









专利摘要
本公开提供了用于箱体结构加工的自动控制系统,包括控制器,其通过驱动机构分别与上模位置调节装置、送料装置、下模位置调节装置相连;所述上模位置调节装置与上模相连,下模位置调节装置与下模相连,所述上模位置调节装置和下模位置调节装置分别用于调整上模和下模的位置,使得上模与下模垂直相对设置;所述送料装置用于在控制器的控制作用下将钢板物料推送到下模上;所述控制器还与冲压机构相连,所述冲压机构与上模相连,所述冲压机构在控制器的控制作用下带动上模向下模做冲压运动直至冲压到预设距离。
权利要求
1.一种用于箱体结构加工的自动控制系统,其特征在于,包括:
控制器,其通过驱动机构分别与上模位置调节装置、送料装置、下模位置调节装置相连;所述上模位置调节装置与上模相连,下模位置调节装置与下模相连,所述上模位置调节装置和下模位置调节装置分别用于调整上模和下模的位置,使得上模与下模垂直相对设置;
所述送料装置用于在控制器的控制作用下将钢板物料推送到下模上;所述控制器还与冲压机构相连,所述冲压机构与上模相连,所述冲压机构在控制器的控制作用下带动上模向下模做冲压运动直至冲压到预设距离。
2.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述上模上设置有限位开关,所述限位开关与控制器相连。
3.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,上模位置调节装置包括第一板,所述第一板上设置有上模,所述第一板通过齿轮齿条与相应驱动机构相连。
4.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,下模位置调节装置包括第二板,所述第二板上可拆卸安装有下模,所述第二板通过滚珠丝杠与相应驱动机构相连。
5.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,送料装置包括物料台,物料台上设置有挡板,所述物料台上承载有钢板物料,物料台通过相应驱动机构将钢板物料推送至预设冲压位置。
6.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述冲压机构包括液压泵,所述液压泵与液压缸相连,所述液压缸的一端与上模位置调节装置相连,另一端与上模相连。
7.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述控制器还与显示器相连。
8.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述控制器还与上位机相连;
或所述控制器还与通讯接口相连。
9.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述控制器还与I/O信号接口相连;
或所述控制器还与模拟量信号输入接口相连。
10.如权利要求1所述的用于箱体结构加工的自动控制系统,其特征在于,所述驱动机构包括第一伺服电机,所述第一伺服电机与上模位置调节装置相连;
第二伺服电机,所述第二伺服电机与送料装置相连;
第三伺服电机,所述第三伺服电机与下模位置调节装置相连。
说明书
技术领域
本公开属于自动控制领域,尤其涉及一种用于箱体结构加工的自动控制系统。
背景技术
本部分的陈述仅仅是提供了与本公开相关的背景技术信息,不必然构成在先技术。
箱形桥式起重机是大型机械制造企业中一种重要的物流设备,普遍应用仓库、车间等场合,其技术状况直接影响着企业的物流速度生产效率,从而影响企业的经济效益。其中,箱型主梁是桥式起重机最主要的承重部分。所以快速高质量的生产工艺成为主梁制造企业的技术关键。
发明人发现,现在大多数起重机生产企业的生产工艺一直采用将钢板四面组装焊接,再根据起重机跨度规格将焊接好的短箱体分段焊接组成桥式起重机主梁。由于焊接工艺的特点,容易出现缺陷,焊接工艺不容易控制,生产效率低下,成本较高。
实用新型内容
为了解决上述问题,本公开提供一种用于箱体结构加工的自动控制系统,其可以一次将箱体加工成型三面,提高加工效率,节约了人工成本、电能消耗。
为了实现上述目的,本公开采用如下技术方案:
一种用于箱体结构加工的自动控制系统,包括:
控制器,其通过驱动机构分别与上模位置调节装置、送料装置、下模位置调节装置相连;所述上模位置调节装置与上模相连,下模位置调节装置与下模相连,所述上模位置调节装置和下模位置调节装置分别用于调整上模和下模的位置,使得上模与下模垂直相对设置;
所述送料装置用于在控制器的控制作用下将钢板物料推送到下模上;所述控制器还与冲压机构相连,所述冲压机构与上模相连,所述冲压机构在控制器的控制作用下带动上模向下模做冲压运动直至冲压到预设距离。
进一步地,所述上模上设置有限位开关,所述限位开关与控制器相连。
进一步地,上模位置调节装置包括第一板,所述第一板上设置有上模,所述第一板通过齿轮齿条与相应驱动机构相连。
进一步地,下模位置调节装置包括第二板,所述第二板上可拆卸安装有下模,所述第二板通过滚珠丝杠与相应驱动机构相连。
进一步地,送料装置包括物料台,物料台上设置有挡板,所述物料台上承载有钢板物料,物料台通过相应驱动机构将钢板物料推送至预设冲压位置。
进一步地,所述冲压机构包括液压泵,所述液压泵与液压缸相连,所述液压缸的一端与上模位置调节装置相连,另一端与上模相连。
进一步地,所述控制器还与显示器相连。
进一步地,所述控制器还与上位机相连;
或所述控制器还与通讯接口相连。
进一步地,所述控制器还与I/O信号接口相连。
进一步地,所述控制器还与模拟量信号输入接口相连。
进一步地,所述驱动机构包括第一伺服电机,所述第一伺服电机与上模位置调节装置相连;
第二伺服电机,所述第二伺服电机与送料装置相连;
第三伺服电机,所述第三伺服电机与下模位置调节装置相连。
体的加工。
本公开的有益效果是:
(1)本公开可以一次将箱体(例如:起重机主梁箱体)加工成型三面,改进了主梁分段成型再多次焊接拼装的工艺,改善了手工组装分段焊接带来的不便,提高了主梁箱体位公差精度,提高加工效率,节约了人工成本、电能消耗。
(2)本公开实现了对箱体结构加工设备的自动化控制,通过本控制系统可加工出长度较大的箱体,减少了大长度箱体结构件的拼接数量,从而减少了焊缝数量,增加了箱体结构的强度,同时也大大提高了生产效率;通过设置能够快速精确控制模具的位置并将物料推送到位,减轻了操作人员的工作强度,并保障工作人员在加工过程中的安全性。
附图说明
构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
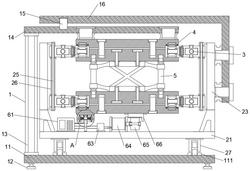
图1是本公开实施例提供的一种用于箱体结构加工的自动控制系统结构示意图。
具体实施方式
下面结合附图与实施例对本公开作进一步说明。
应该指出,以下详细说明都是例示性的,旨在对本公开提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本公开所属技术领域的普通技术人员通常理解的相同含义。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本公开的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
在本公开中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本公开各部件或元件结构关系而确定的关系词,并非特指本公开中任一部件或元件,不能理解为对本公开的限制。
本公开中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本公开中的具体含义,不能理解为对本公开的限制。
如图1所示,本实施例的一种用于箱体结构加工的自动控制系统,包括:
控制器,其通过驱动机构分别与上模位置调节装置、送料装置、下模位置调节装置相连;所述上模位置调节装置与上模相连,下模位置调节装置与下模相连,所述上模位置调节装置和下模位置调节装置分别用于调整上模和下模的位置,使得上模与下模垂直相对设置;
所述送料装置用于在控制器的控制作用下将钢板物料推送到下模上;所述控制器还与冲压机构相连,所述冲压机构与上模相连,所述冲压机构在控制器的控制作用下带动上模向下模做冲压运动直至冲压到预设距离。
作为一种实施例,上模位置调节装置包括第一板,所述第一板上设置有上模,所述第一板通过齿轮齿条与相应驱动机构相连。
相应驱动机构在控制器的控制下,驱动齿轮转动,齿条与第一板相连,齿轮带动齿条运动,进而带动第一板运动。
可以理解的,在其他的实施例中,上模位置调节装置也可采用滚珠丝杠其他现有结构来实现,本领域技术人员可以根据具体工况自行设置,在此不作详述。
作为一种实施例,下模位置调节装置包括第二板,所述第二板上可拆卸安装有下模,所述第二板通过滚珠丝杠与相应驱动机构相连。
相应驱动机构在控制器的控制下,驱动滚珠丝杠运动,滚珠丝杠与第二板相连,进而滚珠丝杠带动第二板运动。
可以理解的,在其他的实施例中,下模位置调节装置也可采用液压缸等其他现有结构来实现,本领域技术人员可以根据具体工况自行设置,在此不作详述。
作为一种实施例,送料装置包括挡板和物料台,所述括挡板和物料台通过相应驱动机构将钢板物料推送至冲压位置。
可以理解的,在其他的实施例中,送料装置也可采用其他现有结构来实现,本领域技术人员可以根据具体工况自行设置,在此不作详述。
作为一种实施例,控制器可采用FPGA或其他单片机或可编程逻辑器件实现。
需要说明的是,本领域技术人员可根据实际情况来具体选择控制器的型号。
作为一种实施方式,所述冲压机构包括液压泵,所述液压泵与液压缸相连,所述液压缸的一端与上模位置调节装置相连,另一端与上模相连。
所述液压缸上还装有温度传感器和压力传感器,当超温或超压发出报警,保证液压缸正常工作。
作为一种实施方式,所述上模上设置有限位开关,所述限位开关与控制器相连。
其中,限位开关就是用以限定机械设备的运动极限位置的电气开关。限位开关有接触式的和非接触式的。接触式的比较直观,机械设备的运动部件上,安装上行程开关,与其相对运动的固定点上安装极限位置的挡块,或者是相反安装位置。当行程开关的机械触头碰上挡块时,切断了(或改变了)控制电路,机械就停止运行或改变运行。由于机械的惯性运动,这种行程开关有一定的“超行程”以保护开关不受损坏。非接触式的形式很多,常见的有干簧管、光电式、感应式等。
作为一种实施方式,所述控制器还与显示器相连。
其中,显示器可采用LCD或LED显示屏来实现,也可采用触摸屏来实现。
显示器用于与控制器通讯,是用于控制器交互的窗口。通过对显示器的操作可以给控制器下发命令,并显示控制器采集的各种信号。
作为一种实施方式,所述控制器还与上位机相连。
其中,上位机可采用PC机来实现。
PC机通过网线与控制器进行程序的上传与下载,并能对控制器程序在线调试和运行演示。
作为一种实施方式,所述控制器还与通讯接口相连。
其中,通讯接口可为有线电缆接口或无线通信接口,
无线通信接口可采用wifi通信接口结构或其他无线方式接口结构来实现。
作为一种实施方式,所述控制器还与I/O信号接口相连。
I/O信号接口用于采集箱体加工设备上的各限位开关、光电开关等传感器的信息,对设备的运动位置进行限制,辅助设备自动运行。
作为一种实施方式,所述控制器还与模拟量信号接口相连。
模拟量信号接口用于采集箱体加工设备上的温度、压力等传感器的信息,对设备的运行状态进行监测,在设备出现故障时做相应的处理。
作为一种实施方式,所述驱动机构包括第一伺服电机,所述第一伺服电机与上模位置调节装置相连;
第二伺服电机,所述第二伺服电机与送料装置相连;
第三伺服电机,所述第三伺服电机与下模位置调节装置相连。
本实施例的用于箱体结构加工的自动控制系统的工作原理为:
控制上模位置调节装置、送料装置、下模位置调节装置自动回到零位;
接收原料钢板宽度和箱体宽度参数,控制下模位置调节装置使得下模调整到箱体宽度;
控制上模位置调节装置使得上模自动运行到与下模垂直位置;
控制送料装置将钢板物料推送到下模上;
控制上模从初始位置向下运行开始冲压钢板物料,直至冲压到预设距离;
延时预设时间后,松开下模位置调节装置,控制上模位置调节装置使得上模向上运行回初始位置,完成箱体的加工。
本实施例可以一次将箱体(例如:起重机主梁箱体)加工成型三面,改进了主梁分段成型再多次焊接拼装的工艺,改善了手工组装分段焊接带来的不便,提高了主梁箱体位公差精度,提高加工效率,节约了人工成本、电能消耗。
本实施例实现了对箱体结构加工设备的自动化控制,通过本控制系统可加工出长度较大的箱体,减少了大长度箱体结构件的拼接数量,从而减少了焊缝数量,增加了箱体结构的强度,同时也大大提高了生产效率;通过设置能够快速精确控制模具的位置并将物料推送到位,减轻了操作人员的工作强度,并保障工作人员在加工过程中的安全性。
以上所述仅为本公开的优选实施例而已,并不用于限制本公开,对于本领域的技术人员来说,本公开可以有各种更改和变化。凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
一种用于箱体结构加工的自动控制系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0