

IPC分类号 : B65B43/26I,B65B43/00I,B65B5/00I,B65B51/06I,B65B65/00I,B65B61/26I,B65B61/28I



![N-[(二氢苯并呋喃-7-氧基)烷基]-2-芳氧基酰胺衍生物](https://www.zhichawang.com/youzhi22/CN107382980B/CN107382980B.jpg)
专利摘要
一种针对胶带式纸箱的低廉高效成型包装机,包括传输装置、纸箱成型装置、物品推送装置、撕胶带装置和电控系统,将待包装物品一件一件地运送到传输装置处,把纸箱板运输到纸箱成型装置处,待纸箱成型装置把纸箱撑开成型后,物品推送装置把待包装物品推送到纸箱内后立即返回,然后进行纸箱成型装置的二次撑开动作向后进行二次移动对后侧箱进行封合,在侧箱封合滑块的驱动下对前侧箱进行封合后原路返回,由上折合组件进行上纸箱的封合,撕胶带装置启动,通过并联的舵机夹持并撕掉箱子上自带的胶皮,然后利用下折合组件进行下纸箱的封合,封合压实后由输送装置送出工作区域,纸箱封箱完成,贴上标签送入快递车中。
权利要求
1.一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:包括,
传输装置(1),具有纸箱选取工位,用于将纸箱板从纸箱选取工位送至纸箱成型工位;
纸箱成型装置(2),具有设置在传输装置(1)传输路线上的箱体成型工位,包括设置在箱体成型工位的二弯三折杆(201)和对成型箱体进行限位的限位板(202),二弯三折杆(201)在箱体成型工位将纸箱板箱体成型和在封箱合门工位压紧成型箱体,二弯三折杆(201)由第一直杆段(201-1)、第二直杆段(201-2)和第三直杆段(201-3)依次连接组成,第一直杆段(201-1)的一端与转动装置连接,第一直杆段(201-1)和第二直杆段(201-2)之间的夹角大于180°,第二直杆段(201-2)和第三直杆段(201-3)之间的夹角为90°,限位板(202)由动力机构驱动在箱体成型工位和封箱合门工位间往复移动;
物品推送装置(3),具有对应箱体成型工位设置的物品推送工位,将物品由物品推送工位推入成型箱体内;
撕胶带装置(4),设置封箱合门工位的两侧,包括用于夹紧箱体胶带的夹持机构(401)和带动夹持机构(401)转动上提或下落的动力机构(402);
封箱合门装置(5),具有封箱合门工位,在封箱合门工位的上下侧分别设有对成型纸箱的上、下翼板进行折合的上、下折合组件(501),在封箱合门工位的前后侧分别设有与箱体宽度一致呈“凵”字形的折弯板(502)和对成型箱体的侧翼进行折合的侧折合组件(503);
电控系统,对传输装置(1)的传输动作、纸箱成型装置(2)的成型动作、物品推送装置(3)的推送动作、撕胶带装置(4)的撕胶带动作以及封箱合门装置(5)的封箱动作进行控制。
2.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:传输装置包括下方开口的纸箱堆叠箱(101)和设置在纸箱堆叠箱(101)下方的同步带(102),同步带(102)与纸箱堆叠箱(101)的下方开口之间的间隙大于一个纸箱板的厚度并小于两个纸箱板的厚度,在同步带(102)上设有一个限位板(202),限位板(202)的高度大于一个纸箱板的厚度小于间隙的高度。
3.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:物品推送装置包括步进电机A(301)、丝杠光轴A(302)、推杆(303)和簸箕形推板(304),步进电机A(301)与丝杠光轴A(302)连接,在丝杠光轴A(302)上设有与簸箕形推板(304)连接的推杆(303),推杆(303)与丝杠光轴A(302)相配合,随步进电机A(301)的转动在丝杠光轴A(302)上移动。
4.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:夹持机构(401)包括与上夹板(401-1)固定连接的齿轮A(401-3)和与下夹板(401-2)固定连接的齿轮B(401-4),上夹板(401-1)和下夹板(401-2)呈上下对应设置,齿轮A(401-3)和齿轮B(401-4)相啮合,齿轮A(401-3)或齿轮B(401-4)与电机连接。
5.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:上、下折合组件(501)包括推杆电机(501-1)、梯形架(501-2)和多个滚轮(501-3),推杆电机(501-1)与梯形架(501-2)连接推动梯形架(501-2)垂直上下移动,在梯形架(501-2)的两侧分别设有至少一个滚轮(501-3),两侧的滚轮(501-3)的内侧表面之间的距离与箱体的宽度一致。
6.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:侧折合组件(503)包括丝杠光轴B(503-1)、步进电机B(503-2)、侧箱封合滑块(503-3)和压条(503-4),压条(503-4)设有两个,两个压条(503-4)之间的间距与箱体的宽度一致,并分别设置在箱体的两侧,每个压条(503-4)固定在一个侧箱封合滑块(503-3)上,每个侧箱封合滑块(503-3)设置在丝杠光轴B(503-1)和步进电机B(503-2)组成的前后移动机构上。
7.如权利要求1所述的一种针对胶带式纸箱的低廉高效成型包装机,其特征在于:压条(503-4)的前端向外侧弯折。
说明书
技术领域
本实用新型涉及自动化包装机械,具体说的是一种针对胶带式纸箱的低廉高效成型包装机。
背景技术
随着中国经济的迅速发展,电商的发展将会是整个中国整个世界经济新的发展趋势,21世纪将进入电子商务时代,随之发展的是快递行业,物品的投送通过快递的形式送到买家手中,所有的物品都需要包装,物品包装成为快递行业中一个重要的环节。
因为快递业持续发展,现在很多商家每天的快递发货量达到了几千件甚至上万件,而在快递纸箱的包装过程中,大部分还是由手工进行,快递包装机是包装机械的一种,产品包装是进入市场前必不可少的过程,快递包装机就是实现这一过程的机械,也是解放手工包装与提高包装效率的重要设备。传统的快递包装浪费了大量的人力物力,而且对工人的手也造成了不可逆的伤害。国外的大型包装机械因其占地大、造价高、不利于小型买家使用。我国目前生产的包装机械产品稳定性和可靠性差,造型相对落后,外观较粗糙、基础件和配套件寿命短、无故障行时间短、大修周期短,技术更新速度慢,质量并不过关。
实用新型内容
为解决上述技术问题,本实用新型提供一种针对胶带式纸箱的低廉高效成型包装机,组成部件较少,设计小巧,空间利用率高,能够极大的利用有限工作空间,实现高效生产。
为实现上述技术目的,所采用的技术方案是:一种针对胶带式纸箱的低廉高效成型包装机,包括:
传输装置,具有纸箱选取工位,用于将纸箱板从纸箱选取工位送至纸箱成型工位;纸箱成型装置,具有设置在传输装置传输路线上的箱体成型工位,包括设置在箱体成型工位的二弯三折杆和对成型箱体进行限位的限位板,二弯三折杆在箱体成型工位将纸箱板箱体成型和在封箱合门工位压紧成型箱体,二弯三折杆由第一直杆段、第二直杆段和第三直杆段依次连接组成,第一直杆段的一端与转动装置连接,第一直杆段和第二直杆段之间的夹角大于180°,第二直杆段和第三直杆段之间的夹角为90°,限位板由动力机构驱动在箱体成型工位和封箱合门工位间往复移动;
物品推送装置,具有对应箱体成型工位设置的物品推送工位,将物品由物品推送工位推入成型箱体内;
撕胶带装置,设置封箱合门工位的两侧,包括用于夹紧箱体胶带的夹持机构和带动夹持机构转动上提或下落的动力机构;
封箱合门装置,具有封箱合门工位,在封箱合门工位的上下侧分别设有对成型纸箱的上、下翼板进行折合的上、下折合组件,在封箱合门工位的前后侧分别设有与箱体宽度一致呈“凵”字形的折弯板和对成型箱体的侧翼进行折合的侧折合组件;
电控系统,对传输装置的传输动作、纸箱成型装置的成型动作、物品推送装置的推送动作、撕胶带装置的撕胶带动作以及封箱合门装置的封箱动作进行控制。
传输装置包括下方开口的纸箱堆叠箱和设置在纸箱堆叠箱下方的同步带,同步带与纸箱堆叠箱的下方开口之间的间隙大于一个纸箱板的厚度并小于两个纸箱板的厚度,在同步带上设有一个限位板,限位板的高度大于一个纸箱板的厚度小于间隙的高度。
物品推送装置包括步进电机A、丝杠光轴A、推杆和簸箕形推板,步进电机A与丝杠光轴A连接,在丝杠光轴A上设有与簸箕形推板连接的推杆,推杆与丝杠光轴A相配合,随步进电机A的转动在丝杠光轴A上移动。
夹持机构包括与上夹板固定连接的齿轮A和与下夹板固定连接的齿轮B,上夹板和下夹板呈上下对应设置,齿轮A和齿轮B相啮合,齿轮A或齿轮B与电机连接。
上、下折合组件包括推杆电机、梯形架和多个滚轮,推杆电机与梯形架连接推动梯形架垂直上下移动,在梯形架的两侧分别设有至少一个滚轮,两侧的滚轮的内侧表面之间的距离与箱体的宽度一致。
侧折合组件包括丝杠光轴B、步进电机B、侧箱封合滑块和压条,压条设有两个,两个压条之间的间距与箱体的宽度一致,并分别设置在箱体的两侧,每个压条固定在一个侧箱封合滑块上,每个侧箱封合滑块设置在丝杠光轴B和步进电机B组成的前后移动机构上。
压条的前端向外侧弯折。
本实用新型有益效果是:
1、封装机包含纸箱选择、纸箱成型、物品推送、撕胶带、封箱五部分,均采用自动化循环作用。机构设计新颖,结构紧凑小巧,能够一人控制,可适用于中小型企业以及各地的快递网点。机器机构简单,安装快捷,一体化工作操作简单易学。
2、采用同步带与纸箱堆叠箱组合传送纸箱板的形式,可以节省空间,在对纸箱板进行传输的同时,可单个的机械选择纸箱板传送,经过同步带循环重复的对纸箱板进行传递。
3、夹持机械采用相啮合的齿轮带动上夹板与下夹板运动实现打开与关闭,将夹取的形式从夹紧力转换成转动的力,能更好的节省空间以及能方便的进行控制。
4、上、下折合组件采用滚轮作为折合推动的主要部件,可以防止折合翼板时对箱体造成损伤,也可根据需要增加滚轮个数,或者根据箱体大小不同选择不同尺寸的梯形架。
5、纸箱成型装置性能稳定,推动箱体的同时,将箱体撑开,步骤简单实用,结构新颖,一级功能撑开箱体,二级功能压紧箱体,适用于多尺寸的箱体开撑,机械结构简单,节约成本。
附图说明
图1为本实用新型的立体结构示意图;
图2为本实用新型的主视结构示意图;
图3为本实用新型的右视结构示意图;
图4为本实用新型的传输装置的结构示意图;
图5为本实用新型的传输装置的工作流程图;
图6为本实用新型的纸箱成型装置的结构示意图;
图7为本实用新型的物品推送装置的结构示意图;
图8为本实用新型的物品推送装置的使用状态示意图;
图9为本实用新型的撕胶带装置的结构示意图;
图10本实用新型的上、下折合组件的结构示意图;
图11为本实用新型的上、下折合组件的上折合组件使用状态示意图;
图12为本实用新型的上、下折合组件的下折合组件使用状态示意图;
图13为本实用新型的侧折合组件的结构示意图;
图14为本实用新型的侧折合组件的使用状态示意图;
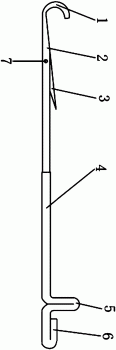
图15为本实用新型的二弯三折杆的结构示意图;
图16为本实用新型的箱体撑开过程图;
图中:1、传输装置,2、纸箱成型装置,3、物品推送装置,4、撕胶带装置,5、封箱合门装置,6、纸箱,7、纸箱板,101、纸箱堆叠箱,102、同步带,201、二弯三折杆,202、限位板,203、舵机,301、步进电机A,302、丝杠光轴A, 303、推杆,304、簸箕形推板,401、夹持机构,402、动力机构,501、上、下折合组件,502、折弯板,503、侧折合组件,101-1、限位块,201-1、第一直杆段,201-2、第二直杆段,201-3、第三直杆段,401-1、上夹板,401-2、下夹板, 401-3、齿轮A,401-4、齿轮B,501-1、推杆电机,501-2、梯形架,501-3、滚轮,503-1、丝杠光轴B,503-2、步进电机B,503-3、侧箱封合滑块,503-4、压条。
具体实施方式
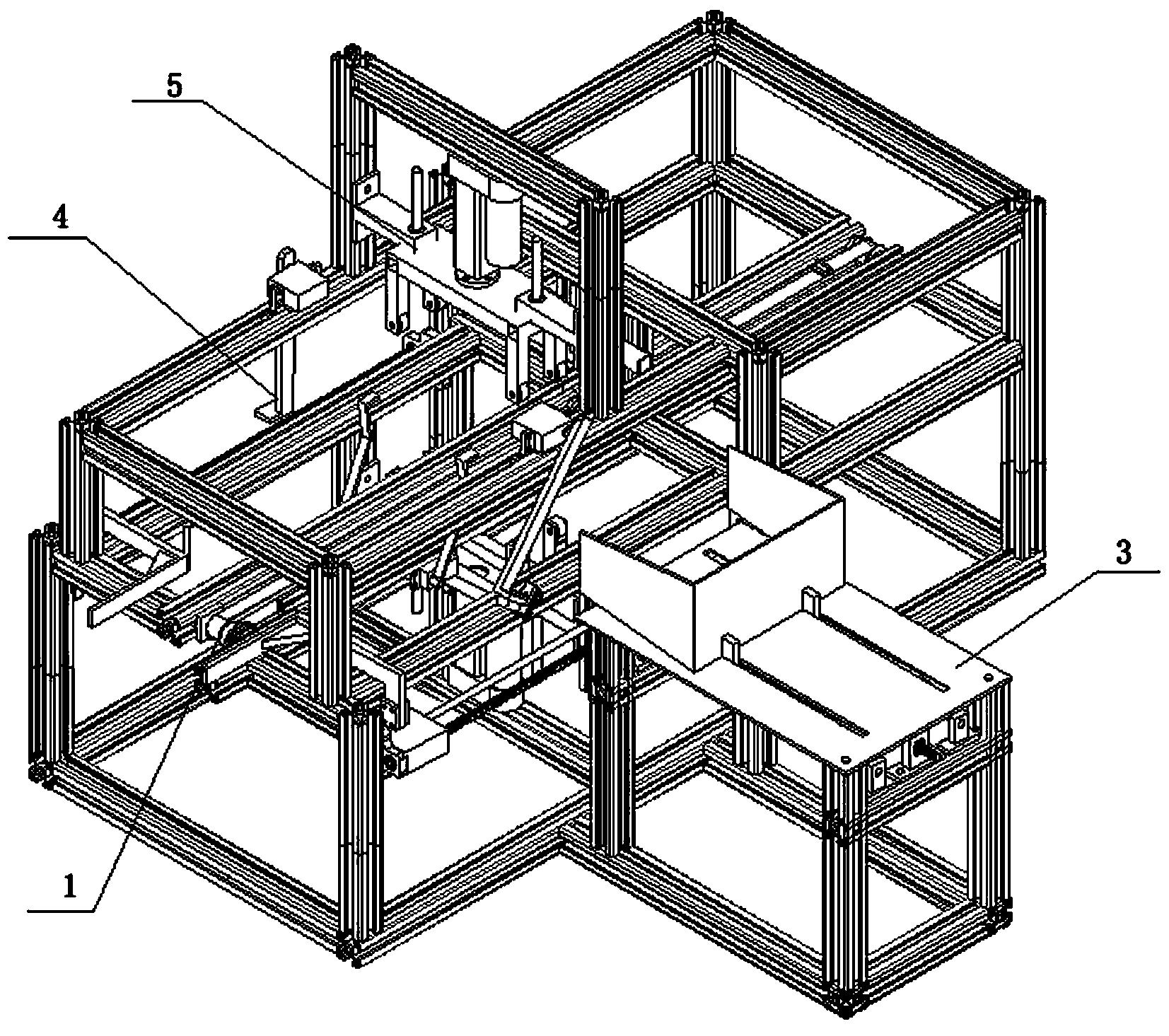
如图1、图2图3所示,一种针对胶带式纸箱的低廉高效成型包装机,包括传输装置1、纸箱成型装置2、物品推送装置3、撕胶带装置4和电控系统,将待包装物品一件一件地运送到传输装置处,把纸箱板运输到纸箱成型装置处,待纸箱成型装置把纸箱撑开成型后,物品推送装置把待包装物品推送到纸箱内后立即返回,然后进行纸箱成型装置的二次撑开动作向后进行二次移动对后侧箱进行封合,在侧箱封合滑块的驱动下对前侧箱进行封合后原路返回,由上折合组件进行上纸箱的封合,撕胶带装置启动,通过并联的舵机夹持并撕掉箱子上自带的胶皮,然后利用下折合组件进行下纸箱的封合,封合压实后由输送装置送出工作区域,纸箱封箱完成,贴上标签送入快递车中。
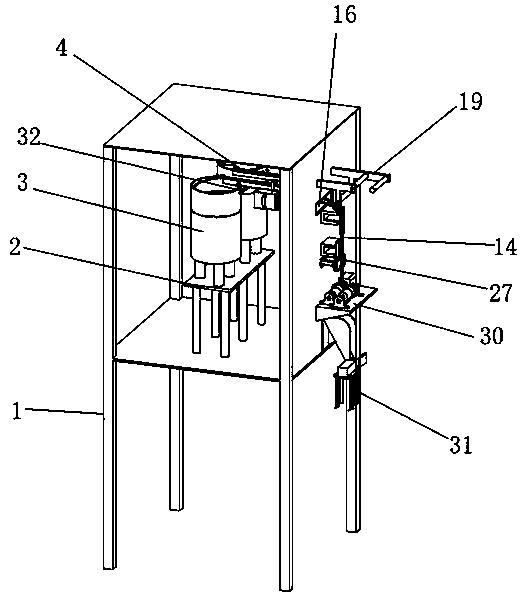
如图4所示,传输装置1具有纸箱选取工位,用于将纸箱板从纸箱选取工位送至纸箱成型工位;可将放置完物品封装完成的纸箱输送出去,由电控系统控制其运动时间,停止时间,可根据需要进行调节。
纸箱选取工位:其中,纸箱选取工位设于放置纸板的底板,在底板设有能够将纸板由放纸工位推送到纸箱成型工位和物品推送工位的传送工位。
如图5所示,传输装置包括下方开口的纸箱堆叠箱101和设置在纸箱堆叠箱101下方的同步带102,同步带102与纸箱堆叠箱101的下方开口之间的间隙大于一个纸箱板的厚度并小于两个纸箱板的厚度,在同步带102上设有一个限位板202,限位板202的高度大于一个纸箱板的厚度小于间隙的高度,在保证不影响纸箱推送的情况下不会被纸箱堆叠箱101挡住。
箱子采用外置层状堆叠式的储存方式摆放在包装机外的纸箱堆叠箱101 内,纸箱堆叠箱101可由限位块两侧限位或单侧限位101-1组成,使纸箱与同步带相等高接触,同时能够周期性递送纸箱,保持机械的高效性。选取纸箱时,传输机构装置上减速电机工作,带动同步带匀速转动,而同步带上的限位板202 卡住最下层纸箱完成纸箱选取任务,限位板202限制一个纸箱的通过,同步带每旋转完整一周期实现选取纸箱板一次。所以根据不同大小物品,只需通过纸箱堆叠箱101两侧限位板的间距,便可实现多规格尺寸物品的包装任务。
如图6所示,纸箱成型装置2,具有设置在传输装置1传输路线上的箱体成型工位,包括设置在箱体成型工位的二弯三折杆201和对成型箱体进行限位的限位板202。
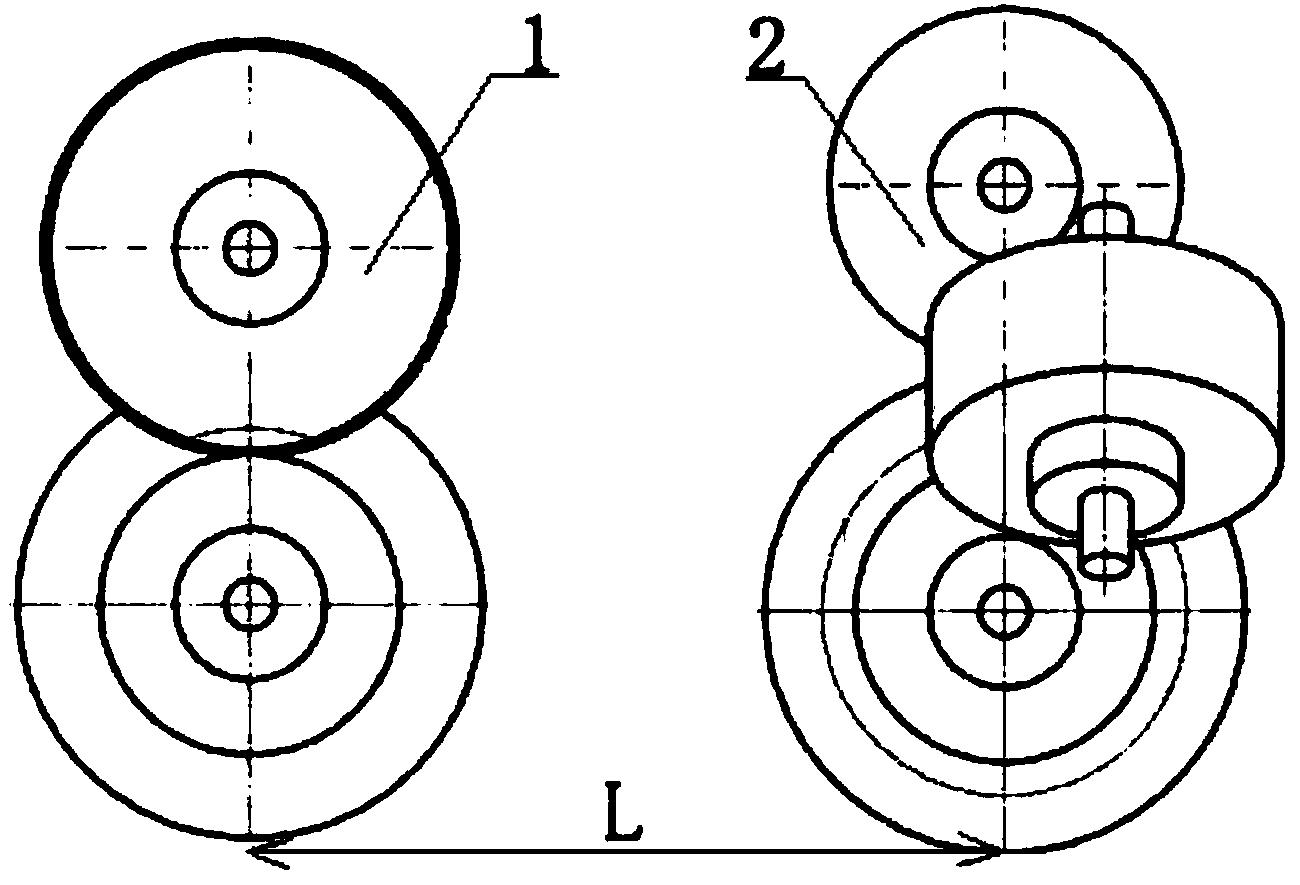
如图15、图16所示,纸箱成型装置,设有放置箱体的架子,架子上设有用于纸箱成型装置移动与转动的开槽,箱体在未打开时中部为框形结构,两侧为具有翼板的开口,该装置还包括设置在箱体两侧的由水平移动装置连接的限位板和二弯三折杆,二弯三折杆由第一直杆段、第二直杆段和第三直杆段依次连接组成,第一直杆段的一端与转动装置(舵机203)连接,第一直杆段和第二直杆段之间的夹角大于180°,第二直杆段和第三直杆段之间的夹角为90°。二弯三折杆推动的是箱体的框形部分,将折叠的箱体纸板中部框推起,实现撑箱功能,当转动装置带着二弯三折杆转动至第二直杆段垂直于水平面时,此时,第一直杆段与限位板之间的间距与箱体的长度相等,再次转动转动装置,水平移动装置向一侧带动限位板运动到一定位置,此时第二直杆段与限位板之间的间距与箱体的长度相等,第三直杆段与平板之间的间距与箱体的高度相等。
第一直杆段、第二直杆段和第三直杆段与箱体的接触面为平面,方便与箱体的接触,实现限位与压紧。
二级撑箱机构采用先进稳定系统,二段折叠箱体,推动箱体的同时,将箱体撑开,步骤简单实用,材料为耐磨钢,使用时间长稳定性不减。和现在市面上的一级撑箱杆相比,我们具有多种功能:1、第一次撑开箱子。2、二次撑箱及压紧纸箱。3、可与其它包箱装置相结合,而不只是单一的撑开的撑开纸箱,例如压紧后进行封箱、箱内送物等。
二弯三折杆第一个折弯处的角度可以根据设计的包装机的尺寸大小来确定,第一直杆段的高度要高于设计范围内的箱体的高度,具有一定的灵活性,第二个折弯处的角度为90°用来二次压箱,压住箱子的上箱面与侧箱面。第一阶段作为一级撑开装置,与箱子的侧面相结合。第二阶段作为二级撑开装置,与箱子的侧面接合,第三段限位板与二弯三折杆配合,与箱体的上箱面贴合。只要设计尺寸合理,适合各种尺寸、各种种类物品的包装机构,满足快递包装过程的物品种类多杂、尺寸不确定性等情况。和市面上吸盘撑箱比起来成本小了很多,易于普通的快递店接受。
当纸箱板被推送到指定位置时,舵机开始工作立体臂开始旋转,最终与水平面成90度角固定,立体臂在旋转的过程中始终与纸箱壁贴合,随着角度的变化纸箱板在逐步撑开,力是一个逐渐变小的过程。当力F作用在箱体上时,由于力的传递性,纸箱会受到一个与箱壁平行并指向舵机的摩擦力,立体臂的斜面为相对光滑斜面,摩擦系数μ相对较小。BC段为纸箱的短门,长度100mm,C 点的总反力FR21在F21与Ff21之间靠近F21,在F的推送作用下,B点受到一逆时针方向力偶,形成转动副,发生相对转动,力偶为M,M理论=FR21×BC×sinβ。
C点力的方向发生了如图所示的改变,此时总反力的方向突然发生了改变。由于FR21与BC段之间的夹角突然减小,正压力F21增大,所以此时Ff21的大小不能忽略,但C点的总反力FR21依然在F21与Ff21之间靠近F21,所以从运动学分析,纸箱板依然可以在运动过程中立体折叠成型。只是电机的功率会增加来克服增大了的摩擦力做的功。在之后的运动中,纸箱板上表面与立体臂所成的夹角θ会变小,纸箱板会稳定的沿着CE段滑升,直到纸箱上表面到达E点。
同样,C点的力沿DC段传递到D点,AD段受到一个相对以A为转动中心的逆时针力偶M。表面到达E点时,上表面会正好与立体臂的EI段表面接触,此时的β角为90°,纸箱完成立体成型。CH平行于纸箱上表面。如图2 所示,此时舵机继续运转至CE平行与BC,EI与BC垂直,在运动的过程中控制限位块通过设置在水平移动装置上,会接受到主控的命令使其能够移动到指定位置,即在撑起后,同时启动限位块与转动装置,使箱体在向左以速度V移动的同时,二弯三折杆的第三直杆段压紧在箱体的顶面上,第二直杆段压紧在箱体的侧面上。
纸箱成型工位:所述的纸箱成型工位包括两个二弯三折杆,两个舵机、限位板、折弯板、两个步进电机B、两个侧箱封合滑块、丝杠光轴A、压条等,纸箱成型工位在舵机驱动的二弯三折杆的作用下将纸箱由对角线折叠,同时由二弯三折杆的角度限制使箱体90度垂直设置,撑开后紧接着物品推送装置工作,纸箱撑开以后紧跟着二弯三折杆进行二次运动将纸箱向前运动一小段距离,使纸箱和折弯板刚好贴合并同时进行后侧箱的封合,后侧箱封合完毕以后,侧箱封合滑块在步进电机驱动的丝杠光轴带动的侧箱封合滑块的作用下进行侧箱的封合;侧箱封合完以后纸箱在同步带带动的限位板作用下回到第一次撑开的位置,纸箱成型装置到此结束。
如图7、图8所示,物品推送装置3,具有对应箱体成型工位设置的物品推送工位,将物品由物品推送工位推入成型箱体内。
物品推送装置包括步进电机A301、丝杠光轴A302、推杆303和簸箕形推板304,步进电机A301与丝杠光轴A302连接,在丝杠光轴A302上设有与簸箕形推板304连接的推杆303,推杆303与丝杠光轴A302相配合,随步进电机A301 的转动在丝杠光轴A302上移动。纸箱成型后物品推送装置会将物品缓缓的推入纸箱内,待到达准确位置后复位,等待下一个纸箱,如此有序往复工作,完成物品的推送工作,装有物品的纸箱则被同步带传送到下一个环节。
使用步进电机A带动丝杠(丝杠运动时比链条的噪声小,比带传动的稳定),在步进电机A的驱动下具有平稳、高效、运动准确、易于控制的特点。在主控制 (单片机)未接受到信号时,即第一碰撞开关与第二碰撞开关均未被触发的情况下,步进电机处于断电状态,物品不被推送包装。第一碰撞开关与第二碰撞开关设置在光轴上,当人为启动全自动快递包装机(绿色按钮被按下),电机启动推送物品向前移动进入包装箱内,推杆直到碰撞到第二个碰撞开关,物品停止前进而停留在包装箱腔内,电机反转复位,推杆回碰到第一个碰撞开关后停止,准备推送下一物品,形成往复循环运动,提高了效率。并且步进电机的调速属于无级调速,可以很好的协调其他运动机构。也可通过单片机设置步进电机A的启动时间、正转时间和反转时间,实现物品的送入与装置的回退。
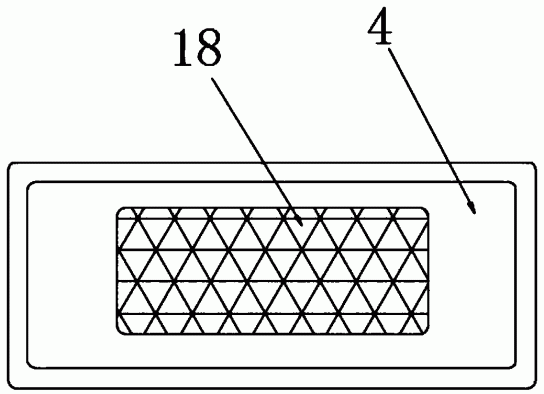
如图9所示,撕胶带装置4,设置封箱合门工位的两侧,包括用于夹紧箱体胶带的夹持机构401和带动夹持机构401转动上提或下落的动力机构402。
夹持机构401包括与上夹板401-1固定连接的齿轮A401-3和与下夹板 401-2固定连接的齿轮B401-4,上夹板401-1和下夹板401-2呈上下对应设置,齿轮A401-3和齿轮B401-4相啮合,齿轮A401-3或齿轮B401-4与电机连接。
装有物品的纸箱到达合门工位后,齿轮啮合夹持装置随梯形条转动,当夹持机构到达纸箱下页边缘时,上夹板和下夹板相对表面的两片电极相贴后,会将此信号传递给主控制芯片,代表已经夹紧,芯片将信号传递给动力机构,动力机构(梯形条加舵机)通过带动齿轮啮合使夹持装置的主夹持平面夹住双面胶带伸出部分,带动梯形条转动的舵机将带动梯形条转动135度,胶带也随之被掀起、撕掉,梯形条随后跟随舵机旋转-135度回到原位,完成一个工作循环。
如图10、图13所示,封箱合门装置5,具有封箱合门工位,在封箱合门工位的上下侧分别设有对成型纸箱的上、下翼板进行折合的上、下折合组件501,在封箱合门工位的前后侧分别设有与箱体宽度一致呈“凵”字形的折弯板502 和对成型箱体的侧翼进行折合的侧折合组件503。
上、下折合组件501包括推杆电机501-1、梯形架501-2和多个滚轮501-3,推杆电机501-1与梯形架501-2连接推动梯形架501-2垂直上下移动,在梯形架 501-2的两侧分别设有至少一个滚轮501-3,两侧的滚轮501-3的内侧表面之间的距离与箱体的宽度一致。
侧折合组件503包括丝杠光轴B503-1、步进电机B503-2、侧箱封合滑块 503-3和压条503-4,压条503-4设有两个,两个压条503-4之间的间距与箱体的宽度一致,并分别设置在箱体的两侧,每个压条503-4固定在一个侧箱封合滑块 503-3上,每个侧箱封合滑块503-3设置在丝杠光轴B503-1和步进电机B503-2 组成的前后移动机构上。
压条503-4的前端向外侧弯折。
如图11、图12、图13、图14所示,封箱合门工位中一对四角滚轮装置为上、下折合组件和侧折合组件,上折合组件和下折合组件相结合,完成纸箱上下翼板折边封装。当箱体运动到封箱合门装置时,此时的纸箱状态是撑开的,如图 10、图11、图12,当箱体运动到此位置时步进电机B驱动侧箱封合滑块在丝杠光轴B上运动,从而带动其上的压条移动,在压条移动的过程中左右两侧折页同时向内收回与箱体箱壁呈90°,此时上边的四角滚轮装置在推杆电机驱动下下落,将纸箱上页缓缓下压,纸箱上页与箱壁的角度由180°逐渐减小,压条向外移出,上页与箱壁角度继续减小,当四角滚轮运动到距纸箱下底面约30~40mm 时停止,这时,撕胶带机构开始运动,在胶带撕下来以后,下边的四角滚轮以同样的原理将纸箱下页向上翻折,折到约150°~130°时,上边的四角滚轮收回,下边的滚轮继续向上运动,直到下页与上页紧紧粘合,从而完成一个纸箱的合口工作。此种折合方式不仅可以减少折页折合过程中纸箱所受的冲击,还可以限制纸箱移动的位置,平稳、高质量的完成折页折合。
封箱合门工位:作为纸箱包装机的核心,其折页折合效果直接影响包装质量。为了保证高效、可靠的折叠效果,本设计采用四角滚轮和梯形条作为折页折合的执行机构,由推杆电机驱动。物品被推送装置送入纸箱,然后通过撕胶带机构将双面胶撕下,通过同步带将装有物品的纸箱向前运送,在合门装置的辅助下有序的合上所有箱门,完成包装。
电控系统,对传输装置1的传输动作、纸箱成型装置2的成型动作、物品推送装置3的推送动作、撕胶带装置4的撕胶带动作以及封箱合门装置5的封箱动作进行控制。
电控系统以STM32F407VET6芯片为主体,通过电缆或电线与各电机、传感器、碰撞开关相连,通过芯片内写入的程序实现各电动的动作,可以在纸箱成型工位加入传感器,用于检测纸箱所在的位置,也可通过程序实现各时段内的传输变化。
一种针对胶带式纸箱的低廉高效成型包装机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0