








专利摘要
一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺,裂解前先在连杆的大头孔内侧由拉刀或激光加工两道裂解槽,将两个以上的连杆层叠装入底板箱中,在连杆的大端孔内安放爆轰主体及膨胀介质,通过压装盖板进行压紧,裂解时通过激光器触发高压球隙开关合闸,对贯穿爆轰主体的铜丝施加30~100KA的脉冲大电流,引爆爆轰主体产生瞬态的高能高压冲击波,对连杆的大端孔内壁施加动载,促使裂解槽的裂纹尖端失稳扩展形成整个断裂剪切面,本发明可一次性实现两个以上连杆的同时裂解,裂解效率高,断裂结合面犬牙交错、抗剪切承载能力强,同时有效节省了加工设备,降低了加工成本。
权利要求
1.一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺,其特征在于,包括以下步骤:
步骤一、在连杆(8)的大头孔内侧由拉刀或激光加工两道裂解槽(19),裂解槽(19)呈尖角深槽状,深0.4-0.6mm,张角0-90°,尖角曲率半径0.1-0.3mm;
步骤二、将两个以上的连杆(8)层叠装入底板箱(2)中,在连杆(8)的大端孔内安放爆轰主体(4)及膨胀介质(7),通过压装盖板(1)进行压紧,并通过螺栓(11)及螺母(12)紧固;
步骤三、通过激光器(14)触发高压球隙开关(18)合闸,对贯穿爆轰主体(4)的铜丝(13)施加30~100KA的脉冲大电流,引爆爆轰主体(4)产生瞬态的高能高压冲击波,对连杆(8)的大端孔内壁施加动载,促使裂解槽(19)的裂纹尖端失稳扩展形成整个断裂剪切面。
2.根据权利要求1所述工艺采用的装置,包括底板箱(2)和压装盖板(1),其特征在于:底板箱(2)和压装盖板(1)之间层叠压装有两个以上的连杆(8),连杆(8)的小端孔由定位销(10)定位,大端孔装卡在定位凸台(3)上,连杆(8)的大端孔内装填爆轰主体(4)及膨胀介质(7),通过压装盖板(1)压盖连杆(8)及膨胀介质(7),并通过螺栓(11)及螺母(12)进行紧固,铜丝(13)贯穿底板箱(2)、爆轰主体(4)及压装盖板(1),并接入激光起爆系统的电路中。
3.根据权利要求2所述工艺采用的装置,其特征在于:所述的爆轰主体(4)包括外壳(5)及药柱(6),药柱(6)采用工业用膨化硝铵炸药,装药密度在0.90-1.30g/cm3,药柱(6)直径大于14mm的稳定爆轰直径。
4.根据权利要求2所述工艺采用的装置,其特征在于:所述的膨胀介质(7)为不可压缩的软质填充物,包括聚氨酯、尼龙。
5.根据权利要求2所述工艺采用的装置,其特征在于:所述的激光起爆系统包括激光器(14)和高压放电回路,激光器(14)产生激光脉冲(17),经聚焦透镜(15)聚焦后由连接在高压球隙开关(18)的窗口(16)射入高压球隙开关(18)。
6.根据权利要求2所述工艺采用的装置,其特征在于:所述的高压放电回路包括高压球隙开关(18),高压球隙开关(18)连接铜丝(13)的一端,铜丝(13)的另一端连接储能电容C一端、高压电源E一端,高压电源E另一端和限流电阻R一端连接,限流电阻R另一端和储能电容C另一端连接后和高压球隙开关(18)连接,高压电源E为20~90KV,储能电容C为12uf,限流电阻R的电阻为5~20Ω。
7.根据权利要求2所述工艺采用的装置,其特征在于:所述的激光器(14)采用Nd:YAG固体激光器。
8.根据权利要求2所述工艺采用的装置,其特征在于:所述的铜丝(13)直径0.2mm,长度由连杆叠落高度决定。
说明书
技术领域
本发明属于连杆裂解加工技术领域,具体涉及一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺。
背景技术
传统的连杆制造工艺主要有分体式和整体式两种,在两种工艺中,都需对连杆体和连杆盖的结合面进行拉、磨等多道机加工工序,加工成本高,定位精度低,同时连杆盖的定位销孔要求较高的加工精度。
连杆裂解工艺是连杆加工的一种新工艺,利用断裂力学理论,首先在连杆大头孔内侧预制裂解槽,形成初始裂纹,然后通过裂解加工设备对大头孔内侧面施加径向力,使裂纹由内孔向外不断扩展,直至完全裂解,最后将连杆体和端盖在断裂面处完全啮合,穿入螺栓并拧紧至要求扭矩。由于是整体加工,大大减少了加工工序,同时适合连杆裂解工艺的材料多为微合金非调制碳钢、粉末冶金、球墨铸铁等脆性材料,脆断后断裂结合面犬牙交错,啮合质量好,抗剪切承载能力较高,省去了螺栓孔的铰或镗的精加工,降低了加工成本。
目前连杆裂解专利主要有以下几类,包括热处理或冷冻脆断(U.S.Pat.No.4,768,694),施加静态或脉冲载荷(U.S.Pat.No.4,860,419),以及采用膨胀芯轴和楔形块裂解装置(U.S.Pat.No.5,503,317)等。现有的裂解方法往往对设备和加工条件要求较高、同时只能对单个连杆进行加工,导致加工成本高、裂解效率低、操作复杂等问题。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺,具有裂解效率高,断裂结合面犬牙交错、抗剪切承载能力强的优点。
为了达到上述目的,本发明采取的技术方案为:
一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺,包括以下步骤:
步骤一、在连杆8的大头孔内侧由拉刀或激光加工两道裂解槽19,裂解槽19呈尖角深槽状,深0.4-0.6mm,张角0-90°,尖角曲率半径0.1-0.3mm;
步骤二、将两个以上的连杆8层叠装入底板箱2中,在连杆8的大端孔内安放爆轰主体4及膨胀介质7,通过压装盖板1进行压紧,并通过螺栓11及螺母12紧固;
步骤三、通过激光器14触发高压球隙开关18合闸,对贯穿爆轰主体4的铜丝13施加30~100KA的脉冲大电流,引爆爆轰主体4产生瞬态的高能高压冲击波,对连杆8的大端孔内壁施加动载,促使裂解槽19的裂纹尖端失稳扩展形成整个断裂剪切面。
所述工艺采用的装置包括底板箱2和压装盖板1,底板箱2和压装盖板1之间层叠压装有两个以上的连杆8,连杆8的小端孔由定位销10定位,大端孔装卡在定位凸台3上,连杆8的大端孔内装填爆轰主体4及膨胀介质7,通过压装盖板1压盖连杆8及膨胀介质7,并通过螺栓11及螺母12进行紧固,铜丝13贯穿底板箱2、爆轰主体4及压装盖板1,并接入激光起爆系统的电路中。
所述的爆轰主体4包括外壳5及药柱6,药柱6采用工业用膨化硝铵炸药,装药密度在0.90-1.30g/cm3,药柱6直径大于14mm的稳定爆轰直径。
所述的膨胀介质7为不可压缩的软质填充物,包括聚氨酯、尼龙。
所述的激光起爆系统包括激光器14和高压放电回路,激光器14产生激光脉冲17,经聚焦透镜15聚焦后由连接在高压球隙开关18的窗口16射入高压球隙开关18。
所述的高压放电回路包括高压球隙开关18,高压球隙开关18连接铜丝13的一端,铜丝13的另一端连接储能电容C一端、高压电源E一端,高压电源E另一端和限流电阻R一端连接,限流电阻R另一端和储能电容C另一端连接后和高压球隙开关18连接,高压电源E为20~90KV,储能电容C为12uf,限流电阻R的电阻为5~20Ω。
所述的激光器14采用Nd:YAG固体激光器。
所述的铜丝13直径0.2mm,长度由连杆8叠落高度决定。
本发明的优点为,通过爆炸产生的高能高压对预制裂解槽的连杆大端孔内壁加载,可一次性实现两个以上连杆的同时裂解,裂解效率高,断裂结合面犬牙交错、抗剪切承载能力强,同时有效节省了加工设备,降低了加工成本。
附图说明
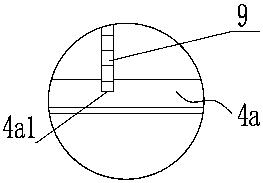
图1本发明预制裂解槽19的连杆8的示意图。
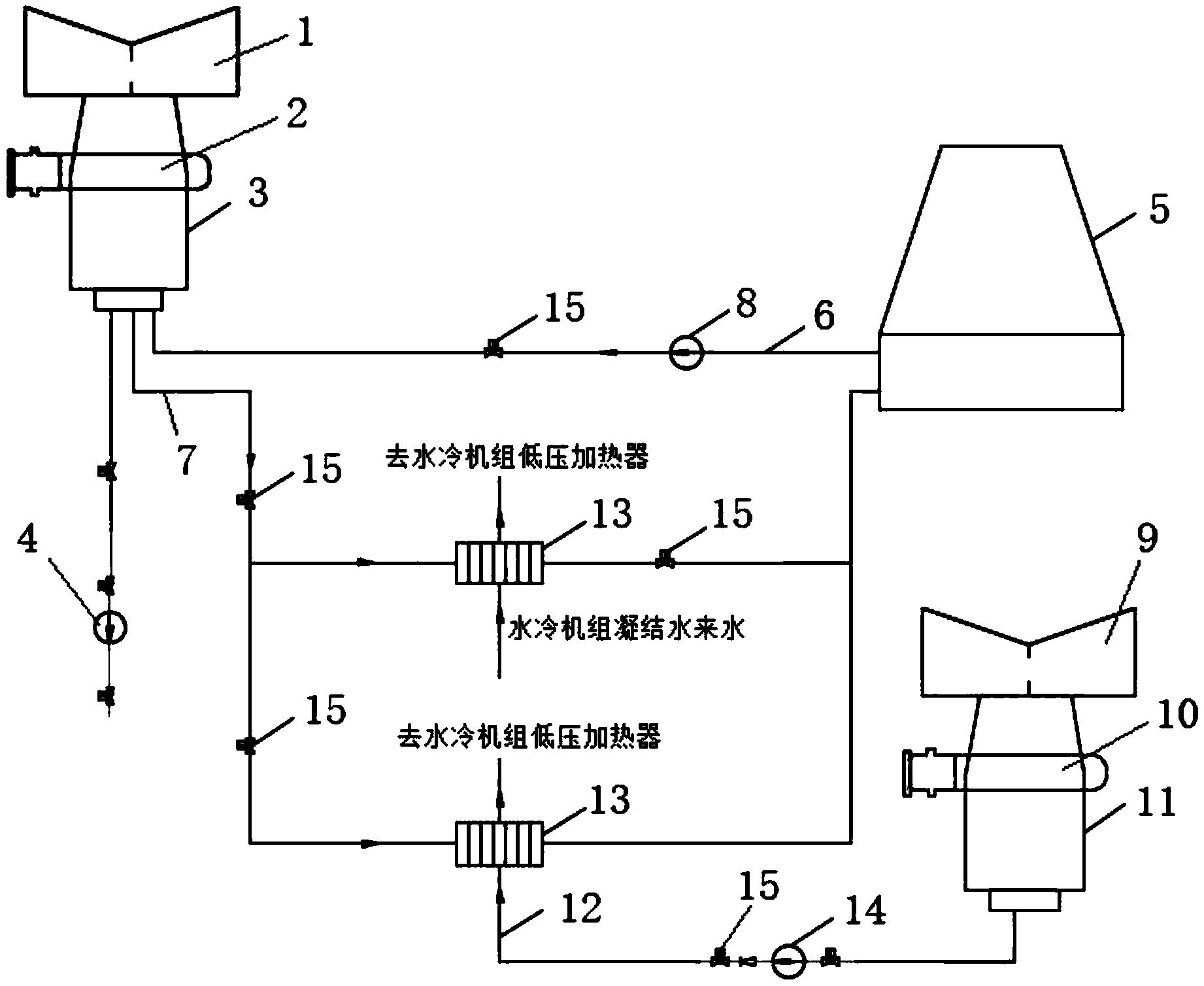
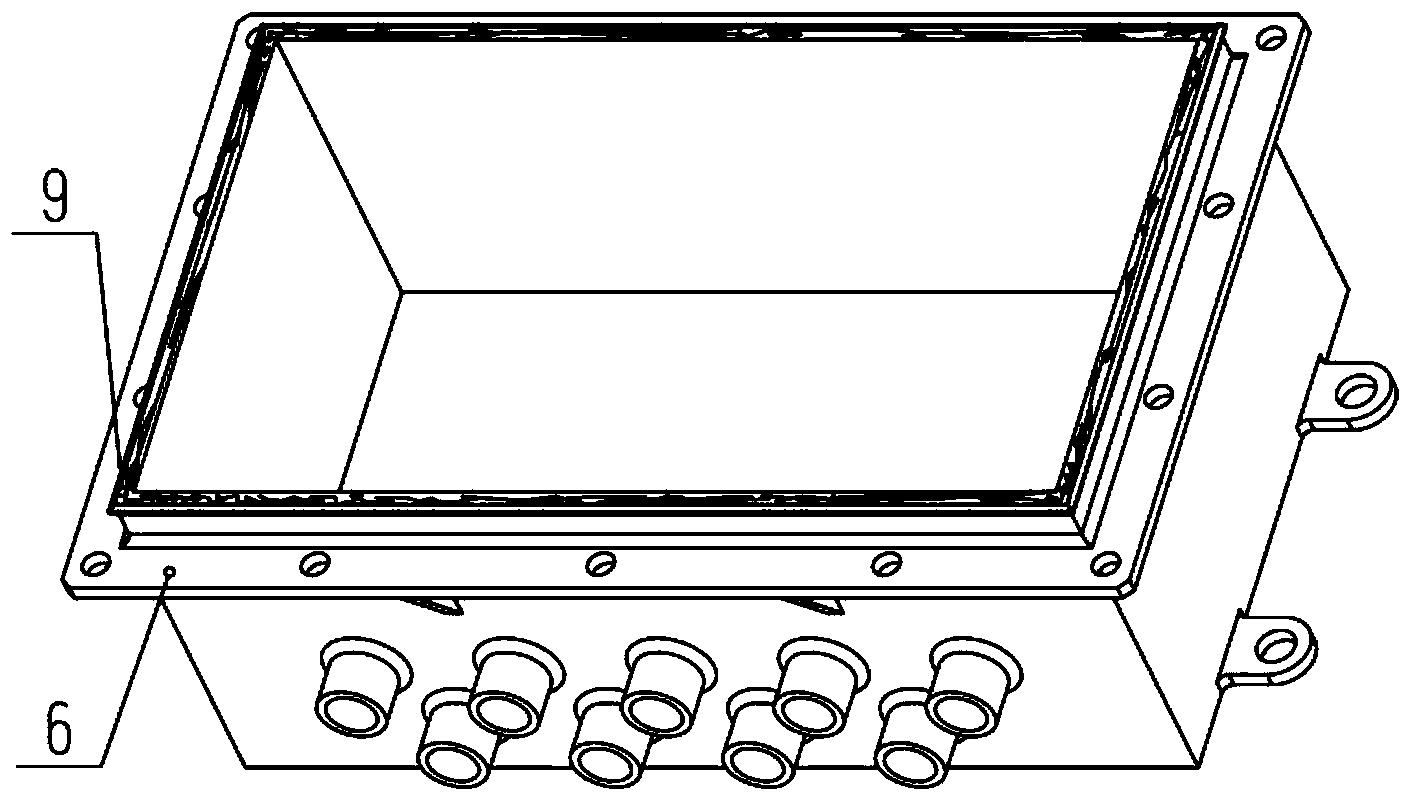
图2为本发明激光起爆的爆轰裂解装置示意图。
图3为本发明爆轰裂解装置的装配结构剖视图。
具体实施方式
以下结合附图对本发明作进一步详细说明。
一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺,包括以下步骤:
步骤一、参照图1,在连杆8的大头孔内侧由拉刀或激光加工两道裂解槽19,裂解槽19呈尖角深槽状,深0.4-0.6mm,张角0-90°,尖角曲率半径0.1-0.3mm;
步骤二、参照图2和图3,将两个以上的连杆8层叠装入底板箱2中,在连杆8的大端孔内安放爆轰主体4及膨胀介质7,通过压装盖板1进行压紧,并通过螺栓11及螺母12紧固;
步骤三、通过激光器14触发高压球隙开关18合闸,对贯穿爆轰主体4的铜丝13施加30~100KA的脉冲大电流,引爆爆轰主体4产生瞬态的高能高压冲击波,对连杆8的大端孔内壁施加动载,促使裂解槽19的裂纹尖端失稳扩展形成整个断裂剪切面。
参照图2和图3,所述工艺采用的装置包括底板箱2和压装盖板1,底板箱2和压装盖板1之间层叠压装有两个以上的连杆8,连杆8的小端孔由定位销10定位,大端孔装卡在定位凸台3上,连杆8的大端孔内装填爆轰主体4及膨胀介质7,通过压装盖板1压盖连杆8及膨胀介质7,并通过螺栓11及螺母12进行紧固,铜丝13贯穿底板箱2、爆轰主体4及压装盖板1,并接入激光起爆系统的电路中。
所述的爆轰主体4包括外壳5及药柱6,药柱6采用低敏、无毒性的工业用膨化硝铵炸药,装药密度在0.90-1.30g/cm3,药柱6直径大于14mm的稳定爆轰直径。
所述的膨胀介质7为不可压缩的软质填充物,包括聚氨酯、尼龙。
所述的激光起爆系统包括激光器14和高压放电回路,激光器14产生激光脉冲17,经聚焦透镜15聚焦后由窗口16射入高压球隙开关18,触发球隙开关18内的绝缘气体电离形成放电通道,从而使高压放电回路闭合,在铜丝13中产生30~100KA的脉冲大电流。
所述的高压放电回路包括高压球隙开关18,高压球隙开关18连接铜丝13的一端,铜丝13的另一端连接储能电容C一端、高压电源E一端,高压电源E另一端和限流电阻R一端连接,限流电阻R另一端和储能电容C另一端连接后和高压球隙开关18连接,高压电源E为20~90KV,储能电容C为12uf,限流电阻R的电阻为5~20Ω。
所述的激光器14采用Nd:YAG固体激光器。
所述的铜丝13直径0.2mm,长度由连杆叠落高度决定。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
一种剖分式连杆大端的激光起爆的爆轰裂解加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0