








专利摘要
本发明公开了一种冷轧产线圆盘剪堵边风险识别方法及系统,该方法包括:基于热轧来料数据实现的热轧来料特性造成的堵边风险识别和基于冷轧跑偏监控数据实现的冷轧带钢运行跑偏造成的堵边风险识别。本发明以“热轧‑冷轧”数据采集平台和冷轧产线过程监控信息为基础,建立了一套基于热轧来料质量数据和冷轧设备运行状态的堵边风险识别方法,可针对堵边问题提供生产预警,以便相关人员提前干预,从而减少非计划停机,为设备的稳定运行提供保障。
权利要求
1.一种冷轧产线圆盘剪堵边风险识别方法,所述冷轧产线配备有带钢定位装置、CPC纠偏系统和圆盘剪设备,其特征在于,所述方法包括:基于热轧来料数据的堵边风险识别和基于冷轧跑偏监控数据的堵边风险识别;其中,
所述基于热轧来料数据的堵边风险识别,包括:
基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和所述圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量;
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置;
所述基于冷轧跑偏监控数据的堵边风险识别,包括:
基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置;
基于所述带钢定位装置和CPC纠偏系统,实时获取所述带钢的横向偏移量和横向偏移变化量,以及每一横向偏移量和横向偏移变化量对应的位置信息;
若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置。
2.如权利要求1所述的冷轧产线圆盘剪堵边风险识别方法,其特征在于,所述基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量,包括:
获取所述带钢在热轧出口处测得的全长方向上各位置的热态宽度W
获取所述带钢在宽度方向的热态到冷态转换的热膨胀系数α;
基于所述热态宽度W
获取所述圆盘剪设备两侧剪刃的开口宽度W
基于所述冷态宽度W
3.如权利要求1所述的冷轧产线圆盘剪堵边风险识别方法,其特征在于,所述基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置,包括:
获取带钢在热轧出口处测得的全长方向上各位置的中心线偏移量Cen[i];
对获取的中心线偏移量Cen[i]进行预处理,并计算预处理后的各中心线偏移量Cen[i]的平均值,得到所述带钢的全长稳态偏移量Cen
基于所述中心线偏移量Cen[i]和全长稳态偏移量Cen
当所述带钢的当前位置的热轧相对偏移量大于预设的热轧相对偏移量风险阈值时,确定所述带钢的当前位置为堵边风险待定位置。
4.如权利要求3所述的冷轧产线圆盘剪堵边风险识别方法,其特征在于,所述对获取的中心线偏移量Cen[i]进行预处理,包括:
将获取的中心线偏移量Cen[i]头尾部分各15%的数据去除。
5.如权利要求3或4所述的冷轧产线圆盘剪堵边风险识别方法,其特征在于,所述若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置,包括:
若所述堵边风险待定位置的横向偏移量大于预设的第一横向偏移量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移变化量大于预设的第一横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移量大于预设的第二横向偏移量风险阈值且对应的堵边风险待定位置的横向偏移变化量大于预设的第二横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置。
6.一种冷轧产线圆盘剪堵边风险识别系统,所述冷轧产线配备有带钢定位装置、CPC纠偏系统和圆盘剪设备,其特征在于,所述系统包括:基于热轧来料数据的堵边风险识别模块和基于冷轧跑偏监控数据的堵边风险识别模块;其中,
所述基于热轧来料数据的堵边风险识别模块用于:
基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和所述圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量;
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置;
所述基于冷轧跑偏监控数据的堵边风险识别模块用于:
基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置;
基于所述带钢定位装置和CPC纠偏系统,实时获取所述带钢的横向偏移量和横向偏移变化量,以及每一横向偏移量和横向偏移变化量对应的位置信息;
若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置。
7.如权利要求6所述的冷轧产线圆盘剪堵边风险识别系统,其特征在于,所述基于热轧来料数据的堵边风险识别模块具体用于:
获取所述带钢在热轧出口处测得的全长方向上各位置的热态宽度W
获取所述带钢在宽度方向的热态到冷态转换的热膨胀系数α;
基于所述热态宽度W
获取所述圆盘剪设备两侧剪刃的开口宽度W
基于所述冷态宽度W
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置。
8.如权利要求6所述的冷轧产线圆盘剪堵边风险识别系统,其特征在于,所述基于冷轧跑偏监控数据的堵边风险识别模块具体用于:
获取带钢在热轧出口处测得的全长方向上各位置的中心线偏移量Cen[i];
对获取的中心线偏移量Cen[i]进行预处理,并计算预处理后的各中心线偏移量Cen[i]的平均值,得到所述带钢的全长稳态偏移量Cen
基于所述中心线偏移量Cen[i]和全长稳态偏移量Cen
当所述带钢的当前位置的热轧相对偏移量大于预设的热轧相对偏移量风险阈值时,确定所述带钢的当前位置为堵边风险待定位置。
9.如权利要求8所述的冷轧产线圆盘剪堵边风险识别系统,其特征在于,所述基于冷轧跑偏监控数据的堵边风险识别模块具体还用于:
将获取的中心线偏移量Cen[i]头尾部分各15%的数据去除。
10.如权利要求8或9所述的冷轧产线圆盘剪堵边风险识别系统,其特征在于,所述基于冷轧跑偏监控数据的堵边风险识别模块具体还用于:
若所述堵边风险待定位置的横向偏移量大于预设的第一横向偏移量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移变化量大于预设的第一横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移量大于预设的第二横向偏移量风险阈值且对应的堵边风险待定位置的横向偏移变化量大于预设的第二横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置。
说明书
技术领域
本发明涉及机械自动化控制技术领域,特别涉及一种冷轧产线圆盘剪堵边风险识别方法及系统。
背景技术
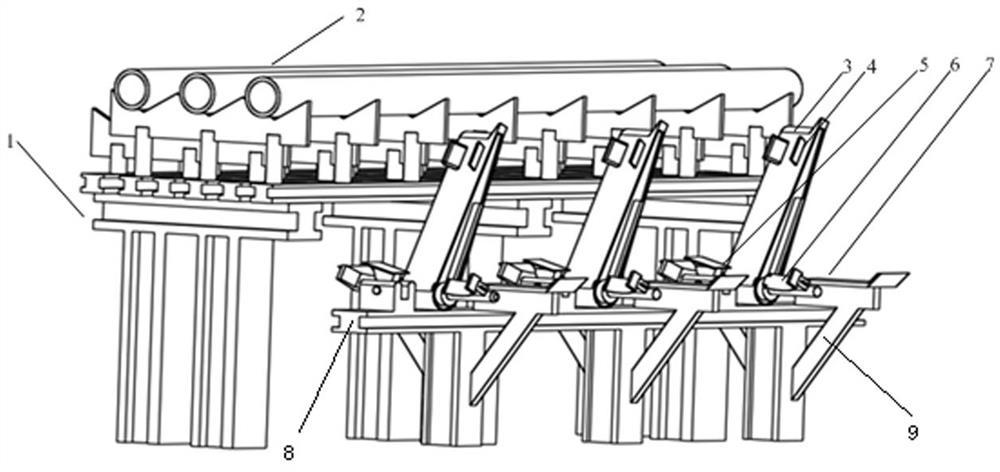
传统酸洗-冷轧联合机组中,热轧卷在冷轧产线开卷、剪切、焊接、酸洗后,冷连轧机入口前布置有一圆盘剪设备,其作用是按规定的宽度修整带钢的两侧,为冷轧过程稳定运行提供保障。系统根据不同宽度的来料设定不同的圆盘剪开口度,对运行带钢进行剪边操作,对于剪边后的边丝废料,配置有一碎边剪装置,用于把边丝废料截成具有恒定长度的短边丝。在剪边的过程中需要尽量使两边边丝宽度保持一致,但带钢在产线中运行时会因非对称板形、头尾镰刀弯等因素造成带钢跑偏,当带钢跑偏后,圆盘剪位置双侧边丝量可能会发生变化,当任意一侧的边丝量过小时,就会出现堵边故障,此时需要操作人员手动把堵边边丝从圆盘剪中拉出,确认设备正常后再开机运行。
对于目前的酸洗-冷轧联合机组,入口段虽布置有CPC纠偏系统(Center PositionControl),但热轧来料在冷轧入口段运行过程中仍会因为镰刀弯、楔形等非对称板形因素,时有出现纠偏能力不够的现象,虽然CPC纠偏辊配置有跑偏检测功能,但却不具备有效的跟踪功能,外加热轧来料有时还存在部分宽度窄尺的现象,从而导致了缺陷位置运行到圆盘剪位置时出现堵边故障。
对于圆盘剪堵边故障,实际情况中常见的堵边类型包括以下几种:(1)跑偏堵边,由于来料的非对称板形因素的影响,如楔形、单边浪,造成带钢在产线上运行时发生跑偏现象,从而导致两侧边丝宽度变化,边丝量变小的一侧堵边概率将会大大增加;(2)窄尺堵边,当热轧来料长度方向上的某个位置有窄尺现象时,或因热轧卷取后某个部位有损伤后,此位置运行到圆盘剪位置时,因其宽度变窄,两边边丝宽度必然减小,此时堵边概率将会大大提高,此问题可通过对宽度数据进行风险区域识别以减速预防;(3)边丝堵边,在圆盘剪剪边,碎边剪碎边后,等长的短边丝会通过溜槽落下,当有时短边丝落料不顺畅时,会出现边丝堆积,从而造成堵边;(4)变规格堵边,冷轧生产计划排布的时候宽度规格的变化多为从最宽到最窄,再从最窄直接到最宽的规则来安排的,在生产过程中前后带钢宽度规格不同时,在焊缝运行到圆盘剪附近时,将会停机,在焊缝位置进行冲边操作,再重新开机进刀,但此时运行速度极低,一般为操作人员点控操作,因此影响相对较小。
然而,圆盘剪堵边故障的预控具有如下技术难点:
(1)由于热轧和冷轧工序之间存在信息壁垒,冷轧获取热轧数据较为困难,无法充分发掘热轧质量数据中的信息;
(2)不同钢种、不同规格的带钢在圆盘剪位置剪切时,因材料固有属性差异和规格的影响,出现堵边的概率不同;
(3)现阶段在冷轧入口段暂无直接的定位跟踪手段,使得对缺陷的定位,如何知道缺陷距离圆盘剪距离多少较为困难。
综合以上特点可知,由于缺少对热轧来料质量数据的统一管理和信息发掘、来料不同钢种规格的差异性、冷轧入口段无直接的带钢定位跟踪手段,现阶段对于堵边故障暂无有效的预控手段,只能采取事后处理的方式。
发明内容
本发明提供了一种冷轧产线圆盘剪堵边风险识别方法及系统,以解决目前对于圆盘剪堵边故障暂无有效的预控手段,只能采取事后处理方式的技术问题。
为解决上述技术问题,本发明提供了如下技术方案:
一方面,本发明提供一种冷轧产线圆盘剪堵边风险识别方法,所述冷轧产线配备有带钢定位装置、CPC纠偏系统和圆盘剪设备,所述方法包括:基于热轧来料数据的堵边风险识别和基于冷轧跑偏监控数据的堵边风险识别;其中,
所述基于热轧来料数据的堵边风险识别,包括:
基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和所述圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量;
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置;
所述基于冷轧跑偏监控数据的堵边风险识别,包括:
基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置;
基于所述带钢定位装置和CPC纠偏系统,实时获取所述带钢的横向偏移量和横向偏移变化量,以及每一横向偏移量和横向偏移变化量对应的位置信息;
若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置。
进一步地,所述基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量,包括:
获取所述带钢在热轧出口处测得的全长方向上各位置的热态宽度Wh[i];
获取所述带钢在宽度方向的热态到冷态转换的热膨胀系数α;
基于所述热态宽度Wh[i]和热膨胀系数α,计算所述带钢的全长方向上各位置的冷态宽度
获取所述圆盘剪设备两侧剪刃的开口宽度Ws;
基于所述冷态宽度Wc[i]和所述开口宽度Ws,计算所述圆盘剪设备处的所述带钢两侧的总剪边量w[i]=Wc[i]-Ws。
进一步地,所述基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置,包括:
获取带钢在热轧出口处测得的全长方向上各位置的中心线偏移量Cen[i];
对获取的中心线偏移量Cen[i]进行预处理,并计算预处理后的各中心线偏移量Cen[i]的平均值,得到所述带钢的全长稳态偏移量CenAvg;
基于所述中心线偏移量Cen[i]和全长稳态偏移量CenAvg,计算所述带钢在全长方向上的热轧相对偏移量Cenr[i]=Cen[i]-CenAvg;
当所述带钢的当前位置的热轧相对偏移量大于预设的热轧相对偏移量风险阈值时,确定所述带钢的当前位置为堵边风险待定位置。
进一步地,所述对获取的中心线偏移量Cen[i]进行预处理,包括:
将获取的中心线偏移量Cen[i]头尾部分各15%的数据去除。
进一步地,所述若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置,包括:
若所述堵边风险待定位置的横向偏移量大于预设的第一横向偏移量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移变化量大于预设的第一横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移量大于预设的第二横向偏移量风险阈值且对应的堵边风险待定位置的横向偏移变化量大于预设的第二横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置。
另一方面,本发明还提供一种冷轧产线圆盘剪堵边风险识别系统,冷轧产线配备有带钢定位装置、CPC纠偏系统和圆盘剪设备,该系统包括:基于热轧来料数据的堵边风险识别模块和基于冷轧跑偏监控数据的堵边风险识别模块;
所述基于热轧来料数据的堵边风险识别模块用于:
基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和所述圆盘剪设备两侧剪刃的开口宽度,计算所述带钢两侧的总剪边量;
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置;
所述基于冷轧跑偏监控数据的堵边风险识别模块用于:
基于所述带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置;
基于所述带钢定位装置和CPC纠偏系统,实时获取所述带钢的横向偏移量和横向偏移变化量,以及每一横向偏移量和横向偏移变化量对应的位置信息;
若所述堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置。
进一步地,所述基于热轧来料数据的堵边风险识别模块具体用于:
获取所述带钢在热轧出口处测得的全长方向上各位置的热态宽度Wh[i];
获取所述带钢在宽度方向的热态到冷态转换的热膨胀系数α;
基于所述热态宽度Wh[i]和热膨胀系数α,计算所述带钢的全长方向上各位置的冷态宽度
获取所述圆盘剪设备两侧剪刃的开口宽度Ws;
基于所述冷态宽度Wc[i]和所述开口宽度Ws,计算所述圆盘剪设备处的所述带钢两侧的总剪边量w[i]=Wc[i]-Ws;
对所述带钢全长方向上的各位置进行判断,若所述带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定所述带钢的当前位置为堵边风险位置。
进一步地,所述基于冷轧跑偏监控数据的堵边风险识别模块具体用于:
获取带钢在热轧出口处测得的全长方向上各位置的中心线偏移量Cen[i];
对获取的中心线偏移量Cen[i]进行预处理,并计算预处理后的各中心线偏移量Cen[i]的平均值,得到所述带钢的全长稳态偏移量CenAvg;
基于所述中心线偏移量Cen[i]和全长稳态偏移量CenAvg,计算所述带钢在全长方向上的热轧相对偏移量Cenr[i]=Cen[i]-CenAvg;
当所述带钢的当前位置的热轧相对偏移量大于预设的热轧相对偏移量风险阈值时,确定所述带钢的当前位置为堵边风险待定位置。
进一步地,所述基于冷轧跑偏监控数据的堵边风险识别模块具体还用于:
将获取的中心线偏移量Cen[i]头尾部分各15%的数据去除。
进一步地,所述基于冷轧跑偏监控数据的堵边风险识别模块具体还用于:
若所述堵边风险待定位置的横向偏移量大于预设的第一横向偏移量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移变化量大于预设的第一横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置;
若所述堵边风险待定位置的横向偏移量大于预设的第二横向偏移量风险阈值且对应的堵边风险待定位置的横向偏移变化量大于预设的第二横向偏移量变化量风险阈值,则将对应的堵边风险待定位置确定为堵边风险位置。
再一方面,本发明还提供一种电子设备,其包括处理器和存储器;其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
又一方面,本发明还提供一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
本发明提供的技术方案带来的有益效果至少包括:
本发明利用热轧来料带钢的质量数据,结合酸洗-冷轧联合机组已有的相关数字化信息,可根据不同钢种、规格的热轧来料带钢数据设置不同的规则,实现对圆盘剪堵边风险的预先识别,并利用产线中已有设备,实现了对带钢运行位置的实时定位,可根据识别出的风险位置和定位,对堵边风险进行提前反应。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明实施例提供的基于热轧来料数据的堵边风险识别流程图;
图2是本发明实施例提供的基于冷轧跑偏监控数据的堵边风险识别流程图;
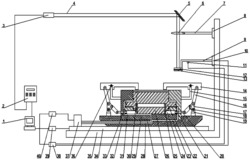
图3是本发明实施例提供的热轧-冷轧数据采集平台搭建的网络拓扑图;
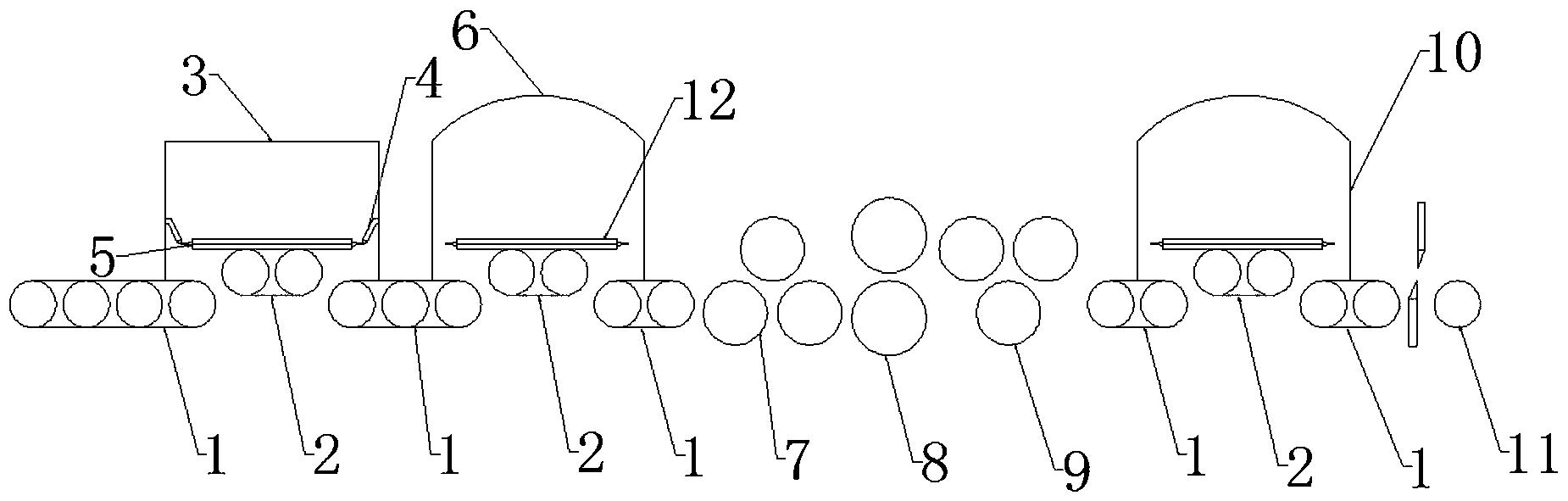
图4是本发明实施例提供的带钢出现窄尺和跑偏现象时,宽度边缘与圆盘剪位置的关系示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
第一实施例
本实施例提供了一种冷轧产线圆盘剪堵边风险识别方法,通过获取热轧数据与冷轧实时数据进行决策,结合热轧质量问题遗传的影响和冷连轧入口段带钢运行状态,对热轧工序中带钢头尾部分轧制控制困难造成的镰刀弯、轧制过程带钢出现失宽现象等堵边风险较大的部分进行风险预先识别。将来料特性造成的堵边风险和运行状态造成的堵边风险结合进行风险识别,可针对堵边问题提供生产预警;该方法可由电子设备实现,该电子设备可以是终端或者服务器。
其中,若对堵边风险进行识别,必须解决两个主要问题,即获得准确且有长度方向上定位的热轧来料质量数据和带钢在冷轧入口段运行过程中的定位。
由于热轧质量问题遗传的影响,如热轧工序中带钢头尾部分轧制控制困难造成的镰刀弯、轧制过程带钢出现失宽现象等,在冷连轧机组入口部分圆盘剪剪边的时候,以上来料质量问题易造成圆盘剪堵边故障。因此,首先应获得准确的热轧来料数据(由热轧方提供热轧出口质量数据支持)。热连轧产线在最后一架精轧轧机出口两侧安装配备有测宽仪和测厚仪等测量设备,在热轧生产的过程中对将带钢的一系列质量数据进行实时的采集,对数据进行分类归档后,热轧质量数据通过核心交换机、光电转换器及防火墙后传输到冷轧端。
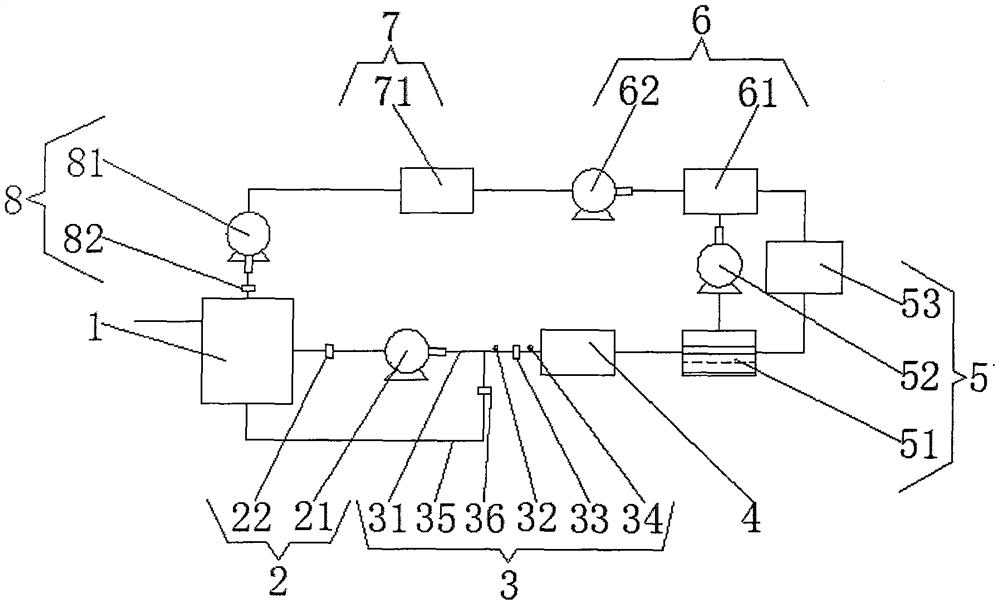
至于冷轧数据方面,冷轧产线配备有带钢定位装置、CPC纠偏系统和圆盘剪剪边设备,且冷轧产线中的带钢定位装置和CPC纠偏系统涉及的状态监控数据能够进行实时通讯;酸洗-冷轧联合机组入口段涉及的部分设备的运行状态监控数据可通过核心交换机到冷轧的三层交换机位置,期间为确保数据传输以及系统的运行的安全性,在冷轧端的数据采集机与热轧端之间布置一道防火墙,如图2所示。热轧端的数据通过防火墙以及数据采集机后,与冷轧端的交换机相连接。冷轧端的主服务器可通过系统的交换机从数据采集机获取所需相关数据,为堵边风险的识别做好数据来源方面的基础。
基于上述,本实施例的方法包括:基于热轧来料数据的堵边风险识别和基于冷轧跑偏监控数据的堵边风险识别;其中,
基于热轧来料数据的堵边风险识别,包括:
基于当前即将上线的带钢在热轧出口处测得的全长方向上各位置的热态宽度和圆盘剪设备两侧剪刃的开口宽度,计算带钢两侧的总剪边量;
对带钢全长方向上的各位置进行判断,若带钢的当前位置的总剪边量小于预设的总剪边量阈值,则确定带钢的当前位置为堵边风险位置;
基于冷轧跑偏监控数据的堵边风险识别,包括:
基于带钢在热轧出口处测得的全长方向上各位置的中心线偏移量和预设的热轧相对偏移量风险阈值,确定所述带钢的堵边风险待定位置;
基于带钢定位装置和CPC纠偏系统,实时获取带钢的横向偏移量和横向偏移变化量,以及每一横向偏移量和横向偏移变化量对应的位置信息;
若堵边风险待定位置的横向偏移量和/或横向偏移变化量满足预设条件,则将对应的堵边风险待定位置确定为堵边风险位置。
下面,对本实施例的冷轧产线圆盘剪堵边风险识别方法的方案进行详细介绍;首先对涉及到的符号含义进行说明,如下列表1所示:
表1符号说明
具体地,基于热轧来料数据的堵边风险识别的流程如图1所示,包括:
S1,根据冷轧生产计划,获取即将上线带钢在热轧出口处测得的全长方向各位置的热态宽度Wh[i](i=1,2,3…n),其中i意为长度方向上的位置;由于一卷带钢全长宽度数据较多,在此仅取几处位置的数据做说明使用,如表2所示;
表2来料长度方向部分热态宽度数据
S2,获取带钢在宽度方向的热态到冷态转换的热膨胀系数α;在本实施例中热膨胀系数α为1.015;
S3,基于热态宽度Wh[i]和热膨胀系数α,按照下列公式计算带钢的全长方向上各位置的冷态宽度Wc[i],计算结果如表3所示:
表3来料长度方向部分冷态宽度数据
S4,获取带钢在生产计划安排中的在圆盘剪位置的设置出口宽度,即圆盘剪设备两侧剪刃的开口宽度Ws;在本实施例中开口宽度Ws为900mm;
S5,基于冷态宽度Wc[i]和开口宽度Ws,按照下列公式计算圆盘剪设备处的带钢两侧的总剪边量w[i]:计算结果如表4所示:
w[i]=Wc[i]-Ws
表4来料长度方向部分总剪边量
S6,获取结合当前带钢的钢种、规格后所设定的允许最小总剪边量阈值Wt;在本实施例中,允许最小总剪边量阈值Wt为10mm;
S7,对带钢全长各位置进行判断,当i位置的总剪边量w[i]满足以下条件时,则i位置为来料特性造成的堵边风险区域:判断结果如表5所示:
w[i]<Wt
表5来料特性造成堵边风险的判断
至此,得到了来料带钢的基于热轧来料特性造成的堵边风险位置。
基于冷轧跑偏监控数据的堵边风险识别的流程如图2所示,包括:
S1,根据冷轧生产计划,获取即将上线的带钢在热轧出口处测得的全长方向的中心线偏移量数据Cen[i](i=1,2,3…n),其中i意为长度方向上的位置;由于一卷带钢全长方向上中心线偏移量数据较多,在此仅取几处位置的中心线偏移量数据做说明使用,如表6所示;
表6来料长度方向部分中心线偏移量数据
S2,考虑头尾部分数据易出现异常,将获取的中心线偏移量头尾部分各15%的数据去除,取中间部分作为稳态部分,计算带钢的全长稳态偏移量CenAvg:其计算结果为-2.23mm;
S3,基于中心线偏移量Cen[i]和全长稳态偏移量CenAvg,按照下式计算带钢在全长方向上的热轧相对偏移量Cenr[i]:计算结果如表7所示:
Cenr[i]=Cen[i]-CenAvg;
表7来料长度方向部分相对偏移量数据
S4,获取热轧相对偏移量风险阈值Ch,根据带钢全长方向上的热轧相对偏移量Cenr[i],对堵边风险位置做初步的判断,当带钢全长方向上某一位置的相对偏移量满足以下条件时,则初步判断其为堵边风险位置:其中,Cenr[i]取值为15mm,则初步判断为风险区域的结果如表8所示:
Cenr[i]>Ch
表8运行跑偏堵边风险初步判断结果
S5,对CPC(Center Position Control)纠偏系统测得的实时带钢偏移量数据进行实时读取,且保证此CPC纠偏系统距离圆盘剪有一定的距离,精度较高、对于带钢的偏移状态有较大的参考意义,实时读取的横向偏移量为Cenc,并计算前后时刻的横向偏移量的差值ΔCenc,称其为横向偏移变化量;
S6,上述步骤中对于产线中一个CPC纠偏系统的实时带钢偏移量数据虽有读取,但是无法对其带钢的具体位置进行定位,在此CPC纠偏系统附近找寻一个带钢实时定位检测点设置带钢定位装置,实时定位检测点的带钢位置输出为j,此j值和上述获取热轧来料全长数据在长度方向上的定位i意义相同;
S7,保证带钢定位装置和CPC纠偏系统之间没有活套,即保证带钢定位装置和被监控的CPC纠偏系统之间穿带长度固定,提取其间的固定穿带长度Δl;在本实施例中Δl值为-51m,即带钢定位点位于CPC纠偏辊前方51m;
S8,根据CPC纠偏系统实时带钢跑偏量数据和实时带钢定位装置到CPC之间的固定穿带长度Δl,得到当前时刻CPC纠偏系统实时带钢横向偏移量的数据及其定位为Cenc[j+Δl],横向偏移变化量及其定位为ΔCenc[j+Δl];则位置及其对应的偏移量和偏移变化量如表9所示:
表9部分位置的偏移量及偏移变化量
S9,考虑到冷轧入口段CPC纠偏系统的纠偏能力,不能单纯的将热轧来料在热轧出口处中心线偏移量大的位置认为是堵边风险区域,需在对来料在热轧出口的中心线偏移量的判断作为初步判断的基础上,当在冷轧入口段运行时CPC纠偏系统同时检测较大偏移量时识别其为堵边风险区域,提取冷轧偏移量风险阈值C1,在对热轧相对偏移量初步判断其为风险区域时,同时满足以下条件,则此卷带钢长度方向上的j+Δl位置为风险位置,式中的位置满足i=j+Δl:在本实施例中,冷轧偏移量风险阈值C1的值为18mm;
Cenc[j+Δl]>C1
S10,当热轧来料在冷轧入口段运行时,若前后时刻的横向位置差异较大,也存在堵边风险,提取冷轧横向偏移量变化量风险阈值R1,在对热轧相对偏移量初步判断其为风险区域时,同时满足以下条件,则此卷带钢长度方向上的j+Δl位置为风险位置,式中的位置满足i=j+Δl;在本实施例中,冷轧横向偏移量变化量风险阈值R1的值为12mm;
ΔCenc[j+Δl]>R1
S11,若热轧来料在冷轧入口段运行过程中偏移量和偏移变化量同时较大,则也易出现堵边现象,因此对此同样认为其为堵边风险位置,提取两种情况同时出现时的横向偏移量风险阈值C2和横向偏移量变化量风险阈值R2,其标准严于单项判断时的标准,在初步判断位置i为风险区域时,同时满足以下条件,则此卷带钢长度方向上的j+Δl位置为风险位置,式中的位置满足i=j+Δl:在本实施例中,C2的值为15mm,R2的值为10mm;
Cenc[j+Δl]>C2&ΔCenc[j+Δl]>R2
S12,综合上述,对于运行跑偏造成的堵边风险识别条件可整合为以下所示:
至此,得到了来料带钢的基于运行跑偏造成的堵边风险位置,如表10所示:
表10部分位置的运行风险识别结果
综合上述基于来料特性造成的堵边风险位置和基于运行跑偏造成的堵边风险位置可得到对一卷热轧来料完整的堵边风险位置识别,其完整规则如下:
以上四条子规则之间的关系为或关系,即当热轧来料带钢的一个位置的数据满足四条子规则中任何一条,则此位置即为堵边风险位置。根据上述完整规则,上例中的综合识别结果如表11所示:
表11综合判断结果表
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0