤A制备的铸态Mg-Zn-Y合金在380℃退火20h,随炉冷却。
C、将步骤B得到的经过退火处理的Mg-Zn-Y合金在300℃下保温4h后,进行热挤压,挤压温度为300℃,挤压比为60:1。
D、将步骤C得到的热挤压加工后的Mg-Zn-Y合金置于热处理炉中,随炉升温至560℃,保温20min,然后用60℃的水进行淬火处理。
E、将步骤D得到的Mg-Zn-Y合金在350℃下保温3h后,然后进行往复挤压,即可得到纳米准晶增强Mg-Zn-Y合金;所述往复挤压的挤压温度为350℃,往复挤压道次为8次。挤压筒截面积与挤压颈截面积比值为14.8:1。
本例制备的Mg-Zn-Y合金抗拉强度为388MPa,屈服强度为299MPa,延伸率为23%。
一种往复挤压制备纳米准晶增强Mg-Zn-Y合金的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0