






专利摘要
一种金属蜂窝制造设备,包括成型装置、箔材支撑台、送料装置、多个送料插针、冲头及多个支撑插针。成型装置用于将一平板状的金属箔材成型为波纹状金属箔材。箔材支撑台用于支撑该波纹状金属箔材。送料装置用于将该波纹状金属箔材输送到该箔材支撑台。多个送料插针分两排设置,相互平行地排列设置,可抬起该波纹状金属箔材,用于将两层波纹状金属箔材进行叠合。冲头具有与该波纹状金属箔材的凹部形状相同的凸起。多个支撑插针相互平行设置,可支撑该波纹状金属箔材,防止该波纹状金属箔材在加压过程中变形。上述金属蜂窝制造设备生产效率较高、且所制造的金属蜂窝一致性较好。本发明还提供一种金属蜂窝制造方法。
说明书
【技术领域】
本发明涉及一种多孔材料的制造设备及制造方法,特别是涉及一种金属蜂窝体的制造设备及制造方法。
【背景技术】
高强度、高性能的金属蜂窝材料在高速列车、航空航天等领域具有广阔的应用前景。目前金属蜂窝制造方法有拉伸法和成型法。
拉伸法的具体实施过程为:(1)在已准备好的金属箔条上面涂胶;(2)将多层金属箔条叠合起来,胶结在一起,形成蜂窝叠层板;(3)对胶结在一起的蜂窝叠层板进行拉伸形成所需要的金属蜂窝。
另一种成型法,具体的实施过程为:(1)金属箔材经过送料机被送到成型辊装置内,通过成型辊的冲压使得原本平整的金属箔材变为波纹状金属箔材;(2)将第奇数个波纹条和经过翻转后的第偶数个波纹条涂胶后叠合起来,形成蜂窝芯;(3)对蜂窝芯进行封边处理;(4)用热压罐或者热压机对叠合后的金属箔材进行加压加热使得胶黏剂固化,形成蜂窝芯块;(5)通过剪切装置,将蜂窝芯块按照一定的尺寸进行剪切,最终形成蜂窝芯板。
然而,上述拉伸法需要先胶结然后拉伸,导致所制造的金属蜂窝一致性差,影响了金属蜂窝的性能;上述成型法,不利于实现自动化,导致金属蜂窝的生产效率低,而且所制造的金属蜂窝的一致性差,影响了金属蜂窝的性能,不利于金属蜂窝的推广。
【发明内容】
鉴于上述状况,有必要提供一种生产效率较高、所制造的金属蜂窝一致性较好的金属蜂窝制造设备。
一种金属蜂窝制造设备,包括成型装置、箔材支撑台、送料装置、多个送料插针、冲头及多个支撑插针。成型装置用于将一平板状的金属箔材成型为波纹状金属箔材。箔材支撑台用于支撑该波纹状金属箔材。送料装置用于将该波纹状金属箔材输送到该箔材支撑台。多个送料插针相互平行设置,可抬起该波纹状金属箔材,用于将两层波纹状金属箔材进行叠合。冲头具有与该波纹状金属箔材的凹部形状相同的凸起,用于对该两层波纹状金属箔材的叠合处进行加压,使该两层波纹状金属箔材牢固地胶结在一起。多个支撑插针相互平行设置,可支撑该波纹状金属箔材,防止该波纹状金属箔材在加压过程中变形。
进一步地,该成型装置为成型辊装置,包括两个相互啮合的成型辊。
进一步地,每个成型辊具有梯形齿。
进一步地,该送料装置为皮带轮传送带。
进一步地,该冲头包括基体及设于基体一侧面的多个相互平行的长条状的梯形凸起。
进一步地,该送料插针均为正六棱柱形。
进一步地,该金属蜂窝制造设备还包括用于支撑该支撑插针的插针支撑件。
进一步地,该箔材支撑台与该冲头的结构相同。
另外,还有必要提供一种金属蜂窝制造方法。
一种金属蜂窝制造方法,其包括如下步骤:提供多层波纹状金属箔材;
对第一层波纹状金属箔材的表面进行涂胶;将第二层波纹状金属箔材重叠在该第一层波纹状金属箔材上,形成一层的蜂窝芯;对该第二层波纹状金属箔材与该第一层波纹状金属箔材的叠合处进行加压;对该第二层波纹状金属箔材表面进行涂胶;将第三层波纹状金属箔材重叠在该第二层波纹状金属箔材上,形成两层的蜂窝芯;对该第三层波纹状金属箔材与该第二层波纹状金属箔材的叠合处进行加压;在成形两层蜂窝芯后,重复上述步骤N次,形成多层的蜂窝芯,其中N为零或正整数;及对该多层的蜂窝芯进行加压加热使胶固化,并切割裁剪该蜂窝芯的边缘不整齐部分,得到所需蜂窝芯块。
上述金属蜂窝制造设备及其制造方法,可实现金属蜂窝加工的自动化,提高生产效率,同时,所生产的金属蜂窝由两层相同的波纹状金属箔材叠加形成,具有较好的一致性,从而提高金属蜂窝的性能。因此,上述金属蜂窝制造设备及其制造方法生产效率较高、且所制造的金属蜂窝一致性较好。
【附图说明】
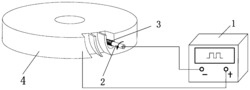
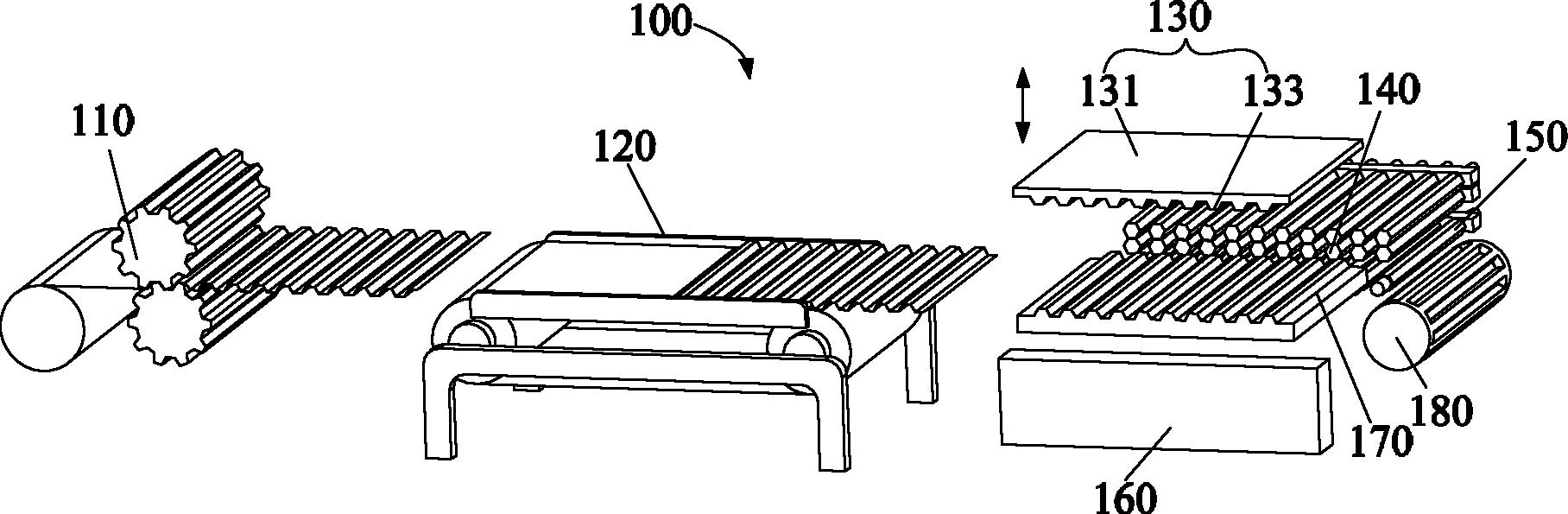
图1为一实施例的金属蜂窝制造设备的立体图;
图2为一实施例的金属蜂窝制造方法的流程图;
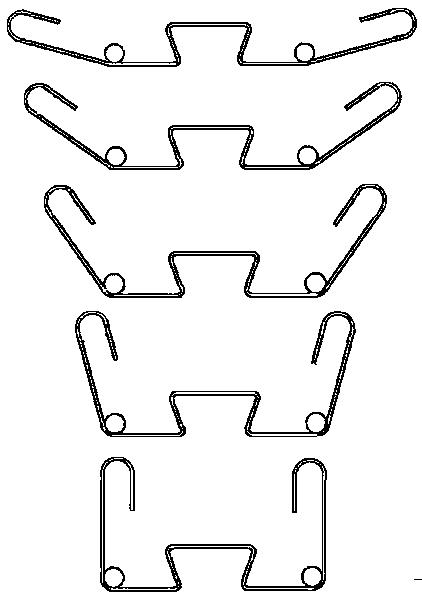
图3至图10为图1所示的金属蜂窝制造设备采用图2所示的金属蜂窝制造方法制造金属蜂窝时的流程示意图。
【具体实施方式】
下面主要结合附图说明本发明的具体实施方式。
请参阅图1,一实施例的金属蜂窝制造设备100,包括一个成型装置110、一个送料装置120、与波纹状金属箔材相匹配的冲头130、多个送料插针140、多个支撑插针150、插针支撑件160、箔材支撑台170及凹印辊180。
成型装置110用于将一平板状的金属箔材成型为波纹状金属箔材。具体在本实施例中,成型装置110为成型辊装置,其包括两个相互啮合的成型辊,且每个成型辊具有梯形齿。
送料装置120用于将波纹状金属箔材输送到箔材支撑台170。送料装置120可为皮带轮传送带、送料机器手等。具体在本实施例中,送料装置120为皮带轮传送带。
冲头130具有与波纹状金属箔材的凹部形状相同的凸起,用于对波纹状金属箔材的叠合处进行加压,使两层波纹状金属箔材能够更充分牢固地胶结在一起。具体在本实施例中,冲头130包括基体131及设于基体131一侧面的多个长条状的梯形凸起133;多个长条状的梯形凸起133相互平行,且等间隔设置。
多个送料插针140分成两排设置,可前后左右上下的运动,它们顺序动作,以交替的方式将两层波纹状金属箔材叠合起来,从而进一步地提供生产效率。具体在本实施例中,送料插针140均为正六棱柱形。每排等间距设置,且相互平行。
支撑插针150可前后左右移动,在冲压环节中为波纹状金属箔材提供支撑,防止波纹状金属箔材在加压过程中变形。具体在本实施例中,支撑插针150为圆柱形,且多个支撑插针150等间距设置,且相互平行。
插针支撑件160,用于支撑多个支撑插针150,避免支撑插针150工作时悬臂所引起的不可靠性。具体在本实施例中,插针支撑件160为矩形支撑台,支撑插针150的自由端可放置于插针支撑件160上。
箔材支撑台170可上下移动,波纹状金属箔材可放置于箔材支撑台170上。具体在本实施例中,箔材支撑台170与冲头130的结构相同。
在本实施例中,涂胶方式采用凹印法,凹印辊180通过滚动在箔材表面进行涂胶。
可以理解,涂胶不限于用凹印辊,也可以用涂胶刷或者其它部件代替。送料插针140的个数在保证工作可靠性的情况下,每排可以为两个及两个以上。成型装置110不限于成型辊装置,也可为冲压模具等。插针支撑件160也可省略。多个支撑插针150也可不等间距设置,只需能够支撑波纹状金属箔材即可。多个送料插针140也可省略一排,此时,仅由一排送料插针140将一波纹状金属箔材叠加到另一波纹状金属箔材上。
请参阅图2,一实施例的金属蜂窝制造方法,其包括如下步骤:
步骤S201,成形第一层波纹状金属箔材200和第二层波纹状金属箔材210。
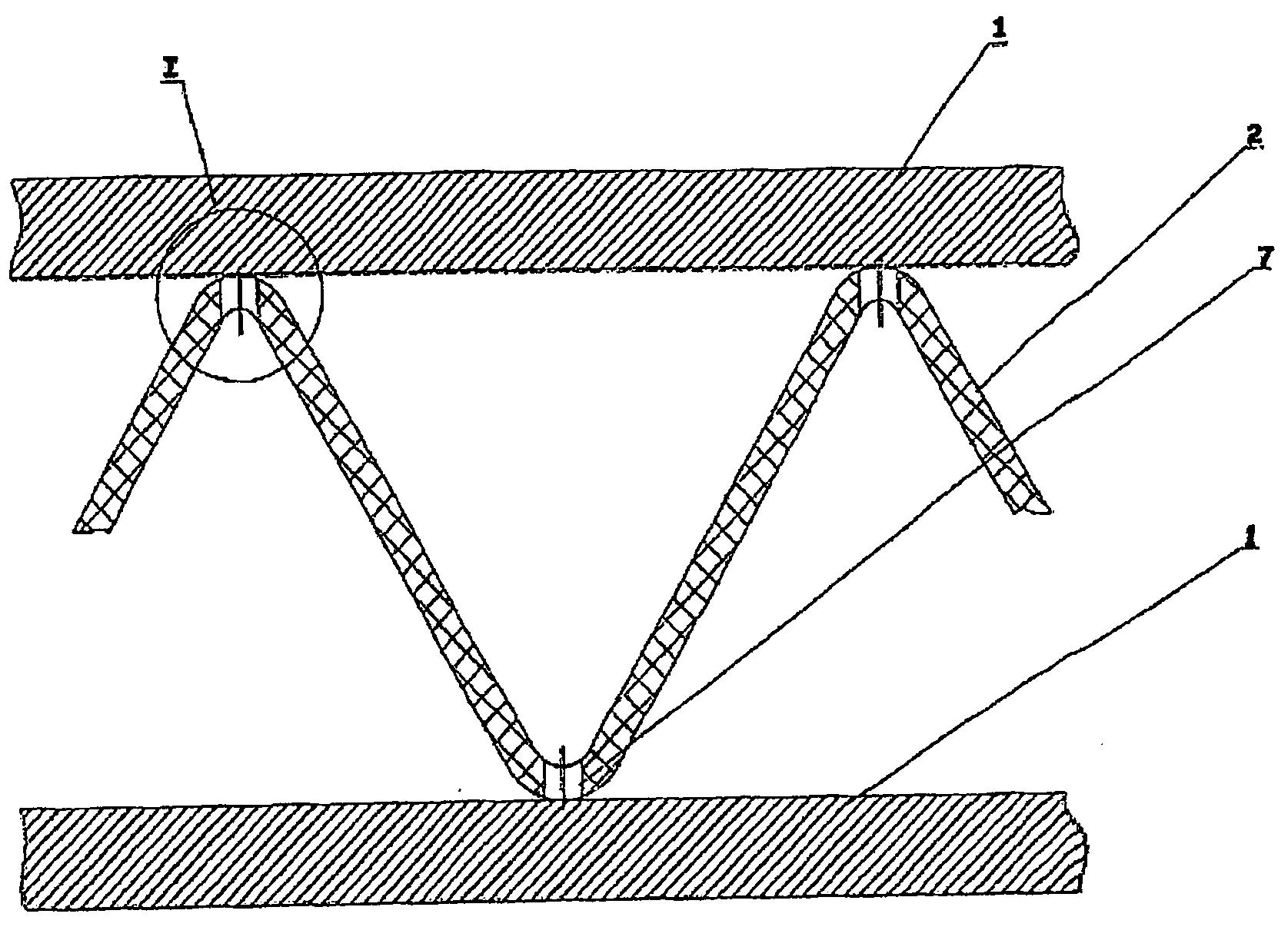
请再次参阅图1,成型装置110,将一平板状的金属箔材成型为第一层波纹状金属箔材200。具体在本实施例中,第一层波纹状金属箔材200包括多个首尾相连接的等腰梯形单元,相邻两个等腰梯形单元相对于波纹状金属箔材的中截面(平行于梯形单元的底部的截面)错位对称,以形成连续的波纹状金属箔材。
然后,采用同样的方法成形第二层波纹状金属箔材210。
步骤S202,对第一层波纹状金属箔材200的表面进行涂胶。
请参阅图3,送料装置120将第一层箔材200送至箔材支撑台170,为了防止送料插针140工作时引起冲头130与箔材支撑台170之间的干涉。箔材支撑台170带动第一层箔材200运动到指定位置。
请参阅图4,箔材支撑台170带动第一层波纹状金属箔材200运动到指定位置。凹印辊180通过滚动,在第一层波纹状金属箔材200的上表面进行涂胶,涂胶后凹印辊180复位。
步骤S203,将第二层波纹状金属箔材210重叠在该第一层波纹状金属箔材200上,形成一层的蜂窝芯。
请参阅图5,送料插针140运动到箔材支撑台170初始位置。送料装置120将第二层波纹状金属箔材210输送至送料插针140上。送料插针140带动第二层波纹状金属箔材210运动到指定位置,使第二层波纹状金属箔材210与第一层波纹状金属箔材200叠合起来,形成一层蜂窝芯。
步骤S204,对第二层波纹状金属箔材210与第一层波纹状金属箔材200的叠合处进行加压。
请参阅图6,冲头130朝向箔材支撑台170运动,对第二层波纹状金属箔材210与第一层波纹状金属箔材200的叠合处进行加压,使得第一层波纹状金属箔材200与第二层波纹状金属箔材210更充分牢固地胶结在一起。
步骤S205,成形第三层波纹状金属箔材220。采用与第二层波纹状金属箔材210同样的方法成形第三层波纹状金属箔材220。
步骤S206,对第二层波纹状金属箔材210的表面进行涂胶。
请参阅图7,对第二层波纹状金属箔材210与第一层波纹状金属箔材200的叠合处进行加压结束后,两排送料插针140分别退回、动作到指定位置。箔材支撑台170带动第一层波纹状金属箔材200与第二层波纹状金属箔材210整体下移到指定位置。支撑插针150插入第一层波纹状金属箔材200与第二层波纹状金属箔材210之间,并且支撑插针150另一端搭接在插针支撑件160上面,凹印辊180通过滚动在第二层波纹状金属箔材210表面进行涂胶。
步骤S207,将第三层波纹状金属箔材220重叠在该第二层波纹状金属箔材210上,形成两层的蜂窝芯。
请参阅图8,采用成型装置110,成形第三层波纹状金属箔材220。送料插针140运动到箔材支撑台170初始位置,送料装置120将第三层波纹状金属箔材220输送至送料插针140上,送料插针140带动第三层波纹状金属箔材220运动到指定位置,使第三层波纹状金属箔材220与第二层波纹状金属箔材210叠合起来,形成两层的蜂窝芯。
步骤S208,对第三层波纹状金属箔材220与第二层波纹状金属箔材210的叠合处进行加压。
请参阅图9,冲头130朝向箔材支撑台170运动,对第三层波纹状金属箔材220与第二层波纹状金属箔材210的叠合处进行加压,第三层波纹状金属箔材220与第二层波纹状金属箔材210更充分牢固地胶结在一起。冲压结束后,支撑插针150退回,两排送料插针140分别动作到指定位置。
步骤S209,重复上述步骤S205~S208N次,形成多层的蜂窝芯。
可以根据需求确定N的值,N为零或正整数。
步骤S210,对多层的蜂窝芯进行加压加热使胶固化,切割裁剪蜂窝芯的边缘不整齐部分,得到所需蜂窝芯块。
请参阅附图10,用热压罐对叠合后的多层的蜂窝芯进行加压加热使胶黏剂固化,通过线切割裁剪边缘不整齐部分,得到所需高强度高性能蜂窝芯块。
可以理解,波纹状金属箔材不限于由于多个等腰梯形单元连接形成,也可由多个其它形状单元连接而成,例如U形单元、V形单元、半圆形单元、半椭圆形单元、矩形单元等。
可以理解,第一层波纹状金属箔材210、第二层波纹状金属箔材220及第三层波纹状金属箔材220也可事先成形完成后,再进行上述S202~S204,S206~S210步骤。
上述金属蜂窝制造设备100及其制造方法,可实现金属蜂窝加工的自动化,提高生产效率,同时,所生产的金属蜂窝由两层相同的波纹状金属箔材叠加形成,具有较好的一致性,从而提高金属蜂窝的性能。因此,上述金属蜂窝制造设备100及其制造方法生产效率较高、且所制造的金属蜂窝一致性较好。
上述金属蜂窝制造设备100及其制造方法能够生产高强度、大密度的金属蜂窝,从而扩展金属蜂窝的应用范围。并且,采用上述金属蜂窝制造设备及其制造方法所生产的高强度高性能金属蜂窝可以应用在航空航天轻量化金属蜂窝板、高速列车及城轨列车金属蜂窝吸能器领域。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
金属蜂窝制造设备及制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0