










专利摘要
本实用新型公开了一种消失模铸造用风冷式隐形冷铁装置,其特征在于包括主管和/副管;所述主管一端为圆管,设于消失模砂箱侧壁上,所述圆管端部设有控制阀门,另一端为方管,所述方管四侧外侧壁上均设有若干个方形插口;所述副管设于铸件需要加速冷却位置,所述副管一端设有方形接管,该方形接管与方形插口相套接,另一端外侧壁上设有若干通气孔,通气孔开口朝向铸件消失模。本实用新型采用带控制阀门的主管和副管或单独采用带控制阀门的副管,利用砂箱内、外部压力差,将外部空气吸入主管和/副管中,形成风冷气流,从而带走铸造件热量,创造良好的冷却环境,防止铸铁件产生缩孔或把壁薄的部位拉裂,从而获得良好的铸造件。
权利要求
1.一种消失模铸造用风冷式隐形冷铁装置,其特征在于包括主管和/副管;
所述主管一端为圆管,设于消失模砂箱侧壁上,所述圆管端部设有控制阀门,控制阀门打开时主管与外部空气连通,另一端为方管,设于砂箱内造型砂内部,端部封闭,所述方管四侧外侧壁上均设有若干个方形插口,所述若干个方形插口根据铸件的需要连接副管,工作时不需要连接副管的方形插口处设有封头封堵;
所述副管设于铸件消失模的外侧,并靠近于铸件需要加速冷却位置,所述副管一端设有方形接管,该方形接管与方形插口相套接,另一端为直通圆管/C型圆弧管/U型圆管,所述直通圆管/C型圆弧管/U型圆管的各管端端口均封闭,外侧壁上设有若干通气孔,该通气孔开口朝向铸件消失模,所述副管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网;
所述副管可单独使用,单独使用的副管于方形接管端部设有控制阀门,该方形接管设于消失模铸造砂箱外侧壁上,管口与外部空气连通。
2.根据权利要求1所述的一种消失模铸造用风冷式隐形冷铁装置,其特征在于:所述副管包括方形接管和直通圆管,所述直通圆管一端与方形接管相连,另一端头封闭,外侧壁上设有若干均布的通气孔,所述直通圆管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网,工作时,所述通气孔开口朝向铸件需要加速冷却位置。
3.根据权利要求1所述的一种消失模铸造用风冷式隐形冷铁装置,其特征在于:所述副管包括方形接管和C型圆弧管,所述方形接管连接于C型圆弧管的中间,并与C型圆弧管垂直,内部与C型圆弧管内部相通,所述C型圆弧管两管端部封闭,两内侧壁或外侧壁上均设有若干均布的通气孔,所述C型圆弧管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网。
4.根据权利要求1所述的一种消失模铸造用风冷式隐形冷铁装置,其特征在于:所述副管包括方形接管和U型圆管,所述方形接管连接于U型圆管的中间,并与U型圆管垂直,内部与U型圆管内部相通,所述U型圆管两管端部均封闭,两内侧壁或外侧壁上均设有若干均布的通气孔,所述U型圆管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网。
5.根据权利要求1至4任一项所述的一种消失模铸造用风冷式隐形冷铁装置,其特征在于:所述通气孔直径设为8-12mm。
6.根据权利要求1至4任一项所述的一种消失模铸造用风冷式隐形冷铁装置,其特征在于:所述主管和副管均采用耐高温材质。
说明书
技术领域
本实用新型涉及消失模技术领域,特别是一种消失模铸造用风冷式隐形冷铁装置。
背景技术
消失模铸造一般是将消失模直接放置于砂箱中进行浇注。铸件因为其结构的需要往往各个组成部分的壁厚不均,在冷却的过程中,壁厚较厚的部位冷却慢,壁厚较薄的部位冷却快,各个部位的冷却速度不一,容易导致铸铁件产生缩孔或把壁薄的部位拉裂。
实用新型内容
为了解决上述背景技术问题,本实用新型提供了一种消失模铸造用风冷式隐形冷铁装置,该装置采用冷铁主管与外部空气连通,根据铸造零件的需要连接副管,利用内外压力差将外部空气吸入形成风冷气流,从而带走铸造件热量,创造良好的冷却环境,从而获得良好的铸造件。
为实现上述目的,本实用新型提供如下技术方案:
一种消失模铸造用风冷式隐形冷铁装置,其特征在于包括主管和/副管;
所述主管一端为圆管,设于消失模砂箱侧壁上,所述圆管端部设有控制阀门,控制阀门打开时主管与外部空气连通,另一端为方管,设于砂箱内造型砂内部,端部封闭,所述方管四侧外侧壁上均设有若干个方形插口,所述若干个方形插口根据铸件的需要连接副管,工作时不需要连接副管的方形插口处设有封头封堵;
所述副管设于铸件消失模的外侧,并靠近于铸件需要加速冷却位置,所述副管一端设有方形接管,该方形接管与方形插口相套接,另一端为直通圆管/C型圆弧管/U型圆管,所述直通圆管/C型圆弧管/U型圆管的各管端端口均封闭,外侧壁上设有若干通气孔,该通气孔开口朝向铸件消失模,所述副管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网;
所述副管可单独使用,单独使用的副管于方形接管端部设有控制阀门,该方形接管设于消失模铸造砂箱外侧壁上,管口与外部空气连通。
进一步的,所述副管包括方形接管和直通圆管,所述直通圆管一端与方形接管相连,另一端头封闭,外侧壁上设有若干均布的通气孔,所述直通圆管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网,工作时,所述通气孔开口朝向铸件需要加速冷却位置。
进一步的,所述副管包括方形接管和C型圆弧管,所述方形接管连接于C型圆弧管的中间,并与C型圆弧管垂直,内部与C型圆弧管内部相通,所述C型圆弧管两管端部封闭,两内侧壁或外侧壁上均设有若干均布的通气孔,所述C型圆弧管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网。
进一步的,所述副管包括方形接管和U型圆管,所述方形接管连接于U型圆管的中间,并与U型圆管垂直,内部与U型圆管内部相通,所述U型圆管两管端部均封闭,两内侧壁或外侧壁上均设有若干均布的通气孔,所述U型圆管上设有通气孔段外侧面上设有一层28-32目的不锈钢筛网。
进一步的,所述通气孔直径设为8-12mm。
进一步的,所述主管和副管均采用耐高温材质。
本实用新型的工作原理:将主管的圆管部安装于砂箱外侧壁上,关闭控制阀门,铸造砂箱内放置消失模具,于铸件需要加速冷却部位附近均接入副管,并将副管上的通气口朝向消失模具,主管未接入副管的方形插口均采用封头封堵,然后加砂振实,表面刮平覆膜,抽真空,使砂箱内形成负压,浇注完成后,打开控制阀门,因砂箱内部压强小于外部压强,外部空气被吸入主管和副管中,形成风冷气流,从而带走铸造件热量,创造良好的冷却环境,从而获得良好的铸造件。调节控制阀门的大小,可调节风冷气流量,从而得到更好的冷却效果。
对于零件小结构简单的壁厚不均的零件,可单独使用带控制阀门的副管,将该副管带控制阀门端安装于砂箱外侧壁上,关闭控制阀门,另一端设于消失模具附近,通气口朝向铸件需要加速冷却部位;浇注完成后,打开控制阀门,并调节控制阀门大小,因砂箱内部压强小于外部压强,外部空气被吸入副管中,形成风冷气流,从而带走铸造件热量,创造良好的冷却环境,从而获得良好的铸造件。
与现有技术相比,本实用新型的有益效果为:采用带控制阀门的主管和副管或单独采用带控制阀门的副管,利用砂箱内、外部压力差,将外部空气吸入主管和/副管中,形成风冷气流,从而带走铸造件热量,创造良好的冷却环境,防止铸铁件产生缩孔或把壁薄的部位拉裂,从而获得良好的铸造件。
附图说明
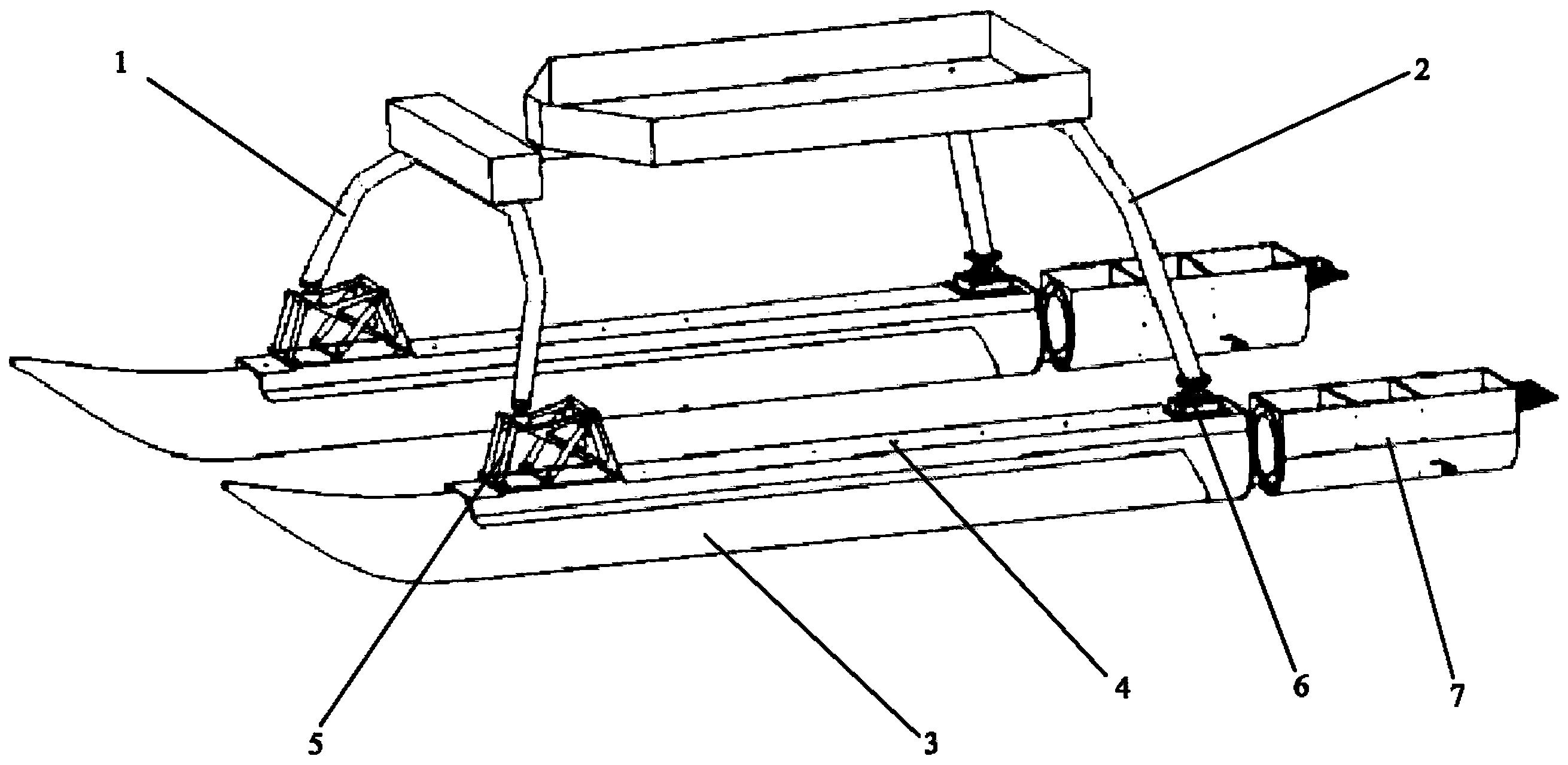
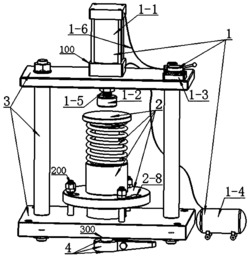
图1为本实用新型实施例一工作结构示意图;
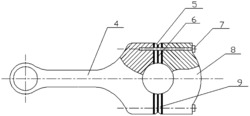
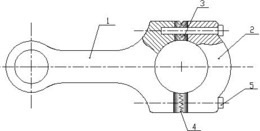
图2为图1中副管与工件安装处右剖视图;
图3为本实用新型实施例一结构示意图;
图4为本实用新型实施例二工作结构示意图;
图5为本实用新型实施例二结构示意图;
图6为本实用新型实施例三工作结构示意图;
图7为本实用新型实施例三结构示意图;
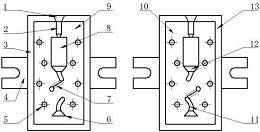
图8为本实用新型实施例四工作结构示意图;
图9为本实用新型实施例四结构示意图;
图10为本实用新型实施例五工作结构示意图;
图中:1、主管,11、圆管,12、控制阀门,13、方管,14、方形插口,15、封头,2、副管,21、方形接管,22A、直通圆管,22B、U型圆管,22C、U型圆管,22D、C型圆弧管,23、通气孔,24、控制阀门,25、不锈钢筛网,3A、铸件一,3B、铸件二,3C、铸件三,3D、铸件四。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
如图1至3所示,本实用新型实施例一包括主管1和副管2,主管1和副管2均采用耐高温材质;
主管1一端为圆管11,设于消失模砂箱侧壁上,圆管11端部设有控制阀门12,控制阀门12打开时主管1与外部空气连通,另一端为方管13,设于砂箱内造型砂内部,端部封闭,方管13四侧外侧壁上设有4个方形插口14,4个方形插口14根据铸件的需要连接副管2,工作时不需要连接副管的方形插口14处设有封头15封堵;
副管2包括方形接管21和直通圆管22A,直通圆管22A一端与方形接管21相连,另一端头封闭,外侧壁上设有若干均布的通气孔23,通气孔23直径为8mm,直通圆管22A上设有通气孔23段外侧面上设有一层30目的不锈钢筛网25。
工作时,副管方形接管21与主管方形插口14相套接,副管2设于铸件3A消失模的外侧,并靠近于铸件3A底部,因为铸件3A底部厚,冷却速度慢,主管1上其他方形插口端部用封头15封堵,通气孔23开口朝向铸件3A底部。
本实施例一工作方式:将主管1的圆管11安装于砂箱外侧壁上,关闭控制阀门12,铸造砂箱内放置消失模具,于铸件3A底部附近均接入副管2,并将副管2上的通气口23朝向铸件3A底部,主管1未接入副管2的方形插口14均采用封头15封堵,然后加砂振实,表面刮平覆膜,抽真空,使砂箱内形成负压,浇注完成后,打开控制阀门12,因砂箱内部压强小于外部压强,外部空气被吸入主管1和副管2中,形成风冷气流,从而带走铸造件3A热量,创造良好的冷却环境,从而获得良好的铸造件。调节控制阀门12的大小,可调节风冷气流量,从而得到更好的冷却效果。
如图4、5所示,本实用新型实施例二包括主管1和副管2,主管1和副管2均采用耐高温材质;
主管1一端为圆管11,设于消失模砂箱侧壁上,圆管11端部设有控制阀门12,控制阀门12打开时主管1与外部空气连通,另一端为方管13,设于砂箱内造型砂内部,端部封闭,方管13四侧外侧壁上设有4个方形插口14,4个方形插口14位置错开,4个方形插口14根据铸件的需要连接副管2,工作时不需要连接副管的方形插口14处设有封头15封堵;
副管2包括方形接管21和U型圆管22B,方形接管21连接于U型圆管22B的中间,并与U型圆管22B垂直,内部与U型圆管22B内部相通, U型圆管22B两管端部均封闭,两内侧壁上均设有若干均布的通气孔23,通气孔23直径为10mm,U型圆管22B上设有通气孔23段外侧面上设有一层30目的不锈钢筛网25。
工作时,副管方形接管21与主管方形插口14相套接,副管2的U型圆管22B两侧分别设于铸件3B中间芯轴两侧,因为铸件3B中间芯轴冷却速度慢,主管1上其他方形插口端部用封头15封堵,通气孔23开口朝向铸件3B中间芯轴。本实施例工作方式与实施例一相同。
如图6、7所示,本实用新型实施例三包括主管1和副管2,主管1和副管2均采用耐高温材质;
主管1一端为圆管11,设于消失模砂箱侧壁上,圆管11端部设有控制阀门12,控制阀门12打开时主管1与外部空气连通,另一端为方管13,设于砂箱内造型砂内部,端部封闭,方管13四侧外侧壁上设有4个方形插口14,4个方形插口14位置错开,4个方形插口14根据铸件的需要连接副管2,工作时不需要连接副管的方形插口14处设有封头15封堵;
副管2包括方形接管21和U型圆管22C,方形接管21连接于U型圆管22C的中间,并与U型圆管22C垂直,内部与U型圆管22C内部相通, U型圆管22C两管端部均封闭,两外侧壁上均设有若干均布的通气孔23,通气孔23直径为10mm,U型圆管22C上设有通气孔23段外侧面上设有一层28目的不锈钢筛网25。
工作时,副管方形接管21与主管方形插口14相套接,副管2的U型圆管22C两侧设于铸件3C型腔内两凸块之间,因为铸件3C型腔内左、右两凸块处冷却速度慢,主管1上其他方形插口端部用封头15封堵,通气孔23开口朝向铸件3C型腔内左、右两侧凸块。本实施例工作方式与实施例一相同。
如图8、9所示,本实用新型实施例四包括主管1和副管2,主管1和副管2均采用耐高温材质;
主管1一端为圆管11,设于消失模砂箱侧壁上,圆管11端部设有控制阀门12,控制阀门12打开时主管1与外部空气连通,另一端为方管13,设于砂箱内造型砂内部,端部封闭,方管13四侧外侧壁上设有4个方形插口14,4个方形插口14位置错开,4个方形插口14根据铸件的需要连接副管2,工作时不需要连接副管的方形插口14处设有封头15封堵;
副管2包括方形接管21和C型圆弧管22D,方形接管21连接于C型圆弧管22D的中间,并与C型圆弧管22D垂直,内部与C型圆弧管22D内部相通, C型圆弧管22D两管端部均封闭,两内侧壁上均设有若干均布的通气孔23,通气孔23直径为12mm,C型圆弧管22D上设有通气孔23段外侧面上设有一层32目的不锈钢筛网25。
工作时,副管方形接管21与主管方形插口14相套接,副管2的C型圆弧管22D两侧分别设于铸件3D中间轴套两侧,因为铸件3D中间轴套侧壁比较厚,冷却速度慢,主管1上其他方形插口端部用封头15封堵,通气孔23开口朝向铸件3D中间轴套两侧。本实施例工作方式与实施例一相同。
如图10所示,本实用新型实施例五包括副管2,副管2采用耐高温材质。副管2包括方形接管21和直通圆管22A,直通圆管22A一端与方形接管21相连,另一端头封闭,外侧壁上设有若干均布的通气孔23,通气孔23直径为10mm, 直通圆管22A上设有通气孔23段外侧面上设有一层30目的不锈钢筛网25,方型接管21端头设有控制阀门24,打开控制阀门,方型接管21内部与直通圆管22A内部相通。
工作时,方形接管21设于消失模砂箱侧壁上,直通圆管22A设于铸件3A消失模的外侧,并靠近于铸件3A底部,因为铸件3A底部厚,冷却速度慢,通气孔23开口朝向铸件3A底部。
本实施例工作方式:铸造加工前关闭控制阀门,浇注完成后,打开控制阀门24,因砂箱内部压强小于外部压强,外部空气被吸入副管2中,形成风冷气流,从而带走铸造件3A热量,创造良好的冷却环境,从而获得良好的铸造件。调节控制阀门24的大小,可调节风冷气流量,从而得到更好的冷却效果。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
一种消失模铸造用风冷式隐形冷铁装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0