

IPC分类号 : B24B53/06,B24B5/22,B24B55/02,B24B47/20,C10M173/00,C10N30/04,C10N30/06,C10N40/20









专利摘要
本实用新型的陶瓷圆柱滚子贯穿式无心磨削加工装置通过在导轮侧部设置修整轮,并在磨削轮和修整轮侧部分别设置工具电极,加工时,采用电解的方式使磨削轮和修整轮表面的金属结合剂发生阳极溶解实现在线同步修整,以使砂轮和修整轮在同一基准上修整,从而在机械结构上保证较高的修整精度,此外,在线电解修整可避免砂轮表面钝化堵塞,使砂轮长期保持良好的磨削性能,同时导轮在线修整,使导轮与圆柱滚子接触摩擦系数稳定,从而,获得较高的圆柱滚子加工精度,保证圆柱滚子的表面质量,同时,获得较高的加工效率。
权利要求
1.陶瓷圆柱滚子贯穿式无心磨削加工装置,包括磨削轮(1)、导轮(2),以及设于磨削轮(1)和导轮(2)之间的托板(3);所述导轮(2)相对磨削轮(1)倾斜一定角度设置;所述磨削轮(1)通过磨削轮十字滑台(4)设于机架(5)上,可相对机架(5)作横向和纵向移动;所述托板(3)通过托板直线滑台(6)设于机架(5)上,可相对机架(5)作横向移动;所述导轮(2)通过导轮直线滑台(7)设于托板直线滑台(6)上,可相对托板直线滑台(6)的台面作横向移动;所述托板(3)的上方设有磨削冷却喷头(11),磨削冷却喷头(11)与磨削液供给装置(13)相连;
其特征在于:还包括设于磨削轮(1)侧部的磨削轮工具电极(8),设于导轮(2)侧部的修整轮(9),以及设于修整轮(9)侧部的修整轮工具电极(10);所述磨削轮(1)为金属结合剂砂轮,所述修整轮(9)为金属结合剂修整轮;所述修整轮(9)通过修整轮十字滑台(22)设于导轮直线滑台(7)上,可相对导轮直线滑台(7)的台面作横向和纵向移动;所述磨削轮工具电极(8)通过磨削轮工具电极十字滑台(12)设于磨削轮十字滑台(4)上,可相对磨削轮十字滑台(4)的台面作横向和纵向移动;所述磨削轮工具电极(8)与电解电源(21)的负极相连,所述磨削轮(1)的主轴通过电刷与电解电源(21)的正极相连;所述修整轮工具电极(10)通过修整轮工具电极直线滑台(14)设于修整轮十字滑台(22)上,可相对修整轮十字滑台(22)的台面作横向移动;所述修整轮工具电极(10)与电解电源(21)的负极相连,所述修整轮(9)的中心通过电刷与电解电源(21)的正极相连;所述磨削轮工具电极(8)的上方设有磨削轮修整喷头(15),所述修整轮工具电极(10)的上方设有导轮修整喷头(16),磨削轮修整喷头(15)和导轮修整喷头(16)分别与磨削液供给装置(13)相连。
2.根据权利要求1所述的陶瓷圆柱滚子贯穿式无心磨削加工装置,其特征在于:所述机架(5)上设有超声发生器(17),超声发生器(17)通过电滑环与换能器(18)电性连接,换能器(18)与变幅杆(19)固联,变幅杆(19)通过变幅杆十字滑台(20)设于机架(5)上;所述变幅杆(19)的端部和所述磨削轮(1)的主轴的端部对应设有连接配合结构,可以使变幅杆(19)和磨削轮(1)的主轴相连。
3.根据权利要求1或2所述的陶瓷圆柱滚子贯穿式无心磨削加工装置,其特征在于:所述电解电源(21)为脉冲电解电源。
4.根据权利要求3所述的陶瓷圆柱滚子贯穿式无心磨削加工装置,其特征在于:所述电解电源(21)的输出电压为5-100V。
5.根据权利要求1或2所述的陶瓷圆柱滚子贯穿式无心磨削加工装置,其特征在于:所述导轮(2)相对磨削轮(1)倾斜5-8度设置。
说明书
技术领域
本实用新型涉及陶瓷圆柱滚子的高效、高精度无心磨削加工方法及装置,属于精密与超精密加工技术领域。
背景技术
圆柱滚子作为一种滚动体,由于其与滚道之间为线接触,具有承受高负荷的能力,特别适用于大载荷并高速旋转的机械装备,如高速机床主轴、风力发电机、轨道机车等领域。随着机械设备主轴向高速化精密化发展,陶瓷圆柱滚子具有高硬度、高刚性、耐高温、耐腐蚀等极为优良的综合性能,被认为是制造轴承滚动体的最佳材料。
贯穿式无心磨削技术是陶瓷圆柱滚子外圆加工的主要方式,其加工系统主要包括砂轮(磨削轮)、导轮、托板和圆柱滚子(工件),砂轮相对导轮呈一定倾斜角度设置。加工时,圆柱滚子放置在砂轮、导轮之间,圆柱滚子不用顶针定心和支撑,以被磨削的外圆本身作为定位基准,圆柱滚子靠砂轮和导轮同时驱动作滚动和直线进给,通过砂轮进行材料去除。无心磨削技术无需对滚子进行装夹定位即可加工出整个圆柱面,易于实现生产过程的自动化,生产效率高。
然而,在加工过程中,磨削区域磨削力大、磨削温度高、造成砂轮极易钝化、堵塞而丧失其磨削功能,导轮对滚子起到定位、支承、回转驱动和贯穿驱动的作用,其轮廓形状精度直接影响滚子的定位和运动精度,而加工过程导轮与滚子长期接触,其表面易磨损。对于加工高硬度、高刚性、耐磨损的陶瓷材料,这些情况更加突出。无心磨床上配置的砂轮修整器和导轮修整器,主要为可独立调节的金刚石笔,但由于各构件均为独立运动,引入的运动误差较大,使得修整精度低,且修整过程耗时降低了加工效率,难以满足圆柱滚子高效率、高精度加工要求。
因此,亟需开发新的陶瓷圆柱滚子无心磨削加工技术,以有效解决无心磨削加工中砂轮、导轮修整精度低,影响加工精度的问题,以及修整过程耗时影响加工效率的问题。
发明内容
为了克服现有技术中所存在的上述不足,本实用新型提供了陶瓷圆柱滚子贯穿式无心磨削加工装置,该装置可以实现陶瓷圆柱滚子高效、高精度磨削加工。
本实用新型的技术方案是:陶瓷圆柱滚子贯穿式无心磨削加工装置,包括磨削轮、导轮,以及设于磨削轮和导轮之间的托板;所述导轮相对磨削轮倾斜一定角度设置;所述磨削轮通过磨削轮十字滑台设于机架上,可相对机架作横向和纵向移动;所述托板通过托板直线滑台设于机架上,可相对机架作横向移动;所述导轮通过导轮直线滑台设于托板直线滑台上,可相对托板直线滑台的台面作横向移动;所述托板的上方设有磨削冷却喷头,磨削冷却喷头与磨削液供给装置相连;还包括设于磨削轮侧部的磨削轮工具电极,设于导轮侧部的修整轮,以及设于修整轮侧部的修整轮工具电极;所述磨削轮为金属结合剂砂轮,所述修整轮为金属结合剂修整轮;所述修整轮通过修整轮十字滑台设于导轮直线滑台上,可相对导轮直线滑台的台面作横向和纵向移动;所述磨削轮工具电极通过磨削轮工具电极十字滑台设于磨削轮十字滑台上,可相对磨削轮十字滑台的台面作横向和纵向移动;所述磨削轮工具电极与电解电源的负极相连,所述磨削轮的主轴通过电刷与电解电源的正极相连;所述修整轮工具电极通过修整轮工具电极直线滑台设于修整轮十字滑台上,可相对修整轮十字滑台的台面作横向移动;所述修整轮工具电极与电解电源的负极相连,所述修整轮的中心通过电刷与电解电源的正极相连;所述磨削轮工具电极的上方设有磨削轮修整喷头,所述修整轮工具电极的上方设有导轮修整喷头,磨削轮修整喷头和导轮修整喷头分别与磨削液供给装置相连。
与现有技术相比,本实用新型的陶瓷圆柱滚子贯穿式无心磨削加工装置通过在导轮侧部设置修整轮,并为磨削轮和修整轮配备特定的电解修整组件,使得在磨削加工的同时可以以电解的形式使磨削轮和修整轮表面的金属结合剂发生阳极溶解,对磨削轮和修整轮进行在线同步修整,以使砂轮和修整轮在同一基准上修整,从而在机械结构上保证较高的修整精度,此外,在线电解修整可避免砂轮表面钝化堵塞,使砂轮长期保持良好的磨削性能,同时导轮在线修整,使导轮与圆柱滚子接触摩擦系数稳定,从而,获得较高的圆柱滚子加工精度,保证圆柱滚子的表面质量,同时,获得较高的加工效率,将对提高精密陶瓷圆柱滚子批量生产的加工效率和加工精度,起到非常积极的作用,可为高速、高精度主轴系统提供关键的基础零件,促进数控机床、精密仪器等相关产业向着高速,高效,高精度的方向快步发展,而且可以逐步形成专业生产高精度陶瓷圆柱滚子轴承的高科技产业,培育新的经济增长点。
作为优化,前述的陶瓷圆柱滚子贯穿式无心磨削加工装置中,所述机架上设有超声发生器,超声发生器通过电滑环与换能器电性连接,换能器与变幅杆固联,变幅杆通过变幅杆十字滑台设于机架上;所述变幅杆的端部和所述磨削轮的主轴的端部对应设有连接配合结构,可以使变幅杆和磨削轮的主轴相连。加工时,可以将变幅杆接入砂轮主轴,超声发生器发出超声频率的电信号,经换能器转换成高频机械振动,再由变幅杆将机械振动振幅扩大,传递给砂轮主轴,使砂轮主轴获得轴向超声振动,进一步提高陶瓷圆柱滚子无心磨削的加工效率。
作为优化,前述的陶瓷圆柱滚子贯穿式无心磨削加工装置中,所述电解电源为脉冲电解电源。发明人发现,采用脉冲电解电源,修整精度更高。优选的,所述电解电源的输出电压为5-100V。
作为优化,前述的陶瓷圆柱滚子贯穿式无心磨削加工装置中,所述导轮可以相对磨削轮倾斜5-8度设置。
附图说明
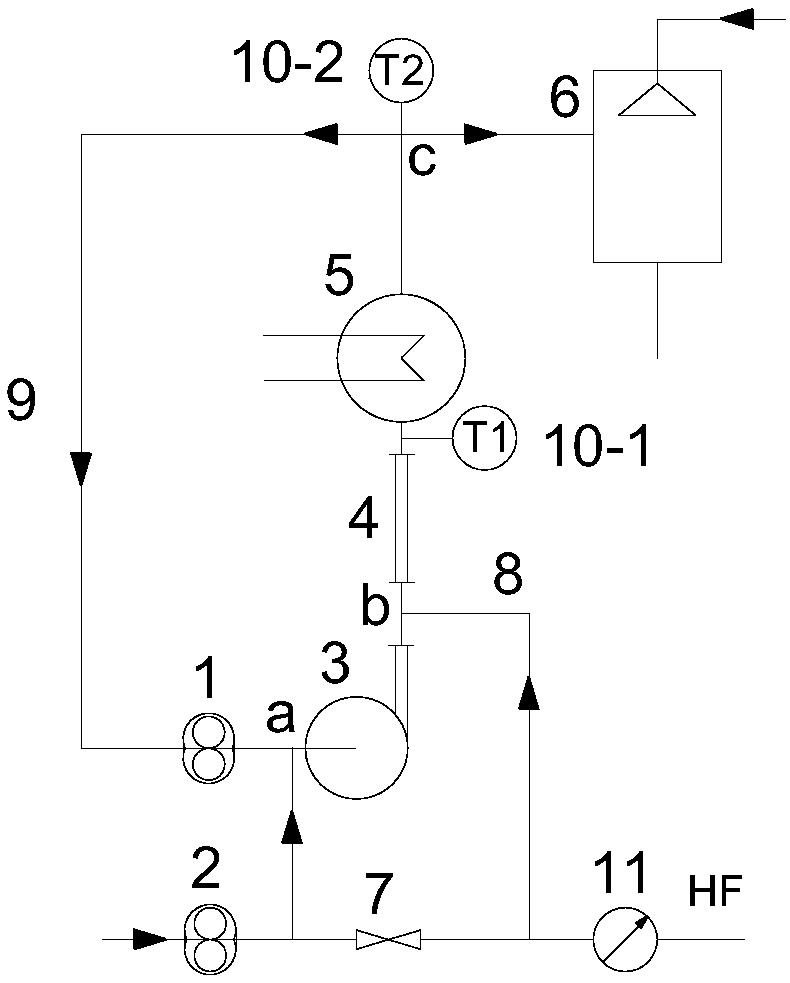
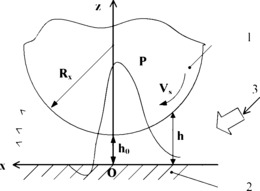
图1是使用本实用新型的陶瓷圆柱滚子贯穿式无心磨削加工装置对陶瓷圆柱滚子进行磨削加工的状态示意图;
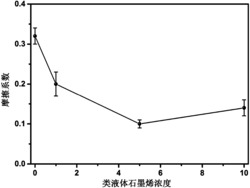
图2是本实用新型实验例的工件加工后的最好圆度值。
附图中的标记为:1-磨削轮;2-导轮;3-托板;4-磨削轮十字滑台;5-机架;6-托板直线滑台;7-导轮直线滑台;8-磨削轮工具电极; 9-修整轮;10-修整轮工具电极;11-磨削冷却喷头;12-磨削轮工具电极十字滑台;13-磨削液供给装置;14-修整轮工具电极直线滑台; 15-磨削轮修整喷头;16-导轮修整喷头;17-超声发生器;18-换能器; 19-变幅杆;20-变幅杆十字滑台;21-电解电源;22-修整轮十字滑台; 23-陶瓷圆柱滚子。
具体实施方式
下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
本实用新型的陶瓷圆柱滚子贯穿式无心磨削加工装置可以通过对现有的贯穿式无心磨床进行改造获得。
参见图1,作为一个具体实施例:本实用新型的陶瓷圆柱滚子贯穿式无心磨削加工装置包括磨削轮1、导轮2,以及设于磨削轮1和导轮2之间的托板3;所述导轮2相对磨削轮1倾斜5°设置;所述磨削轮1通过磨削轮十字滑台4设于机架5上,可相对机架5作横向和纵向移动;所述托板3通过托板直线滑台6设于机架5上,可相对机架5作横向移动;所述导轮2通过导轮直线滑台7设于托板直线滑台6上,可相对托板直线滑台6的台面作横向移动;所述托板3的上方设有磨削冷却喷头11,磨削冷却喷头11与磨削液供给装置13相连;还包括设于磨削轮1侧部的磨削轮工具电极8,设于导轮2侧部的修整轮9,以及设于修整轮9侧部的修整轮工具电极10;所述磨削轮1为金属结合剂砂轮,所述修整轮9为金属结合剂修整轮;所述修整轮9通过修整轮十字滑台22设于导轮直线滑台7上,可相对导轮直线滑台7的台面作横向和纵向移动;所述磨削轮工具电极8通过磨削轮工具电极十字滑台12设于磨削轮十字滑台4上,可相对磨削轮十字滑台4的台面作横向和纵向移动;所述磨削轮工具电极8与电解电源21的负极相连,所述磨削轮1的主轴通过电刷与电解电源21 的正极相连;所述修整轮工具电极10通过修整轮工具电极直线滑台 14设于修整轮十字滑台22上,可相对修整轮十字滑台22的台面作横向移动;所述修整轮工具电极10与电解电源21的负极相连,所述修整轮9的中心通过电刷与电解电源21的正极相连;所述磨削轮工具电极8的上方设有磨削轮修整喷头15,所述修整轮工具电极10的上方设有导轮修整喷头16,磨削轮修整喷头15和导轮修整喷头16 分别与磨削液供给装置13相连。
所述机架5上设有超声发生器17,超声发生器17通过电滑环与换能器18电性连接,换能器18与变幅杆19固联,变幅杆19通过变幅杆十字滑台20设于机架5上;所述变幅杆19的端部和所述磨削轮 1的主轴的端部对应设有连接配合结构,可以使变幅杆19和磨削轮1 的主轴相连(变幅杆19与磨削轮1的主轴相连后,需要与磨削轮1 的主轴一起旋转,所以变幅杆19需要通过轴承与支撑其的支架连接,然后支架固定于变幅杆十字滑台20的台面上)。加工时,可以将变幅杆19接入磨削轮1的主轴,施加超声振动;也可以不将变幅杆19 接入磨削轮1的主轴,即加工时磨削轮1的主轴没有轴向超声振动;是否对磨削轮1的主轴施加超声振动根据实际需要决定。
加工时,磨削液供给装置13提供电解磨削液(即含有电解质的磨削液)。所述电解磨削液可以由以下重量配比的原料组分配置而成:磷酸氢二钠5-10%,猪油4-8%,氯化石蜡0.1-0.2%,防锈剂 0.01-0.05%,防霉添加剂0.02-0.05%,D-柠檬烯(苎烯)0.01-0.02%,消泡剂0.03-0.06%,表面活性剂0.03-0.07%,以及余量的去离子水。发明人摸索发现,此时,电解磨削液在具备较好冷却及电解能力的同时,配方中的猪油起到了很好的润滑作用,可以避免圆柱滚子表面被大颗粒磨粒划伤,从而进一步保障磨削加工的效率和质量;而配方中的D-柠檬烯使猪油更容易分散,使整个混合体系稳定,从而使电解磨削液不易变质,可以长时间重复循环使用;此外,配方中含有D- 柠檬烯还使得电解磨削液具有较好的清洗能力,具有防止磨削区域堵塞的作用,进一步保证了加工效率。
加工时,修整轮工具电极10与修整轮9之间的间隙可以控制在 0.5-2mm;所述磨削轮工具电极8与磨削轮1之间的间隙可以控制在 0.5-2mm。电解间隙取0.5-2mm时,电解磨削液较容易充满整个间隙区域,且具有一定的保持作用,流速较慢,从而进一步保证电解的顺利进行。电源通电,磨削轮1和修整轮9表面的金属结合剂发生阳极溶解,磨削轮1和修整轮9表面的磨粒保持锋锐性。修整轮9旋转的同时,沿导轮2的母线来回移动,对导轮2进行修整。
所述电解电源21可以采用脉冲直流电源,从而获得较高的修整精度。所述电解电源21的输出电压可以是5-100V。磨削轮1和导轮2的修整可以使用同一个电源,采用并联接线;也可以如图示使用两个相同输出的电源。
以下结合实验对本实用新型作进一步说明。
加工工件:氮化硅陶瓷圆柱滚子,尺寸Φ20mm×30mm,数量30 个。初始圆度平均值0.72μm、圆度偏差0.078μm,初始表面粗糙度平均值0.186μm、粗糙度偏差为0.041μm。
电解磨削液由以下重量配比的原料组分配置而成:磷酸氢二钠 8%,猪油5%,氯化石蜡0.1%,防锈剂0.05%,防霉添加剂0.05%, D-柠檬烯0.02%,消泡剂0.05%,表面活性剂0.05%,去离子水 86.68%。
加工条件如表1:
加工后工件的表面粗糙度和形状精度有了明显改善,圆度均值降至0.257μm,圆度偏差减小到0.023μm,粗糙度均值将至0.038μm,粗糙度偏差减小到0.01μm,加工后工件的最好的圆度值为0.248μm (参见图2),加工后工件表面最好的粗糙度值0.026μm。
实验表明,本实用新型的陶瓷材料圆柱滚子贯穿式无心磨削加工装置可以实现陶瓷圆柱滚子的高效、高质量磨削加工。圆度值偏差和粗糙度值偏差的减小,说明加工后的圆度和粗糙度逐渐收敛,批一致性提高,偏差值越小批一致性越好,该方法适合批量加工。
上述对本申请中涉及的实用新型的一般性描述和对其具体实施方式的描述不应理解为是对该实用新型技术方案构成的限制。本领域所属技术人员根据本申请的公开,可以在不违背所涉及的实用新型构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本申请保护范围之内的其它的技术方案。
陶瓷圆柱滚子贯穿式无心磨削加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0