







专利摘要
本发明公开了一种基于接触式测量的增减材复合加工坐标协同方法,通过接触式测量获取增材制造成型件的轮廓位置,修正增材制造工件坐标系,以使增材工艺坐标与切削减材工艺坐标协同。该方法操作方便、自动化程度高,符合机械制造工业智能化的发展趋势。
权利要求
1.一种基于接触式测量的增减材复合加工坐标协同方法,其特征在于,包括以下步骤:
1)建立增材制造工艺工件坐标系与切削减材工艺工件坐标系;以主轴刀柄接口下表面中心与回转工作台上表面中心重合时的主轴位置,建立切削减材工艺工件坐标系G57为
2)使用机床测头采用“十字对点法”采集圆环轮廓上四点坐标,计算中心点
中心点
A.迭代次数n=1时,以
B.迭代次数n=n时,
3)记修正后的新的增材制造工艺工件坐标系为
2.根据权利要求1所述的基于接触式测量的增减材复合加工坐标协同方法,其特征在于,
说明书
技术领域
本发明涉及属于增减材复合加工机床领域中,匹配增材工艺坐标系与减材坐标系的一种方法,通过接触式测量的方法协同增减材坐标。
背景技术
航空航天、轨道交通、汽车船舶、核物理技术的发展和增材制造技术的应用,对零件的轻量化、复杂程度、加工精度提出了更高的要求。增减材复合加工技术是通过将增材制造模块和切削加工模块集中在一个设备上,实现工件的原位增材制造和切削加工工序,充分发挥增材制造技术的复杂零件制造的可行性和切削加工的高精度优势。由于设备上的增材模块和切削加工模块分别属于两个部分,在对同一零件进行加工时容易造成减材切削加工坐标与增材制造坐标不匹配的的问题,导致切削加工的中的加工余量不均匀,既增大了刀具的磨损,更使得目标零件的尺寸精度不达标。
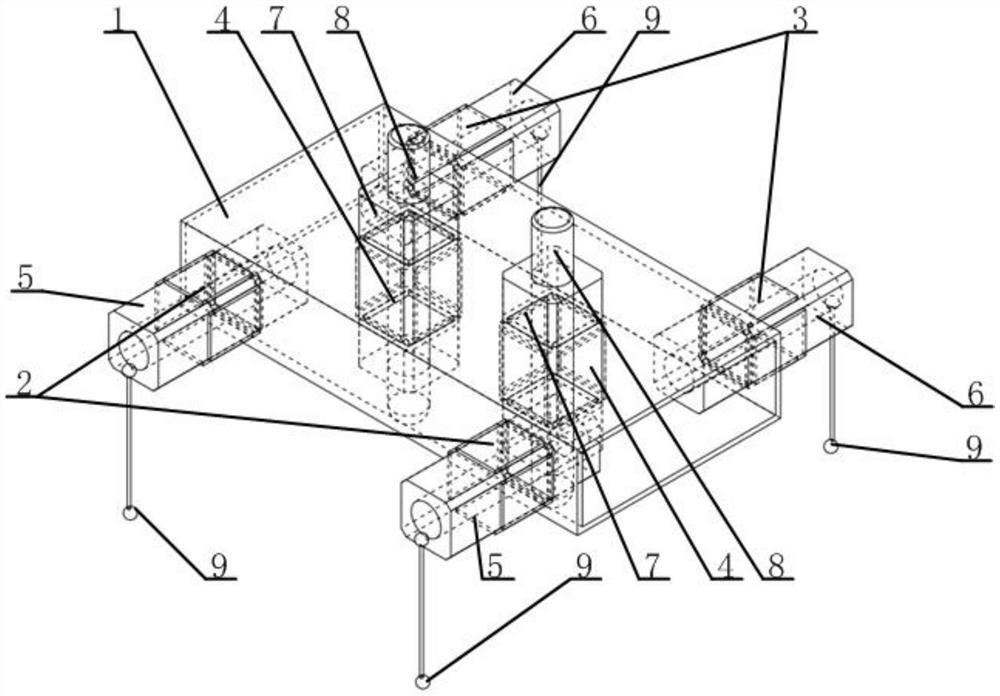
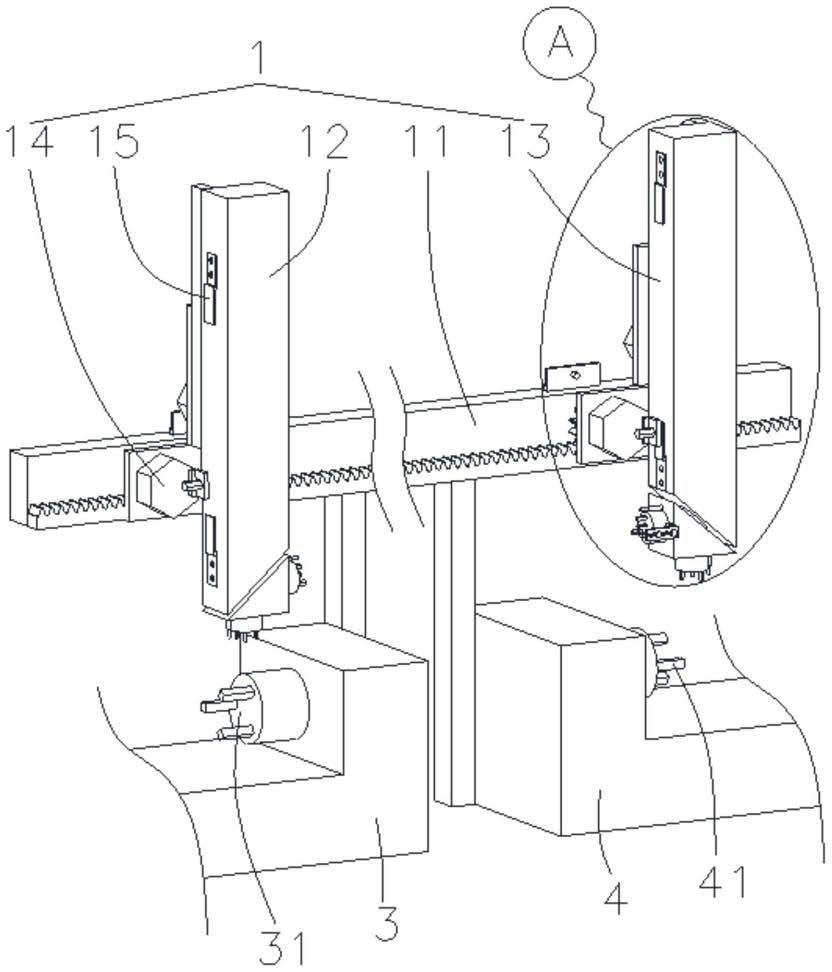
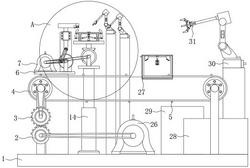
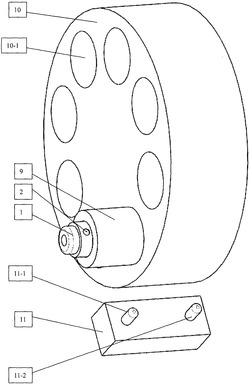
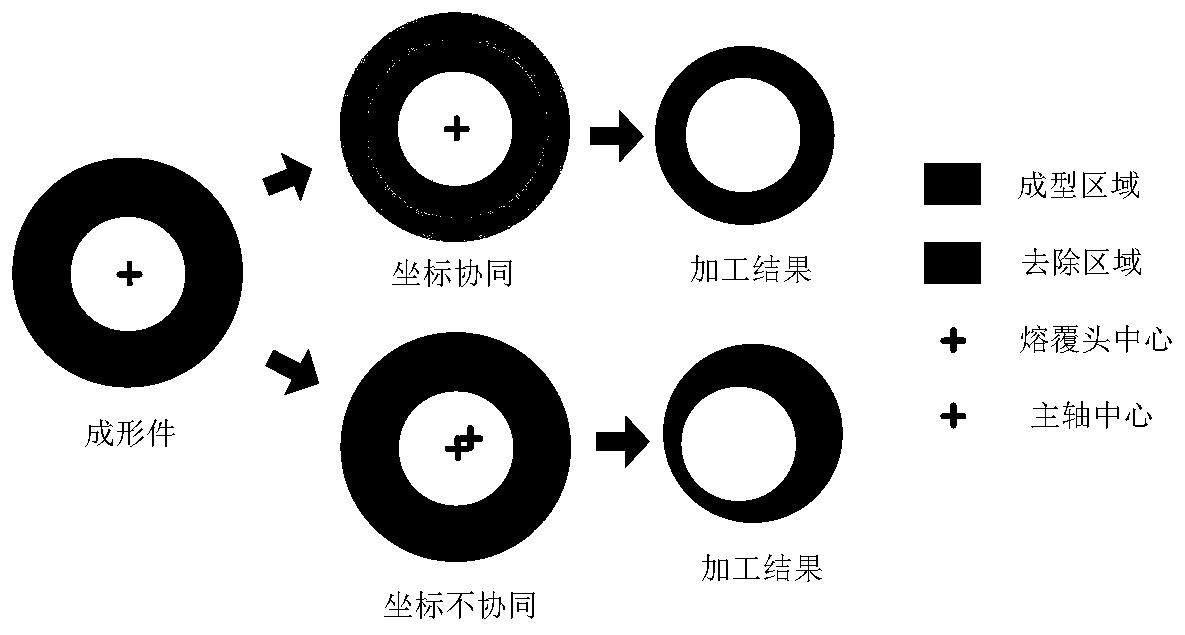
在增材制造的过程中,一方面,因增材模块中与机床主轴连接接口的设计制造与装配偏差,熔覆头激光束轴线和主轴轴线不重合(图1);另一方面,打印头喷嘴本身的制造与装配偏差,使得喷嘴下的粉束汇聚点与激光束轴线发生偏移,导致材料熔融沉积点的位置中心与激光束轴线有偏差,并且这一偏差会随着送粉量、载气流量、粉末种类及粉末状态等因素的变化而变化,从而带来增材制造成形点的位置坐标变化,而在针对某一具体零件的正常加工状态下,粉末熔融沉积点相对与主轴中心的位置是相对稳定的。增材制造工艺与减材加工工艺的坐标不协同会产生如图2所示的加工偏差。因此,发明一种解决增减材复合加工中增材工艺和减材工艺坐标不匹配问题的方法是非常有必要的。
增-减材工艺的坐标系协同性是增减材复合制造过程的关键问题之一,是实现增减材复合高精度制造的重要环节,提高增减材工艺的坐标协同精度能够更好地提高增减材复合制造的尺寸精度和加工表面质量。
发明内容
本发明旨在提供一种基于接触式测量的增减材复合加工坐标协同方法,通过接触式测量获取增材制造成型件的轮廓位置,修正增材制造工件坐标系,以使增材工艺坐标与切削减材工艺坐标协同。
为解决上述技术问题,本发明所采用的技术方案是:一种基于接触式测量的增减材复合加工坐标协同方法,包括以下步骤:
1)建立增材制造工艺工件坐标系与切削减材工艺工件坐标系;
2)使用机床测头采用“十字对点法”采集圆环轮廓上四点坐标,计算中心点Os(n-1)(Xs(n-1),Ys(n-1),Zs(n-1))、Osn(Xsn,Ysn,Zsn)坐标,比较两次坐标计算值的差值,若绝对值小于设定值,即 则整个测量过程结束,进入步骤3)进行坐标变换;否则,重复步骤2)进行下次迭代测量;
3)记修正后的新的增材制造工艺工件坐标系为G'56(X'a,Ya',Z'a),由 得: 修正后的增材制造工艺工件坐标系G'56(X'a,Ya',Z'a)与切削减材工艺工件坐标系协同。
以主轴刀柄接口下表面中心与回转工作台上表面中心重合时的主轴位置,建立切削减材工艺工件坐标系G57为G57(Xs,Ys,Zs),其中坐标系原点为G57(Xs,Ys,Zs),X轴、Y轴、Z轴的正方向与机床坐标系中X轴、Y轴、Z轴的正方向一致;以增材模块熔覆头上喷嘴的理论粉末粉斑中心与回转工作台上表面中心重合时的主轴位置,初步建立增材工艺工件坐标系G56为G56(Xa,Ya,Za),其中坐标系原点为G56(Xa,Ya,Za),X轴、Y轴、Z轴的正方向与机床坐标系中X轴、Y轴、Z轴的正方向一致。
中心点Os(n-1)(Xs(n-1),Ys(n-1),Zs(n-1))、Osn(Xsn,Ysn,Zsn)坐标的计算过程为:
1)迭代次数n=1时,以G57(Xs,Ys,Zs)为起始基准点, 计算中心点坐标
2)迭代次数n=n时, 计算中心点坐标 其中 为C、D点的第n次迭代X轴坐标值, 为A、B点的第n次迭代Y轴坐标值,Zsn为A、B、C、D点的第n次迭代Z轴坐标值; 分别为A、B点的第n次测量X轴坐标值, 分别为C、D点的第n次测量Y轴坐标值;其中A、B点的连线平行于机床X轴,C、D点的连线平行于机床Y轴。
本发明中,Δset=0.01mm。
与现有技术相比,本发明所具有的有益效果为:本发明通过接触式测量获取增材制造成型件的轮廓位置,修正增材制造工件坐标系,以使增材工艺坐标与切削减材工艺坐标协同。该方法操作方便、自动化程度高,符合机械制造工业智能化的发展趋势。
附图说明
图1为熔覆头中心与主轴轴线不重合现象;
图2为增减材坐标协同性;
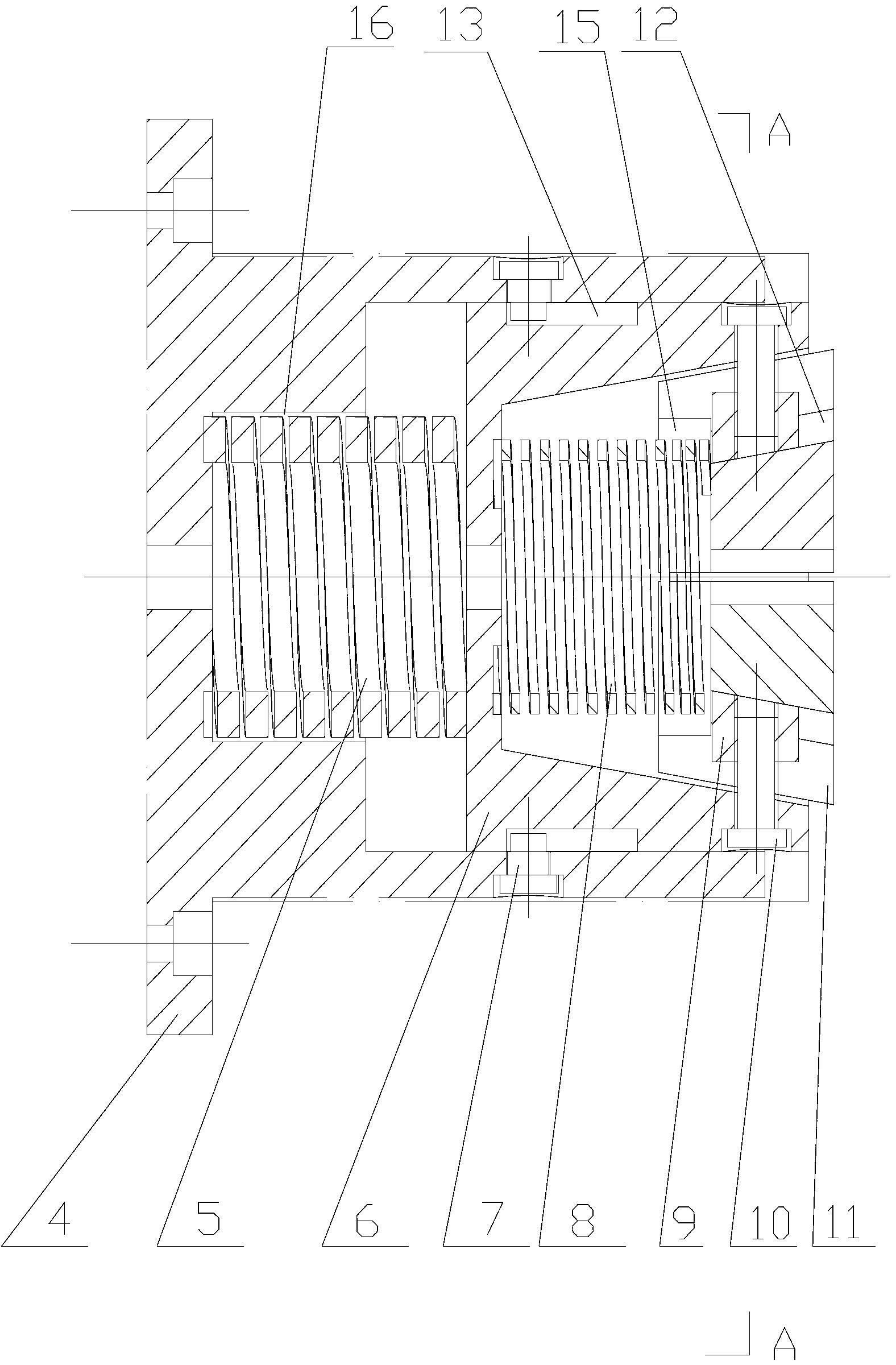
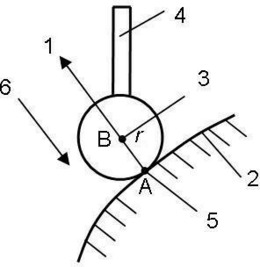
图3为十字对点法测量示意图。
具体实施方式
本发明主要是使用机床测头通过数控程序编制对初始增材工艺坐标系下打印的圆环工件进行外轮廓点机床坐标采集,通过几次迭代循环测量获得圆环中心点坐标Osn(Xsn,Ysn,Zsn),利用式(1),修正增材工艺坐标系并在机床内设定。具体坐标协同操作过程如下:
1.建立增材工艺工件坐标系与切削减材工艺工件坐标系。以主轴刀柄接口下表面中心与回转工作台上表面中心重合时的主轴位置,建立切削减材工艺工件坐标系G57为G57(Xs,Ys,Zs);以增材模块熔覆头上喷嘴的理论粉末粉斑中心与回转工作台上表面中心重合时的主轴位置,初步建立增材工艺工件坐标系G56为G56(Xa,Ya,Za)。
2.将增材模块熔覆头切换到机床主轴上,调整打印初始状态,在增材工艺工件坐标系G56(Xa,Ya,Za)下,打印一定高度的圆环试件。
3.将机床测头与数控机床进行安装和通讯连接,设定机床测头的刀具半径及长度补偿,运行增减材坐标协同数控程序,利用机床测头采用“十字对点法”测量圆环外轮廓点坐标。其中增减材坐标协同程序包含机床测头运动轨迹部分、测量迭代循环及判定部分、计算修正增材工艺坐标系及机床内修正后的增材工艺坐标系设定。
1)机床测头运动路径:机床测头采用“十字对点法”测量圆环外轮廓点坐标,如图2所示。圆环轮廓测量点A、B的连线平行于机床X轴,C、D的连线平行于机床Y轴。机床测头分别从圆环外侧向接近圆环的方向运动,接触圆环外轮廓时,程序记录存储当前点坐标,分别采集ABCD四点坐标。
2)迭代测量循环及判定部分:
①迭代次数n=1时,以G57(Xs,Ys,Zs)为起始基准点, 计算中心点坐标
②迭代次数n=n时, 计算中心点坐标
其中 为C、D点的第n次迭代X坐标值, 为A、B点的第n次迭代Y坐标值,Zsn为A、B、C、D点的第n次迭代Z坐标值; 分别为A、B点的第n次测量X坐标值, 分别为C、D点的第n次测量Y坐标值。
③若 则迭代测量结束,其中Δset的取值,根据测量误差按经验取为0.01mm。迭代过程是以上一次迭代循环中计算的轮廓中心点,作为下一次循环采集中“十字交叉线”的交叉点。如图3中,下一次循环中的CD点X坐标值与上次循环计算的轮廓中心点的X坐标是一致的;下一次循环中的AB点Y坐标值与上次循环计算的轮廓中心点的Y坐标是一致的;下一次循环中采集点平面比上次循环的平面高2,即Z坐标每次提升2。上述的数学描述即为2)中第一个等式。
3)修正增材工艺G56工件坐标系。因增减材复合加工中Z方向相对X、Y方向的加工敏感性相对较低,Z方向手动调整。记修正后的新的G56坐标系为G'56(X'a,Ya',Z'a),由 得, 修正后的G56增材工艺坐标系G'56(X'a,Ya',Z'a)与减材工艺G57坐标系协同,并将修正的G56工件坐标系通过代码直接存储在机床数控系统内。
基于接触式测量的增减材复合加工坐标协同方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0